TRT高炉顶压控制系统的设计与实现.doc
TRT顶压控制系统优化改造

莱钢科技2020年03月TRT顶压控制系统优化改造张燕(能源动力厂)摘要:利用T R T旁通阀的自动调节功能,在高炉顶压异常升高时,能够做到及时调节高炉顶压;并对T R T其他参数进行优化,即解决了高炉顶压升高时T R T机组的频繁跳机故障,又防止了高炉顶压升高时对T R T机组的冲击损害。
关键词:T R T旁通阀;高炉顶压;控制系统〇刖mT R T(高炉煤气余压透平发电装置),是利用高 炉出口煤气中所蕴含的压力能和热能,使透平膨胀 机作功,驱动发电机发电的一种能量回收装置,从而 达到节能、降噪、环保的目的,具有很好的经济效益 和社会效益,是目前现代国际、国内钢铁企业公认的 节能环保装置。
随着T R T发电设备的逐步推广,T R T发电因其成本低、无污染、绿色环保的性能,已成为山钢循环经济的亮点,正为山钢提供源源不断 的电力供应。
1现状分析能源动力厂股份5#、6#T R T发电装置分别投运 以来,T R T机组原控制系统与当前高炉生产系统的 兼容性问题逐渐显露出来。
主要表现为高炉炉顶压 力时常不明原因在极短的时间内(几秒)迅速升高,使T R T机组经常达到保护跳车值而导致T R T机组 频繁跳车。
据统计,因高炉顶压快速升高导致T R T 跳车达20余次,严重影响了 T R T的正常运行,给高 炉顶压带来了较大的波动,也给高炉的稳定生产带 来了较大的隐患:当T R T跳机时,T R T值班人员会 立即通知高炉,并让高炉的减压阀组处于自动状态,而此时,T R T旁通阀还处于3 m i n的自动调节状态,也就是高炉煤气从减压阀组和旁通阀同时大量流人 低压管网,必然会造成高炉炉顶压力的降低。
在这种高炉顶压瞬间升高的工况下,高炉煤气作者简介:张燕(1981 -),女,2007年7月毕业于中央广播电视大学机电一体化专业。
高级工程师,主要从事设备管理工作。
量会瞬间增大,通过T R T的煤气流量也会明显增 大,高炉煤气瞬时流量可从14万m3/h会突然增大 到25万m3/h甚至更高,T R T机组的瞬时发电量也 会明显增加,一般情况下可从2 600 k W h突然增大 到5 000 ~ 7 000 k W h。
TRT高炉顶压稳定性控制优化合理化建议方案
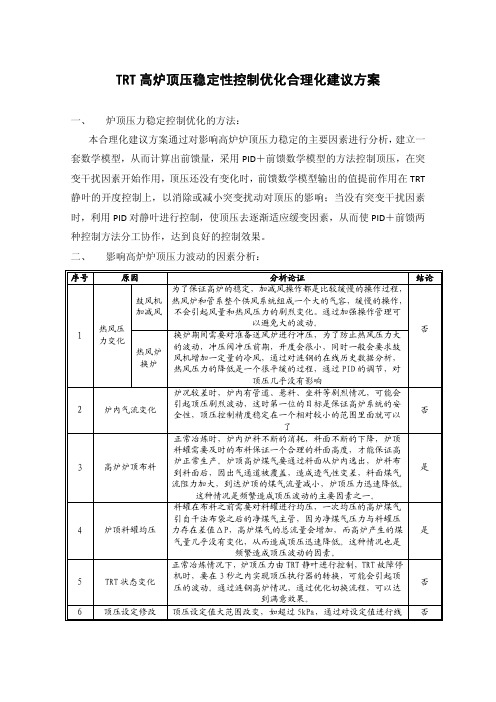
这种情况是频繁造成顶压波动的主要因素之一。 料罐在布料之前需要对料罐进行均压,一次均压的高炉煤气 引自干法布袋之后的净煤气主管,因为净煤气压力与料罐压 力存在差值ΔP,高炉煤气的总流量会增加,而高炉产生的煤 气量几乎没有变化,从而造成顶压迅速降低。这种情况也是
频繁造成顶压波动的因素。 正常冶炼情况下,炉顶压力由 TRT 静叶进行控制,TRT 故障停 机时,要在 3 秒之内实现顶压执行器的转换,可能会引起顶 压的波动。通过涟钢高炉情况,通过优化切换流程,可以达
到满意效果。
顶压设定值大范围改变,如超过 5kPa,通过对设定值进行线
结论 否
否 是 是 否 否
序号
(4)
其中 Kf 为流量系数,根据不同的高炉情况进行现场调整。
根据式(4),如果 Pk≤0.5Pc,进入柱塞流后的流量值为:
ΔFk =Kf√(0.5Pc)
(5)
根据上面的分析可知,均压前馈的值可以分成两段:在 Pk≤0.5Pc 时,前馈值 采用式(5)计算,该段的前馈值为一定值;均压一段时间后,当 Pk≤0.5Pc 时, 前馈值采用式(4)计算。
大,ΔFx 也却大;如果在最大料流 Fms 下,某一个档位测得的流量减小值为ΔFx,
则在料流值为 Fm 时,ΔFx 的系数为 Fm/Fms。
要提高冶炼强度,提高产量,就要增加冷风流量 Fa,高炉料面的煤气流量也会
增加,布料后对料面气流的阻力同样会加大,ΔFx 增大;如果在最大冷风流量 Fas
高炉炉顶TRT发电控制分析
高炉炉顶TRT发电控制分析摘要:随着炼铁行业的产能饱和,利润率的降低,炼铁工艺的节能降耗是实现降低成本的关键。
有效利用高炉炉顶的煤气压力,在不影响高炉生产的情况下,回收高压阀组消耗的能量,带动发电机发电,提高生产效率。
应用TRT发电,可以有效节能降耗,降低高压阀组的噪声污染,带来可观的经济效益。
关键词:高炉顶压;TRT;控制1引言所谓“TRT”,是国际上对这种节能装置的简称,其英文全称为“ToppressureRecoveryTurbineunit”,中文译为炉顶(余)压回收透平,一般更确切的称之为高炉煤气余压回收透平发电机组。
TRT是利用高炉炉顶煤气中的压力能及热能经透平膨胀做功来驱动发电机发电,再通过发电机将机械能变成电能输送给电网,可以回收高炉鼓风能量的30%左右。
TRT装置所发出的电量与高炉煤气的压力和流量有关,一般吨铁发电量为30千瓦时~40千瓦时。
高炉煤气采用干法除尘可以使发电量提高36%,且温度每升高10℃,会使透平机出力提高10%,进而使TRT装置最高发电量可达54千瓦时/吨铁。
该装置的特点是:不消耗任何燃料,是消除噪音污染,无公害的最经济的发电设备,可以代替减压阀组调节稳定炉顶压。
2TRT自动控制2.1工艺流程TRT装置在工艺中的流程一般是:高炉产生的煤气经过重力除尘器、塔文系统/双文系统/比肖夫系统,进入TRT装置,TRT与减压阀组是并联设置。
高压的高炉煤气经过TRT的入口蝶阀、入口插板阀、(调速阀)、快切阀,进入透平机膨胀作功,带动发电机发电,自透平出来的低压煤气,进入低压煤气系统。
发电机的出线断路器接在10kv系统母线上,经变电所与电网相连,当TRT运行,高炉正常时,发电机向电网送电,当高炉短期休风时,TRT不解列停机,作电动运行,从电网吸收电能。
在入口插板阀之后、出口插板阀之前,与TRT并联的地方,有一旁通管及快开慢关旁通阀(简称旁通快开阀),作为TRT紧急停机时TRT 与减压阀之间的平稳过渡之用,以确保高炉炉顶压力不产生大的波动,从TRT 和减压阀组出来的低压煤气再送到高炉煤气柜和用户。
高炉TRT自动控制系统
高炉TRT自动控制系统(1 前言在对高炉TRT装置的控制中,有两点与安全生产直接相关的最重要的因素,一是并入电网前对转速的稳定控制,一是充分保证高炉炉顶压力的稳定。
本文介绍的高炉TRT控制系统在设计中综合考虑了TRT运行过程中可能出现的不稳定因素,并结合控制系统的特点使用了一些独特的控制功能,来满足装置安全、高效运行的要求。
通过武钢2#TRT装置的实际使用说明,整套系统的控制和设计达到了令人满意的效果,对充分发挥机组的能量回收能力和保证安全生产、提高经济效益起到了很好的促进作用。
该机组主要装置透平膨胀机由陕西鼓风机厂生产,机组装机容量为6000kW,控制系统采用Honeywell公司的Plantscape混合型控制系统。
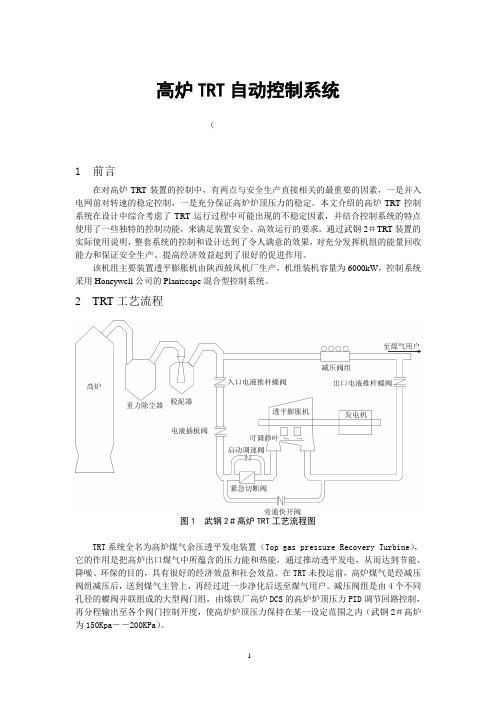
2 TRT工艺流程图1 武钢2#高炉TRT工艺流程图TRT系统全名为高炉煤气余压透平发电装置(Top gas pressure Recovery Turbine),它的作用是把高炉出口煤气中所蕴含的压力能和热能,通过推动透平发电,从而达到节能、降噪、环保的目的,具有很好的经济效益和社会效益。
在TRT未投运前,高炉煤气是经减压阀组减压后,送到煤气主管上,再经过进一步净化后送至煤气用户。
减压阀组是由4个不同孔径的蝶阀并联组成的大型阀门组,由炼铁厂高炉DCS的高炉炉顶压力PID调节回路控制,再分程输出至各个阀门控制开度,使高炉炉顶压力保持在某一设定范围之内(武钢2#高炉为150Kpa――200KPa)。
TRT投运后,高炉煤气的一部分或全部经过透平膨胀做功,推动发电机发电,回收煤气中的压力能。
当高炉煤气全部流经TRT推动透平发电,减压阀组完全关闭时,称为全功率发电状态,其发电功率为3-4KKW,具有相当可观的经济效益。
但燃气运行车间的生产应以绝对保证高炉生产为前提,绝不能为了多发一些电而造炉顶压力的过大波动。
与高炉风机控制有一点不同之处,TRT的紧急停机(在停机后各阀门正常动作的前提下)不会对高炉造成太大影响,因此为了保护机组,TRT的联锁停机条件比风机更多一些(轴振动、轴温、轴位移、发配电电气系统故障、油系统压力低等都参与联停)。
TRT与高炉顶压的调节控制

TRT与高炉顶压的调节控制韶钢7号高炉于2005年8月18日建成投产,投产已达13年多,有效容积2500m3,采用BG型串罐式无料钟炉顶、干式布袋除尘、配套使用干式TRT机组。
投产以来不断的摸索出在TRT使用过程中炉顶压力的调节方法。
通过TRT调节,可以准确稳定高炉顶压,使高炉煤气流更加稳定,并且回收了原来浪费在减压阀组上的能量节约能耗,为企业带来巨大的经济效益。
2. 顶压控制系统结构特点2.1 7号高炉的顶压控制设备由传统的调压阀组和TRT组成。
调压阀组由3个Φ900mm和一个Φ600mm的碟阀组成,其中有两个Φ900mm为液压快开阀,其余两个是电动调节阀(四个阀门编号为A电动Φ900mm、B电动600mm、C液压Φ900mm、D液压600mm)。
调压阀组分别有伺服阀、旁通阀可以控制调压阀组的开度。
TRT机组是通过管道并联在调压阀组上的。
高炉煤气处理系统如图13. TRT在运行时高炉顶压的控制7号高炉TRT机组的使用前提是顶压高于100KPa。
生产时,当顶压高于100KPa,煤气温度上升到100℃后TRT机组投入使用,调压阀组所有阀门全关,根据设备状况选择调压阀组的快开C阀或D阀是与TRT控制系统连锁,TRT机组通过机组内的静叶根据实际顶压值自动计算跟踪,调整静叶角度来达到高炉顶压设定值。
正常生产时,操作者只需根据炉况所需直接设定顶压值,但每次设定值的改变幅度根据目前的设备运行状况必须小于3KPa,防止静叶跟踪幅度过大,造成顶压值波动。
3.1 TRT在开机过程对顶压的控制高炉复风引煤气后,调压阀组内阀门为全开,此时煤气全部由调压阀组管道通过。
煤气顶压上升到100KPa,煤气温度上身到100℃后,通知TRT可以暖机。
TRT固定静叶开度,对机组进口DN2000电动蝶阀设定固定开度(一般为5%),使小股煤气流通过TRT机组进行暖机(此过程一般需30-40分钟)。
高炉可以根据实际需要,通过调压阀组的四个阀门来调节来达到所需顶压值,暖机完成后,TRT会通过开大阀门,加大通过TRT机组内的煤气流量,使动叶转速加快,需及时关小调压阀组阀门,防止顶压下降速度过快。
TRT装置高炉顶压控制系统研究与设计的开题报告
TRT装置高炉顶压控制系统研究与设计的开题报告一、研究背景与意义高炉顶压控制系统是TRT(Top Pressure Recovery Turbine)装置的重要组成部分,其主要功能是调节高炉顶部的压力,以保证高炉正常运行。
目前,国内外已经有许多关于高炉顶压控制系统的研究,但由于TRT装置的特殊性质,其控制系统需要更高的精度和稳定性。
因此,对于TRT装置高炉顶压控制系统的研究和设计具有重要的现实意义。
二、研究内容1. TRT装置的基本原理和工作机理2. 研究现有高炉顶压控制系统的优缺点,分析TRT装置高炉顶压控制系统的需求和特点3. 设计TRT装置高炉顶压控制系统的硬件和软件4. 进行实验验证和性能测试,对比分析不同策略的控制效果5. 针对实验和测试结果进行优化和改进三、研究方法和技术路线1. 文献综述和研究现状调研2. TRT装置高炉顶压控制系统的硬件设计和软件编程3. 对比分析TRT装置高炉顶压控制系统的效果,并进行实验验证和性能测试4. 结合实验和测试结果进行优化和改进四、预期成果1. 建立高炉顶压控制系统的数学模型2. 设计TRT装置高炉顶压控制系统的硬件和软件,并完成实现3. 进行实验验证和性能测试,并对比分析不同策略的控制效果4. 针对实验和测试结果进行优化和改进五、研究难点和挑战1. TRT装置高炉顶压控制系统的精度和稳定性要求高2. 要对TRT装置的特性和高炉运行状态进行充分分析和研究3. 综合考虑硬件和软件的设计和实现4. 需要深入了解控制系统理论和方法六、研究进度计划1. 第一阶段(1-2个月):文献综述和现有系统分析2. 第二阶段(3-4个月):控制系统的硬件设计和软件编程3. 第三阶段(5-6个月):实验验证和性能测试4. 第四阶段(7-8个月):系统优化和改进七、研究经费和资源本研究计划所需经费和资源包括:实验设备和材料,人员费用,出差费用等。
预计总经费约为10万元。
八、研究成果的应用价值和意义TRT装置高炉顶压控制系统的研究和设计,对于提高高炉工作效率和节能减排具有重要的应用价值和意义。
trt发电原理

TRT发电自动控制系统的研究与应用发布时间:2008年9月18日 13:54TRT———(BlastFurnaceTopGasRecoveryTurbineUnit,以下简称TRT)高炉煤气余压透平发电装置,是利用高炉冶炼的副产品———高炉炉顶煤气具有的压力能及热能,使煤气通过透平膨胀机做功,将其转化为机械能,驱动发电机或其他装置发电的一种二次能源回收装置。
该装置既回收减压阀组泄放的能量,又净化煤气、降低噪音、稳定炉顶压力,改善高炉生产的条件,不产生任何污染,可实现无公害发电,是现代国际、国内钢铁企业公认的节能环保装置。
工艺过程介绍高炉产生的煤气经重力除尘、净化除尘后,压力为140kPa左右,温度低于200℃。
含尘量小于10mg/Nm3的带一定能量的煤气,经过TRT的进口蝶阀、启动阀、全封闭液压入口插板阀、紧急切断阀和可调静叶进入透平膨胀做功,透平带动发电机发电。
膨胀后的煤气经过全封闭液压出口插板阀,送到减压阀组后的煤气主管道上。
这样,TRT与减压阀组就形成并联关系,实现对高炉顶压的控制。
在入口插板阀之后、出口插板阀之前,与TRT并联的地方,有一旁通管及快开慢关旁通阀(简称旁通快开阀),作为TRT紧急停机时TRT 与减压阀之间的平稳过渡之用,以确保高炉炉顶压力不产生大的波动,从TRT和减压阀组出来的低压煤气再送到高炉煤气柜和用户。
TRT的运行工况有启动、正常运行、电动运行、正常停机、紧急停机,能量回收方式分为部分回收方式、平均回收方式和全部回收方式,操作方式分为手动、自动(半自动)、全自动(图一)。
TRT的计算机控制系统莱钢1号、2号1880m3高炉煤气TRT发电自动化控制系统PLC(可编程序控制利器),选用某公司QUANTUM系列可编程控制器。
该系统将所有模拟量信号和电气专业的联锁及控制信号全部纳入其中,实现了自动化仪表、电气及计算机的一体化控制,方便了维护,提高了系统的可靠性。
1.硬件配置莱钢1号、2号1880m3高炉煤气TRT发电机组、主机架和远程I/O机架都选用16槽结构,CPU选用140CPU5314模块。
基于FPGA的高炉TRT顶压控制系统的研究与设计

Ab ta t sr c :Ai d a h r w a k o a i o a l s f r a e T T tp p e s r o t ls se p t o w r i d o e in me tte d a b c ft d t n lb a t u n c R o r s u e c n r y t m. u r a d a k n fd sg r i o f me h d o e s se b s d o P t o ft y t m a e n F GA , s s E 2 5 F GA a h  ̄e h p a d a o t e ie d ls t e l e h i u e P C3 P t e ma rc i n d p s t d a o mo u e o ra i t s h f z a a t e f zy P D c n r li h l s f r a e tp p e s r o to y tm.h x e me t l e u t s o t a h r p s d d p i u z I o to n t e ba t u n c r su e c n rls s v o e T e e p r n a s l h w h tt e p o o e i r s meh d c b ma et es s m o to f c g i c n l r v . t o a k y t c n r l e t in f a t i o e h e e s i y mp Ke r s l t u a e T y wo d :b a r c RT; F GA;mo u aia in;f zy a a t e P D s fn P d lr t z o u z d pi I v
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
TRT高炉顶压控制系统的设计与实现
压差透平发电是利用高炉炼铁过程中产生的高压煤气推动透平机转动,从而驱动发电机发电的一项先进节能技术。
它在创造可观经济效益的同时,对控制高炉顶部煤气压力也有很好的效果。
本文以首钢京唐1#5500立方米高炉配备的
36MW BlastFurnaceTop pressure Recovery Turbine Unit(TRT)系统为研究对象。
结合现场设备现状、工艺要求和运行过程中存在的高炉顶压波动大、系统响应慢等问题,研究采用模糊自适应PID技术,在原有软硬件的基础上优化系统控制方法,实现TRT系统对高炉顶压的稳定调节。
本文研究的主要内容如下:(1)研究TRT系统中的主要工艺设备的构成,以及系统运行中各个阶段对高炉顶压影响作用,提出了本系统运行的控制策略。
(2)根据高炉炼铁各个工艺环节的特点、工况,对煤气压力、流量等特性进行分析研究,得到高炉顶压控制系统的数学模型,然后使用数学分析工具对该模型进行辨识验证。
(3)在模糊控制理论的基础上,结合TRT现场运行经验,研究顶压控制系统模糊自适应PID算法;设计TRT顶压控制器;并通过Matlab仿真结果表明:系统在扰动情况下,超调量降低约35%,稳态误差几乎为0,从而验证了该控制器有较好的控制性能。
(4)根据TRT生产工艺的要求和现场设备的装配现状,基于三菱Q系列PLC控制系统平台,设计了 TRT高炉顶压控制硬件架构和软件程序,并开发出友好的人机监控界面。
本文对原控制系统的设计与优化实现了首钢京唐1#高炉顶压的稳定控制。
解决了原传统PID系统控制下,高炉顶压出现的波动大、动态性能不佳的问题。
本系统投入试验后,运行取得了较好的控制效果。
炉顶压力控制精度提高到±3 kPa,高炉炼铁效率也随之提高,高炉煤气中CO的含量有所降低,顶压控制精
度和效果均达到了项目±3 kPa预定的目标。