立式水轮发电机轴线分析与处理
立轴半伞式水轮发电机组的轴线及导轴瓦间隙调整
83 8 风 冷 , 缘等 级 为 F F( 子/ 子 ) 功 率 因 数 6 A, 绝 / 定 转 ,
为 0 8 5 滞后 ) 转 子重量 为 2 5 。 .7 ( , 7t 机组 为半伞 式结 构 , 轴系包 括补 气管 、 滑环 轴 、 端 上 轴、 转子 、 电机轴 、 轮 机 轴 、 轮 , 水 导 瓦 、 导 瓦 发 水 转 有 发 及 上导 瓦等 3道 径 向轴 承 , 力 头 在发 电机 轴 上 , 力 推 推
面有 2 8个 弹簧 , 弹簧簇 布 置在推 力 瓦座上 , 推力 瓦为 塑 料瓦 , 3道径 向瓦都为分 块 巴氏合 金瓦 。
轴 线联接 方式 : 轮机 轴 与 转 轮 由方 形 键 定 位 , 水 螺
在 00 m / 以 内 ,为 避免 机 组 整体 盘 车 不 合 格 ,在 .2 m m 转 子 吊装 之 前要进 行 水 轮 机轴 和 发 电机 轴 的分 段 轴 线
部 件测 量 中心时在 精 加工搪 口周 向均 匀划 分 8个点 , 以
+Y方 向起 始 编 号 , 内径 干 分 尺 加 耳 机 或 电 流 表 测 用
定, 并记 录 数据 时记 录 。全 部 预 装 完后 拆 出 , 从 底 部 再 向上一 件一 件正式 吊装 。
2 2 轴 线 的调整 方法 .
1 概 述
轴线 , 安装 基 础环后 再 以基础 环 上 的止 漏环 中心 为机组
云南 大盈江 四级 电 站 位 于德 宏 州 盈江 县 境 内的 大 盈 江干流 下游河 段 , 处 中缅 边境 , 1 引水 式 水 电 地 是 座 站 。总装 机容量 为 4X15 W , 水轮 发 电机 组 主要 技 7 M 其 术参 数是 : 水轮 机型号 为 HL T 5 0 ( F 0 8一L 一3 0 , 定 J 8 )额 出力为 1 8 6 W , 7 . M 转轮 直 径为 3 8 转速 为 3 0/ n . m, 0 rmi , 额定 水头 为 2 9 发 电机 型 号 为 S 15—2 / 0 0 额 8 m; F7 07 5 , 定 容 量 为 15 7 MW , 定 电 压 为 1. k 额 定 电 流 为 额 3 8 V,
立式水轮发电机主轴轴线动态研究分析

立式水轮发电机主轴轴线动态研究分析张兴明,马云华,燕㊀翔,杨㊀康,文㊀强,冯爱军(华能澜沧江水电股份有限公司,昆明650000)[摘㊀要]㊀水轮发电机轴线分析对水电厂水轮发电机组运行具有重要意义,本文分析了机组日常检修轴线测量存在的弊端以及机组运行过程中轴线监测的重要性,提出一种基于各摆度波形动态研究机组轴线的方法㊂根据机组实际运行动态,360ʎ采集各方位的摆度值及其相位,采用数学向量合成分析的方法,借助计算机实时计算分析,进行机组轴线动态监测并判断其是否存在曲折以及曲折的方位,从而指导机组检修时的轴线调整㊂通过对机组实际摆度的采集数据进行举例计算分析,验证了本文所提方法的有效性,对水轮发电机组运行监测以及状态分析具有良好的指导意义㊂[关键词]㊀水轮发电机;主轴;机组轴线;摆度;波形;状态监测[中图分类号]TM312㊀㊀[文献标志码]A㊀㊀[文章编号]1000-3983(2024)02-0036-06 Dynamic Research and Analysis on the Main Shaft Axis of Vertical Hydro-generatorZHANG Xingming,MA Yunhua,YAN Xiang,YANG Kang,WEN Qiang,FENG Aijun (Huaneng Lancang River Hydropower Co.,Ltd.,Kunming650000,China) Abstract:The axis analysis of hydro-generator is of great significance to the operation of hydro-generator unit in hydropower plant.This paper analyzes the disadvantages of the axis measurement in the daily maintenance of the unit and the importance of axis monitoring during the operation of the unit,and puts forward a method for dynamically studying the axis of the unit based on each swing waveform.According to the actual operation dynamics of the unit,the swing value and phase of each azimuth are collected at360ʎ.Using the method of mathematical vector synthesis analysis,with the help of computer real-time calculation and analysis,the dynamic monitoring of the unit axis is carried out to judge whether there are twists and turns,as well as the orientation of the twists and turns,so as to guide the axis adjustment during the maintenance of the unit.Through the calculation and analysis of the actual swing data of the unit,the effectiveness of the method proposed in this paper is verified, which has a good guiding significance for the operation monitoring and condition analysis of the hydro-generator unit.Key words:hydro-generator;main shaft;unit axis;swing;waveform;state monitoring0㊀前言立式水轮发电机组的主轴由发电机主轴和水轮机主轴组成,两者通过端部法兰和螺栓连接,用贯穿机组主轴的中心线来代表实际的机组轴线㊂理论上,发电机轴与水轮机轴连接后,所形成的机组轴线应当是一条直线㊂但由于受制造㊁安装误差的影响,以及机组长期运行振动和摆度的影响,若发电机轴或水轮机轴端部法兰面为斜面,则可能导致机组主轴轴线在法兰处出现曲折[1-4]㊂按照规定的技术要求,机组轴线曲折在某个偏差范围内即认为合格㊂在水轮发电机机组安装或大修时,对机组轴线的检查和调整是其中的重要环节㊂若机组轴线发生曲折且超过一定值时,对机组的振动㊁摆度及受力将造成很大的影响,甚至会影响水轮发电机以后的正常运行[5],长期运行将威胁到水轮发电机组的安全和稳定,对设备造成不可逆的损伤㊂因此,及时监测水轮发电机组轴线是否发生曲折且其值是否在允许的范围内,对水轮发电机组运行具有重要意义㊂1㊀目前轴线测量方法目前现有技术对水轮发电机组的轴线测量主要依靠盘车的方法,盘车主要分为人工盘车㊁机械盘车和电动盘车㊂其中人工盘车是人力推动机组摆动;机械盘车是用桥式起重机做牵引,通过钢丝绳和滑轮来拖动机组;电动盘车是在将电机通上直流电后,通过定转子磁场力作用使机组缓慢旋转[6-7]㊂无论何种盘车,都需要提前在水轮发电机主轴各部位临时加装百分表,通过外部作用力使机组转动或摆动,并不断地来回操作,从而获得各部位摆度数据,然后对各检测点获得的摆度数据进行分析,即可判断水轮发电机主轴轴线是否存在曲折[8-9]㊂盘车是一项复杂且系统的工作,对检修人员的技术水平要求较高而且存在一定安全操作风险,内容通常包括盘车前准备工作和盘车过程注意事项等,对得到的盘车数据进行分析也是一项繁杂工作,本文不做详细介绍㊂盘车一般是在机组的检修期较长时才会开展,而且水轮发电机组通常一年才检修一次,因此日常很难准确判断机组轴线是否存在曲折[10]㊂2㊀基于波形的轴线动态分析方法在水轮发电机组正常运行时,理论上机组的轴线㊁中心线和旋转中心线三线合一,即各自铅直且重合㊂实际情况往往是主轴的旋转中心线与机组中心线重合(都是铅直状态),而机组轴线曲折㊂由于机组轴线存在曲折,因此在机组旋转运行过程中,主轴不同的轴承部位就会产生不同的摆度[11-12]㊂为了实时准确监测水轮发电机组的主轴线曲折程度以及曲折方位,避免因主轴线曲折过大而造成机组振动和摆度增大,进而使设备受力增大,影响设备使用寿命等问题的出现,本文提出一种基于实时采集水轮发电机组摆度波形数据[13]进行动态实时计算分析,实时监测机组轴线状况,从而计算主轴线曲折方位的方法,来判断机组是否存在较大的曲折度,并在机组检修实际中应用该方法指导轴线调整工作㊂3㊀轴线动态分析方法的技术特征与实现本文基于摆度波形的立式水轮发电机主轴轴线动态分析的技术特征与实现方法主要包含以下步骤:(1)通过水轮发电机组状态监测系统[14],采集上导㊁下导㊁水导三个轴承部位的+X 方向㊁+Y 方向的共六个位移传感器数据,以+X 方向的键相传感器标记为起点,采集周向360ʎ范围内平均256个位点的轴承摆度值,生成离散的周期数据序列,共8个周期,波形如图1所示㊂图1㊀基于机组在线监测系统采集的各摆度波形㊀㊀(2)分别用X 上[n ]㊁X 下[n ]㊁X 水[n ]㊁Y 上[n ]㊁Y 下[n ]㊁Y 水[n ]表示上导㊁下导㊁水导相对+X ㊁+Y方向得到的轴承摆度数据序列,采集到的同一时刻某一个周期数据序列绘制的图形如图2~4所示㊂图2㊀上导摆度图3㊀下导摆度图4㊀水导摆度理论上,标准的旋转机械的余弦波形平均采样后各幅值的代数和的值为0,但机组实际运行时,各摆度并非呈标准余弦波形,且实际采样存在误差,会影响计算精度,因此,各幅值代数和无法为0㊂以一个周期为例,计算采集到的上导㊁下导㊁水导各摆度在+X ㊁+Y 方向上的实际代数和的平均值为:X 上=1256ð256n =1X 上[n ]=233.7256=0.91μm (1)㊀Y 上=1256ð256n =1Y 上[n ]=-125.12256=-0.49μm (2)X 下=1256ð256n =1X 下[n ]=635.44256=2.48μm (3)㊀Y 下=1256ð256n =1Y 下[n ]=-128.48256=-0.5μm (4)X 水=1256ð256n =1X 水[n ]=136.24256=0.53μm (5)Y 水=1256ð256n =1Y 水[n ]=28.4256=0.11μm (6)(3)为提高分析精度,重新计算一个周期内256个方位测点实际的摆度值,即各点摆度采集值减去和的平均值,以消除采样误差,计算公式如下:Xᶄi [n ]=X i [n ]-X i Yᶄi [n ]=Y i [n ]-Y i{i =上导㊁下导㊁水导,n =1,2,3, ,256(7)结果发现,重新计算的数据序列波形与采集到的初始数据序列波形基本一致㊂(4)按照水平投影的原理在X ㊁Y 轴上计算各轴承摆度之差(净摆度)[15],用其可反映水轮发电机轴线的倾斜度,再根据倾斜度来计算曲折度,从而合成主轴相对+X ㊁+Y 方向各点位的曲折度序列㊂计算公式为:下导对上导的净摆度(发电机轴倾斜度)䡈水导对上导的净摆度(全轴倾斜度)[16],表达式如下:L x [n ]=(X 下[n ]-X 上[n ])-(X 水[n ]-X 上[n ])L y [n ]=(Y 下[n ]-Y 上[n ])-(Y 水[n ]-Y 上[n ]){n =1,2,3, ,256㊀(8)其中,L x [n ]表示轴线在+X 方向各点位同一时刻的曲折度;L y [n ]表示轴线在+Y 方向各点位同一时刻曲折度㊂主轴线在+X ㊁+Y 方向的曲折度数据序列绘制的波形如图5所示㊂图5㊀主轴线曲折度序列㊀㊀(5)进一步根据+X ㊁+Y 方向曲折度序列L x [n ]㊁L y [n ],按照向量原理(如图6所示)合成一个曲折度序列(如图7所示),计算公式如下:L [n ]=L x [n ]2+L y [n ]2,n =1,2,3, ,256(9)图6㊀+X 方向和+Y 方向曲折合成原理图图7㊀合成后曲折度数据序列绘制的波形(6)计算合成的轴线各点曲折度对应的实际相位值㊂某一时刻+X ㊁+Y 向合成的当前相位可根据反三角函数来计算,公式如下:㊀β[n ]=arctan L y [n ]L x [n ],n =1,2,3, ,256(10)根据时间顺序标记基于+X 方向的一周256个点的方位相位为:α[n ]=n ˑ360ʎ256,n =1,2, ,256(11)㊀㊀因此,可得合成的曲折度数据序列基于+X 方向在各点位的实际相位,为:β实[n ]=β[n ]+α[n ],n =1,2, ,256(12)根据计算,各合成曲折度在+X 方向-180ʎ~+180ʎ的实际相位如图8所示㊂图8㊀各曲折度实际相位(7)根据步骤(5)㊁(6)计算的轴线曲折度序列和对应的实际相位序列L [n ]㊁β实[n ],逐一分解各曲折度对应在X ㊁Y 轴上的分量㊂X [n ]=L [n ]ˑcos(β实[n ])Y [n ]=L [n ]ˑsin(β实[n ]){n =1,2,3, ,256(13)其中,X [n ]㊁Y [n ]表示合成的轴线曲折度序列在X ㊁Y 轴上的分解量序列㊂分解后的数据序列绘制的波形如图9所示㊂图9㊀主轴曲折度在X ㊁Y 轴上的分量序列㊀㊀(8)根据步骤(7)计算的X ㊁Y 轴上的分量X [n ]㊁Y [n ],分别计算对应的X ㊁Y 轴的曲折度平均值,结果如下:L x =1256ð256n =1X [n ]=16.4μm L y =1256ð256n =1Y [n ]=65μm ìîíïïïï(14)(9)根据步骤(8)计算的轴线在X ㊁Y 轴上的曲折度平均值,按向量方式合成总的轴线曲折度及对应的曲折方位㊂计算公式如下:L =L 2x +L 2y =16.42+652ʈ67μm (15)㊀β=arctanL y L x=arctan6516.4ʈ1.372radʈ78.6ʎ(16)其中,L 表示主轴轴线曲折程度;β表示主轴轴线曲折的方位㊂通过计算,主轴线曲折度为67μm,主轴线曲折方位78.6ʎ,根据GB /T 8564 2003‘水轮发电机组安装技术规范“9.5.7条检查调整机组轴线要求,多段轴结构的机组在盘车时应检查各段的折弯情况,偏差一般不大于0.04mm /m 要求进行比较[17]㊂对于长度大于8m 的主轴来说,曲折度小于320μm 说明主轴曲折在允许的范围内,该机组轴线总曲折度计算结果为67μm,说明该机组曲折度良好㊂(10)根据实时采集的波形数据,按步骤(2)~(9),可实时计算水轮发电机组主轴的曲折量及曲折方位,与技术规范进行比较,及时准确判断机组轴线是否处于正常范围,超过范围的可提前制定处置措施,按计划进行检修处理㊂(11)水轮发电机组的振动㊁摆度很多是由于转子质量不平衡所造成[18],开展动平衡试验是水轮发电机组启动试验的一项重要内容,基于动态分析的主轴轴线曲折相位其反方向也是指导质量动平衡试验的试重块安装的相位,对动平衡试验首次安装配重块的方位具有很好的指导意义[19-20]㊂整个分析计算过程如图10所示㊂图10㊀关于本方法的算法原理计算流程图4 结论采用盘车测量机组轴线是一项复杂且系统的工作,本文提出一种全新的通过采集水轮发电机组各轴承摆度波形进行机组轴线动态分析的方法,并结合采集的数据实际举例说明分析计算过程,计算出轴线曲折度及曲折方位,以指导水轮发电机组运行状态分析及轴线调整工作㊂并且通过计算还可准确找到动平衡试验的试重块安装相位,有效地改善机组的振动和摆度过大的问题,本方法可借助计算机进行实时计算并动态监测,对于分析水轮发电机组稳定性具有重要意义㊂[参考文献][1]㊀王海,李启章,郑莉媛.水轮发电机转子动平衡方法及应用研究[J].大电机技术,2002(2):12-16.[2]㊀仇宝云.大型立式泵机组制造㊁安装质量对电机推力轴承运行的影响[J].大电机技术,1999(5):4-8.[3]㊀李炤,刘灿学.三峡特大型水轮发电机组总装调整技术[J].大电机技术,2009(6):1-5. [4]㊀胡香梅.水电站水轮发电机组轴线检查及调整[J].江西电力,2012(6):95-98.[5]㊀李云强.水轮发电机组振动超标原因分析及处理[J].大电机技术,2008(3):1-3.[6]㊀蔡朝东,叶超.水轮发电机组轴线测量与分析[J].机电信息,2015(21):81-82.[7]㊀孟安波,刘秀良,闵占奎.水电机组全自动智能盘车系统设计与应用[J].大电机技术,2012(1):31-33.[8]㊀冯焕.立式水轮发电机组盘车数据分析与应用[J].大电机技术,2019(5):42-47.[9]㊀吉拥平,徐晓明,黄怡.对盘车数据优化处理方法的研究[J].大电机技术,1996(1):25-29. [10]曹永闯,罗胤,靳国云,等.大型抽水蓄能机组大轴折线分析及处理[J].水电与抽水蓄能,2020,6(2):67-70.[11]杨大贵.水轮发电机组盘车工艺[J].水力发电,2002(6):26-27.[12]仇宝云.大型立式泵机组轴线摆度的分析处理[J].大电机技术,1994(6):7-11.[13]范文,王善永.基于振动监测与分析的水电机组状态检修系统[J].水电自动化与大坝监测,2002(2):24-27.[14]张炜,甄辉.在线监测技术在平班水轮发电机组的应用[J].水电自动化与大坝监测,2010,34(3):26-29.[15]王浩,马建治,罗杰.立式水轮发电机组轴线摆度的几何分析[J].科技创新导报,2008(28):52-53.[16]于志忠.大型立式机组轴线最大摆度及方位分析[J].大电机技术,1998(6):16-19. [17]GB/T8564 2003,水轮发电机组安装技术规范[S].[18]高应云,徐学志,胡建文.冲击式水轮发电机转子平衡技术的改进与应用[J].大电机技术,2006(4):14-16.[19]李林峰,黄学然,田小波.水轮发电机组动平衡分析与案例处理[J].水电与抽水蓄能,2021,7(3):33-36.[20]姚泽,黄青松.动平衡方法处理水电机组振动故障实例[J].水电自动化与大坝监测,2007,151(1):61-63.[收稿日期]2023-04-17[作者简介]张兴明(1988-),2010年毕业于昆明理工大学通信工程专业,现从事水电厂自动控制技术㊁电力大数据运行分析㊁智能水电厂运维等工作,高级工程师㊂。
水轮发电机组轴线处理方法

水轮发电机组轴线处理及调整一、概述1、水力机组的稳定运行问题水轮发电机组是一个由水能转换成旋转机械能,又将旋转机械能转换成电能的机器。
因此水电机组在运转中受有水、机械和电磁等多种力的作用,从而引起机组的承中机架部分发生水力、机械和电磁等多种振动。
生产实践告诉我们,当振动幅值超过允许范围时,就有可能导致机组部件损坏,给水轮发电机组的安全稳定运行带来严重的威胁。
机组振动与摆度幅值的大小是衡量机组质量最主要的标准之一,它反映了设计、制造、安装、检修工艺水平,所以是一个综合性能的标准。
产生机组振动的主要原因:(1)、水力干扰力。
这主要是由于水涡轮叶型不对称、转动与固定止漏环圆度不好及水涡轮中心位置正等原因所引起。
(2)、水涡轮重量不平衡。
由于在制造厂一般都水涡轮的静平衡试验与配重处理,因此水涡轮的不平衡力都较小。
(3)、发电机转子重量不平衡。
在发电机转子组装时,为使其重量分布平衡,转环铁片的堆积及磁极挂装都是称重后对称配置的,但是由于转子的直径和重量都很大,往往难以达到平衡。
一般还需要通过机组安装后试运行中,进行动平衡试验与配重处理,才能解决。
(4)、电磁干扰力。
这主要是由于定子转子圆度不好或发电机中心位置偏差较大造成其隙不均等原因而引起。
(5)、轴线处理与调整质量不良。
上述都会导致机组旋转部件的摆度增大,传至轴承与机架引起振动,这种振动主要是一种机组转动频率的振动。
如我厂机组额定转速为125转/分,即为周频率的振动。
此外尚有其它频率的振动,如在电磁干扰作用下引起的定子铁芯振动,其主要振动频率是100周的;由于尾水管压力脉动引起的振动,其振动频率主要是1/的机组转动频率等。
2、轴线处理与调整的目的综上所述,可知轴线处理与调整的目的,也就是为了使机组所受到的干扰力减小,从而减小机组振动与摆度,给机组的安全稳定运行创造条件。
这是机组安装检修中一项十分重要的工作。
当然,为了使机组保持长期安全稳定运行,对机组运行中振动的测量和研究,也是十分重要且不可忽视的。
水轮发电机主轴轴线测量与调整)
立式水轮发电机组主轴轴线的测量与调整水轮发电机组主轴轴线的测量与调整,是机组检修或安装中最重要的工序之一。
是衡量检修质量的重要指标。
因此,必须引起检修人员的高度重视。
1 机组轴线的测量立式水轮发电机组的主轴,一般是由顶轴、发电机主轴和水轮机主轴所组成的。
通过推力头和镜板,将主轴和机组的转动部分支承在推力轴承上。
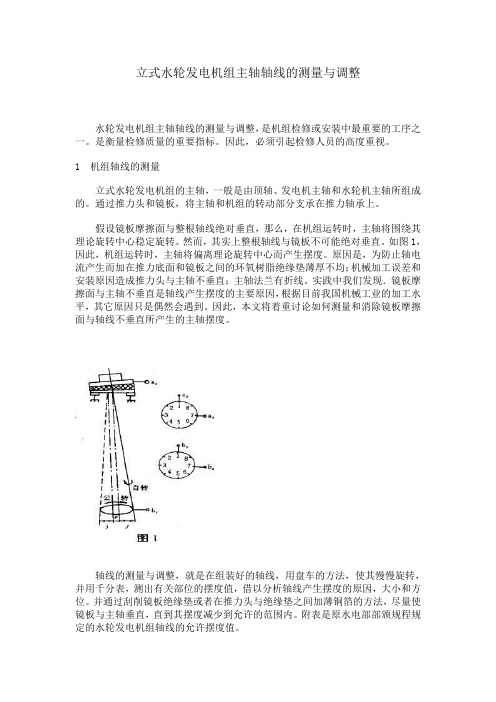
假设镜板摩擦面与整根轴线绝对垂直,那么,在机组运转时,主轴将围绕其理论旋转中心稳定旋转。
然而,其实上整根轴线与镜板不可能绝对垂直。
如图1,因此,机组运转时,主轴将偏离理论旋转中心而产生摆度。
原因是,为防止轴电流产生而加在推力底面和镜板之间的环氧树脂绝缘垫薄厚不均;机械加工误差和安装原因造成推力头与主轴不垂直;主轴法兰有折线。
实践中我们发现.镜板摩擦面与主轴不垂直是轴线产生摆度的主要原因,根据目前我国机械工业的加工水平,其它原因只是偶然会遇到。
因此,本文将着重讨论如何测量和消除镜板摩擦面与轴线不垂直所产生的主轴摆度。
轴线的测量与调整,就是在组装好的轴线,用盘车的方法,使其慢慢旋转,并用千分表,测出有关部位的摆度值,借以分析轴线产生摆度的原因,大小和方位。
并通过刮削镜板绝缘垫或者在推力头与绝缘垫之间加薄铜箔的方法,尽量使镜板与主轴垂直,直到其摆度减少到允许的范围内。
附表是原水电部部颁规程规定的水轮发电机组轴线的允许摆度值。
这里需说明:绝对摆度是指在该处测量出的实际摆度值,单位为mm。
在任何情况下,水轮机导轴承的绝对摆度不得超过以下值:转速在250转/分以下机组为0.35㎜。
转速在250转/分以上机组为0.25㎜。
盘车就是用人为的方法,使机组转动部分慢慢旋转。
盘车的方法有三种:大、中型机组一般以厂内桥式起重机为动力,叫作机械盘车。
在定子、转子绕组中通电,产生电磁力来拖动,叫电动盘车。
对于小型机组,一般广泛采用人力直接推动的方式,叫作人工盘车。
盘车前应做好下列准备工作:(1)在上导轴颈、主轴法兰和水导处,沿圆周划八等分。
立式水轮发电机组轴线摆度的几何分析

立式水轮发电机组轴线摆度的几何分析王浩(长江三峡技术经济发展有限公司湖北宜昌443002)【摘要】本文以立式水轮发电机为例,分析轴线摆度的成因,并通过对主轴旋转的几何分析,得到摆度计算公式,再进一步结合工程实践,介绍摆度公式的应用。
【关键词】立式水轮发电机组轴线调整摆度计算(一)概述机组轴线摆度分析是机组轴线调整的直接依据。
如果一台机组的轴线质量不好,主轴在运转过程中就会产生较大摆动,转动部件在运转中所受的外部不平衡力也会增大,机组振动加剧,使轴承运行条件恶化,严重威胁水轮发电机组的安全、稳定运行。
因此,在机组安装调试过程中,轴线的调整至关重要。
(二)机组摆度特性分析1.摆度产生的原因轴系产生摆度的原因很多,主要原因为轴线与镜板磨擦面不垂直,或者轴线与旋转中心线发生中心偏移所产生。
如果镜板磨擦面与整根轴线不垂直,当轴线回转时轴线必然偏离理论回转中心线,如图1所示,而轴线上任意一点测得的锥度圆,就是该点的摆度圆,摆度圆直径Φ即构成该点的摆度。
如果镜板磨擦面与其附近的一段轴时垂直的,而与下一段轴连接时,由于法兰面与轴线的不垂直而发生轴线曲折,当轴线旋转时,便从折弯处形成锥形摆度圆,从而产生摆度。
如图2所示。
如果整体轴线与镜板磨擦面垂直,而整体轴线偏离理论旋转中心线,轴线旋转时,依然会形成摆度圆,如图3所示。
从而形成摆度。
此种现象对于大型水轮发电机组发生的可能性较大。
实际进行轴线调整时,可以考虑对轴线进行整体位移,从而对轴线摆度进行校正。
而对于轴线微量折弯现象所产生的摆度偏离,在轴线连轴结构允许的情况下,亦可以利用此方法进行轴线摆度校正。
2.主轴运动轨迹分析当主轴轴线与其旋转中心线不重合时,主轴除自身旋转外,还围绕旋转中心线作公转。
也就是说,主轴上某点在围绕自身轴线旋转的同时,还围绕机组旋转中心线作圆周运动。
假定1#点为最大全摆度方位且以此作为+X方向,按顺时针旋转方向8等分点依次标为2#、3#……8#。
立轴式水轮发电机组轴线调整浅析

立轴式水轮发电机组轴线调整浅析摘要:通过对立轴式水轮发电机组轴线误差的分析、计算和调整方式的探讨,为水轮发电机组检修工作总结经验,缩短检修时间,提高检修质量。
关键词:水轮发电机组轴线误差调整方式、方法分析Abstract: based on the vertical shaft type hydraulic power generating axis of the error analysis, calculation and adjust the way, this paper for hydro-generator units repair work experiences, shorten repair time, improve the quality of maintenance.Keywords: hydro-generator units axis adjust error analysis the ways and methods一、概述水轮发电机组轴线调整通常叫做盘车,是水轮发电机组大修必不可少的重要环节,发电机组轴线调整质量的好与否,直接影响发电机组大修的质量,同时对发电机组的正常运行造成严重的影响。
二、水轮发电机组轴线误差水轮发电机组轴线误差的实质就是水轮发电机组的实际轴线与水平面不垂直。
也就是说水轮发电机组的实际轴线与理想的发电机主轴回转中心不重合。
水轮发电机组轴线误差的现象是水轮发电机组转子旋转一周,发电机的实际轴线在上导轴瓦、下导轴瓦、水导轴瓦处偏离了发电机主轴回转中心。
也就是说水轮发电机组转子旋转一周,发电机的实际轴线偏离了上机架、下机架以及座环的中心线。
其形式和误差曲线如下图1、图2、图3、图4所示,误差曲线为正弦曲线,说明水轮发电机组轴线误差是按正弦规律变化的。
图1 单项轴线误差图2 同向复合轴线误差图3反向复合轴线误差三、水轮发电机组轴线形式1、单项轴线误差如图1所示,水轮发电机组的实际轴线与理想的发电机主轴回转中心不重合,存在单项轴线误差。
立式水电机组轴线调整优化探究
立式水电机组轴线调整优化探究摘要:本文从影响水电机组轴线摆动的原因、水电机组轴线调整的计算方法和导轴瓦间隙计算三个方向出发,综合探讨了对立式水电机组轴线调整计算的优化。
关键词:水电机组;轴线调整;优化探究立式水电机组,也叫立式水轮发电机组,其轴线是指有发电机轴和水轮机主轴等链接后的几何中心线。
因为在实际中,由于制造、安装误差等各种因素的影响,很可能使机组轴线发生倾斜,导致轴线形成一条折线,导致摆动幅度加剧,从而威胁水电机组安全。
而对水电机组轴线进行调整,其目的是为了找正机组轴线,将机组运行时的摆度控制在合理范围内,保证机组的安全稳定运行。
一、影响水电机组轴线摆度的原因水电机组轴系产生摆度的原因较多,主要原因一是轴线与镜板不垂直;二是法兰面与轴线不垂直;三是镜板工作面精度不够,表现存在波形;四是推力头与轴配合松动,卡环薄厚不均等等。
二、水电机组轴线调整计算方法1.全摆度及净摆度水电机组盘车过程中,常在上导、下导、法兰和水导等圆周处平分8等分,按x、y方向各设两只千分表用作测量各个部位摆度及相互校核。
因此,水电机组轴线全摆度即同一测量部位对称两点数值之差;净摆度则为同一测点上下两部位全摆度数值之差。
(1)上导全摆度φa=φ'a-φa0=e式中,φa——上导处a点的全摆度,mm;φ'a——上导处a点的对称部位测量值,mm;φa0——上导处a点的测量值,mm;e——主轴径向位移,mm。
(2)法兰全摆度φb=φ'b-φb0=2j+e式中,φb——法兰处b点的全摆度,mm;φ'b——法兰处b点的对称部位测量值,mm;φb0——法兰处b点的测量值,mm;j——法兰与上导之间的轴线倾斜值,mm。
(3)水导全摆度φc=φ'c-φc0式中,φc——法兰处c点的全摆度,mm;φ'c——法兰处c点的对称部位测量值,mm;φc0——法兰处c点的测量值,mm;(4)法兰净摆度φba=φb-φa=2j式中,φab为法兰处净摆度,a点和b点在同一方位。
立式机组轴线调整及瓦间隙计算
编辑:陈卫民
江西上犹江水电厂
2.伞式机组导轴承瓦间隙计算 (1)水导轴承间隙已按摆度调整在正确位置时。 上导轴承瓦单侧间隙则按设计间隙调整,计算公式 为: δA0 = δA′- ФAB/2 δA180 = 2δA′- δA0 式中 ФAB ---上导轴承处净摆度,mm 下导轴承瓦调整间隙取设计间隙,计算公式为: δB0 =δB180 =δB′ (2)当水导轴承与之止漏环同心,而主轴在轴瓦 内任一位置时。
编辑:陈卫民
江西上犹江水电厂
全摆度与净摆度表 相隔180°点 上导ФA 全摆度 法兰ФB 净摆度 水导ФC 法兰ФBA 水导ФCA 1-5 0.01 0.43 0.83 0.42 0.82 2-6 0.01 0.61 1.21 0.60 1.20 单位:mm 3-7 -003 0.39 0.80 0.42 0.83 4-8 0.02 0.02 0.01 0.00 -0.01
机组摆度记录表 单位:mm
测点 上导 JA 法兰 JB
1
2
3
4
5
6
7
8
0.00 +0.01 0.00 0.00 +0.11 0.00
+0.02 -0.01 0.00
+0.03 0.00
-0.19 -0.43 -0.50 -0.39 -0.21
水导 JC
0.00 +0.21 0.00
-0.40 -0.83 -1.00 -0.80 -0.41
编辑:陈卫民
江西上犹江水电厂
下导轴承瓦单侧间隙调整应根据轴线的实际位置和摆度方位来确定,其 计算公式为: δB0 = δB′- ФBA′/2 = δB′- LB ФBA/2L1 δB180 = 2δB′- δB0 式中 δB0 ---下导轴承瓦调整间隙,mm δB180 ---δB0 对侧瓦调整间隙,mm δB′---下导轴承设计间隙,mm ФBA′---下导轴承处净摆度,mm ФBA --- 法兰处净摆度,mm LB --- 下导轴承瓦中心至上导轴承瓦中心距离,mm L1 --- 上导轴承瓦中心至法兰处距离, (2)当水导轴承与之止漏环同心,而主轴在轴瓦内任一位置时,则上、 下导轴承处瓦间隙应按水导轴承瓦实测间隙计算确定。 上导轴承瓦调整间隙计算公式: δA0 = δC + ФCA/2 -( δC′- δA′) δA180 = 2δA′- δA0
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
名称 发电机 主轴
测量部位 100 上、下导 轴承及法 兰 水导轴承 轴颈 励磁机整 流子 集电环 0.03
机组转速 250 0.03 370 0.02 600 0.02 相对摆度(mm/m)
水轮机 主轴 发电机上 部轴
相对摆度(mm/m) 0.05 0.40 0.50 0.05 0.30 0.40 0.04 0.20 0.30 0.03 0.15 0.20 绝对对摆度(指净全摆度)(mm) 绝对对摆度(指净全摆度)(mm)
机组旋转中心线:贯穿推力轴承镜板镜面中 心的垂线。
(加工精度、安装精度、推力瓦调整)
一、概
述
1、推力头;2、镜板; 3、上导瓦;4、主轴; 5、定子;6、转子 7、下导瓦;8、法兰 9、水导瓦;10、转轮 “三条线”理想状态是 各自铅直且重合。如 图所示。
一、概
述
实际情况不可能 “三线各自铅直, 主轴的旋转中心线 与机组中心线重合 (都是铅直状态) 而机组轴线曲折的 情况,如图所示。
盘车的方法
3、机组盘车的方法 主要有三种:人 工盘车、机械盘 车、电动盘车。 (1、滑轮; 2、盘车专用工具; 3、推力头;4、 主轴)
机组的机械盘车
以悬型机组为例: 1)机组转动部分处于自由状态,装好盘车专用工具,选择 合适的滑轮组及钢丝绳并按要求布置好。 2)人员分工明确,任务清楚,统一指挥。 3)将推力头、盘车专用工具以及要测量的部位,将圆周统 一等分8点并按一个方向编号,上下一直。 4)选定机组的x、y方向,并在每个需要测量的部位的+x、 +y方向设置好百分表架及百分表。
水轮机轴线不垂直度的图解计算
bB Tsh = LFsh
Tsh-水机轴线的不垂直度 水机轴线的不垂直度 (mm/m) LFsh-法兰至水导轴承的轴长 法兰至水导轴承的轴长 AB(m) ( bB -水轮机轴线 相对于 水轮机轴线AB相对于 水轮机轴线 发电机主轴的延长线Ab轴线 发电机主轴的延长线 轴线 的倾斜值
机组轴线的处理
1、轴线处理的目的和验收标准 根据盘车计算成果中,得知机组轴线实际存 在的相对摆度δX,与国家规定的机组允许摆 度相对照,如果在允许值之内为合格轴线, 反之,则不合格,需通过处理达到国家标准。
机组轴线的处理
2、轴线处理方法 根据机组盘车成果计算所得发电机主轴和 水轮机主轴的不垂直度及其方位,若超过规 定标准,就需要进一步计算其处理的量值和 方位。 处理的方法主要有两种,一种为修刮法, 一种为加垫法。
3 下导 1.5 水导 -14.5 2
摆度曲线的绘制及相对摆度计算
摆度曲线的绘制及相对摆度计算
曲线绘制完毕后的检查 1、是否符合正、余玄曲线规律 2、波峰、波谷所对应的轴号是否相差 180° 3、有无个别偏离曲线的点,如有个别有较 大误差的应删除。也是绘图的优点所在。
摆度曲线的绘制及相对摆度计算
相对摆度计算 发电机主轴的相对摆度δFX计算 δFX= δFJQmax/LXUF 如0.16/6.5=0.025 (mm/m) 水轮机主轴的相对摆度δ shX计算 δshX= δFJQmax/LXUF 如0.42/10=0.042 (mm/m)
摆度曲线的绘制及相对摆度计算
以δX的计算值与国家的轴线允许摆度值(JB861-66)相 比较,衡量机组盘车的轴线质量是否合格。 竖轴水轮发电机轴线允许摆度值(双幅)
机组的机械盘车
5)将主轴盘车限位导轴承瓦涂以猪油并将各瓦间歇调整成 0.05mm左右。 6)再次检查机组转动部分无影响转动的障碍物,处于自由 状态。 7)顶起转子,将推力瓦面均匀涂抹适量猪油、羊油或 MoS2,将瓦归位锁定,制动闸完全离开制动环。 8)擦拭被测量面,尽量减小测量误差。 9)转动机组,记录数据。
旋转轴的摆度特性
3、对于主轴某一个测量部位而言,最大全摆 度值只有一个,其值等于轴心与旋转中心偏心 距的两倍。 4、百分表的读数不一定反映出主轴实际存在 4 的最大全摆度值,需要通过绘制曲线来求取最 大全摆度及方位。
旋转轴的摆度特性
5、旋转摆度特性 与设表位置及轴 线测量时从哪一 个轴号(测点) 开始无关。
机组轴线分析及处理
郑华伟
主要内容
1、概述 2、摆度的产生及摆度概念 3、旋转轴的摆度特性 4、机组轴线的测量方法及摆度曲线绘制 5、机组的水平投影和不垂直度 6、机组轴线的处理
一、概
述
机组轴线:机组旋转大轴的几何中心线。 机组中心线:套于水轮机和发电机转动部分 外面的主要固定部件的中心的连线。
(混流式:发电机定子平均中心和水轮机的固定止 漏环平均中心线;水斗式:发电机定子平均中心和 水轮机机壳顶盖上的止漏环平均中心线)
机组轴线类型
大致分为五种: 1、理想型 2、单纯倾斜型 3、单纯曲折型 4、综合同面型 5、综合异面型
轴线水平投影
机组轴线的空间状态及水平投影
综合异面 型是最复 杂又是常 见的类型。
轴线水平投影图的绘制
已知轴线的盘车成果。
1 8 a O 7 3 B 2
6 5
4
机组轴线的不垂直度计算
轴线不垂直度的计算 1、发电机轴线的不垂直度计算 TF= δFJQmax/2LSF 2、水轮机轴线的不垂直度计算 如果两轴在法兰处无曲折,则水轮机轴线的不垂直度 与发电机轴线的不垂直度相等;如果两根轴在法兰处存 在曲折,即水轮机轴线在水导轴承点对发电机下法兰结 合面的不垂直。
法兰净全摆度示意图
摆度的产生和摆度概念
5、相对摆度:主轴某测量部位、某轴号的净全摆度 值除以限位导轴承中心至该测量部位设表处的轴长 之商,称为主轴在该测量部位、该轴号处的相对摆 度。一般指最大值。计算的目的在于,看其是否在 规程规定的范围之内,因此,它是衡量一台机组轴 线质量的重要标志。 发电机主轴法兰处的相对摆度值的计算公式: δ FJQ max δ FX max =
四、机组轴线的测量方法 及摆度曲线绘制
机组盘车的目的和方法 1、盘车:通过人为的一些办法,能够使水轮发电 机组的转动部分慢慢的旋转,并且能够按人们预定 的要求准确的暂停和再启动的现实摆度状况,掌握机组轴线具体的倾斜和曲折数 据,从而判定轴线质量是否合格,并为机组大修中 的轴线处理和调整提供了可靠的依据。并可以与上 次机组大修后盘车结果相比较,发现轴线变化情况, 给机组检修提供依据。
旋转轴的摆度特性
摆度公式的推导 δ
X轴测点=
偏心距×cos最大摆度与X轴测点夹角
旋转轴的摆度特性基本遵循着余弦定理 (X)或正弦定理(y)。
旋转轴的摆度特性
结论: 1、当机组轴线与其旋转中心线重合时,主轴在旋 转过程中在理论上将不会产生摆度,百分表指针指 示不发生变化,即为理想状态。 2、当机组轴线与其旋转中心线不重合时,对于主 轴在某一个横截面上轴面各点的运动轨迹是以旋转 中心为圆心的同心圆,其中有一个最大,有一个最 小。轴面各点的运动轨迹圆不同,反应在百分表的 读数上就是各轴号摆度值的不同。旋转轴的摆度特 性基本遵循着余弦定理或正弦定理。
LSP
三、旋转轴的摆度特性
图解分析: 主轴旋转中心O转动一周,轴面8个轴号共 出现5个轨迹,如:1#自己一个轨迹,在最 外边;5#自己一个轨迹在最里面;2#、 8#在同一轨迹;#3、7#在同一轨迹; 4#、 6#在同一轨迹。可以看出处于最大摆度方 位的轴号1#在旋转中偏离旋转中心最远, 5#最近。
1、推力头;2、镜板;3、推 力瓦;4、旋转中心;5、轴 线;6、摆度圆。 摆度的产生:如果机组存在曲 折或倾斜,主轴在旋转过程中 就会产生摆度。 由两根或三根轴(励磁机轴或 付轴)构成的机组轴线,曲折 点主要发生在法兰结合面处; 卡环、推力头、镜板问题。
摆度的产生
运行和检修实践表明:主轴在旋转中产生摆 度的自身原因,往往是推力头与主轴配合不 当,推力瓦受力不均衡、导轴承同心度不好、 轴瓦间歇不合理以及主轴加工精度不高等因 素所致;外因主要是由发电机存在较大的不 平衡磁拉力、水轮机存在较大的水不平衡力 等。
机组轴线工作的意义和内容
机组轴线工作的好坏,直接影响着机组的检 修质量。在某意义上讲,也反应出一个厂的 机组检修技术水平。 轴线工作的内容,会因机组容量、结构型式 和实际轴线质量而有所不同。
1、轴线测量;检查典型部位的摆度 2、轴线处理;计算和处理 3、轴线调整。移轴及调整推力水平
二、摆度的产生和摆度概念
盘车记录
1)画圆 法
盘车记录
2)表格法 1# 绝 对 摆 度 净 摆 度 上导 3.5 下导 5 水导 -11 2 # 6 9 8 3# 4# 16 7 14 1 21 5 -2 5 -6 -2 5# 6# 7# 8#
6 5 5 4 -4 -8 -6 -1 -12 -26 -32 -26 -10 -13 -11 -5 -18 -31 -37 -30
机组轴线的处理
1)修刮法:修刮和酸腐蚀法 假如发电机主轴的不垂直度不合格,对于主 轴与推力头为过赢配合的,一般多采用修刮 推力头下表面及绝缘板的方法;对于主轴与 推力头为间隙配合的,可采用修刮推力卡环 上表面的方法。有的采用酸腐蚀法效果也较 好。
修刮法示意图
3 1 2
4 5 7 δFJQmax 2 6
五、机组轴线的水平投影 和不垂直度计算
概念:轴线的每米轴长上的单侧最大净全摆度值,或者 说 轴线单位轴长上的倾斜值,称为机组轴线的不垂直 度。用 T(mm/m)表示。 如悬型水轮发电机组,主轴由发电机主轴和水轮机主轴 构成,发电机主轴的不垂直度是指发电机主轴与镜板的 不垂直度,其方位与发电机轴线上的最大净全摆度方位 相同;水轮机主轴的不垂直度是指水轮机主轴与法兰的 不垂直度,其方位与水轮机轴线上的最大净全摆度方位 不同。
1-推力头;2-最大刮量; 推力头; 最大刮量 最大刮量; 推力头 3-镜板; 4-推力瓦; 镜板; 推力瓦; 镜板 推力瓦 5-发电机轴线;6-机组 发电机轴线; 机组 发电机轴线 旋转中心线; 旋转中心线; 7-5向6靠拢的方向 向 靠拢的方向