形位公差中的直线度
形位公差符号及表示方法

5.线轮廓度符号为一上凸的曲线(⌒),是限 制实际曲线对理想曲线变动量的一项指标。 它是对非圆曲线的形状精度要求。
3.位置度 符号是带互相垂直的两直线的圆,用来控 制被测实际要素相对于其理想位置的变动量,其 理想位置由基准和理论正确尺寸确定。
•精品课件
!
•精品课件
!
形位公差符号及表示方法
形位Байду номын сангаас差符号
一、 形状公差
1.直线度符号为一短横线(-),是限制实际 直线对理想直线变动量的一项指标。它是针对 直线发生不直而提出的要求。
2.面度符号为一平行四边形,是限制实际平面 对理想平面变动量的一项指标。它是针对平面 发生不平而提出的要求。
3.圆度 符号为一圆(○),是限制实际圆对理 想圆变动量的一项指标。它是对具有圆柱面( 包括圆锥面、球面)的零件,在一正截面(与 轴线垂直的面)内的圆形轮廓要求。
3.倾斜度(∠) 用来控制零件上被测要素(平 面或直线)相对于基准要素(平面或直线) 的方向偏离某一给定角度(0°~90°)的 程度,即要求被测要素对基准成一定角度( 除90°外)。
三、 定位公差 1. 同轴度(◎) 用来控制理论上应该同轴的 被测轴线与基准轴线的不同轴程度。
2.对称度 符号是中间一横长的三条横线,一般用来 控制理论上要求共面的被测要素(中心平面、中 心线或轴线)与基准要素(中心平面、中心线或 轴线)的不重合程度。
6.下面封闭,是限制实际曲面对理想曲面变动 量的一项指标。它是对曲面的形状精度要求
直线度 形位公差 标注

直线度形位公差标注直线度是形位公差中的一项重要指标,它描述了零件表面直线性的要求。
直线度公差是制造企业对产品质量的要求之一,对于确保零件的功能和性能起着至关重要的作用。
直线度公差是指零件表面直线与参考轴线之间的最大允许偏离量。
直线度公差可分为总直线度和局部直线度两种。
总直线度是指整个零件表面直线与参考轴线之间的最大偏离量;局部直线度是指零件表面某一段直线与参考轴线之间的最大偏离量。
直线度公差的标注通常采用一条横线和两个数字,横线表示直线度公差,数字表示公差值。
横线的长度表示直线度公差的范围,数字表示该范围内允许的最大偏离量。
例如,标注为0.05的直线度公差,表示直线与参考轴线之间的最大偏离量为0.05mm。
直线度公差的标注应符合国际标准ISO 1101的要求。
ISO 1101规定了直线度公差的标注方法和允许的最大偏离量。
在标注直线度公差时,应注意正确选择公差等级和公差值,以确保零件的质量符合设计要求。
直线度公差的控制是通过加工过程中的各种技术手段来实现的。
在机械加工中,可以通过选择合适的加工工艺、采用精密的加工设备和工具,以及控制加工参数等方式来控制直线度公差。
在测量过程中,可以使用精密的测量设备,如高精度测量仪器和三坐标测量机,来检测直线度公差是否满足要求。
直线度公差的控制对于改善零件的装配性能和使用寿命具有重要意义。
如果直线度公差过大,会导致零件装配时的间隙过大,影响零件的配合精度;如果直线度公差过小,会增加零件加工和测量的难度,增加生产成本。
因此,在制造过程中,需要根据具体的产品要求和使用环境,合理选择直线度公差的标注和控制方法。
直线度是形位公差中的重要指标,它描述了零件表面直线性的要求。
直线度公差的标注和控制对于确保零件的质量和性能起着至关重要的作用。
制造企业应根据具体的产品要求和使用环境,合理选择直线度公差的标注和控制方法,以提高产品质量和竞争力。
同时,对于使用者来说,了解直线度公差的标注和控制方法,可以更好地评估和选择零件,确保零件的功能和性能达到要求。
形位公差字母图形代号
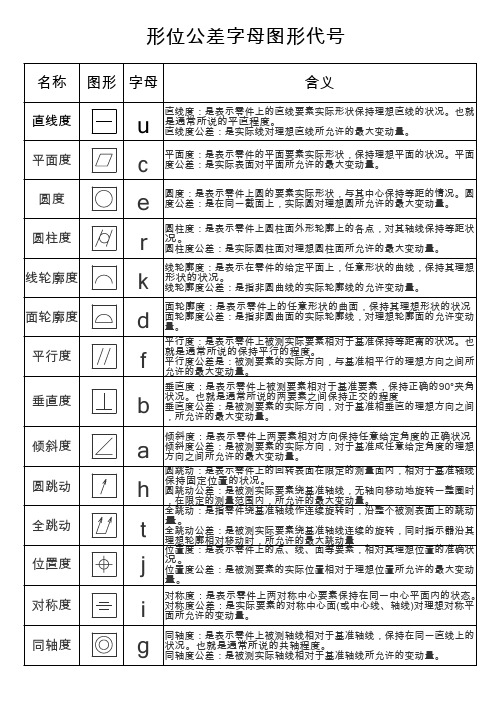
形位公差字母图形代号名称图形字母含义直线度u 直线度:是表示零件上的直线要素实际形状保持理想直线的状况。
也就是通常所说的平直程度。
直线度公差:是实际线对理想直线所允许的最大变动量。
平面度c 平面度:是表示零件的平面要素实际形状,保持理想平面的状况。
平面度公差:是实际表面对平面所允许的最大变动量。
圆度e 圆度:是表示零件上圆的要素实际形状,与其中心保持等距的情况。
圆度公差:是在同一截面上,实际圆对理想圆所允许的最大变动量。
圆柱度r 圆柱度:是表示零件上圆柱面外形轮廓上的各点,对其轴线保持等距状况。
圆柱度公差:是实际圆柱面对理想圆柱面所允许的最大变动量。
线轮廓度k 线轮廓度:是表示在零件的给定平面上,任意形状的曲线,保持其理想形状的状况。
线轮廓度公差:是指非圆曲线的实际轮廓线的允许变动量。
面轮廓度d 面轮廓度:是表示零件上的任意形状的曲面,保持其理想形状的状况 面轮廓度公差:是指非圆曲面的实际轮廓线,对理想轮廓面的允许变动量。
平行度f 平行度:是表示零件上被测实际要素相对于基准保持等距离的状况。
也就是通常所说的保持平行的程度。
平行度公差是:被测要素的实际方向,与基准相平行的理想方向之间所允许的最大变动量。
垂直度b 垂直度:是表示零件上被测要素相对于基准要素,保持正确的90°夹角状况。
也就是通常所说的两要素之间保持正交的程度 垂直度公差:是被测要素的实际方向,对于基准相垂直的理想方向之间,所允许的最大变动量。
倾斜度a 倾斜度:是表示零件上两要素相对方向保持任意给定角度的正确状况 倾斜度公差:是被测要素的实际方向,对于基准成任意给定角度的理想方向之间所允许的最大变动量。
圆跳动h 圆跳动:是表示零件上的回转表面在限定的测量面内,相对于基准轴线保持固定位置的状况。
圆跳动公差:是被测实际要素绕基准轴线,无轴向移动地旋转一整圈时,在限定的测量范围内,所允许的最大变动量。
全跳动t 全跳动:是指零件绕基准轴线作连续旋转时,沿整个被测表面上的跳动量。
形位公差符号及标注含义

形位公差符号及标注含义一.形位公差零件加工时,不仅会产生尺寸误差,还会产生形状和位置误差.零件表面的实际形状对其理想形状所允许的变动量,称为形状误差.零件表面的实际位置对其理想位置所允许的变动量,称为位值误差。
形状和位置公差简称为形位公差。
二.形位公差符号三.形状公差3.1 直线度(一)▬▬直线度是实际直线对理想直线的允许变动量,限制了加工表面线在某个方向上的偏差,如果直线超差有可能导致该工件安装时无法准确装入工艺文件规定的位置。
●标注含义:被表面投影后为一接近直线的”波浪线”(如下图),该”波浪线”的变化范围应该在距离为公差值t(t=0.1)的平行线之间。
3.2 平面度平面度表示面的平整程度,指测量平面具有的宏观凹凸高度相对理想平面的偏差,一般来讲,有平面度要求的就不必有直线度要求了,因为平面度包括了面上各个方向的直线度。
●标注含义: 被测加工表面必须位于距离为公差值t(t=0.01)的两平行面内,如下区域。
3.3 圆度(○) ▬▬是指工件横截面接近理论圆的程度,工件加工后的投影圆应该在圆度要求的公差范围之内。
●标注含义:被测圆柱面的任意截面的圆周必须位于半径为公差值t(t=0.025)的两同心圆之内,如右图区域。
3.4 圆柱度()▬▬是限制实际圆柱面对理想圆柱面变动量的一项指标。
它控制了圆柱体横截面和轴截面内的各项形状误差,如圆度,素线直线度,轴线直线度等。
圆柱度是圆柱体各项形状误差的综合指标。
标注含义:被测圆柱面必须位于半径为公差t(t=0.1)的两同轴圆柱面之间,如图。
●圆柱度和圆度的区别:圆柱度是相对于整个圆柱面而言的,圆度是相对于圆柱截面的单个圆而言的,圆柱度包括圆度,控制好了圆柱度也就保证圆度,但反过来不行。
●圆柱度和圆度的作用:柴油机的结构中有多处规定了圆柱度和圆度,如发动机的活塞环,控制好活塞环的圆度可保证其密封性,而活塞环的圆柱度则对于缸套中上下运动的顺畅性至关重要。
四位置公差4.1 平行度()▬▬,指两平面或两直线平行的程度,即其中一平(边)相对于另一平面(边)平行的误差最大允许值。
直线度-形位公差之一
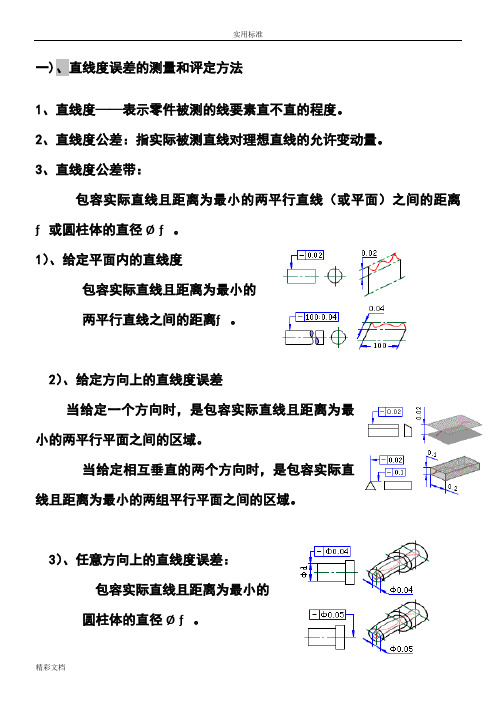
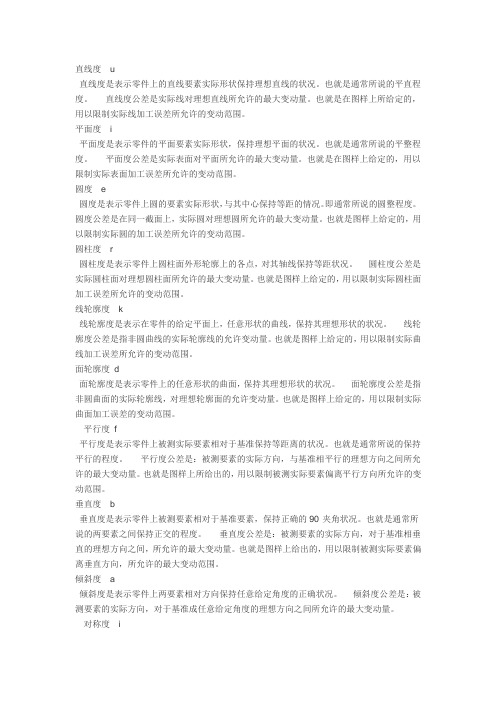
一)、直线度误差的测量和评定方法1、直线度——表示零件被测的线要素直不直的程度。
2、直线度公差:指实际被测直线对理想直线的允许变动量。
3、直线度公差带:包容实际直线且距离为最小的两平行直线(或平面)之间的距离ƒ或圆柱体的直径؃。
1)、给定平面内的直线度包容实际直线且距离为最小的两平行直线之间的距离ƒ。
2)、给定方向上的直线度误差当给定一个方向时,是包容实际直线且距离为最小的两平行平面之间的区域。
当给定相互垂直的两个方向时,是包容实际直线且距离为最小的两组平行平面之间的区域。
3)、任意方向上的直线度误差:包容实际直线且距离为最小的圆柱体的直径؃。
4、直线度误差的检测方法按照测量原理、测量器具及测量基准等可将直线度误差的检测方法分为四类:直接方法、间接方法、组合方法和量规检验法。
1)、直接方法:此类方法一般是首先确定一条测量基线,然后通过测量得到实际被测直线上的各点相对测量基线的偏差,再按规定进行数据处理得到直线度值。
(素线的测量)(1)、光隙法:将被测实际素线与其理想直线相比较来测量给定平面内直线度误差的测量方法。
是将刀口尺置于被测实际线上并使与被测线紧密接触,转动刀口尺使它的位置符合最小条件,然后观察刀口尺与被测线之间的最大光隙,此最大光隙即为直线度误差。
当光隙较大时,可用量块和塞尺测量其值,光隙较小时,可通过与标准光隙比较,估读出光隙量大小。
该方法适合于磨削或研磨加工的小平面及短园柱(锥)面的直线度误差的测量。
标准光隙:标准光隙由1级量块、0级刀口尺和1级平面平晶组成。
光隙尺寸的大小借助于光线通过狭缝时呈现的不同颜色来鉴别。
光隙 >2.5um时,光线呈白光:间隙在 1.25—1.17um时,呈红光:间隙约为0.8um时,呈蓝光;间隙<0.5um时,则不透光。
(2)、打表测量法、拉线基准法(测微法):用指示表测量零件表面直线度,是一种与理想直线比较,测量给定平面内直线度误差的方法。
形位公差字母图形代号
形位公差字母图形代号名称图形字母含义直线度u 直线度:是表示零件上的直线要素实际形状保持理想直线的状况。
也就是通常所说的平直程度。
直线度公差:是实际线对理想直线所允许的最大变动量。
平面度c 平面度:是表示零件的平面要素实际形状,保持理想平面的状况。
平面度公差:是实际表面对平面所允许的最大变动量。
圆度e 圆度:是表示零件上圆的要素实际形状,与其中心保持等距的情况。
圆度公差:是在同一截面上,实际圆对理想圆所允许的最大变动量。
圆柱度r 圆柱度:是表示零件上圆柱面外形轮廓上的各点,对其轴线保持等距状况。
圆柱度公差:是实际圆柱面对理想圆柱面所允许的最大变动量。
线轮廓度k 线轮廓度:是表示在零件的给定平面上,任意形状的曲线,保持其理想形状的状况。
线轮廓度公差:是指非圆曲线的实际轮廓线的允许变动量。
面轮廓度d 面轮廓度:是表示零件上的任意形状的曲面,保持其理想形状的状况 面轮廓度公差:是指非圆曲面的实际轮廓线,对理想轮廓面的允许变动量。
平行度f 平行度:是表示零件上被测实际要素相对于基准保持等距离的状况。
也就是通常所说的保持平行的程度。
平行度公差是:被测要素的实际方向,与基准相平行的理想方向之间所允许的最大变动量。
垂直度b 垂直度:是表示零件上被测要素相对于基准要素,保持正确的90°夹角状况。
也就是通常所说的两要素之间保持正交的程度 垂直度公差:是被测要素的实际方向,对于基准相垂直的理想方向之间,所允许的最大变动量。
倾斜度a 倾斜度:是表示零件上两要素相对方向保持任意给定角度的正确状况 倾斜度公差:是被测要素的实际方向,对于基准成任意给定角度的理想方向之间所允许的最大变动量。
圆跳动h 圆跳动:是表示零件上的回转表面在限定的测量面内,相对于基准轴线保持固定位置的状况。
圆跳动公差:是被测实际要素绕基准轴线,无轴向移动地旋转一整圈时,在限定的测量范围内,所允许的最大变动量。
全跳动t 全跳动:是指零件绕基准轴线作连续旋转时,沿整个被测表面上的跳动量。
形位公差

形位公差字母代表
直线度u直线度是表示零件上的直线要素实际形状保持理想直线的状况。
也就是通常所说的平直程度。
直线度公差是实际线对理想直线所允许的最大变动量。
也就是在图样上所给定的,用以限制实际线加工误差所允许的变动范围。
平面度i平面度是表示零件的平面要素实际形状,保持理想平面的状况。
也就是通常所说的平整程度。
平面度公差是实际表面对平面所允许的最大变动量。
也就是在图样上给定的,用以限制实际表面加工误差所允许的变动范围。
圆度 e圆度是表示零件上圆的要素实际形状,与其中心保持等距的情况。
即通常所说的圆整程度。
圆度公差是在同一截面上,实际圆对理想圆所允许的最大变动量。
也就是图样上给定的,用以限制实际圆的加工误差所允许的变动范围。
圆柱度r圆柱度是表示零件上圆柱面外形轮廓上的各点,对其轴线保持等距状况。
圆柱度公差是实际圆柱面对理想圆柱面所允许的最大变动量。
也就是图样上给定的,用以限制实际圆柱面加工误差所允许的变动范围。
线轮廓度k线轮廓度是表示在零件的给定平面上,任意形状的曲线,保持其理想形状的状况。
线轮廓度公差是指非圆曲线的实际轮廓线的允许变动量。
也就是图样上给定的,用以限制实际曲线加工误差所允许的变动范围。
面轮廓度d面轮廓度是表示零件上的任意形状的曲面,保持其理想形状的状况。
面轮廓度公差是指非圆曲面的实际轮廓线,对理想轮廓面的允许变动量。
也就是图样上给定的,用以限制实际曲面加工误差的变动范围。
平行度f平行度是表示零件上被测实际要素相对于基准保持等距离的状况。
也就是通常所说的保持平行的程度。
平行度公差是:被测要素的实际方向,与基准相平行的理想方向之间所允许的最大变动量。
也就是图样上所给出的,用以限制被测实际要素偏离平行方向所允许的变动范围。
垂直度 b垂直度是表示零件上被测要素相对于基准要素,保持正确的90°夹角状况。
也就是通常所说的两要素之间保持正交的程度。
垂直度公差是:被测要素的实际方向,对于基准相垂直的理想方向之间,所允许的最大变动量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
直线度(-)——是限制实际直线对理想直线直与不直的一项指标。
平面度——符号为一平行四边形,是限制实际平面对理想平面变动量的一项指标。
它是针对平面发生不平而提出的要求。
圆度(○)——是限制实际圆对理想圆变动量的一项指标。
它是对具有圆柱面(包括圆锥面、球面)的零件,在一正截面(与轴线垂直的面)内的圆形轮廓要求。
圆柱度(/○/)——是限制实际圆柱面对理想圆柱面变动量的一项指标。
它控制了圆柱体横截面和轴截面内的各项形状误差,如圆度、素线直线度、轴线直线度等。
圆柱度是圆柱体各项形状误差的综合指标。
线轮廓度(⌒)——是限制实际曲线对理想曲线变动量的一项指标。
它是对非圆曲线的形状精度要求。
面轮廓度——符号是用一短线将线轮廓度的符号下面封闭,是限制实际曲面对理想曲面变动量的一项指标。
它是对曲面的形状精度要求。
定向公差——关联实际要素对基准在方向上允许的变动全量。
定向公差包括平行度、垂直度、倾斜度。
平行度(‖)——用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离0°的要求,即要求被测要素对基准等距。
垂直度(⊥)——用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离90°的要求,即要求被测要素对基准成90°。
倾斜度(∠)——用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离某一给定角度(0°~90°)的程度,即要求被测要素对基准成一定角度(除90°外)。
定位公差——关联实际要素对基准在位置上允许的变动全量。
定位公差包括同轴度、对称度和位置度。
同轴度(◎)——用来控制理论上应该同轴的被测轴线与基准轴线的不同轴程度。
对称度——符号是中间一横长的三条横线,一般用来控制理论上要求共面的被测要素(中心平面、中心线或轴线)与基准要素(中心平面、中心线或轴线)的不重合程度。
位置度——符号是带互相垂直的两直线的圆,用来控制被测实际要素相对于其理想位置的变动量,其理想位置由基准和理论正确尺寸确定。
跳动公差——关联实际要素绕基准轴线回转一周或连续回转时所允许的最大跳动量。
跳动公差包括圆跳动和全跳动。
圆跳动——符号为一带箭头的斜线,圆跳动是被测实际要素绕基准轴线作无轴向移动、回转一周中,由位置固定的指示器在给定方向上测得的最大与最小读数之差。
全跳动——符号为两带箭头的斜线,全跳动是被测实际要素绕基准轴线作无轴向移动的连续回转,同时指示器沿理想素线连续移动,由指示器在给定方向上测得的最大与最小读数之差回答人的补充2010-04-23 16:35先说尺寸公差,尺寸公差简称公差,是指最大极限尺寸减最小极限尺寸之差,或上偏差减下偏差之差。
它是容许尺寸的变动量。
尺寸公差是一个没有符号的绝对值。
尺寸公差根据加工需要每个尺寸需要给出不同的精度等级,这样在加工的时候就会产生一个尺寸合格范围。
在每张图纸上面需要分已标尺寸公差和未标尺寸公差,已经标注的在图形中已经表示出来,未标注的如果有需要请在技术要求里面说明。
《机械精度设计基础》里面对相关知识做了详细的描述。
二、再说形位公差。
这个问题不是简单几句话就能说清楚的,建议你把《机械精度设计基础》里面相关的部分好好看一下。
以下是其中部分的基础内容:加工后的零件不仅有尺寸误差,构成零件几何特征的点、线、面的实际形状或相互位置与理想几何体规定的形状和相互位置还不可避免地存在差异,这种形状上的差异就是形状误差,而相互位置的差异就是位置误差,统称为形位误差。
xingwei gongcha形位公差tolerance of form and position包括形状公差和位置公差。
任何零件都是由点、线、面构成的,这些点、线、面称为要素。
机械加工后零件的实际要素相对于理想要素总有误差,包括形状误差和位置误差。
这类误差影响机械产品的功能,设计时应规定相应的公差并按规定的标准符号标注在图样上。
20世纪50年代前后,工业化国家就有形位公差标准。
国际标准化组织(ISO)于1969年公布形位公差标准,1978年推荐了形位公差检测原理和方法。
中国于1980年颁布形状和位置公差标准,其中包括检测规定。
形状公差和位置公差简称为形位公差(1)形状公差:构成零件的几何特征的点,线,面要素之间的实际形状相对与理想形状的允许变动量。
给出形状公差要求的要素称为被测要素。
(2)位置公差:零件上的点,线,面要素的实际位置相对与理想位置的允变动量。
用来确定被测要素位置的要素称为基准要素。
形位公差的研究对象是零件的几何要素,它是构成零件几何特征的点,线,面的统称.其分类及含义如下:(1) 理想要素和实际要素具有几何学意义的要素称为理想要素.零件上实际存在的要素称为实际要素,通常都以测得要素代替实际要素.(2) 被测要素和基准要素在零件设计图样上给出了形状或(和)位置公差的要素称为被测要素.用来确定被测要素的方向或(和)位置的要素,称为基准要素.(3) 单一要素和关联要素给出了形状公差的要素称为单一要素.给出了位置公差的要素称为关联要素.(4) 轮廓要素和中心要素由一个或几个表面形成的要素,称为轮廓要素.对称轮廓要素的中心点,中心线,中心面或回转表面的轴线,称为中心要素形状公差有直线度,平面度,圆度和圆柱度.其含义和标注如下:1) 直线度2) 平面度平面度公差带只有一种,即由两个平行平面组成的区域,该区域的宽度即为要求的公差值. 3) 圆度在圆度公差的标注中,箭头方向应垂直于轴线或指向圆心.4) 圆柱度形位公差的标注应注意以下问题:(1) 形位公差内容用框格表示,框格内容自左向右第一格总是形位公差项目符号,第二格为公差数值,第三格以后为基准,即使指引线从框格右端引出也是这样.(2) 被测要素为中心要素时,箭头必须和有关的尺寸线对齐.只有当被测要素为单段的轴线或各要素的公共轴线,公共中心平面时,箭头可直接指在轴线或中心线,这样标注很简便,但一定要注意该公共轴线中没有包含非被测要素的轴段在内.(3) 被测要素为轮廓要素时,箭头指向一般均垂直于该要素.但对圆度公差,箭头方向必须垂直于轴线.(4) 当公差带为圆或圆柱体时,在公差数值前需加注符号"Φ",其公差值为圆或圆柱体的直径.这种情况在被测要素为轴线时才有.同轴度的公差带总是一圆柱体,所以公差值前总是加上符号"Φ";轴线对平面的垂直度,轴线的位置度一般也是采用圆柱体公差带,需在公差值前也加上符号"Φ".(5) 对一些附加要求,常在公差数值后加注相应的符号,如(+)符号说明被测要素只许呈腰鼓形外凸,(-)说明被测要素只许呈鞍形内凹,(>)说明误差只许按符号的小端方向逐渐减小.如形位公差要求遵守最大实体要求时,则需加符号○M.在框格的上,下方可用文字作附加的说明.如对被测要素数量的说明,应写在公差框格的上方;属于解释性说明(包括对测量方法的要求)应写在公差框格的下方.例如:在离轴端300mm处;在a,b范围内等.形位公差是为了满足产品功能要求而对工件要素在形状和位置方面所提出的几何精度要求。
以形位公差带来限制被测实际要素的形状和位置。
形位误差对零件使用性能的影响1.影响零件的功能要求。
2.影响零件的配合性质。
3.影响零件的互换性。
回答人的补充2010-04-23 22:58回答人的补充2010-04-23 23:07表示圆直径是10,容许尺寸的变动量上偏差是0.015,下偏差是0,就是说圆直径在10.015到10的范围里是可以。
匿名回答采纳率:34.1%2010-04-23 16:33好:0不好:0A:位置度B:直径C:直径大小D:最大实体要求E:基设计> 机械制图> 正文形状位置公差符号与说明发布日期:2010-05-16 浏览次数:1833[导读] 零件在加工过程中,由于机床-夹具-刀具系统存在几何误差,以及加工中出现受力变形、热变形、振零件在加工过程中,由于机床-夹具-刀具系统存在几何误差,以及加工中出现受力变形、热变形、振动和磨损等影响,使被加工零件的几何要素不可避免地产生误差。
这些误差包括尺寸偏差、形状误差(包括宏观几何误差、波度和表面粗糙度)及位置误差。
形状公差形状公差是指单一实际要素的形状所允许的变动全量。
形状公差用形状公差带表达。
形状公差带包括公差带形状、方向、位置和大小等四要素。
形状公差项目有:直线度、平面度、圆度、圆柱度、线轮廓度、面轮廓度等6项。
位置公差位置公差是指关联实际要素的位置对基准所允许的变动全量。
定向公差定向公差是指关联实际要素对基准在方向上允许的变动全量。
这类公差包括平行度、垂直度、倾斜度3项。
定位公差定位公差是关联实际要素对基准在位置上允许的变动全量。
这类公差包括同轴度、对称度、位置度3项。
跳动公差跳动公差是以特定的检测方式为依据而给定的公差项目。
跳动公差可分为圆跳动与全跳动。
零件的形位公差共14项,其中形状公差6个,位置公差8个,项目符号简要描述列于下表。
分类形状公差直线度直线度是表示零件上的直线要素实际形状保持理想直线的状况。
也就是通常所说的平直程度。
直线度公差是实际线对理想直线所允许的最大变动量。
也就是在图样上所给定的,用以限制实际线加工误差所允许的变动范围。
平面度平面度是表示零件的平面要素实际形状,保持理想平面的状况。
也就是通常所说的平整程度。
平面度公差是实际表面对平面所允许的最大变动量。
也就是在图样上给定的,用以限制实际表面加工误差所允许的变动范围。
圆度圆度是表示零件上圆的要素实际形状,与其中心保持等距的情况。
即通常所说的圆整程度。
圆度公差是在同一截面上,实际圆对理想圆所允许的最大变动量。
也就是图样上给定的,用以限制实际圆的加工误差所允许的变动范围。
圆柱度圆柱度是表示零件上圆柱面外形轮廓上的各点,对其轴线保持等距状况。
圆柱度公差是实际圆柱面对理想圆柱面所允许的最大变动量。
也就是图样上给定的,用以限制实际圆柱面加工误差所允许的变动范围。
线轮廓度线轮廓度是表示在零件的给定平面上,任意形状的曲线,保持其理想形状的状况。
线轮廓度公差是指非圆曲线的实际轮廓线的允许变动量。
也就是图样上给定的,用以限制实际曲线加工误差所允许的变动范围。
面轮廓度面轮廓度是表示零件上的任意形状的曲面,保持其理想形状的状况。
面轮廓度公差是指非圆曲面的实际轮廓线,对理想轮廓面的允许变动量。
也就是图样上给定的,用以限制实际曲面加工误差的变动范围。
分类项目符号简要描述位置公差定向平行度平行度是表示零件上被测实际要素相对于基准保持等距离的状况。
也就是通常所说的保持平行的程度。
平行度公差是:被测要素的实际方向,与基准相平行的理想方向之间所允许的最大变动量。