单螺杆压缩机
单螺杆空气压缩机操作规程
单螺杆空气压缩机操作规程一、起动前的准备工作1、在机箱上指定的接地线位置,接好保护地线,对保护接地的要求:(1)首先应清除接地螺钉处的油渍、污垢和锈蚀氧化物,以减小接触电阻。
(2)对地的电阻值应<4欧姆(Ω)(3)接地导线宜采用多股铜芯线,电机功率在55KW以下的机型,其接地导线的截面积应≥4mm2;电机功率在55KW以上的机型,其接地导线的截面积应≥6mm2。
(4)接地线与接地螺钉联接的一端,线头应用线鼻冷压牢固,然后拧紧螺母,另一端应按电气安装规程的相关要求,良好接地,以防静电、漏电、雷电对人机的意外伤害。
2、检查油箱(油气分离器)的油位,机器处于静止状态时,油面应处于油位计二红线中接近上线的位置。
3、若机器搁置一段时间没试机,则第一次开机前,请从进气口(减气阀)向主机内加注0.5kg左右的专用润滑油,并在注油的同时,用手转动压缩机,以防止启动时压缩机内失油而烧损,加油时请特别注意:不可将任何异物掉入压缩机内,以免压缩机损坏。
4、关闭手动排污阀。
5、第一次启动时,按下启动按钮后几秒钟内,应立即按下"紧急停止"按钮,检查压缩机的转动方向是否与机壳上标市的箭头方向一致。
以后凡拆卸过电机的三相电源线后都应牢记一定要重复上面的工作。
因为单螺杆空气压缩机严禁逆转,而控制系统对相序的控制,是以电机当前的运转方向为正相序,如果电机的接线被改动后,转向也有可能被改动,这时控制系统就会将反向运转的电机运转方向当做正相序,而允许机器启动,如果不及时发现这一问题,就会酿成较大事故,因此,动过电机接线之后,一定要检查压缩机的转向。
二、开机与停机1、开机开机十分钟后应检查油位,看其油面是否仍在油位计的二红线中的下线之下.并同时观察仪表.压力.温度和指示灯是否在正常状态.若发现有漏油、振动.异常声音等情况,应立即按下紧急停机按钮停机检查。
2、停机按下停机按钮,经延时卸载后,机组才会停下来。
这是正常运行后的停机。
单螺杆式冷水机组工作原理
单螺杆式冷水机组工作原理
单螺杆式冷水机组是一种常用的制冷设备,其工作原理如下:
1. 压缩过程:冷水机组中的单螺杆压缩机开始工作,压缩机的转子与定子之间形成密封腔,进入压缩腔的低温低压冷媒气体被螺杆的转子旋转而压缩,同时气体温度和压力升高。
2. 冷凝过程:压缩后的高温高压冷媒气体进入冷凝器,通过冷却水或冷却空气的方式,将热量散发出去,冷媒气体温度降低,变成高压液体。
3. 膨胀过程:高压液体进入膨胀阀,在阀门的作用下,流速增大,压力降低,冷媒液体变成低温低压的液体蒸发器。
4. 蒸发过程:低温低压的冷媒液体进入蒸发器,与外界的空气或水进行热交换,吸收热量,蒸发为低温低压的冷媒气体。
5. 吸气过程:最后,低温低压的冷媒气体被压缩机的转子吸入,经过压缩再次开始工作循环。
通过上述工作原理,单螺杆式冷水机组能够不断地将冷媒气体进行压缩、冷凝、膨胀和蒸发,实现制冷的效果。
同时,冷水机组还通过冷水循环系统将冷水输送到需要制冷的地方,起到降低环境温度的作用。
螺杆式空气压缩机原理及其各个系统原理

螺杆式空压机主机部分工作原理一、主机/电机系统:单螺杆空压机又称蜗杆空压机,单螺杆空压机的啮合副由一个6头螺杆和2个11齿的星轮构成。
蜗杆同时与两个星轮啮合即使蜗杆受力平衡,又使排量增加一倍。
我们通常说的螺杆式压缩机一般指双螺杆式压缩机。
单螺杆空气压缩机双螺杆式空气压缩机螺杆式(即双螺杆)制冷压缩机具有一对互相啮合、相反旋向的螺旋形齿的转子。
其齿面凸起的转子称为阳转子,齿面凹下的转子称为阴转子。
随着转子在机体内的旋转运动,使工作容积由于齿的侵入或脱开而不断发生变化,从而周期性地改变转子每对齿槽间的容积,来达到吸气、压缩和排气的目的。
主机是螺杆机的核心部件,任何品牌的螺杆机其主机结构和工作机理都是相近的。
(1)吸气过程转子旋转时,阳转子的一个齿连续地脱离阴转子的一个齿槽,齿间容积逐渐扩大,并和吸气孔口连通,气体经吸气孔口进齿间容积,直到齿间容积达到最大值时,与吸气孔口断开,由齿与内壳体共同作用封闭齿间容积,吸气过程结束。
值得注意的是,此时阳转子和阴转子的齿间容积彼此并不连通。
2)压缩过程转子继续旋转,在阴、阳转子齿间容积连通之前,阳转子齿间容积中的气体,受阴转子齿的侵入先行压缩;经某一转角后,阴、阳转子齿间容积连通,形成“V”字形的齿间容积对(基元容积),随两转子齿的互相挤入,基元容积被逐渐推移,容积也逐渐缩小,实现气体的压缩过程。
压缩过程直到基元容积与排气孔口相连通时为止。
(3)排气过程由于转子旋转时基元容积不断缩小,将压缩后气体送到排气管,此过程一直延续到该容积最小时为止。
随着转子的连续旋转,上述吸气、压缩、排气过程循环进行,各基元容积依次陆续工作,构成了螺杆式制冷压缩机的工作循环。
从以上过程的分析可知,两转子转向互相迎合的一侧,即凸齿与凹齿彼此迎合嵌入的一侧,气体受压缩并形成较高压力,称为高压力区;相反,螺杆转向彼此相背离的一侧,即凸齿与凹齿彼此脱开的一侧,齿间容积在扩大形成较低压力,称为低压力区。
单螺杆压缩机结构及工作原理如何?单螺杆压缩机具有哪些特点?

单螺杆压缩机结构及工作原理如何?单螺杆压缩机具有哪些特点?
单螺杆压缩机结构及工作原理如下。
单螺杆压缩机的结构如图7-1所示。
螺杆螺槽、机壳内壁和星轮齿面构成封闭的基元容积。
螺杆与星轮啮合运动时,螺杆带动星轮齿在螺槽内相对移动,相当于星轮的一个齿(活塞)在螺杆的一条螺旋槽(气缸)内运动,连续完成吸气、压缩和排气过程。
这种压缩机都需通过气缸向工作腔内喷液(油),以起密封、冷却气体、润滑螺杆一星轮摩擦副的作用。
螺杆的头数取决于压力比。
当压力比为3-4时,可取4;压力比为7-10时,一般取6;压力比为10~16时,可取8。
螺杆材料为青铜、球墨铸铁或中碳钢。
星轮的齿数与螺杆头数间应没有公约数。
当螺杆头数为6时,星轮齿数一般为11,星轮材料为球墨铸铁或酚醛树脂夹布层压板。
单螺杆压缩机具有以下特点:
①螺杆不受任何径向或轴向气体力的作用,星轮齿上所受的气体力只有活塞压缩机或双螺杆压缩机的1/30左右,具有理想的力平衡性,轴承负荷小。
②容积效率较高,排气均匀。
③摩擦、磨损少,当设计与运行合理时,螺杆与星轮的啮合不相接触,因而磨损极少、寿命很长(其寿命仅取决于轴承的耐久性)。
④结构简单,制造方便,操作维修简便,易损件少,控制系统完善。
单螺杆压缩机在排气量5-40m3/min范围内的性能均接近甚至超过同参数的其他形式压缩机。
目前,该压缩机常应用于压缩空气装置中,转速为1500。
3000r/mln,绝热效率约0.7。
双螺杆压缩机与单螺杆压缩机之比较
双螺杆压缩机与单螺杆压缩机之比较一、结构1、双螺杆压缩机是由阴阳成对的螺旋式转子组成,表面互相啮合,而不是接触产生旋转运动,他是利用相对容积变化的原理进行压缩。
在运转过程中互相接触而不摩擦。
由于阴、阳转子啮合面具有曲率,容易形成油膜,因而不可能产生磨损,性能的变化时效小。
2、单螺杆是依靠主转子和两个控制转子啮合槽(两处)相对容积变化的原理进行压缩,在运转过程中互相啮合也不摩擦。
但由于主转子与控制转子以边缘接触,就难以形成油膜,因而金属转子间没有良好的油膜,容易引起密封泄露。
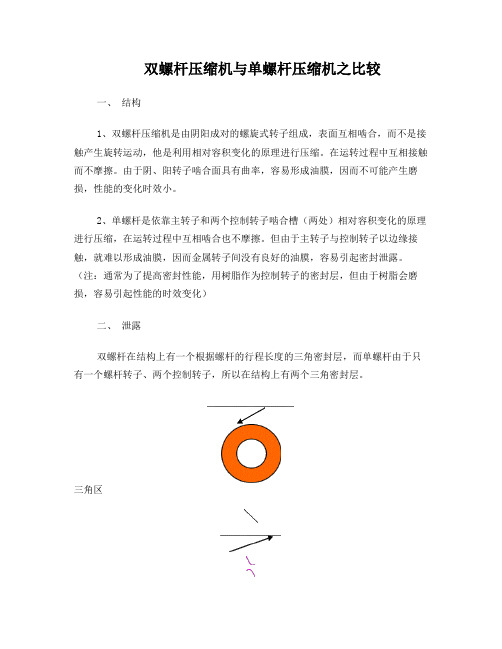
(注:通常为了提高密封性能,用树脂作为控制转子的密封层,但由于树脂会磨损,容易引起性能的时效变化)二、泄露双螺杆在结构上有一个根据螺杆的行程长度的三角密封层,而单螺杆由于只有一个螺杆转子、两个控制转子,所以在结构上有两个三角密封层。
三角区三角区单螺杆结构示意1、双螺杆压缩机在运转过程中,压力逐步升高,尚且是具有无数个曲率面密封,每个气室之间的压差小,不会引起泄漏。
虽然排气压力和吸气压力有十几公斤的压力差,由于双螺杆压缩机高低压之间有无数个曲率面密封,所以不存在高压直接向低压泄漏的可能性。
2、单螺杆压缩机在运转压缩过程中,是靠螺杆齿单面与转子的斜面(树脂面)单面密封,如同活塞压缩机活塞上的气环作为密封层,在压差有十几公斤的压力下很容易引起高压直接向低压泄漏,所以单螺杆的机械效率比双螺杆效率低。
因而制冷机运转一段时间后,制冷量会明显下降,耗电量增加。
三、轴承1、双螺杆压缩机装置了径向滚珠轴承----克服了螺杆转子的径向负载;在双螺杆压缩机的排气端,阳转子装置了三角斜角接触滚柱轴承,阴转子装设了双重滚珠、滚柱轴承,支持轴向和径向的推力负载,平衡了各个反作用力,所以其压缩机振幅为±3—5μ,使整机振感极小,无需加装防振器。
2、单螺杆压缩机,在主转子和控制转子也装有相应的轴承,承受和平衡反作用力,所以振动小,振幅数据不详。
双螺杆和单螺杆轴承方面,双螺杆轴承有4处;单螺杆为6处。
单螺杆空气压缩机结构
单螺杆空气压缩机结构
单螺杆空气压缩机是一种常用的压缩机,其结构主要由以下几个部分组成:
1. 压缩螺杆:压缩螺杆由主轴和从轴组成,两根螺杆通过啮合形成螺杆副。
在运转时,主轴和从轴相互啮合,通过转动形成气体的压缩。
2. 压缩腔:压缩螺杆的啮合形成了一个密闭的空间,称为压缩腔。
气体通过进气口进入压缩腔,随着螺杆的转动被逐渐压缩。
3. 进气端和排气端:螺杆空气压缩机设有进气端和排气端,通过进气阀门和排气阀门来控制气体的流动。
进气阀门负责让气体进入压缩腔,排气阀门则控制压缩腔内气体的排放。
4. 主轴传动系统:主轴传动系统包括电动机、皮带轮和主轴。
电动机通过皮带轮传动力量给主轴,使得螺杆开始转动,实现气体的压缩。
5. 冷却系统:单螺杆空气压缩机在运行时会产生热量,需要通过冷却系统进行散热。
冷却系统包括散热器、冷却风扇等组件,能够将压缩螺杆和压缩腔中产生的热量散发出去,保证设备的稳定运行。
6. 控制系统:压缩机的控制系统用于监测和控制整个压缩过程,包括压力传感器、流量计、电子控制器等。
控制系统能够实时监测气体压力和流量,调节进气阀门和排气阀门的开闭程度,
保证压缩机的工作效率和稳定性。
以上是单螺杆空气压缩机的基本结构,不同型号和品牌的压缩机可能会有一些细微的差异。
单螺杆和双螺杆区别
单螺杆和双螺杆区别:螺杆空气压缩机具有结构简单、工作可靠及操作方便等一系列优点,因而自诞生之日起就受到工业界的广泛重视。
经过多年的发展,螺杆空气压缩机在1~60m3/min的流量和≤16kg/cm2的压力范围内,在欧、美、日等经济发达国家几乎完全取代了活塞空气压缩机,而其中99%以上是双螺杆空气压缩机。
双螺杆空气压缩机简介:双螺杆空气压缩机诞生于20世纪30年代。
它由一对平行布置相互啮合的转子和机壳组成,依靠运转时容积的变化来吸入、压缩和排出空气。
具有极简单的机械结构,极高的机械可靠性和优良的动力平衡性,操作和维护也十分方便。
至20世纪70年代,双螺杆空气压缩机已趋于完善和成熟,是目前市场上的主导产品。
目前,国内外著名压缩机企业生产的螺杆空压机几乎都是双螺杆,一般所说的螺杆空压机即指双螺杆空压机。
单螺杆空气压缩机简介:单螺杆空气压缩机诞生于20世纪60年代。
从名字上看,它只有一根螺杆转子,但实际上,单螺杆空压机却有三根旋转轴,即由一个螺杆转子和二个星轮所组成,单螺杆空压机在工作原理上有自己的特点,即有极好的动力平衡性能,但由于存在着一些难以解决的难题使得其一直没有得到大规模的推广,主要是星轮过早磨损,加上变形不均匀引起的啮合精度难以保证,造成整机排气量下降,机械稳定性降低,因而故障率高,寿命短,应用的经济性极差。
目前,国内外著名的压缩机企业只有日本的三井公司在生产单螺杆空压机,并且排气量不超过20立方/分钟。
双螺杆单螺杆1型线设计已经过4代的发展,已经完善和成熟。
有待进一步优化。
2受力状况气体力有不平衡,但轴向力可通过结构设计改善其平衡性。
没有不平衡惯性力。
受力平衡性优良。
受力平衡性极好。
3主要缺陷无。
没有找到最佳型线,没有找到最佳星轮材料,使用后排气量下降严重,故障率高、寿命短。
4适用范围0.2~100m3/min的流量≤40kg/cm2的压力因啮合副精度要求高,容量难以向两级发展,适用范围小。
单螺杆与双螺杆空气压缩机优缺点比较
单螺杆与双螺杆空气压缩机比较一、发展方面(一)单螺杆压缩机1、单螺杆压缩机主机体积很小,而辅机部分相对较大,特别是油路系统中的油气分离器,油冷却器和油过滤器等的存在,使整机成本也相应增加。
2、单螺杆压缩机啮合副形状复杂,泄漏通道较多,对机器性能产生很大影响,且啮合副加工精度要求高,使压缩机的容量向两极化发展受到技术上的限制。
3、适用于制冷行业。
(二)双螺杆压缩机螺杆压缩机广泛应用于矿山、化工、动力、冶金、建筑、机械、制冷等工业部门,在宽广的容量和工况范围内,逐步替代了其他种类的压缩机。
在欧、美、日等西方经济发达地区的占有率已经接近100%(几乎完全取代活塞式空气压缩机),而其中的99%以上是双螺杆空气压缩机。
二、力平衡方面单螺杆压缩机:螺杆承受的径向和轴向气体力可以自动平衡,星轮齿承受气体力,要求星轮齿具有足够的强度和刚度。
双螺杆压缩机:螺杆转子承受较大的径向和轴向气体力,要求螺杆具有足够的强度和刚度。
三、可靠性方面单螺杆压缩机:单螺杆压缩机的星轮是易损部件,除对星轮材料有较高要求外,星轮还需定期更换。
双螺杆压缩机:双螺杆压缩机中没有易损件,无故障运行时间可达4~8万小时。
四、效率方面单螺杆压缩机:中速(1500~3500r/min)时效率高,直联,比功率5.9~6.4KW/(m/min)双螺杆压缩机:高速(3000~7000r/min)时效率高,加增速齿轮,比功率6.0~6.6KW/(m/min)在新机状态下,单螺杆压缩机和双螺杆压缩机的效率基本相同。
随着运行时间增加,单螺杆压缩机的星轮磨损将导致气量减少和效率降低。
五、噪音和振动方面单螺杆压缩机:振动小、噪声低,一般为60~68dB(A)双螺杆压缩机:二金属螺杆啮合时有高频噪声,64~78 dB(A)单螺杆压缩机和双螺杆压缩机的噪音和振动基本相同。
六、加工设备方面单螺杆压缩机:没有成熟的专用加工设备,进而导致产品的性能不是很稳定。
双螺杆压缩机:已有成熟的螺杆专用铣床和磨床,可确保产品性能稳定。
单螺杆压缩机工作原理
单螺杆压缩机工作原理
单螺杆压缩机是一种容积式压缩机,它主要由旋转的主轴、螺杆、压缩室和换热器等部件组成。
单螺杆压缩机通过螺杆的旋转运动,将气体从低压区域压缩到高压区域,达到压缩气体的目的。
单螺杆压缩机的工作原理是基于背压原理。
当气体进入单螺杆压缩机的压缩室时,由于背压的存在,气体分子会因为受到压缩而被挤压在一起。
随着螺杆的旋转,气体分子会不断向前移动,并在不断的挤压下逐渐变得更加密集。
随着气体分子的密集度增加,气体分子之间的碰撞频率也会增加。
这会导致气体分子的温度升高,进而增加气体分子的运动速度,使得气体分子更加容易被挤压在一起。
随着螺杆旋转的不断进行,这种气体的挤压和加热将不断进行,直到气体达到所需的压缩程度。
通过换热器,单螺杆压缩机可以将挤压并加热的气体冷却至它的原始温度。
当气体离开单螺杆压缩机时,它将被加压且温度相对较高。
为了确保气体能够以安全的方式进行使用,其需要进一步冷却,而这可以通过其他设备或附加的换热器实现。
单螺杆压缩机的设计和工作原理使其能够满足各种不同的气体压缩需求。
它们通常用于制冷系统、工业生产、汽车发动机等领域,提供支持空气,氧气,氮气,
甲烷等气体的压缩需求。
与其他类型的压缩机相比,单螺杆压缩机具有低噪音、高效率、可靠性和精度控制等优点,因此被广泛应用于不同的领域。
单螺杆压缩机与双螺杆压缩机的比较及优势
影下长大的,你说你有没有躲在被窝里看书?”“没有,有也没有那么夸张
的可靠性高、操作维护简便、适应性强、无惯性 等优点外,还克服了双螺杆机在设计和结构上的 缺点后发展起来的新一代压缩机,用单螺杆压缩 机来取代双螺杆压缩机是动力用压缩机的必然 发展趋势,是一个现代化企业的必然选择。美国 人这样说:“单螺杆压缩机是二十一世纪的战略 性产品”。单螺杆压缩机较其它压缩机具有以下 优点:
(2)、5 年保质期后,正力精工主机虽然保 质也是 5 年,但主螺杆(转子)却保终身(暂订 30 年),星轮转子保 8 年,也就是说我厂产品应 该是在 8 年后才需要换星轮转子,而且也相当低。
双螺杆机保 5 年,那是因为螺杆一般为 5 年
影下长大的,你说你有没有躲在被窝里看书?”“没有,有也没有那么夸张
2、单机容量大,无余隙容积,容积效率高
螺杆有 6 个槽,相当于 6 个缸,两个ห้องสมุดไป่ตู้轮同
影下长大的,你说你有没有躲在被窝里看书?”“没有,有也没有那么夸张
时与螺槽啮合,螺杆每旋转一周,相当于 12 个 气缸,螺槽空间等到充分利用。以 200r/min 的 单螺杆压缩机为例,每分钟压缩次数为 3000*12=36000 次。螺杆的螺槽深度随着压力的 增大而变浅,在排气结束、星轮齿脱离螺槽时, 深度为 0,故不存在余隙容积,容积效率比双螺 杆要高得多。
的寿命,第 5 年需要换一次螺杆,其费用相当于 整体主机的 1/3。
备注:如果按都运行 30 年,双螺杆机要换 5 次螺杆,费用相当于可买新一台主机的 1.5 倍, 而单螺杆只需换星轮 3 次,而且星轮相当的低, 这一块的费用单螺杆只有双螺杆的大约 10%左 右。
C:油的耗量:单螺杆因为运行温度低,所 以油本身要求不高,所以费用低。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Major Components
Main Screw
– Six Helical Grooves – Cast Iron Material
Maw
– Six Helical Grooves – Cast Iron Material
Two Gaterotors
– Eleven Teeth – Rotate at 6/11 of Driveshaft Speed – PPS Composite Material
Can your current compression equipment make this claim?
The Single Screw History
First C-P design patented by Bernard Zimmern in France in the early 1960’s.
Compression
Operation at 3600 RPM Results in 21,600 Simultaneous Compression Strokes Per Minute
Smooth Operation with Low Torque and Pulsation Levels
Compression Solutions
By
SCFM Introduces the Vilter Single Screw Compressor
After Several Years of working with the Vilter Single Screw, in Mid 2004 SCFM signed an Exclusive Distributorship Agreement for the Natural Gas Industry.
The Placement and Application of this equipment in the Gas Industry is one of the biggest innovations made in many years.
The following Slides will reveal why!!
Why Use the New SCFM/Vilter
Single Screw Compressor
When the new unit applications fit, the SCFM/Vilter Single Screw Compressor is simply the Best Compressor on the Market Today. It has the Lowest Total Life-Cycle Cost and is one of the most efficient.
What it does best is Run! Run! Run! – almost maintenance free. Because of the Superior & Unique Design of this equipment, many of the existing placements have been in service for over 5 years without experiencing any maintenance downtime except for routine PM’s.
Design Features
Balanced Loading of the Main Screw
– Radially Balanced – Axially Balanced – Resulting Low Bearing Loads
Design Features
Gaterotor Loading
Single Screw Design
Main screw utilizes six helical grooves.
Gate rotors utilize eleven teeth.
Gate rotors turn at 6/11 of main shaft speed.
Results in 43,200 compression “strokes” per minute at 3,600 RPM.
First mass marketed in Japan in 1973. Now over 400,000 single screw compressors are
utilized in air, refrigeration and process gas applications world-wide. The earliest single screw compressors were used in air service only.
Process Applications
Wellhead Compression Gas Gathering LNG Boil Off Fuel Gas Boosters (Methane, H2 Mixtures) Compression (Propylene, CO2, CO, N2 ) Digester Gas Flare and Vent Gas Landfill Compression Recycle Gas
– Tooth Area Decreases as Pressure Increases
– Easily Defined Loads – Inherent Low Bearing Loads
Design Features
Typical Rotor Assembly has: