SIEMENS DCS系统编程控制在造纸配浆系统的突破应用
TTDCS系统——拓斯克卫生纸技术的“最强大脑”

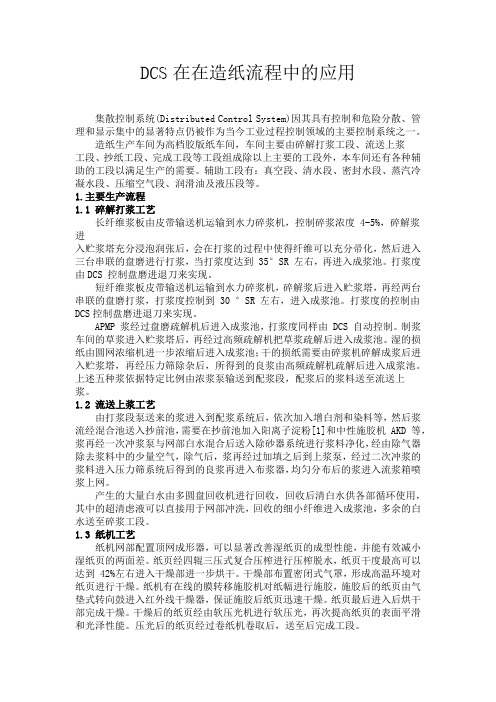
除了过程控制系统,拓斯克还为用户数据存储和统计设 计了一个专门的软件。DCS提供警报和趋势图,配置为每隔 500ms收集一次数据。收集的数据的数量只受存储硬盘容 量大小限制。
移动端
网络
工程站 转换器
供应商 操作客户
转换器
拓斯克DCS系统
在界面上可以同时控制流程、机器及访问相关信息(例 如CAD/PDF图纸及其他关键信息)。从调试到运行阶段用 户只需通过单击鼠标就能简单获取相关的数据。得益于简单 直观的画面,TT DCS提供的强有力工具使整个工厂的管理 更轻松。
拓斯克专有的集散控制系统TT DCS是基于西门子平台 开发的。新的TT DCS系统已经在拓斯克卫生纸机上运行近 一年,其高可靠性和优异的使用体验在终端用户处得到了良 好的反馈。主要的技术是基于西门子PCS7平台8.2版本并使 用标准的APL库文件。拓斯克提供完整的工程设计和软件系 统。硬件设计使用E _ PL A N工具并使用了自动连接功能,这 使得操作的指令信息容易被接收。拓斯克的专有设计使得运 行效率更高,维护和故障处理更快速。
技术与设备 Technique and Equipment
TT DCS系统——
拓斯克卫生纸技术的“最强大脑”
Toscotec’s TT DCS System
拓斯克的主要目标是提供高效的工具和可靠的部件使 卫生纸机和流程控制更容易操作,提高整个工厂的效率。基 于用户的经验,拓斯克开发了新的DCS系统,新的DCS界面 经过精心设计,使操作更有效和直观。
浅谈DCS控制系统在制浆造纸生产中的应用

浅谈DCS控制系统在制浆造纸生产中的应用摘要:随着我国科学技术的不断发展,造纸行业的自动化水平也越来越高,相关的科学技术投入也在不断增大。
近些年来,DCS 系统越来越被我国的造纸行业广泛应用,这些DCS控制系统,很大程度提高了相关造纸设置的控制精度,保证了设备的稳定运作。
使得造纸行业管理工作更为清晰,促进了我国造纸行业的现代化发展。
本文主要介绍了DCS控制系统的相关控制原理,分析了DCS控制系统在制浆造纸生产中的具体应用。
关键词:DCS控制系统制浆造纸应用1引言自动化管理是当今企业的主要发展方向,其对提高企业效益、改善产品质量、降低能耗、控制污染、保证生产安全等方面有重要作用[1]。
目前,我国造纸行业中自动化发展最重要的体现就是DCS控制系统。
造纸行业的制浆造纸工序大致可以分为:制浆阶段、造纸阶段、碱回收阶段、水处理阶段,其中碱回收和水处理两个阶段也是制浆造纸生产过程中的重要部分。
DCS控制系统在这两个阶段的应用极其广泛,本文主要分析了该阶段的相关控制应用。
2 DCS控制原理分析笔者所在公司采用的是罗克韦尔AB控制系统,其控制的原理是现场检查数据通过现场的收集信号经I/O单元进行A/D转化,再将数据传输到过程接口控制器PIC中,PIC将数据发送到过程站PCS中,再转送到现场总线控制器FBC中,对数据进行滤波和线性化处理,最后发送到PCS的CPU,然后进行相关的数据计算和分析。
信息数据在CPU处理结束后,由经FBC返回到现场进行工序执行从而完成自动化控制模式。
在罗克韦尔AB控制系统中,操作员可以通过操作终端进行指令输入,保证对罗克韦尔AB控制系统的运作控制。
3 制浆造纸生产过程中DCS控制系统应用3.1制浆阶段制浆阶段的DCS控制系统的应用主要体现在磨浆、蒸煮、打浆、配浆等方面,需从温度、液位、压力、浓度以及流量等进行相关参数的控制。
可以看出,DCS控制系统既需对管道和罐类上的阀门的参数进行PID调节,又需对制浆生产过程中的电磁阀和定速电动机进行顺利和逻辑的控制,从而保证温度、液位、压力、浓度以及流量满足相关的生产工艺标准。
DCS在在造纸流程中的应用
DCS在在造纸流程中的应用集散控制系统(Distributed Control System)因其具有控制和危险分散、管理和显示集中的显著特点仍被作为当今工业过程控制领域的主要控制系统之一。
造纸生产车间为高档胶版纸车间,车间主要由碎解打浆工段、流送上浆工段、抄纸工段、完成工段等工段组成除以上主要的工段外,本车间还有各种辅助的工段以满足生产的需要。
辅助工段有:真空段、清水段、密封水段、蒸汽冷凝水段、压缩空气段、润滑油及液压段等。
1.主要生产流程1.1 碎解打浆工艺长纤维浆板由皮带输送机运输到水力碎浆机,控制碎浆浓度 4-5%,碎解浆进入贮浆塔充分浸泡润张后,会在打浆的过程中使得纤维可以充分帚化,然后进入三台串联的盘磨进行打浆,当打浆度达到 35°SR 左右,再进入成浆池。
打浆度由DCS 控制盘磨进退刀来实现。
短纤维浆板皮带输送机运输到水力碎浆机,碎解浆后进入贮浆塔,再经两台串联的盘磨打浆,打浆度控制到 30 °SR 左右,进入成浆池。
打浆度的控制由DCS控制盘磨进退刀来实现。
APMP 浆经过盘磨疏解机后进入成浆池,打浆度同样由 DCS 自动控制。
制浆车间的草浆进入贮浆塔后,再经过高频疏解机把草浆疏解后进入成浆池。
湿的损纸由圆网浓缩机进一步浓缩后进入成浆池;干的损纸需要由碎浆机碎解成浆后进入贮浆塔,再经压力筛除杂后,所得到的良浆由高频疏解机疏解后进入成浆池。
上述五种浆依据特定比例由浓浆泵输送到配浆段,配浆后的浆料送至流送上浆。
1.2 流送上浆工艺由打浆段泵送来的浆进入到配浆系统后,依次加入增白剂和染料等,然后浆流经混合池送入抄前池,需要在抄前池加入阳离子淀粉[1]和中性施胶机 AKD 等,浆再经一次冲浆泵与网部白水混合后送入除砂器系统进行浆料净化,经由除气器除去浆料中的少量空气,除气后,浆再经过加填之后到上浆泵,经过二次冲浆的浆料进入压力筛系统后得到的良浆再进入布浆器,均匀分布后的浆进入流浆箱喷浆上网。
(1讲)自动控制、西门子DCS系统、操作方式概述

补水电磁阀根据液 位联锁进行“自动 模式”开关
两台上水泵“自 动模式”循环启 动
排污设备“自动模式” 下根据排污步骤排污
对于报警的处理步骤
DCS系统报警分类: 1:系统报警:操作站,控制站,网络,等设备进行实时检测; 2:过程报警:按照工艺指标对生产过程数据的异常发出的报警; 组显示 显示带有报警源的图片。组显示应当使操作员能够直接从总视图 跳到所有层次级别都组合在一起的显示中。也应当使操作员能够 直接从总视图跳到发生警报的显示中。组显示中各个不同的图标 代表不同的含义,具体如下: A(红底白字),过程值报警。 W(黄底黑字),过程值警告。 S(黑底黄字),系统错误。 O(紫底白字),操作员提示信息。 X(灰底白字),禁用消息。
五、S7-400H硬件冗余
S7-400H是西门子提供的冗余系统,为双机架 硬件级热备产品,主从两个机架,两套完整独 立的系统。两套机架上的热备单元通过光纤通 讯。可能通过它的冗余功能,实现减少因故障 或错误而导致的生产损失。
冗余系统的目的:停车成本越高,越值得采用冗余系统。 SIMATIC H系统的优点:处理贵重原料,停车或不合格产品成 本昂贵,系统瘫痪导致重新开车费用高,无需操作人员的场合
有毒有害气体报警仪报警处置方法
目的: 在发生有毒有害气体泄露报警及时进行处置,增强职工应对处 置能力,确保人身安全,保护厂区的财产安全。 •岗位工接到有毒有害气体报警器报警后,及时通知煤防站以及班 长安全管理人员。 •煤防站、电仪车间、当班班长及安全管理人员当接到有毒有害气 体报警器报警的信息后,应尽快赶到现场进行处理。 •岗位工配合煤防站确定是否该区域内有泄露现象,并上报安全管 理人员。 •遇到有毒有害气体事发工段时开启防爆排风扇。同时,要谨慎行 事,必须携带相关的防护器具,在事发现场不得使用电话,进入 泄露区必须关闭手机,禁止携带明火。 •岗位工煤防站对泄露位置进行查找,并配合电仪现场人员进行检 查维修处理。 •如有发现不适者,应小心妥善处理,等待救护人员抵达现场。 •泄露要查明原因,并进行记录和存档。
造纸涂料DCS自动控制系统改造设计

造 纸涂料 D C S 自动控 制 系统 改造设计
周 雄煜 。 张世 亮
( 广东海洋大学 工程学院 , 广东 湛江 5 2 4 0 0 0 )
摘 要 :通过 自动供料过程 为背景 ,以 D C S 控制 为 系统核心 ,重点讨论 了改造部分 的供料 的控制过程 。以浙江华章
人混合罐 中。在混合罐中经过和其他 成分的料剂混 涂 布的质量 ,在平 台前的供料入 口处安装一个阀门 合搅拌后 , 再经过二级过滤工序 ( 精滤 ) , 将微小杂质 定位器 , 实现对流量 的高精度控制。这里选择高精度
收 稿 日期 : 2 0 1 4 - 0 1 — 0 8
作者简介 : 周雄煜 ( 1 9 8 3 一) , 男, 广东 湛江人 , 硕士学位 ; 通讯作者 : 张世亮 , 教授 , 长期从 事以机、 电、 液、 数控技术为主的科研 工作 。
从涂料车 间制备好 的涂料 ,经过管道输送到改
装 的搅拌罐搅 拌均匀 ,然后经过一级过滤工序 ( 粗 流量计 P r o m a s s 一 8 0 F , 如图2 ( c ) 所示。 滤) , 将体积 比较大 的涂料杂质颗粒 过滤 出来 , 再送 ( 4 ) 为 了实现上料平台供料的高精度控制 , 提高
2 51
E q u i p me n t Ma n u f a c t u r i n g T e c h n o l o g y No . 4, 2 0 1 4
DCS Au t o ma t i c Co n t r o l Sy s t e m f o r P a p e r Co a t i n g Tr a n s f o r ma t i o n De s i g n
造纸废水深度处理工段DCS方案设计与应用
造纸工业废水深度处理工段DCS方案设计与应用李明辉张秦陕西科技大学机电工程学院西安710021摘要:针对某造纸工业废水深度处理工段,提出了合理的DCS软硬件配置和程序设计的整体方案,阐述了控制难点的解决策略,并分析了现场抗干扰措施。
最后,该控制系统已经在唐山某污水处理厂得到应用,取得了较好的控制效果。
关键字:废水深度处理、DCS、抗干扰0、引言造纸行业是一个用水量大、污染严重的行业,尤其是原浆造纸,其造纸废水污染物浓度高、治理难度大,各国均将造纸废水列为主要公害之一。
我国造纸企业普遍规模较小(小型造纸厂约有万家),生产工艺和设备落后,管理水平不高,原材料和能源消耗量大,造纸工业废水的处理是当今废水处理的难题之一。
经过多年努力,在治理技术的研究和防治工作方面,取得了一定进展,但我国造纸工业废水对水体的污染仍存在一定问题。
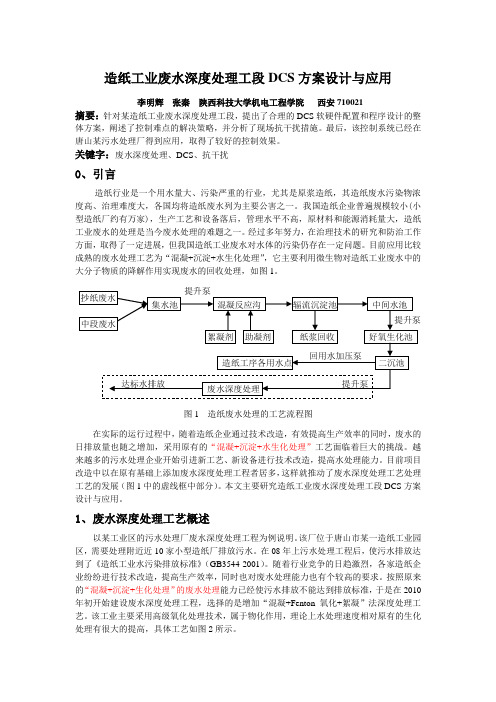
目前应用比较成熟的废水处理工艺为“混凝+沉淀+水生化处理”,它主要利用微生物对造纸工业废水中的大分子物质的降解作用实现废水的回收处理,如图1。
图1 造纸废水处理的工艺流程图在实际的运行过程中,随着造纸企业通过技术改造,有效提高生产效率的同时,废水的日排放量也随之增加,采用原有的“混凝+沉淀+水生化处理”工艺面临着巨大的挑战。
越来越多的污水处理企业开始引进新工艺、新设备进行技术改造,提高水处理能力。
目前项目改造中以在原有基础上添加废水深度处理工程者居多,这样就推动了废水深度处理工艺处理工艺的发展(图1中的虚线框中部分)。
本文主要研究造纸工业废水深度处理工段DCS方案设计与应用。
1、废水深度处理工艺概述以某工业区的污水处理厂废水深度处理工程为例说明。
该厂位于唐山市某一造纸工业园区,需要处理附近近10家小型造纸厂排放污水。
在08年上污水处理工程后,使污水排放达到了《造纸工业水污染排放标准》(GB3544-2001)。
随着行业竞争的日趋激烈,各家造纸企业纷纷进行技术改造,提高生产效率,同时也对废水处理能力也有个较高的要求。
基于DCS的造纸自动化控制系统的设计与实现

基于DCS的造纸自动化控制系统的设计与实现造纸自动化控制系统是基于DCS(Distributed Control System,分散控制系统)的一种控制系统,通过分散的控制器和集中的监控系统实现对造纸过程中各个环节的自动化控制。
本文将介绍基于DCS的造纸自动化控制系统的设计与实现。
一、系统设计1.系统架构(1)分散控制器:负责对造纸过程中的各个环节进行实时控制,包括控制设备的开关状态、调节控制参数等。
(2)通信网络:将各个分散控制器连接起来,实现信息的传输和共享。
(3)监控系统:用于监控造纸过程中的各个环节的状态、数据和报警信息,提供运行状态的可视化。
2.控制策略控制策略是系统设计中的核心部分,它决定了如何控制造纸过程中的各个环节,以达到预期的目标。
常用的控制策略包括反馈控制、前馈控制、模糊控制等。
根据造纸过程的特点和需求,选择合适的控制策略。
3.数据采集与传输数据采集与传输是构建DCS系统的关键环节。
通过传感器对造纸过程中各个环节的参数进行实时采集,并将数据传输到分散控制器进行处理。
常用的数据采集方式包括模拟量采集和数字量采集,常用的数据传输方式包括以太网、RS485等。
二、系统实现1.系统编程基于DCS的造纸自动化控制系统的编程主要包括控制逻辑的编写和数据处理的实现。
控制逻辑的编写根据控制策略确定,可以使用诸如LD (Ladder Diagram)或FBD(Function Block Diagram)等编程语言进行实现。
数据处理的实现一般使用高级编程语言,如C++、Python等。
2.设备配置设备配置是指将DCS系统与控制设备进行连接和配置,使其能够相互通信。
具体包括对控制器进行参数配置、对传感器进行校准和接线等操作。
3.系统调试与优化在系统实现过程中,需要进行系统调试和优化,以确保系统的正常运行和达到预期的效果。
调试包括对各个环节的控制算法进行调整和验证,优化包括对系统的稳定性和可靠性进行改善。
DCS基础知识及系统配置的基本要求

DCS基础知识1、什么是DCS?DCS是分布式控制系统的英文缩写(Distributed Control System),在国内自控行业又称之为集散控制系统。
2、 DCS有什么特点?DCS是计算机技术、控制技术和网络技术高度结合的产物。
DCS通常采用若干个控制器(过程站)对一个生产过程中的众多控制点进行控制,各控制器间通过网络连接并可进行数据交换。
操作采用计算机操作站,通过网络与控制器连接,收集生产数据,传达操作指令。
因此,DCS的主要特点归结为一句话就是:分散控制集中管理。
3、 DCS的结构是怎样的?上图是一个较为全面的DCS系统结构图,从结构上划分,DCS包括过程级、操作级和管理级。
过程级主要由过程控制站、I/O单元和现场仪表组成,是系统控制功能的主要实施部分。
操作级包括:操作员站和工程师站,完成系统的操作和组态。
管理级主要是指工厂管理信息系统(MIS系统),作为DCS更高层次的应用,目前国内纸行业应用到这一层的系统较少。
4、 DCS的控制程序是由谁执行的?DCS的控制决策是由过程控制站完成的,所以控制程序是由过程控制站执行的。
5、过程控制站的组成如何?DCS的过程控制站是一个完整的计算机系统,主要由电源、CPU(中央处理器)、网络接口和I/O组成6、 I/O是什么?控制系统需要建立信号的输入和输出通道,这就是I/O。
DCS中的I/O一般是模块化的,一个I/O模块上有一个或多个I/O通道,用来连接传感器和执行器(调节阀)。
7、什么是I/O单元?通常,一个过程控制站是有几个机架组成,每个机架可以摆放一定数量的模块。
CPU所在的机架被称为CPU单元,同一个过程站中只能有一个CPU单元,其他只用来摆放I/O模块的机架就是I/O单元。
8、I/O单元和CPU单元是如何连接的?I/O单元与CPU是通过现场总线连接的。
9、什么是现场总线?现场总线是应用于过程控制现场的一种数字网络,它不仅包含有过程控制信息交换,而且还包含设备管理信息的交流。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SIEMENS DCS系统编程控制在造纸配浆系统的突破应用
摘要:配浆系统是整个造纸工艺流程的重要组成部分。
为了达到配浆系统给定的工艺要求,保证纸浆的产量和质量,必须对配浆系统进行自动化改造。
同时该系统
可以充分提供配浆系统的各种生产数据,为生产工艺的改进、管理水平的提高
创造条件。
本文对PM10纸机配浆系统进行改造,由原来的三浆配比改为四浆配
比,新增加一种浆种参配浆,从而使纸机生产的纸种多元化。
关键词:绝干量;配比控制;动态链接库;软件组态;
1 概况
阐述了现代纸机为适应市场需要降低DIP用量,新增LBKP配用量。
配浆方式,采用的是管道配浆方式。
在管道配浆方式中,采用三种配浆方式包括流量给定控制方式、比率自动控制方式和绝干量配比自动控制方式。
配比自动控制方式按参与配浆的绝干纤维量来计算和控制各种浆的配比,具有配浆效果好、浆种配比稳定等优点。
我们通过对现有的配浆系统进行深入研究消化后。
决定采用绝干量配比自动控制方式来实现LBKP纸浆配浆自动控制, 它的特点是系统控制精度高,即使在来浆浓度不稳定的情况下也能做到成浆配比稳定,LBKP 绝干量配比直接通过软件设定,操作十分方便,而且系统采用软件组态的方式。
2 配浆控制系统总体方案
配浆控制系统的结构如图1 所示,纸浆配浆采用绝干量比例控制方式,原NBKP浆和DIP 浆和APMP浆以一定的绝干量配比打入混合池充分混合,在此基础上再加上LBKP浆与前三种浆按绝干量配比一起打入混合池。
新增加的LBKP浆种可以自由选择参不参于配比。
为了保证生产的正常运行, 防止混合池缺浆和满浆, 在进行绝干量配比同时,还要控制浆的浓度和混合池的液位, 使之满足要求。
图1
3 配浆控制硬件设备
此次改造在原有的基础上新增了一些仪器仪表设备,浆的流量控制信号控制泵的速度,浓度信号控制稀释水阀门,浆池液位控制进浆阀门。
3.1 浓度控制采用了BTG公司的MEK-2500内旋式浓调。
旋转式浓度变送器相对于刀式来说,虽然同为剪切力测量原理,但由于采用主动驱动翼,这样既能使到达传感器的浆流速恒定,又能使到传感器的浆充分均匀,从而获得比刀式浓度计精度更高,更稳定的测量结果。
相对于刀式浓
度计,安装位置要求没有刀式那么高。
3.2 流量测量采用ABB公司的FEX-4000型分体流量计,带微处理的转换器安装在离传感器较远的地方,对安装位置要求相对低一点。
3.3 液位控制阀门采用调节阀,浆出口阀门采用开关阀门。
由于管道中介质是浆纤维,选择了进口的METSO公司的V形切断球阀,控制精度高,密封性好,保证了工艺稳定、减少了维修量。
3.4 系统硬件采用西门子PCS7系列产品。
3.5 流程图如下图2
图2
4 配浆控制系统控制逻辑
本配浆系统自动控制采用群组启停模式,通过自动控制系统的指令,当设备无故障的情况下,群组所有设备转化为自动模式;在所有条件都满足的情况下,通过操作WINCC画面群组会自动按顺序开停设备。
4.1 混合群组GRP-230A 方框图图3
图3
4.2 LBKP到混合浆池的流量控制器FIC2300111
仪表与功能:流量由电磁流量计测量,显示在DCS中。
流量控制输出控制泵速。
通过混合浆池的液位控制器LIC2300101来计算流量计的外部设定远程值;流量计PID
控制输出值作为泵速的如远程设定值。
群组启动功能:(模式转换)通过群组命令“GROUP TO AUTO”可使循环回路由手动转换为远程模式,并且设定值由就地转换到远程。
调整与配置:操作模式,手动、自动与远程;设置点,就地或远程;内部设置点值,最低
0 l/min最高4500 l/min。
输出变化速率,5%每秒。
显示与计算:在M23022没有运行信号和流量计没有在自动状态的情况下,流量计显示为0此时流量计的值不参于配比的计算。
4.3 已叩LBKP阀 OS2300110
操作模式:手动与自动
群组启动功能:(模式转换)通过群组命令“GROUP TO AUTO”可使阀门由手动转换为自动模式。
自动模式:开启,由LBKP浆泵电机M23022运行;关闭,由LBKP浆泵电机M23022停止。
手动模式:开关由操作人员完成
4.4 LBKP池液位控制LIC2302102
仪表与功能:液位变送器PID输出控制进浆液位调节阀。
群组启动功能:(模式转换)通过群组命令“GROUP TO AUTO”可使阀门由手动转换为自动模式。
限位值与功能:液位高低限报警在DCS上显示;液位〈10%停M23022,液位〉100%停M23022,液位在35%时控制搅拌器M23023的开停。
4.5 LBKP浆池浓度 QIC2302201
仪表与功能:测量值显示并记录在DCS系统上。
对泵出口的浆进行浓度控制,同时实时的浓度值参于配比绝干浆量的配比计算。
群组启动功能:(模式转换)通过群组命令“GROUP TO AUTO”可使阀门由手动转换为自动模式。
调整与配置:手自动操作模式,只有内部设定点,范围2-6%;控制作用为反相控制,斜率控制稀释水阀门。
限位值与功能:有高低报警,在DCS上有显示。
控制原理如图4
图4
4.6 混合池液位控制 LIC2300101
仪表与功能:液位变送器监视混合池液位变化,显示在DCS中。
液位控制器计算损纸浆、NBKP、DIP和LBKP的进浆流量控制。
液位控制器输出量0—100%表示实际的0
—850 bdtpd(=590.28 kg/min)。
4.6.1 DCS的显示包含以下浆料混合说明的输入与输出:
1. 损纸浆的混合由按钮选择ON和OFF。
损纸浆的混合比例在制定的范围内,即
BROKE_RATIO: 0—60%。
本比例是指在纸机浆池中的损纸浆含量。
2. NBKP的混合比例在制定的范围内,即NBKP _RATIO: 0—60%。
本比例是指在纸机浆
池中的NBKP含量。
3. DIP的混合比例在制定的范围内,即DIP _RATIO: 0—100%。
DIP的混合比例是通过
计算而来的,计算公式为:DIP_RATIO = 100.0 –NBKP_RATIO-LBKP_RATIO。
4.LBKP的混合由按钮选择ON和OFF。
LBKP的混合比例在制定的范围内,即BROKE_RATIO: 0—60%。
4.7 LBKP配比计算
假设混合浆池液位控制器LIC2300101的输出为60%,LBKP的比例为20%,LBKP的浓度
4.0%,损纸的比例为20%。
LBKP按钮选择ON时:
LBKP配比
————————*(60.0 x 5.9028)*(1-损纸配比)/(4.0/100)=Q值;
100
Q值作为FIC230111流量计的外部给定值。
流量计的输出作为变频电机的远程设定值。
在造纸工业中,纸张的绝干浆量(单位面积上纸的克重)是考察纸张质量的一个重要指标,纸张绝干浆量一般可以认为是浓度和流量的乘积:
G = F*C
式中:
G ——纸浆绝干浆量;
F ——纸浆流量;
C——纸浆浓度。
实际配比计算:
LBKP实际流量×LBKP实际浓度
——————————————×100%=LBKP实际配比%
所有浆种流量乘以浓度的总和
损纸浆不参于配比的情况下,其它浆种的总配比为100%。
配比控制由仪表设备单回路控制、串级控制和比值控制相互关联,使系统能在短时间内达到一个平衡。
配比方框图如下:图5
图5
5 配浆控制系统软件设计
本机控制系统采用SIMATIC公司DCS(distributed control system)系统的PCS7软件和WICC(Windows Control Center)人机界面及通信智能MCC。
SIMATIC PCS7具ODBC、OLE 等标准接口,并且应用以太网、PROFIBUS现场总线等开放网络,从而具有很强的开放性。
可以很容易地连接上位机管理系统和其它厂商的控制系统。
主界面:主要实现重要参数的显示,纸浆动态显示功能以及起动和停止自动控制的功能。
主要参数包括:纸浆池的液位、浓度、控制阀门的开度和电机电流信号大小;同时,主画面流程图形与实际流程图一样,使得系统状态更加直观。
重要参数如:液位、流量、压力和浓度都有曲线图显示;参数值有归档,时间有半年之久并能随时查看相关数据。
同时具有打印功能,便于分析系统运行状况。
工艺生产过程中出现的事件和事故分析及趋势均可记录在WINCC中。
报警显示: 报警信息(包括报警点、报警时间、报警值、报警类)的显示以及报警信息的打;同时具有操作记录。
参数设置:在WINCC上实现如配浆比、浆池液位上下报警值限、给定浓度、流量、压力上下限等主要参数设置和控制参数的设置。
配比操作界面如图6
图6
6 结束语
为了响应创新创效的原则,对于工艺提出的LBKP配浆改造项目,通过自身努力,将原配浆程序重新设计并成功应用纸机配浆浆系统,产生了极大的效益。
在不破坏原生产浆纸系统平衡状态下,使得成浆的纤维配比稳定, 系统控制精度高,保证了配浆的工艺品质。
使纸机生产的纸种灵活多样。