840D悬垂补偿
SINUMERIK_840D_sl_选项功能介绍

SINUMERIK_840D_sl_选项功能介绍Answers for industry.SINUMERIK 840D sl 选项功能介绍制造商部分适用于2.6 以上版本产品手册 ?? 05.2011SINUMERIK 840D sl 选项功能介绍一个附加的进给轴/主轴6FC5800-0AA00-0YB0 5一个附加的定位轴/辅助主轴 6FC5800-0AB00-0YB06附加一个操作方式组 6FC5800-0AC00-0YB07一个附加的通道6FC5800-0AC10-0YB08安全轴选项包附加 15 个轴/主轴6FC5800-0AC60-0YB09附加 1 个安全轴/主轴 6FC5800-0AC70-0YB010带力矩控制的固定点停止功能6FC5800-0AM01-0YB011同步轴对龙门轴6FC5800-0AM02-0YB012主从驱动控制6FC5800-0AM03-0YB013切线控制 6FC5800-0AM06-0YB014位置开关信号/软撞块功能 6FC5800-0AM07-0YB015高级位控功能APC6FC5800-0AM13-0YB016同步主轴/多边形车削COUP6FC5800-0AM14-0YB017多轴插补gt 4 插补轴6FC5800-0AM15-0YB018主从耦合以及曲线表插补LEAD6FC5800-0AM20-0YB019 电子齿轮EG6FC5800-0AM22-0YB020端面和圆柱面转换 6FC5800-0AM27-0YB021 斜轴转换功能 6FC5800-0AM28-0YB022冲压/剪切功能 6FC5800-0AM33-0YB023电子转换 6FC5800-0AM35-0YB024高级同步动作 6FC5800-0AM36-0YB025内部驱动变量分析 6FC5800-0AM41-0YB026从轮廓快速回退的异步中断子程序 6FC5800-0AM42-0YB027异步子程序及同步动作 6FC5800-0AM43-0YB028轮廓监控 6FC5800-0AM52-0YB029悬垂度补偿多维 6FC5800-0AM55-0YB030基本安全集成功能SI-Basic6FC5800-0AM63-0YB031高级安全集成功能SI-Comfort6FC5800-0AM64-0YB032耦合功能基本组合选项CPBasic6FC5800-0AM72-0YB033耦合功能高级组合选项CPComfort6FC5800-0AM73-0YB034SINUMERIK 840D sl 选项功能介绍耦合功能专家组合包CP Expert6FC5800-0AM74-0YB035耦合功能组—静态级6FC5800-0AM75-0YB036高级电子转换CP6FC5800-0AM76-0YB037刀具管理gt 3 个刀库6FC5800-0AM88-0YB038不配置 SINUMERIK OP 操作面板 6FC5800-0AP00-0YB039操作软件 HMI PRO sl RT 6FC5800-0AP47-0YB040电子钥匙系统 6FC5800-0AP53-0YB0415 轴加工郊拥?7 轴 6FC5800-0AS01-0YB042多轴扩展包 6FC5800-0AM10-0YB043紧急回退 ESR 功能6FC5800-0AM61-0YB044SINUMERIK Operate programming package 开发包运行授权 6FC5800-0AP60-0YB045SINUMERIK Operate Easy Screen 定制画面运行授权6FC5800-0AP64-0YB046SINUMERIK 840D sl 选项功能介绍SINUMERIK 840D sl 选项功能介绍—一个附加的进给轴/主轴 6FC5800-0AA00-0YB0目前SINUMERIK840D sl 系统的 CNC 软件在包含的轴数上有两种版本? 6-3包含 3 个轴/主轴最多可以扩展到 6 个轴/主轴? 31-5包含 5 个轴/主轴最多可以扩展到 31 个轴/主轴可以在机床所配置的 CNC 软件的基础下根据实际需要选择附加的进给轴/主轴个数。
840dsl螺距补偿方法

840dsl螺距补偿方法宝子,今天咱来唠唠840dsl的螺距补偿方法哈。
咱得先知道,螺距补偿是为了让机床的加工精度更高呢。
一般来说呀,在840dsl 系统里,你得先进入到机床的参数设置界面。
这就像你要进一个神秘的小房间,里面藏着能让机床变厉害的魔法咒语。
在参数设置里,你要找到和螺距补偿相关的那些参数。
这可能得费点小劲儿,就像在一堆宝藏里找特定的那颗宝石一样。
有些参数可能是关于螺距补偿的点数啦,补偿的间隔啦之类的。
你得小心地设置这些数值,要是弄错了,机床可能就会闹小脾气,加工出来的东西就不那么完美啦。
然后呢,你要测量实际的螺距误差。
这就好比给机床做个体检,看看它的螺距到底哪里有偏差。
你可以用一些专业的测量工具,像激光干涉仪之类的。
这个测量过程可得认真,就像医生给病人做检查一样,不能马虎。
得到了测量数据后,就把这些数据按照系统要求的格式输入到螺距补偿的参数里。
还有哦,在做螺距补偿的时候,要注意机床的状态。
要是机床有其他的故障或者没调整好,那这个螺距补偿做了可能效果也不好。
就像你给一个生病的人吃补药,可他还有其他毛病没治好呢,补药也发挥不了最大的作用。
而且呀,做完螺距补偿之后,最好再测试一下机床的加工精度。
看看是不是真的有提高。
要是有提高,那就太棒啦,就像你的小宠物学会了新技能一样让人开心。
要是没有,那可能就得重新检查一下前面的步骤,是不是哪里出了小差错。
总之呢,840dsl的螺距补偿虽然有点小复杂,但只要咱细心、耐心,就像照顾小宝贝一样对待这个过程,就能让机床更好地工作,加工出超棒的零件呢。
宝子,希望你能顺利搞定螺距补偿哦。
西门子840D数控系统螺距误差补偿知识

西门子840D数控系统螺距误差补偿西门子840D数控系统不同于以前曾广泛应用的810T/M和840C等老数控系统,它并没有提供专门的双向螺距误差补偿功能,通过对840D系统中的下垂补偿功能的分析研究,找到了一种方法,成功的解决了进行双向螺距误差补偿的问题。
关键词:数控系统下垂补偿功能双向螺距误差补偿由于机床丝杠在制造、安装和调整等方面的误差,以及磨损等原因,造成机械正反向传动误差的不一致,导致零件加工精度误差不稳定。
因此也必须定期对机床坐标精度进行补偿,必要时要做双向坐标补偿,以达到坐标正反向运动误差的一致性。
一、西门子840D数控系统的补偿功能西门子840D数控系统提供了多种补偿功能,供机床精度调整时选用。
这些功能有:1、温度补偿。
2、反向间隙补偿。
3、插补补偿,分为:(1) 螺距误差和测量系统误差补偿。
(2)下垂补偿(横梁下垂和工作台倾斜的多维交叉误差补偿)。
4、动态前馈控制(又称跟随误差补偿)。
包括:速度前馈控制和扭矩前馈控制。
5、象限误差补偿(又称摩擦力补偿)。
分为:常规(静态) 象限误差补偿和神经网络(动态)象限误差补偿。
6、漂移补偿。
7、电子重量平衡补偿。
在西门子840D功能说明样本和资料中所列的众多补偿功能中,都没有指出该系统具有双向螺距误差补偿功能。
但是在下垂补偿功能描述中却指出,下垂补偿功能具有方向性。
这样,如果下垂误差补偿功能,在基准轴和补偿轴定义为同一根轴时,就可能对该轴进行双向丝杠螺距误差补偿,由此提供了一个双向螺距误差补偿的依据。
二、840D下垂补偿功能的原理1、下垂误差产生的原因:由于镗铣头的重量或镗杆自身的重量,造成相关轴的位置相对于移动部件产生倾斜,也就是说,一个轴(基准轴)由于自身的重量造成下垂,相对于另一个轴(补偿轴)的绝对位置产生了变化。
2、840D下垂补偿功能参数的分析:西门子840D数控系统的补偿功能,其补偿数据不是用机床数据描述,而是以参数变量,通过零件程序形式或通用启动文件(_INI文件) 形式来表达。
基于西门子840D数控系统的三轴加工中心几何误差补偿技术分析
基于西门子840D数控系统的三轴加工中心几何误差补偿技术分析摘要:改革开放以来,随着我国社会主义市场经济的不断发展和科学技术的不断进步,数控机床误差补偿技术在提高机床加工精度以及提升产业经济效益和社会效益等方面发挥了重要作用,因此被广泛地应用于日常的工业生产过程中,以期在降低企业产品生产误差的基础上,为企业的进一步发展奠定良好基础。
鉴于此,本文主要基于西门子840D数控系统的三轴加工中心几何误差补偿技术,科学分析数控机床误差源的同时,加快对几何误差补偿技术的研究,旨在提升企业的核心竞争力,确保其在愈演愈烈的市场环境中长期稳定地发展。
关键词:数控机床;西门子840D系统;三轴加工中心;几何误差;补偿技术1、现阶段影响数控机床误差的因素分析自一九五二年数控机床在美国麻省理工学院诞生以来,以其自动化程度高、灵活性好、精度高等优点在现代制造领域得到了广泛应用、迅速发展和普及,尤其是在近年来当下愈演愈烈的社会主义市场竞争中,数控机床成为了制造业向高精度、多品种、小批量、低成本方向发展的必然选择,更是提高企业和国家核心竞争力的关键技术,但不可否认的是,在企业产业产品的生产过程中,由于受到外界以及机械设备自身的影响,误差问题屡见不鲜,影响企业加工精度的同时,对企业的发展也造成了极为不利的影响。
因此在企业发展过程中,为有效地提高机床精度,相关工作人员一方面是通过设计和制造的途径消除或减少课程的误差源,这种精度提升方式也被称之为误差防止法,而另一方面则是通过人为地制造出一种新的误差去抵消当前成为问题的原始误差,以达到降低原有误差、提高机床精度的目的,这种精度提升方式也被称之为误差补偿法,两种方式相比,前者采取的是“软技术”,而后者采取的是“硬技术”,因此在实现方式和实现效益等方面,误差防止法不仅具有较强的可操作性、可行性,同时在经济效益方面也具有显著优势,拥有着更加广阔的应用前景。
根据相关数据调查显示,影响数控机床加工精度的误差源分类不同,所选用的补偿技术也不尽相同,一般来说,在进行数控系统的加工过程中,企业工作人员一般会将误差源分为如下几类,即:1.1按来源分类按照来源进行分类,可知影响数控机床加工精度的误差源分为了控制误差、检测误差、随机误差、力误差、热误差以及几何误差六大类,其中,所谓的控制误差主要指的是由机床控制系统性能差异所造成的误差,以此类推检测误差和随机误差分别指的是由机床检测系统性能以及外部环境等不可预见因素干扰而造成的误差,力误差和热误差分别指的是由机床自身部件受力变形、由机床内部热源和外部热源扰动而引起自身不同部位热变形所造成的机床误差,而作为最常见的几何误差,它主要指的是由机床各部件和结构的原始制造、装配误差等引起的机床误差。
西门子840D数控系统螺距误差补偿

西门子840D数控系统不同于以前曾广泛应用的810T/M和840C等老数控系统,它并没有提供专门的双向螺距误差补偿功能,通过对840D系统中的下垂补偿功能的分析研究,找到了一种方法,成功的解决了进行双向螺距误差补偿的问题。
关键词:数控系统下垂补偿功能双向螺距误差补偿由于机床丝杠在制造、安装和调整等方面的误差,以及磨损等原因,造成机械正反向传动误差的不一致,导致零件加工精度误差不稳定。
因此也必须定期对机床坐标精度进行补偿,必要时要做双向坐标补偿,以达到坐标正反向运动误差的一致性。
一、西门子840D数控系统的补偿功能西门子840D数控系统提供了多种补偿功能,供机床精度调整时选用。
这些功能有:1、温度补偿。
2、反向间隙补偿。
3、插补补偿,分为:(1) 螺距误差和测量系统误差补偿。
(2)下垂补偿(横梁下垂和工作台倾斜的多维交叉误差补偿)。
4、动态前馈控制(又称跟随误差补偿)。
包括:速度前馈控制和扭矩前馈控制。
5、象限误差补偿(又称摩擦力补偿)。
分为:常规(静态) 象限误差补偿和神经网络(动态)象限误差补偿。
6、漂移补偿。
7、电子重量平衡补偿。
在西门子840D功能说明样本和资料中所列的众多补偿功能中,都没有指出该系统具有双向螺距误差补偿功能。
但是在下垂补偿功能描述中却指出,下垂补偿功能具有方向性。
这样,如果下垂误差补偿功能,在基准轴和补偿轴定义为同一根轴时,就可能对该轴进行双向丝杠螺距误差补偿,由此提供了一个双向螺距误差补偿的依据。
二、840D下垂补偿功能的原理1、下垂误差产生的原因:由于镗铣头的重量或镗杆自身的重量,造成相关轴的位置相对于移动部件产生倾斜,也就是说,一个轴(基准轴)由于自身的重量造成下垂,相对于另一个轴(补偿轴)的绝对位置产生了变化。
2、840D下垂补偿功能参数的分析:西门子840D数控系统的补偿功能,其补偿数据不是用机床数据描述,而是以参数变量,通过零件程序形式或通用启动文件(_INI文件) 形式来表达。
西门子840D数控系统调试.
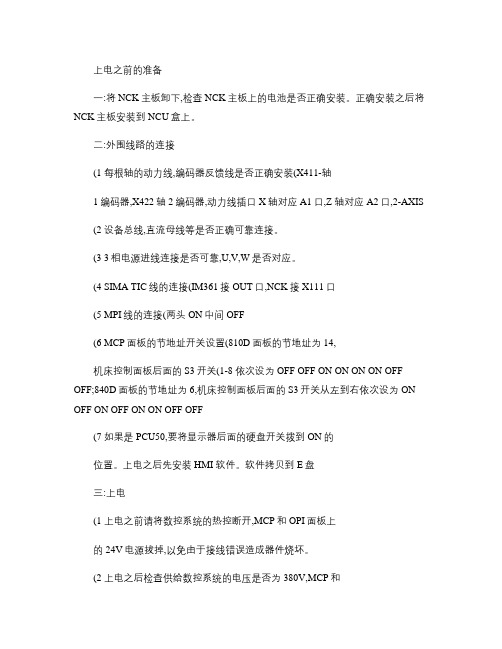
上电之前的准备一:将NCK主板卸下,检查NCK主板上的电池是否正确安装。
正确安装之后将NCK主板安装到NCU盒上。
二:外围线路的连接(1 每根轴的动力线,编码器反馈线是否正确安装(X411-轴1编码器,X422轴2编码器,动力线插口X轴对应A1口,Z 轴对应A2口,2-AXIS(2 设备总线,直流母线等是否正确可靠连接。
(3 3相电源进线连接是否可靠,U,V,W是否对应。
(4 SIMA TIC线的连接(IM361接OUT口,NCK接X111口(5 MPI线的连接(两头ON中间OFF(6 MCP面板的节地址开关设置(810D面板的节地址为14,机床控制面板后面的S3开关(1-8 依次设为OFF OFF ON ON ON ON OFF OFF;840D面板的节地址为6,机床控制面板后面的S3开关从左到右依次设为ON OFF ON OFF ON ON OFF OFF(7 如果是PCU50,要将显示器后面的硬盘开关拨到ON的位置。
上电之后先安装HMI 软件。
软件拷贝到E盘三:上电(1 上电之前请将数控系统的热控断开,MCP和OPI面板上的24V电源拔掉,以免由于接线错误造成器件烧坏。
(2 上电之后检查供给数控系统的电压是否为380V,MCP和OPI面板的电源是否为直流24V,且正负极性正确。
(3 如果2正确,断电,合上热控,MCP和OPI面板的直流电源插上,上电调试。
四:PLC,NC总清1、NC总清步骤:(1将NC启动开关S3→“1”:(2启动NC,如NC已启动,按复位按钮S1:(3待NC启动成功,七段显示器显示“6”或者“b”,将S3→“0”;这时H1(左列显示灯“+5V”显示绿灯,NC总清执行完成。
即:将S3置于1位置后,按下复位按钮S1,待七段码管显示“6”或者“b”后,将S3置于0位置。
NC总清后,SRAM内存中的内容被全部清掉,所有机器数据被预置为缺省值。
2、PLC总清步骤:(1将PLC启动开关S4→“2”;=>PS灯会亮。
840D系统补偿功能汇总

840D系统补偿功能汇总数控机床的的几何精度,定位精度一方面受到机械加工母机的精度限制,另一方面更受到机床的材料和机械安装工艺的限制,往往不能够达到设计精度要求。
而要在以上诸多方面来提高数控机床的几何精度,定位精度需要投入大量的人力物力。
在机械很难提高精度的情况下,通过数控电气补偿能够使数控机床达到设计精度。
一、反向间隙补偿机床反向间隙误差是指由于机床传动链中机械间隙的存在,机床执行件在运动过程中,从正向运动变为反向运动时,执行件的运动量与目标值存在的误差,最后反映为叠加至工件上的加工精度。
机床反向间隙是机床传动链中各传动单元的间隙综合,如电机与联轴器的间隙,齿轮箱中齿轮间隙,齿轮与齿条间隙,滚珠丝杠螺母副与机床运动部件贴合面的间隙等等。
反向间隙直接影响到数控机床的定位精度和重复定位精度。
在半闭环下,由伺服电机编码器作为位置环反馈信号。
机械间隙无法由编码器检测到,在机械调整到最佳状态下需要进行反向间隙补偿。
在全闭环下,直线轴一般采用光栅尺作为位置环反馈信号,旋转轴一般采用外接编码器或圆光栅作为位置环反馈信号。
由于是直接检测运动部件的实际位移,理论上讲全闭环下无反向间隙。
但是由于光栅尺或圆光栅本身精度的限制和安装工艺的限制等等,使得全闭环下也具有“反向间隙”,这在激光干涉仪下能很明显看出来,一般在0.01mm左右。
西门子840D数控系统反向间隙补偿的方法如下:测得反向间隙值后在轴机床数据输入反向差值,单位为mm。
MD32450 BACKLASH [0]MD32450 BACKLASH [1]其中[0]为半闭环,[1]为全闭环。
输入后按下Reset键,回参考点后补偿生效。
可以在诊断→服务显示→轴调整→绝对补偿值测量系统中看到补偿效果。
反向间隙补偿能够在较大程度上提高数控机床的定位精度、重复定位精度,但是它的值是固定的,不能适用于机床的整个行程,这就需要另一种电气补偿手段,螺距误差补偿。
两者结合能使数控机床达到较高的定位精度和重复定位精度。
840D悬垂补偿

1、下垂误差产生的原因:由于镗铣头的重量或镗杆自身的重量,造成相关轴的位置相对于移动部件产生倾斜,也就是说,一个轴(基准轴)由于自身的重量造成下垂,相对于另一个轴(补偿轴)的绝对位置产生了变化。
2、840D下垂补偿功能参数的分析:西门子840D数控系统的补偿功能,其补偿数据不是用机床数据描述,而是以参数变量,通过零件程序形式或通用启动文件(_INI文件) 形式来表达。
描述如下:(1) $AN_CEC[t,N]:插补点N的补偿值,即基准轴的每个插补点对应于补偿轴的补偿值变量参数。
(2) $AN_CEC_INPUT_AXIS[t]:定义基准轴的名称。
(3) $AN_CEC_OUTPUT_AXIS[t]:定义对应补偿值的轴名称。
(4) $AN_CEC_STEP[t]:基准轴两插补点之间的距离。
(5) $AN_CEC_MIN[t]:基准轴补偿起始位置:(6) $AN_CEC_MAX[t]: 基准轴补偿终止位置(7) $AN_CEC_DIRECTION[t]:定义基准轴补偿方向。
其中:★$AN_CEC_DIRECTION[t]=0:补偿值在基准轴的两个方向有效。
★$AN_CEC_DIRECTION[t]=1:补偿值只在基准轴的正方向有效,基准轴的负方向无补偿值。
★$AN_CEC_DIRECTION[t]=-1:补偿值只在基准轴的负方向有效,基准轴的正方向无补偿值。
(8) $AN_CEC_IS_MODULO[t]:基准轴的补偿带模功能。
(9) $AN_CEC_MULT_BY_TABLE[t]:基准轴的补偿表的相乘表。
这个功能允许任一补偿表可与另一补偿表或该表自身相乘。
3、下垂补偿功能用于螺距误差或测量系统误差补偿时的定义方法:根据840D资料的描述,机床的一个轴,在同一补偿表中,既可以定义为基准轴,又可以定义为补偿轴。
当基准轴和补偿轴同为一个轴时,可以利用下垂补偿功能对该轴进行螺距误差或测量系统误差补偿。
从补偿变量参数$AN_CEC_DIRECTION[t]的描述中可以看出,由于下垂补偿功能补偿值具有方向性,所以,下垂补偿功能在用于螺距误差或测量系统误差时,可以理解为在坐标轴两个方向上可以分别给予补偿。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
主题:回复:840D悬垂补偿,
摘要:西门子840D数控系统不同于以前曾广泛应用的810T/M和840C等老数控系统,它并没有提供专门的双向螺距误差补偿功能,通过对840D系统中的下垂补偿功能的分析研究,找到了一种方法,成功的解决了进行双向螺距误差补偿的问题。
关键词:数控系统下垂补偿功能双向螺距误差补偿
由于机床丝杠在制造、安装和调整等方面的误差,以及磨损等原因,造成机械正反向
传动误差的不一致,导致零件加工精度误差不稳定。
因此也必须定期对机床坐标精度
进行补偿,必要时要做双向坐标补偿,以达到坐标正反向运动误差的一致性。
一、西门子840D数控系统的补偿功能
西门子840D数控系统提供了多种补偿功能,供机床精度调整时选用。
这些功能
有:
1、温度补偿。
2、反向间隙补偿。
3、插补补偿,分为:
(1) 螺距误差和测量系统误差补偿。
(2)下垂补偿(横梁下垂和工作台倾斜的多维交叉误差补偿)。
4、动态前馈控制(又称跟随误差补偿)。
包括:速度前馈控制和扭矩前馈控制。
5、象限误差补偿(又称摩擦力补偿)。
分为:常规(静态) 象限误差补偿和神经网络
(动态)象限误差补偿。
6、漂移补偿。
7、电子重量平衡补偿。
在西门子840D功能说明样本和资料中所列的众多补偿功能中,都没有指出该系统
具有双向螺距误差补偿功能。
但是在下垂补偿功能描述中却指出,下垂补偿功能具有方向性。
这样,如果下垂误差补偿功能,在基准轴和补偿轴定义为同一根轴时,就可能对该轴进行双向丝杠螺距误差补偿,由此提供了一个双向螺距误差补偿的依据。
二、840D下垂补偿功能的原理
1、下垂误差产生的原因:
由于镗铣头的重量或镗杆自身的重量,造成相关轴的位置相对于移动部件产生倾
斜,也就是说,一个轴(基准轴)由于自身的重量造成下垂,相对于另一个轴(补偿轴)的绝对位置产生了变化。
2、840D下垂补偿功能参数的分析:
西门子840D数控系统的补偿功能,其补偿数据不是用机床数据描述,而是以参数
变量,通过零件程序形式或通用启动文件(_INI文件) 形式来表达。
描述如下:
(1) $AN_CEC[t,N]:插补点N的补偿值,即基准轴的每个插补点对应于补偿轴的补偿值变量参数。
(2) $AN_CEC_INPUT_AXIS[t]:定义基准轴的名称。
(3) $AN_CEC_OUTPUT_AXIS[t]:定义对应补偿值的轴名称。
(4) $AN_CEC_STEP[t]:基准轴两插补点之间的距离。
(5) $AN_CEC_MIN[t]:基准轴补偿起始位置:
(6) $AN_CEC_MAX[t]: 基准轴补偿终止位置
(7) $AN_CEC_DIRECTION[t]:定义基准轴补偿方向。
其中:
★$AN_CEC_DIRECTION[t]=0:补偿值在基准轴的两个方向有效。
★$AN_CEC_DIRECTION[t]=1:补偿值只在基准轴的正方向有效,基准轴的负方向无补偿值。
★$AN_CEC_DIRECTION[t]=-1:补偿值只在基准轴的负方向有效,基准轴的正方向无补偿值。
(8) $AN_CEC_IS_MODULO[t]:基准轴的补偿带模功能。
(9) $AN_CEC_MULT_BY_TABLE[t]:基准轴的补偿表的相乘表。
这个功能允许任一补偿表可与另一补偿表或该表自身相乘。
3、下垂补偿功能用于螺距误差或测量系统误差补偿时的定义方法:
根据840D资料的描述,机床的一个轴,在同一补偿表中,既可以定义为基准轴,
又可以定义为补偿轴。
当基准轴和补偿轴同为一个轴时,可以利用下垂补偿功能对该轴进行螺距误差或测量系统误差补偿。
从补偿变量参数$AN_CEC_DIRECTION[t]的描述中可以看出,由于下垂补偿功能补偿值具有方向性,所以,下垂补偿功能在用于螺距误差或测量系统误差时,可以理解为在坐标轴两个方向上可以分别给予补偿。
一个表
应用于补偿轴的运行正方向,另一个表应用于补偿同一轴的运行负方向。
三、840D下垂误差补偿功能几个关键机床数据的说明
1、NC 机床数据:
MD18342:补偿表的最大补偿点数,每个补偿表最大为2000插补补偿点数。
MD32710:激活补偿表。
MD32720:下垂补偿表在某点的补偿值总和的极限值,840DE(出口型)为1mm;840D(非出口型)为10mm。
2、设定机床数据:
SD41300:下垂补偿赋值表有效。
SD41310:下垂补偿赋值表的加权因子。
由于这两个数据可以通过零件程序或PLC程序修改,所以一个轴由于各种因素造成的不
同条件下的不同补偿值可通过修改这两个数据来调整补偿值。
四、应用
下垂补偿功能应用于双向螺距误差补偿,其装载步骤与840D螺距误差补偿方法一样。
例一:正向补偿文件
%_N_NC_CEC_INI
CHANDA TA(1)
$AN_CEC[0,0]=0.000
$AN_CEC[0,1]=0.000
$AN_CEC[0,2]=0.000
$AN_CEC[0,3]=0.000
$AN_CEC[0,4]=0.000
$AN_CEC[0,5]=0.000
$AN_CEC[0,6]=0.000
$AN_CEC[0,7]=0.000
……
$AN_CEC[0,57]=0.000
$AN_CEC[0,58]=0.000 以上定义补偿插补点的补偿值
$AN_CEC_INPUT_AXIS[0]=(AX1) 定义基准轴
$AN_CEC_OUTPUT_AXIS[0]=(AX1) 定义补偿轴
$AN_CEC_STEP[0]=50 定义补偿步距
$AN_CEC_MIN[0]=-1450 定义补偿起点
$AN_CEC_DIRECTION[0]=1 定义补偿方向,正向补偿生效,负向无补偿$AN_CEC_MULT_BY_TABLE[0]=0 定义补偿相乘表
$AN_CEC_IS_MODULO[0]=0 定义补偿表模功能
例二:负向补偿文件
%_N_NC_CEC_INI
CHANDA TA(1)
$AN_CEC[1,0]=0.000
$AN_CEC[1,1]=0.000
$AN_CEC[1,2]=0.000
$AN_CEC[1,3]=0.000
$AN_CEC[1,4]=0.000
$AN_CEC[1,5]=0.000
$AN_CEC[1,6]=0.000
$AN_CEC[1,7]=0.000
……
$AN_CEC[1,57]=0.000
$AN_CEC[1,58]=0.000 以上定义补偿插补点的补偿值
$AN_CEC_INPUT_AXIS[1]=(AX1) 定义基准轴
$AN_CEC_OUTPUT_AXIS[1]=(AX1) 定义补偿轴
$AN_CEC_STEP[1]=50 定义补偿步距
$AN_CEC_MIN[1]=-1450 定义补偿起点
$AN_CEC_DIRECTION[1]=-1 定义补偿方向,负向补偿生效,正向无补偿
$AN_CEC_MULT_BY_TABLE[1]=0 定义补偿相乘表
$AN_CEC_IS_MODULO[1]=0 定义补偿表模功能
我们通过对840D/810D灵活多变的补偿变量的分析研究,不仅成功的进行了双向螺距误差补偿,而且下垂补偿功能还可以应用于横梁的下垂补偿、台面的斜度补偿等方面。