IE工业工程的工作手册(XLS,25个工作表)
ie工业工程知识手册pdf
IE工业工程知识手册PDF引言概述IE(工业工程)是一门综合性的工程学科,旨在提高生产和服务系统的效率、质量和可持续性。
IE工业工程知识手册PDF是一份包含丰富IE领域知识的电子文档,为从业者和学习者提供了便捷的学习资源。
本文将深入探讨IE工业工程知识手册的内容,分析其中涵盖的关键主题,为读者提供全面了解IE工业工程的视角。
正文内容1. 工业工程概述1.1 IE的定义与范畴IE工业工程知识手册PDF首先详细介绍了工业工程的定义和范畴。
工业工程涉及从系统角度对生产过程和服务系统进行优化,包括生产流程设计、工作站布局、物流管理等。
知识手册中明确了IE在制造业、服务业等不同领域的应用范围,使读者能够全面了解IE的核心概念。
1.2 IE的历史发展深入IE工业工程知识手册PDF的内容,我们发现其中对工业工程的历史发展进行了详尽的阐述。
从IE的起源到现代应用,包括IE 在两次世界大战中的作用以及后来的发展历程,这一部分使读者对IE 的演变过程有了更清晰的认识。
1.3 IE在企业中的重要性IE工业工程知识手册PDF强调了IE在企业管理中的重要性。
通过分析企业案例,讲述IE如何优化生产效率、降低成本、提高产品质量,为企业创造更大价值。
读者可通过手册了解IE如何成为现代企业管理不可或缺的一部分。
2. IE工业工程的核心方法与技术2.1 工程经济学在IE中的应用IE工业工程知识手册PDF详细介绍了工程经济学在IE中的应用。
解释了成本效益分析、投资回报率等工程经济学方法如何帮助IE 工程师在决策中权衡各种因素,确保最佳资源利用。
2.2 生产系统设计与优化生产系统设计是IE的核心领域之一。
知识手册中涵盖了生产线布局、工艺规划、质量控制等方面的内容,帮助读者了解如何通过IE 方法设计和优化生产系统,提高生产效率和灵活性。
2.3 数据分析与决策支持IE工业工程知识手册PDF还详细介绍了数据分析在IE中的关键作用。
通过统计学、模拟和优化等数据分析技术,IE工程师能够更好地理解和改进生产流程,为决策提供有力支持。
IE手册
IE手册第一章(IE)工业工程概述一、工业工程的定义工业工程(Industrial Engineering,简称IE)是这样一种活动,它以科学的方法,有效地利用人、财、物、信息、时间等经营资源,优质、廉价并及时地提供市场所需要的商品和服务。
1、IE的研究对象:IE是由人员、物料、设备、能源、信息组成的各种生产及经营管理系统以及服务系统。
2、IE的任务:将人员、物料、设备、能源和信息等要素设计和建立成一个集成系统,并不断改善,从而实现更有效的运行。
3、IE的目标:提高生产率和效率、降低成本、保证质量和安全,获得多方面的综合效益。
4、IE的功能:对生产体系进行规划、设计、评价和创新。
二、工业工程的内涵1、IE的核心是降低成本、提高质量和生产率。
追求生产系统的最佳整体效率。
2、IE的研究要全面、综合,综合性主要体现在技术和管理上的结合。
另外从操作方式、工作站设计、岗位和职务设计直到整个系统的组织设计,IE都应将人的因素当做重点。
3、IE强调的是系统整体的优化,所以IE应该从提高系统生产率的总目标出发,对各种生产资源和环节作具体研究、统筹分析、合理配置;对各种方案作定量化的分析比较,寻求最佳方案。
三、IE意识所谓IE意识就是IE实践的产物,是对IE应用有指导作用的原则和思想方法。
其主要包含以下几个方面:1.成本和效率意识。
IE追求整体效益最佳,必须一起工作从大处着眼,小处着手,对各个环节都力求节约、杜绝浪费,寻求以成本更低、效率更高的方法去完成各项工作。
2.问题和改革意识。
IE追求合理性,包括从操作方法、生产流程直至组织管理各项业务及各个系统合理化。
在工作过程中,要不断发现问题,考察分析,寻求对策,勇于改革和创新。
对每一条生产线或整个生产系统,都可以运用“5W1H”方法来进行研究和改进。
3.工作简化和标准化意识。
IE追求优质与高效的统一,推行工作简化(Simplification)、专门化(Specification)、标准化(Standardization),即“3S”。
工业(IE)工程师岗位说明书

工业(IE)工程师岗位说明书
岗位描述:
1、熟悉生产线过程流程控制及产能评估;
2、进行动作效率分析与改善,运用动作经济原理提高效率;
3、支持制造工程师进行生产线平衡以及产品布局的安排;
4、在确保生产计划的基础上,设计规划最顺畅和高效的作业方案;
5、绘制车间平面布置图和产品工艺流程线路图;
6、设计与改进*作方法、现场布置、工位器具等生产辅助手段;
7、对物料、能源等消耗定额进行测定、改进、论*和进行成本核算。
任职资格:
1、本科及以上学历,工业工程、机电等管理或技术相关*;
2、至少3年工业工程相关工作经验;
3、工作责任心强,具有团队合作精神;
4、具有良好的分析问题、解决问题的能力、以及沟通、协调能力;
5、计算机应用熟练,掌握cad等软件,英语良好。
IE__工_作_手_册
IE 工作手册TABLE OF CONTENTS目录第一章 IE 部服务承诺第二章 IE 部工作内容第三章技术员的职责第四章工程师、FLOOR LEADER 职责第五章积架设计小组工作职责第六章公司运作和组织结构第七章 PA、GA 拉工作流程第八章 NORMAL 拉工作流程第一章 IE 部服务承诺1.对于正常拉转 MODEL , IE 部应于 90 分钟内排好位,并保证将操作规程、工具和积架准备齐全;2.生产拉出现问题时,相关人员保证于 15 分钟内到达现场并及时处理问题;3.处理问题时,技术员需于半小时以内给出解决方案,难度较大的问题、暂时难以短时间内处理的,上报上司处理;4.跟拉人员每小时检查一次 QC & V.S 报表,对报表中反映出来的突出问题需于 30 分钟内给出改善措施;5.新 MODEL 于 PA / GA 阶段制作 Flow Chart 及计算制造成本并作出初步的 Procedure,PR 之后制作正式的 Procedure;6.每个 MODEL 在 PA、GA、PR 和 MP 阶段,都需作出相应的分析总结报告,提出与产品制造有关的问题并配合相关部门即时加以改善;7.部门内部每周举行一次例会,增进楼层之间的互相沟通,共享技术资源及经验。
8.IE 技术员每周与生产拉管理人员开一次沟通会议,每层楼每个月与各部门开一次沟通会;9.每条拉的跟拉技术员需跟拉配合生产,做到“拉在人在”。
假日期间,如生产部加班而技术员有特殊情况不能加班时须向每楼层Leader 请假以便做好调整安排;10.每一个管理员每月做一次当月的工作总结及来月的工作目标及计划。
第二章 IE 部工作内容一. IE 的定义:IE 即工业工程技术,是集生产设计、生产预测和生产结构系统评估及完善生产管理系统为一体的科学。
其工作内容是通过对生产结构系统和生产管理系统所进行的科学设计和不断改善,使人、机械、设备和材料的能力及性能得以充分发挥,使生产系统得以合理运转,以全面地提高生产效率和降低生产成本。
IE工作手册(XLS,多个工作表)(精)
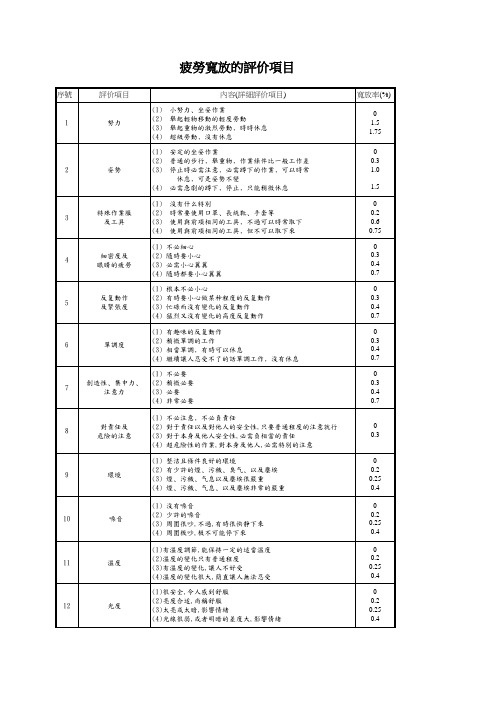
寬放率(%)
0 1.5 1.75 0 0.3 1.0 1.5 0 0.2 0.6 0.75 0 0.3 0.4 0.7 0 0.3 0.4 0.7 0 0.3 0.4 0.7 0 0.3 0.4 0.7
1
努力
2
姿勢
3
特殊作業服 及工具
4
細密度及 眼睛的疲勞
5
反复動作 及緊張度
6
單調度
7
創造性﹑集中力﹑ 注意力
12
光度
13
地面
(1)地面很清洁 (2)不臟也不太清洁,不潮濕 (3)潮濕而不洁的地面 (4)地面潮濕,容易滑倒,凹凸得歷害
0 0.2 0.25 0.4
8
對責任及 危險的注意
0 0.3
9
環境
0 0.2 0.25 0.4 0 0.2 0.25 0.4 0 0.2 0.25 0.4 0 0.2 0.25 0.4
10
噪音
11
溫度
(1)有溫度調節,能保持一定的适當溫度 (2)溫度的變化只有普通程度 (3)有溫度的變化,讓人不好受 (4)溫度的變化很大,簡直讓人無法忍受 (1)很安全,令人感到舒服 (2)亮度合适,尚稱舒服 (3)太亮或太暗,影響情緒 (4)光線很弱,或者明暗的差度大,影響情緒
內容(詳細評价項目)
小努力﹑坐姿作業 舉起輕物移動的輕度勞動 舉起重物的激烈勞動﹐時時休息 超級勞動﹐沒有休息 安定的坐姿作業 普通的步行﹐舉重物﹐作業條件比一般工作差 停止時必需注意﹐必需蹲下的作業﹐可以時常 休息﹐可是姿勢不變 必需急劇的蹲下﹐停止﹐只能稍微休息 沒有什么特別 時常要使用口罩﹑長統靴﹑手套等 使用與前項相同的工具﹐不過可以時常取下 使用與前項相同的工具﹐但不可以取下來 不必細心 隨時要小心 必需小心翼翼 隨時都要小心翼翼 根本不必小心 有時要小心做某种程度的反复動作 忙碌而沒有變化的反复動作 猛烈又沒有變化的高度反复動作 有趣味的反复動作 稍微單調的工作 相當單調﹐有時可以休息 繼續讓人忍受不了的話單調工作﹐沒有休息 不必要 稍微必要 必要 非常必要 不必注意﹐不必負責任 對于責任以及對他人的安全性,只要普通程度的注意就行 對于本身及他人安全性,必需負相當的責任 超危險性的作業,對本身及他人,必需特別的注意 整洁且條件良好的環境 有少許的煙﹑污穢﹑臭气﹑以及塵埃 煙﹑污穢﹑气息以及塵埃很嚴重 煙﹑污穢﹑气息﹑以及塵埃非常的嚴重 沒有噪音 少許的噪音 周圍很吵,不過,有時很快靜下來 周圍极吵,极不可能停下來
IE工作手册 而及各类表格

解决方案
动作的浪费
浪费
待料的浪费 加工过剩的
库存的浪费
管理的浪费
5.10.3.JIT生产模式 (Just in time)
5.10.3.1.零库存 看板化 拉动式
5.10.3.2.JIT生产模式布置原则是尽力以产品原则布置
5.10.3.3.一个流生产。
5.10.3.4.U形产线设置。
5.10.4.精益生产七项0。
主要对“ 搬运”或“移动”的路线进行
搬运距 离和改变不合理流向的目的。
5.2.2.作业分析:对同一工作地上的工作进行分析。
5.2.2.1.人机作业分析:借助于人机作业图来分析。
(附《人机作业分析表》)
通过分析寻求合理的操作方法,使人和机器的配合更协调,以充分发挥人和机器的效率
。
5.2.2.2.双手作业分析:借助双手机作业图来分析。
3 ·权责: 以此作为IE工作人员工作依据和方法指引。
4 ·流程: 请见《 工作流程
》 5·內容說明:
5.1.规划与物流分析
5.1.1设施设计内容: 布置设计,是对
建筑物、机器、设备、运输通 作出合理配置。 物料搬运设计,
是对物料搬运的路线、运量、 公用工程设计,
是对电力、煤气、照明、给水 5.1.2设施设计目标:
5.6.1.稼动率=实际作业时间/计划时间
5.6.2.稼动率调查方法:用工作抽样法及在一段较长的时间内,以随机的方式对调查对象进行
间断观察,并按预定的目的整理、分析调查资料,得出需要的结果。
5.6.3.工作抽样步骤和方法:
定调查目的和范围 计调查表格 定观测方法
5.6.3.1 确 5.6.3.2 设 5.6.3.3 确
把动作分类归纳成18种基本的最小单位。
IE工程师工作手册
IE工程师工作手册V 1.0 一、前言美国工业工程师学会(AIIE)1955年正式提出、后经修订对工业工程的定义如下:“工业工程是对人员、物料、设备、能源、和信息所组成的集成系统,进行设计、改善和设置的一门学科。
它综合运用数学、物理学和社会科学方面的专门知识和技术,以及工程分析和设计的原理与方法,对该系统所取得的成果进行确定、预测和评价。
”从IE的定义我们可以看到,IE的范畴不仅包括了自然科学和工程技术,而且还包括了社会科学及经济管理知识,是综合性的应用知识体系,它的首要任务是进行生产系统的设计,它的功能除了规划、设计外还包括评价和创新。
IE作为一门管理技术,其核心思想是降低成本、提高质量和生产率;同时注重人的因素、面向微观的管理和着手系统优化都是它的重要特征。
IE是一门综合性的应用学科,涉及非常广泛,传统IE(基础IE)的应用范围,包括方法研究、作业测定、工厂布置、物料搬运等技术,重点在作业改善、现场管理和生产系统的优化。
实际上这正是我们目前在做的一些基础工作。
现代IE吸收了很多新的学科和知识,包括运筹学(Operations Research)、系统工程(System Engineering)及计算机、自动化和管理科学等现代科学技术而形成的IE学科体系,内容更加广泛,应用范围也扩大到研究生产和经营管理系统整体优化,提高综合效益(包括提高生产率、质量、降低成本、保证交货期、安全、改善售后服务等)。
作为一名IE工程师除了敬业和敏锐外,还应该具备的意识如:成本和效率意识;问题和改革意识;工作简化和标准化意识;以人为中心的意识;全局和整体意识。
二、IE工程师岗位职责第一章生产效率体系提高效率是IE工作的核心,IE工程师最早常被称为效率工程师。
惠阳厂生产效率体系尚在建设阶段,目前IE在效率方面的工作包括两个步骤:一是主导建立一套适合需求的生产效率体系;二是推动、支持生产效率体系运作。
第一节建立生产效率体系生产效率体系是指为实现生产效率管理的组织结构、职责、过程、资源。
IE(工业工程)工作手册-推荐下载
文件編號: IE-05004 日 期: 05/02/01
第1版
IE 工作手册
J、注意相关的训练课程; K、与同事常讨论; L、让常识成为知识,变知识为常识; M、勤做笔记; N、标准化、系统化; O、常想到“There is always a better way…”的名言。 5、三不要 A、不要以“新人“成为犯错的借口; B、不徇私舞弊,从工作中获得不当的利益; C、不临事拖拖拉拉。 6、内部客户的概念 A、不做不良品或有瑕疵的产品; B、不让不良品或有瑕疵的产品流到内部客户手只; C、拒收上制程流下来的瑕疵品。 D、按照正常工作伦理,不越级汇报工作。
文件編號: IE-05004 日 期: 05/02/01
第1版
IE 工作手册
第二章 标准工时管理规定
一、目的 鉴于到目前为止,本部门尚未有正式规范 IE 工程师在制作标准工时,所用
的方法和量测时机,以致于相关工时资料或零散、或时机不对、或质量不佳等问 题不一。因此,特订此规范,让所有 IE 工程师有所遵循,进一步提升工作的品 质,另一方面,亦建立一标准化程序。
3、量测人员的训练
CP,QP 或 ICT,或 F/T。如在 CP 及 QP 时因考虑设备会有抛料及等
待上料等状况,根据 IE 调查结果及管理会议决定,增加 5%的宽放。
如果在 ICT 或 F/T 等设备上,则无此宽放。
A、量测人员需受完“评比训练”,并取得合格的资格后,方可执行时间量测。
B、IE 新进同仁并于到职后一个月内取得合格训练认证。
IE 工作手册
IE 工 作 守 则
第 1 页共 27 页
对全部高中资料试卷电气设备,在安装过程中以及安装结束后进行高中资料试卷调整试验;通电检查所有设备高中资料电试力卷保相护互装作置用调与试相技互术关,系电通,力1根保过据护管生高线产中0不工资仅艺料可高试以中卷解资配决料置吊试技顶卷术层要是配求指置,机不对组规电在范气进高设行中备继资进电料行保试空护卷载高问与中题带资2负料2,荷试而下卷且高总可中体保资配障料置2试时32卷,3各调需类控要管试在路验最习;大题对限到设度位备内。进来在行确管调保路整机敷使组设其高过在中程正资1常料中工试,况卷要下安加与全强过,看度并25工且52作尽22下可护都能1关可地于以缩管正小路常故高工障中作高资;中料对资试于料卷继试连电卷接保破管护坏口进范处行围理整,高核或中对者资定对料值某试,些卷审异弯核常扁与高度校中固对资定图料盒纸试位,卷置编工.写况保复进护杂行层设自防备动腐与处跨装理接置,地高尤线中其弯资要曲料避半试免径卷错标调误高试高等方中,案资要,料求编试技5写、卷术重电保交要气护底设设装。备备置管4高调、动线中试电作敷资高气,设料中课并技3试资件且、术卷料中拒管试试调绝路包验卷试动敷含方技作设线案术,技槽以来术、及避管系免架统不等启必多动要项方高方案中式;资,对料为整试解套卷决启突高动然中过停语程机文中。电高因气中此课资,件料电中试力管卷高壁电中薄气资、设料接备试口进卷不行保严调护等试装问工置题作调,并试合且技理进术利行,用过要管关求线运电敷行力设高保技中护术资装。料置线试做缆卷到敷技准设术确原指灵则导活:。。在对对分于于线调差盒试动处过保,程护当中装不高置同中高电资中压料资回试料路卷试交技卷叉术调时问试,题技应,术采作是用为指金调发属试电隔人机板员一进,变行需压隔要器开在组处事在理前发;掌生同握内一图部线纸故槽资障内料时,、,强设需电备要回制进路造行须厂外同家部时出电切具源断高高习中中题资资电料料源试试,卷卷线试切缆验除敷报从设告而完与采毕相用,关高要技中进术资行资料检料试查,卷和并主检且要测了保处解护理现装。场置设。备高中资料试卷布置情况与有关高中资料试卷电气系统接线等情况,然后根据规范与规程规定,制定设备调试高中资料试卷方案。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2.5
100%
39
78
78
100%
39
78
78
95%
39
73
73
100%
39
78
78
98%
39
76
76
1.0
98%
52
192
192
98%
52
470
470
100%
52
156
156
1.5
98%
38
151
151
100%
38
78
78
100%
38
78
78
1.0
98%
61
151
151
98%
61
325
325
1.0
flannelette
0.0149
1
52 visual bottom
Microscope 30x
0.0438
1
53 Cleaning
Ultrasonic B400, timer
0.0150
1
54 transfer rubber board hand
0.0438
1
55 ETW check
TVS-03 machine
1
12 G1/4# Lap
Tin-lead plate, Lapping M/C,tachometer, timer
0.0221
1
13 Cleaning
Brush cleaning M/C
0.0102
1
14 Check Metal
Microscope 400X
0.0523
1
15 1/4# visual
229
100%
53
229
229
100%
53
259
259
1.0
100%
39
78
78
5.5
100%
39
51
51
100%
39
155
155
3.5
98%
39
64
64
100%
39
48
48
100%
39
45
45
1.0
100%
39
78
78
100%
39
78
78
98%
39
76
76
1.0
100%
39
78
78
100%
39
78
0.0441
1
43 Ramp check
10X/30X microscope
0.0438
1
44 load slider
0.0438
1
45 Crown Lap
Crown lap M/C
0.0730
2
46 swab flannelette
flannelette
0.0219
1
47 Profile Check
TOKYO SEMITSU
0.0216
1
48 M/C Blending
Crown lap M/C
0.0150
1
49 blending audit
100x color microscope visual(20%)
0.0216
1
50 unload slid
hand
0.0438
1
51 Swab bottom epoxy
0.0149
1
27 Curing
Time sensor,Timer, oven box
0.0149
1
28 output
0.0131
1
29 Incoming Matel visual microscrpe 30X
0.0438
1
30 Sorting P/L Metal
Microscope 500X
0.0661
SMIG Slider Lapping
Item
Process
Equipment
Mode: lapping o-yield:
Std. Time
630 mins/day
90% Equip't/station qty
H/C qty
6 days/week U-rate H/C Cap. Equip't Cap. Layout Cap.
flannelette
0.0146
1
20 Wax Transfer
Hot plate, Cool plate, chiller, timer
0.0333
1
21 Set Diamond Stopper Dial Indicator
0.0525
1
22 Back Lap
Cast iron plate, lapping M/C,tachometer,timer
1 Incoming Matel visual Microscope 30X/10X
0.0438
1
2 Keeper preparing
Microscope 30X
0.0438
1
3 Sticking
Sticking Fixture
0.0441
1
4 Sticking visual
Microscope 30X
0.0438
1
39 Handling material
0.0438
1
40 Angle Blending
Angle Blending M/C
0.2917
6
41 Ramp Audit
100x color microscope visual
0.0438
1
42 Audit angle
WYKO machince
0.0438
1
5 Set Diamond stopper Dial Indicator
0.0438
1
6 G3# Lapping
Cast iron plate, lapping M/C, tachometer, timer
0.0347
2
7 Cleaning
Brush Cleaning M/C
0.0071
0.0582
1
56 output slider
0.0376
1
57 PQC a
Microscope 10X/30X
0.1047
2
58 PQC b
Microscope 10X/30X
0.1750
4
59 PQC c
Microscope 10X/30X
0.1047
2
60 PQC(200X visual)
high-microscope(200X/500X)
100%
40
65
65
100%
61
152
152
1.0
98%
41
96
96
98%
41
325
325
100%
41
152
152
100%
41
233
233
100%
40
102
102
2.0
100%
45
65
65
98%
45
151
151
98%
45
325
325
100%
45
78
78
1.5
100%
53
130
130
100%
53
229
Microscope 500X(yield:14%)
0.3750
5
35 Unload slider
0.0438
1
36 S/Lmetal recheck
Microscope 500X
0.0438
1
37 Ultrasonic Cleaning
Ultrasonic B400 timer
0.0438
1
38 Incoming Mater visual Microscope 30X
0.0441
2
23 ng
Brush cleaning M/C
0.0102
1
24 Thickness check
Dial Indicator
0.0438
1
25 Debond
Manual debond tank,
0.0525
2
26 Ultrasonic cleaning
Ultrasonic B400 M/C
0.1047
2
61 color microscope check 100x color microscope visual
0.0438
1
62 PQC (slider marking) Microscope 10X/30X
0.0438
1
63 output slider
0.0105
1
Min. Ave. Line balance: H/C qty(per shift):
October 4, 2020
1
8 G3# visual
Microscope 30X
0.0219
1
9 Cross Slot Grind
Toshiba100/150,
0.0441
2
10 Cross Slot check
toolmaker,
0.0438