装配作业指导书表格
关于开口销装配及指导
关于开口销装配作业指导书
1、范围
适用于使用开口销固定带孔圆柱销或带槽螺母等的装配操作。
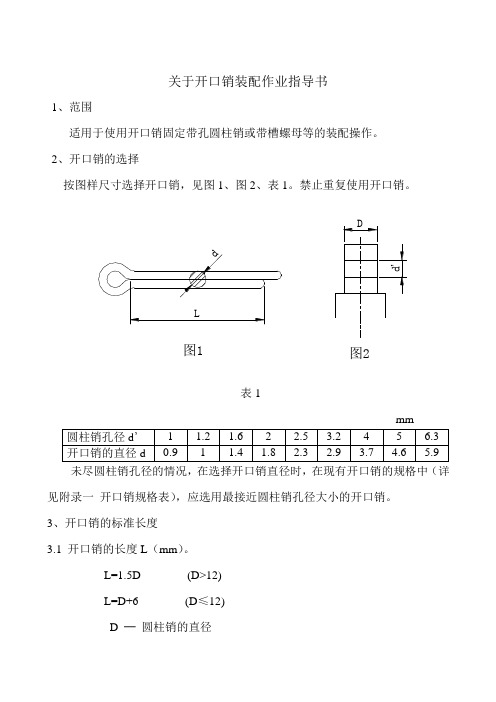
2、开口销的选择
按图样尺寸选择开口销,见图1、图2、表1。
禁止重复使用开口销。
表1
见附录一开口销规格表),应选用最接近圆柱销孔径大小的开口销。
3、开口销的标准长度
3.1 开口销的长度L(mm)。
L=1.5D (D>12)
L=D+6 (D≤12)
D ─圆柱销的直径
3.2 应使用剪切钳剪断开口销。
3.3 被剪断部位必须清理干净,切勿残留在装置内。
4、开口销安装校正方法
开口销安装校正方法见图3。
注意:禁止使用钳子的齿刃部夹开口销,见图3(b)。
5、开口销的装配,开口方法
5.1 用手或钳子将开口销插入圆柱销内,不能用榔头将开口销打进去。
5.2 用螺丝刀将开口销掰开。
5.3 掰开开口销的角度,原则上为60°,见图4。
若与工件相碰时,可将开口销按图5卷起来。
5.4 开口销在打开时,注意使分开的部分平直、对称,如图4。
不允许长短不齐(图6a)、带R形(图6b)和上下空档(图6c)。
5.5
拧卷几圈。
但与周围有妨碍或绝缘距离不够时要将开口销卷起来见图8。
5.6 开口销插入圆柱销必须方向一致,不能方向相反,见图9。
附录一开口销规格表。
机械行业装配作业指导书实用模板

三头电脑雕刻机 装配工序卡片产品型号 零件代号 零件名称 图纸编号三头雕刻机机架齿条导轨主要零部件(如左图)序号 名称 图号 规格 数量 备注 1导轨20 长度3000 2 1 导轨20 长度3000 2 1 导轨20 长度3000 2 1 导轨20 长度3000 2 1 导轨20 长度3000 2 1 导轨20 长度3000 2 1 导轨20 长度3000 2 1 导轨20 长度3000 2 装配内容及要求 1 导轨20 长度3000 2 一、装配导轨1导轨20长度300021、根据Ⅰ图安装尺寸将工件放置好,用大力钳将下图A 处跟机架夹住,在第一个孔 主要使用工具 工具实物图位置处用φ4.2钻一个孔后用M5丝锥钻一个丝孔,然后用M5X25内六角固定住。
1 手电钻 2把1、根据Ⅰ图安装尺寸将工件放置好,用大力钳将下图A 处跟机架夹住,在第一个孔 2 大力钳 2把 1、根据Ⅰ图安装尺寸将工件放置好,用大力钳将下图A 处跟机架夹住,在第一个孔 3内六角扳手M5 2把 1、根据Ⅰ图安装尺寸将工件放置好,用大力钳将下图A 处跟机架夹住,在第一个孔 内六角扳手M6 2把 1、根据Ⅰ图安装尺寸将工件放置好,用大力钳将下图A 处跟机架夹住,在第一个孔 4 钻头φ62个 1、根据Ⅰ图安装尺寸将工件放置好,用大力钳将下图A 处跟机架夹住,在第一个孔 钻头φ5.23个 1、根据Ⅰ图安装尺寸将工件放置好,用大力钳将下图A 处跟机架夹住,在第一个孔 钻头φ4.2 3个 1、根据Ⅰ图安装尺寸将工件放置好,用大力钳将下图A 处跟机架夹住,在第一个孔 5M5丝锥 2个 1、根据Ⅰ图安装尺寸将工件放置好,用大力钳将下图A 处跟机架夹住,在第一个孔 M6丝锥 2个 1、根据Ⅰ图安装尺寸将工件放置好,用大力钳将下图A 处跟机架夹住,在第一个孔 6 丝锥扳手 2个 1、根据Ⅰ图安装尺寸将工件放置好,用大力钳将下图A 处跟机架夹住,在第一个孔 1、根据Ⅰ图安装尺寸将工件放置好,用大力钳将下图A 处跟机架夹住,在第一个孔 1、根据Ⅰ图安装尺寸将工件放置好,用大力钳将下图A 处跟机架夹住,在第一个孔 1、根据Ⅰ图安装尺寸将工件放置好,用大力钳将下图A 处跟机架夹住,在第一个孔51621 234561、根据Ⅰ图安装尺寸将工件放置好,用大力钳将下图A 处跟机架夹住,在第一个孔 1、根据Ⅰ图安装尺寸将工件放置好,用大力钳将下图A 处跟机架夹住,在第一个孔 1、根据Ⅰ图安装尺寸将工件放置好,用大力钳将下图A 处跟机架夹住,在第一个孔 1、根据Ⅰ图安装尺寸将工件放置好,用大力钳将下图A 处跟机架夹住,在第一个孔 1、根据Ⅰ图安装尺寸将工件放置好,用大力钳将下图A 处跟机架夹住,在第一个孔名称 签字 时间 名称 签字 时间 名称 签字时间公司名称有限责任公司工艺 校对 复核 审核批准日期ABⅢⅡ ⅠC第一齿条ⅣⅤⅥ。
装配作业指导书(全)
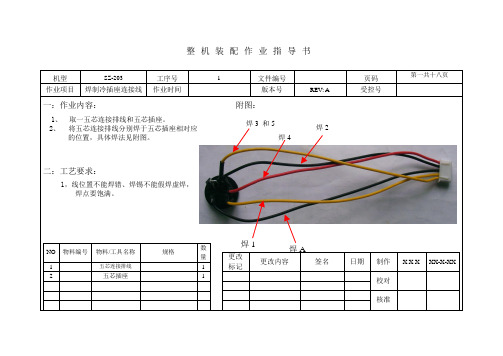
整机装配作业指导书机型SZ-203 工序号 1 文件编号页码第一共十八页作业项目焊制冷插座连接线作业时间版本号REV: A 受控号一:作业内容:附图:1、取一五芯连接排线和五芯插座。
2、将五芯连接排线分别焊于五芯插座相对应的位置,具体焊法见附图。
二:工艺要求:1,线位置不能焊错、焊锡不能假焊虚焊,焊点要饱满。
NO 物料编号物料/工具名称规格数量1 五芯连接排线 12 五芯插座 1 更改标记更改内容签名日期制作X X X XX-X-XX校对核准焊3 和5焊4焊2焊1焊A整机装配作业指导书机型 SZ-203工序号 2 文件编号 页码 第二共十八页 作业项目装配制冷头作业时间版本号REV: A受控号一:作业内容: 附图:1、取一制冷钢头检查有无划伤,划痕,瑕疵等 其它不良,将不良品挑出。
再将OK 钢头套上橡胶圈后,把探头连接件装入制冷钢头内压紧,连接件螺丝孔要对齐钢头螺丝孔。
2、取一制冷片在其正反两面均匀地涂上薄薄一层散热膏,然后将制冷片有字面朝上平整地放入加工好的制冷钢头内压平, 放入制冷片时要注意方向(连接件槽口对准自己,制冷片线在槽 口在左边与其成90度方向)。
3、检查本工位作业内容、良好则投入下一工位。
二:工艺要求:1、制冷片要装平,要紧贴钢头面。
2、制冷片方向不能装错。
更改 标记 更改内容签名 日期 制作 X X XXX-X-XX 校对 核准NO 物料编号 物料/工具名称 规格数量 1 制冷钢头 1 2 制冷片1 3 橡胶圈 1 4 探头连接件1凹槽整机装配作业指导书机型 SZ-203工序号 3 文件编号 页码 第三共十八页 作业项目装配制冷头作业时间版本号REV: A受控号一:作业内容: 附图:1、取一上工位加工好的制冷头检查有无装错,取制冷散热片把表面 的污物抹干,并在其表面均匀地涂上薄薄一层散热膏,然后将制冷 片线穿过散热片圆孔平整地装入钢头内压紧,装入时散热片槽口要 与连接件槽口对齐,散热片上的螺丝孔与连接件上的螺丝孔对齐。
装配工艺作业指导书

图示 Figures
N N N N Y
2 1 N
N
10.20 将装好轴承(件31)外圈的齿轴车轮端轴承座(件5)小心地装入齿轴 注意 确保轴承(件31)的滚子能够自由地穿过其内圈
3
4
将QJ215轴承(件32)内半圈加热至100~120℃
滚珠滚道向上装至齿轴(件2)并压平,待冷却后检测贴合面间隙,要求0.02mm塞尺不得 塞进(见图5) 待冷却后,将QJ轴承215(件32)外圈,装至齿轴(件2),有销槽端一面朝上
N
N
N
齿轮箱 Gearbox
产品图号 Drawing No.
RN0009-ASD-00
RN0009-PS-ASM-001
上海12号线齿轮箱组装作业指导书 ShangHai Line 12 Gearbox Assembly
Instruction
图示 Figures
1
20.40 不安装O型圈(件34)
编制/PRED
殷其岳
2011.08.29 会签/C.SIGN
00
00
校对/CHKD
卢道娟
2011.08.29
标准化/STD
史鹤鸣
2011.08.29
审核/REVD
00
2011.08.29
批准/APPD
00
2011.08.29
SDB-ENG-2011-003
组装作业指导书 Assembly Instruction
SDB-ENG-2011-003
组装作业指导书 Assembly Instruction
工序号 OP No.
10
工序名称 OP Name
输入轴装配
装配作业指导书(精典)

产品装配作业指导书 工位内容:装上转动支架至支架底座料号 总人数 13 版次 v.0 标准工时(S/PCS) 15 文件编号 YL-ZB —YD —604A产品名称XXXXXX工位人数1工位号1标准产量(PCS/H )200工位名称装配1、使用材料4、操作说明:7、图示配件名称 物料编码单件用量1、准备好上转动支架、螺丝、支架底座于工位前(图1、2、3);2、自检各装配部件有无不良品质项,将挑出的不良部件分开放于指定位置;3、左手拿取支架底座放台面,右手拿取上转动支架与支架底座所示装配孔位对齐(图4);4、左手取M5螺丝放上转动支架螺丝孔位,右手拿电批将螺丝锁紧(图5);5、装好的组件如图6所示,自检装配好半成品,并摆放在托盘内流入下工序装配;上转动支架 1 螺丝M5*5.5BB 1 支架底座12、操作前准备1、领取作业指导书/图纸/样件作参照确认生产物料及生产工具;2、 按照作业指导书排拉,并调试好所有设备和夹/治具;3、 生产前确认首件,并了解产品工序工艺相关操作方法和品质要求;5、技术要求1、螺母需拧紧且不滑牙及损坏螺纹;2、锁螺丝时注意不能弄花支架底板及转动支架;3、使用工具3.1 电批/十字螺丝刀 6、注意事项3。
2 1、不良品必须单独摆放并做好标示待管理人员统一处理; 2、保持台面整洁,注意工作区域5S ; 3、调整电批扭力3。
0±0。
5 Kgf ;3.3 3.41 5 234465产品装配作业指导书 工位内容:装下转动支架至支架固定座料号 总人数 13 版次 v 。
0 标准工时(S/PCS ) 15 文件编号 YL —ZB —YD —604A产品名称XXXXXX 工位人数1工位号2标准产量(PCS/H)200工位名称装配1、使用材料4、操作说明:7、图示配件名称 物料编码单件用量1、准备好吸板固定座、吸板固定介子、下转动支架、螺丝M5*10KB 于工位前(图1);2、自检装配部件有无不良品质项,将挑出的不良部件分开放于指定位置;3、左手拿取M5螺丝,右手拿取吸板固定座,将螺丝从吸板固定座中间孔位穿过(图2),用左手中指抵住螺丝(图3),右手拿取吸板固定介子装入(图4图5)4、右手拿取下转动支架,如图6所示与螺丝对齐旋入至紧固;5、装好的组件如图7所示,自检装配好半成品,并摆放在托盘内流入下工序装配;吸板固定座 1 吸板固定介子 1 下转动支架 1 螺丝M5*10KB1 2、操作前准备1、领取作业指导书/图纸/样件作参照确认生产物料及生产工具;2、按照作业指导书排拉,并调试好所有设备和夹/治具;3、生产前确认首件,并了解产品工序工艺相关操作方法和品质要求;5、技术要求1、 吸板固定座装配时要注意方向;2、 旋入下转动支架时要紧固;3、使用工具3.1 6、注意事项3.2 1、不良品必须单独摆放并做好标示待管理人员统一处理; 2、保持台面整洁,注意工作区域5S;3。
装配作业指导书-范本
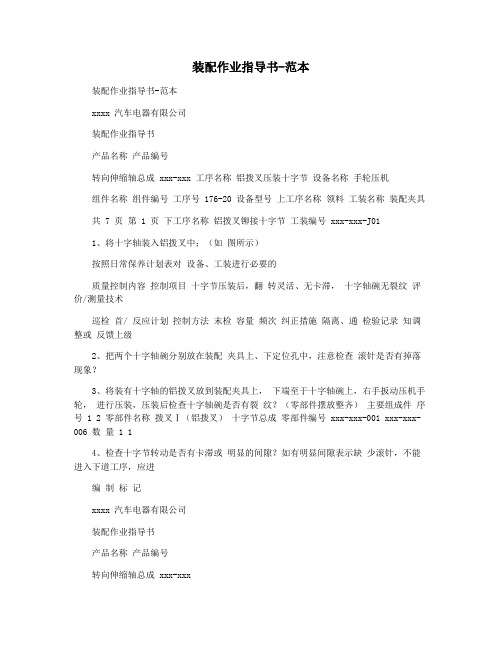
装配作业指导书-范本装配作业指导书-范本xxxx 汽车电器有限公司装配作业指导书产品名称产品编号转向伸缩轴总成 xxx-xxx 工序名称铝拨叉压装十字节设备名称手轮压机组件名称组件编号工序号 176-20 设备型号上工序名称领料工装名称装配夹具共 7 页第 1 页下工序名称铝拨叉铆接十字节工装编号 xxx-xxx-J011、将十字轴装入铝拨叉中;(如图所示)按照日常保养计划表对设备、工装进行必要的质量控制内容控制项目十字节压装后,翻转灵活、无卡滞,十字轴碗无裂纹评价/测量技术巡检首/ 反应计划控制方法末检容量频次纠正措施隔离、通检验记录知调整或反馈上级2、把两个十字轴碗分别放在装配夹具上、下定位孔中,注意检查滚针是否有掉落现象?3、将装有十字轴的铝拨叉放到装配夹具上,下端至于十字轴碗上,右手扳动压机手轮,进行压装,压装后检查十字轴碗是否有裂纹?(零部件摆放整齐)主要组成件序号 1 2 零部件名称拨叉Ⅰ(铝拨叉)十字节总成零部件编号 xxx-xxx-001 xxx-xxx-006 数量 1 14、检查十字节转动是否有卡滞或明显的间隙?如有明显间隙表示缺少滚针,不能进入下道工序,应进编制标记xxxx 汽车电器有限公司装配作业指导书产品名称产品编号转向伸缩轴总成 xxx-xxx组件名称组件编号上工序名称铝拨叉压装十字节工装名称铆接夹具自检共 7 页第 2 页下工序名称拨叉Ⅱ装十字节工装编号 xxx-xxx-J02切勿把手伸入铆接区域!工序名称工序号 1、开启设备电源,启动油泵,选用点动调试铝拨叉铆接十字节176-30 夹具,调整铆接夹具的设备名称设备型号位置及铆接行程,将铆液压冲压机CY4105 接时间设定在1-2s之间,调整好后将点动切换到质量控制内容特性循环(如图所示);分类控制项目评价/测量技术 2、将上工序装配好的组件放到铆接夹具上,十字节铆接后,十用快速压紧装置将零件字轴碗无裂纹,十压到位,右手按下压制字节翻转灵活,铝目测、手感开关进行铆接(铆压时拨叉无明显铆接变左手应紧紧推住手柄),形铆接后调换另一面进行铆接,两面铆接后取下铆点尺寸:游标卡尺放入周转箱(零部件摆φ18.5 R规放整齐)。
装配作业指导书(全)

整机装配作业指导书文件编号页码第一共十八页机型SZ-203 工序号 1焊制冷插座连接作业时间版本号REV: A受控号作业项目线一:作业内容:附图:1、取一五芯连接排线和五芯插座。
2、将五芯连接排线分别焊于五芯插座相对应的位置,具体焊法见附图。
二:工艺要求:1,线位置不能焊错、焊锡不能假焊虚焊,焊点要饱满。
整机装配作业指导书机型SZ-203工序号2文件编号页码第二共十八页作业项目装配制冷头作业时间版本号REV: A受控号一:作业内容:附图:1、取一制冷钢头检查有无划伤,划痕,瑕疵等其它不良,将不良品挑出。
再将OK钢头套上橡胶圈后,把探头连接件装入制冷钢头内压紧,连接件螺丝孔要对齐钢头螺丝孔。
2、取一制冷片在其正反两面均匀地涂上薄薄一层散热膏,然后将制冷片有字面朝上平整地放入加工好的制冷钢头内压平,放入制冷片时要注意方向(连接件槽口对准自己,制冷片线在槽口在左边与其成90度方向)。
3、检查本工位作业内容、良好则投入下一工位。
二:工艺要求:整机装配作业指导书机型SZ-203工序号3文件编号页码第三共十八页作业项目装配制冷头作业时间版本号REV: A受控号一:作业内容:附图:1、取一上工位加工好的制冷头检查有无装错,取制冷散热片把表面的污物抹干,并在其表面均匀地涂上薄薄一层散热膏,然后将制冷片线穿过散热片圆孔平整地装入钢头内压紧,装入时散热片槽口要与连接件槽口对齐,散热片上的螺丝孔与连接件上的螺丝孔对齐。
2、用四颗PBΦ2.0mm×6mm的螺丝将其固定。
槽口对齐二:工艺要求:1、散热片方向不能装错。
2、螺丝要打紧到位。
、不能滑牙。
整机装配作业指导书机型SZ-203工序号4文件编号页码第四共十八页作业项目装配制冷头作业时间版本号REV: A受控号一:作业内容:附图:1、取一上工位加工好的制冷头检查有无装错,然后将风扇固定板有弧形边朝右置于散热片上,有螺丝沉孔面朝上。
注:放置时散热片槽口对着自己。
装配作业指导书(全)

装配作业指导书(全)整机装配作业指导书机型作业项目SZ-203 第一共十八页工序号作业时间 1 文件编号版本号REV: A 页码受控号焊制冷插座连接线一:作业内容:1、取一五芯连接排线和五芯插座。
2、将五芯连接排线分别焊于五芯插座相对应的位置,具体焊法见附图。
附图:焊3 和5 焊4 焊2 二:工艺要求:1,线位置不能焊错、焊锡不能假焊虚焊,焊点要饱满。
NO 物料编号 1 2物料/工具名称五芯连接排线规格数量1 1焊1 更改标记焊A 更改内容签名日期制作校对核准X X X XX-X-XX 五芯插座整机装配作业指导书机型作业项目SZ-203 第二共十八页工序号作业时间 2 文件编号版本号REV: A 页码受控号装配制冷头一:作业内容:附图:1、取一制冷钢头检查有无划伤,划痕,瑕疵等其它不良,将不良品挑出。
再将OK钢头套上橡胶圈后,把探头连接件装入制冷钢头内压紧,连接件螺丝孔要对齐钢头螺丝孔。
2、取一制冷片在其正反两面均匀地涂上薄薄一层散热膏,然后将制冷片有字面朝上平整地放入加工好的制冷钢头内压平,放入制冷片时要注意方向。
3、检查本工位作业内容、良好则投入下一工位。
二:工艺要求:1、制冷片要装平,要紧贴钢头面。
2、制冷片方向不能装错。
NO 物料编号1 2 3 4物料/工具名称制冷钢头制冷片橡胶圈探头连接件规格数量1 1 1 1 凹槽更改标记更改内容签名日期制作校对核准X X X XX-X-XX 整机装配作业指导书机型作业项目SZ-203 第三共十八页工序号作业时间 3 文件编号版本号REV: A 页码受控号装配制冷头一:作业内容:附图:1、取一上工位加工好的制冷头检查有无装错,取制冷散热片把表面的污物抹干,并在其表面均匀地涂上薄薄一层散热膏,然后将制冷片线穿过散热片圆孔平整地装入钢头内压紧,装入时散热片槽口要与连接件槽口对齐,散热片上的螺丝孔与连接件上的螺丝孔对齐。
2、用四颗PBΦ×6mm的螺丝将其固定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
版本A0页数共3页制定日期2012-7-19制表单位
工程部
工程名称
工程名称装 配 作 业 指 导 书
工艺流程图
成品图
装配工序
物料清单五金件检查
贴胶片
贴胶片检查
指甲钳底面壳超声波
超生波后检查
吸塑
包装
核准:审核:
制表:叶小丽
版本A0页数共3页制定日期2012-7-19制表单位
工程部
装 配 作 业 指 导 书
序号名称数量备注
1胶片12指甲钳面壳13指甲钳底壳14指甲钳1
5吸塑6彩卡
78910111213141516171819
工序名称:装配指甲钳标准产能/H:工序排号:1
人员配置:
标准工时:作业类型:装配15.8*7.9cm 16*8.1cm
931B 931B 五金件物料清单
产品名称及编号:931B指甲钳
规格931A 核准:
审核:
制表:叶小丽
版本A0页数共3页制定日期2012-7-19制表单位
工程部装 配 作 业 指 导 书
序号产品编号
半成品名称
材料规格
1胶片2指甲钳3底/面壳4吸塑15.8*7.9cm 5
彩卡
16*8.1cm
技术要求
将不良品挑选出来胶片要贴正
检查吸塑后松紧
摆放位置要正确,不能吸歪
设备/工具名称
规格/型号
备注
胶水JL-350
手套
干净/纯棉
检查吸塑有无污点,弄脏
检查吸塑是否牢固
操作说明
检查工序
检查物料是否完好,一致检查工作位置清洁检查工具是否齐全
检查有无吸塑不完整,
6.完成后装箱
自检
不良品截出
设备及工具
注意事项:注意吸塑工序时一定要带手套,以免有手纹沾在上面,完成吸塑后要检查吸塑是否牢固,以免裂开,吸塑完成后用制定的纸箱包装好。
作业工序1.检查五金件是否有不良,表面是否清洁
2.把指甲钳涂上胶水,贴上胶片(如图二图三)
3.用超声波机器把底面壳超声在指甲钳上
4.把超声好的指甲钳放在吸塑盒上用吸塑机吸塑
5.吸塑完成后再检查
图一
图二涂胶水
在涂胶水地方
贴上胶片
图三
底面壳超声后
图四
核准:审核:制表:叶小丽。