数控铣刀具半径补偿的建立
数控铣编程中刀具半径补偿和长度补偿
数控铣编程中刀具半径补偿和长度补偿【摘要】刀具中心轨迹与工作轨迹常不重合。
通过刀具补偿功能指令,数控铣床系统可以根据输入补偿量或者实际的刀具尺寸,使数控铣床自动加工出符合程序要求的零件。
刀具半径补偿即根据按轮廓编制的程序和预先设定的偏置参数,实时自动生成刀具中心轨迹的功能成为刀具半径补偿功能。
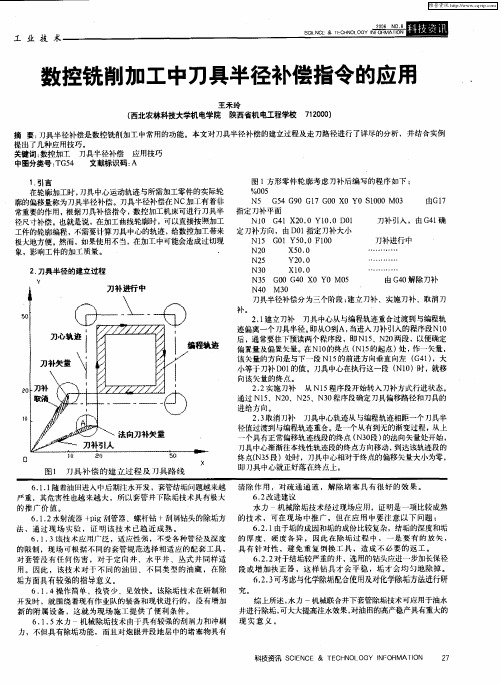
【关键词】数控铣床;刀具;半径补偿;长度补偿1.刀具半径补偿由于数控加工的刀具总有一定的半径,刀具中心运动轨迹并不等于所需加工零件的实际轮廓,而是偏移轮廓一个刀具半径值。
在进行外轮廓加工时,使刀具中心偏移零件零件的外轮廓表面一个刀具半径值,加工内轮廓时,使刀具中心偏移零件内轮廓表面一个刀具半径值,这种偏移习惯上称为刀具半径补偿数控铣床刀具类型0-9种,这些内容应当事前输入刀具编制文件。
刀具半径补偿的轮廓切削。
刀具半径补偿的灵活应用,灵活应用的思路使用刀具半径补偿功能。
随着计算机技术和数控技术的发展都经历了B(Base)功能C极坐标法,法、矢量判断法。
刀具补偿技术和C功能刀具半径技术。
目前,数控系统中普遍采用的是C功能刀具半径补偿技术。
2.C功能刀具半径补偿的基本思想数控系统C功能刀具半径补偿的硬件结构由缓冲寄存器CS、工作寄存器AS和输出寄存器OS等部分组成。
在C功能刀补工作状态中,数控铣床装置内部总是同时存储着三个程序段的信息。
进行补偿时,第一段加工程序先被读入BS,在BS中算得的第一段编程轨迹被送到CS暂存后,又将第二段程序读入BS,算出第二段的编程轨迹。
接着对第一、第二两段编程轨迹的连接方式进行判别,根据判别结果,再对CS中的第一段编程轨迹进行相应的修正。
修正结束后,顺序地将修正后的第一段编程轨迹由CS送到AS,第二段编程轨迹由BS送入CS。
随后,由CPU将AS中的内容送到OS进行插补运算,运算结果送到伺服驱动装置予以执行。
当修正了第一段编程轨迹开始被执行后,利用插补间隙,CPU又命令第三段程序读入BS。
数控铣床编程与加工技术刀具半径补偿指令的学习
E
⑥
A
②
①
10
⑦
对刀点K
-10
D
④
C R10
B
③
X
30
40
%1008 G92 X-10 Y-10 Z50 G90 G17 G42 G00 X4 Y10 D01 Z2 M03 S900 G01 Z-10 F800 X30 G03 X40 Y20 I0 J10 G02 X30 Y30 I0 J10 G01 X10 Y20 Y5 G00 Z50 M05 G40 X-10 Y-10 M02
刀具半径补偿指令的学习
刀具半径补偿的作用
在数控铣床上进行轮廓铣削时,由于刀具半径的存在, 刀具中心轨迹与工件轮廓不重合。
1、编程时直接按工件轮廓尺寸编程。刀具在因磨损、 重磨或更换后直径会发生改变,但不必修改程序,只需改 变半径补偿参数,从而简化编程。
2、刀具半径补偿值不一定等于刀具半径值,同一加工 程序,采用同一刀具可通过修改刀补的办法实现对工件轮 廓的粗、精加工;同时也可通过修改半径补偿值获得所需 要的尺寸精度。 。
30
⑤
20
10 -10
E
⑥
A
②
①
10
⑦
对刀点K
-10
D
④
C R10
B
③
X
30
40
要求建立如图所示 的工件坐标系,按 箭头所指示的路径 进行加工,设加工 开始时刀具距离工 件上表面50mm,切 削深度为10mm.
刀具半径补偿的举例
考虑刀具半径补偿,编制如图所示零件的加工程序。
Y
30
⑤
20
10 -10
P3
P2
P1
P1点取消刀具补偿恢复到切 线方向
浅析数控铣床刀具半径补偿功能
Vol .26 N o.1 2 D ec .201 0
浅 析 数 控 铣 床 刀 具 半 径 补 偿 功 能
+
.22
[ 文献标识码 ]A
[ 文章编号] 1 009904 2( 201 0) 1 2007202
� � � � A A A C R C F NC M M
2 CUI W enc h eng1 , M A G a nghi
� � � � � � � � � (� 1� .S � � � � � � E � � � � � � T � � � � , C I T , C J 1 30033, C ; � � � � � � � � � � � � � � � � 2. � A � � � � � � � � � � � � , L C D A M B , )
1 2 崔文程 , 马广辉
( 1 .长春职业技术学院 工程技术分院 , 吉林 长春 1 30033; 2.辽源市东丰县农机局 农机技术推广站, 吉 林 辽源 1 36 300) [ 摘 要] 在数控铣削加工中, 合理设置刀具半径补 偿值, 灵活应用 刀具半径补 偿功能, 不仅对简 化数控
编程有着非常重要的意义, 而且能够解决加工中出现的工件轮廓尺寸变化� 刀具磨损等因素引起的加工 误差问题, 提高加工效率�本文主要探讨刀具半径补偿功能在数控铣削加工中的应用� [ 关键词] 数控铣削加工; 刀具半径补偿 ; 轮廓精度 [ 中图分类号] TH 1 6 1
数控铣床编程中刀具半径补偿的应用
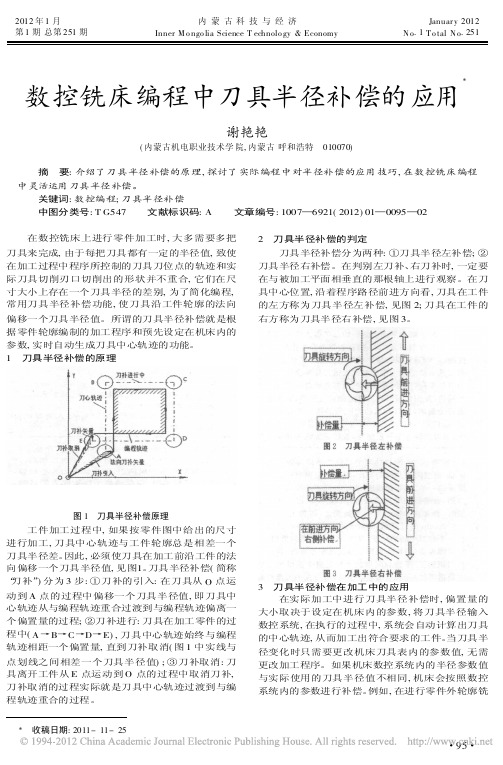
2012年1月内蒙古科技与经济Januar y 2012 第1期总第251期Inner M o ngo lia Science T echnolo gy &Economy N o .1T o tal N o .251数控铣床编程中刀具半径补偿的应用X谢艳艳(内蒙古机电职业技术学院,内蒙古呼和浩特 010070) 摘 要:介绍了刀具半径补偿的原理,探讨了实际编程中对半径补偿的应用技巧,在数控铣床编程中灵活运用刀具半径补偿。
关键词:数控编程;刀具半径补偿 中图分类号:T G547 文献标识码:A 文章编号:1007—6921(2012)01—0095—02 在数控铣床上进行零件加工时,大多需要多把刀具来完成,由于每把刀具都有一定的半径值,致使在加工过程中程序所控制的刀具刀位点的轨迹和实际刀具切削刃口切削出的形状并不重合,它们在尺寸大小上存在一个刀具半径的差别,为了简化编程,常用刀具半径补偿功能,使刀具沿工件轮廓的法向偏移一个刀具半径值。
所谓的刀具半径补偿就是根据零件轮廓编制的加工程序和预先设定在机床内的参数,实时自动生成刀具中心轨迹的功能。
1 刀具半径补偿的原理图1 刀具半径补偿原理工件加工过程中,如果按零件图中给出的尺寸进行加工,刀具中心轨迹与工件轮廓总是相差一个刀具半径差。
因此,必须使刀具在加工前沿工件的法向偏移一个刀具半径值,见图1。
刀具半径补偿(简称“刀补”)分为3步:¹刀补的引入:在刀具从O 点运动到A 点的过程中偏移一个刀具半径值,即刀具中心轨迹从与编程轨迹重合过渡到与编程轨迹偏离一个偏置量的过程;º刀补进行:刀具在加工零件的过程中(A →B →C →D →E ),刀具中心轨迹始终与编程轨迹相距一个偏置量,直到刀补取消(图1中实线与点划线之间相差一个刀具半径值);»刀补取消:刀具离开工件从E 点运动到O 点的过程中取消刀补,刀补取消的过程实际就是刀具中心轨迹过渡到与编程轨迹重合的过程。
刀具半径补偿原理及补偿规则

刀具半径补偿原理及补偿规则在加工过程中,刀具的磨损、实际刀具尺寸与编程时规定的刀具尺寸不一致以及更换刀具等原因,都会直接影响最终加工尺寸,造成误差。
为了最大限度的减少因刀具尺寸变化等原因造成的加工误差,数控系统通常都具备有刀具误差补偿功能。
通过刀具补偿功能指令,CNC系统可以根据输入补偿量或者实际的刀具尺寸,使机床自动加工出符合程序要求的零件。
1.刀具半径补偿原理(1)刀具半径补偿的概念用铣刀铣削工件的轮廓时,刀具中心的运动轨迹并不是加工工件的实际轮廓。
如图所示,加工内轮廓时,刀具中心要向工件的内侧偏移一定距离;而加工外轮廓时,同样刀具中心也要向工件的外侧偏移一定距离。
由于数控系统控制的是刀心轨迹,因此编程时要根据零件轮廓尺寸计算出刀心轨迹。
零件轮廓可能需要粗铣、半精铣和精铣三个工步,由于每个工步加工余量不同,因此它们都有相应的刀心轨迹。
另外刀具磨损后,也需要重新计算刀心轨迹,这样势必增加编程的复杂性。
为了解决这个问题,数控系统中专门设计了若干存储单元,存放各个工步的加工余量及刀具磨损量。
数控编程时,只需依照刀具半径值编写公称刀心轨迹。
加工余量和刀具磨损引起的刀心轨迹变化,由系统自动计算,进而生成数控程序。
进一步地,如果将刀具半径值也寄存在存储单元中,就可使编程工作简化成只按零件尺寸编程。
这样既简化了编程计算,又增加了程序的可读性。
刀具半径补偿原理(2)刀具半径补偿的数学处理①基本轮廓处理要根据轮廓尺寸进行刀具半径补偿,必需计算刀具中心的运动轨迹,一般数控系统的轮廓控制通常仅限于直线和圆弧。
对于直线而言,刀补后的刀具中心轨迹为平行于轮廓直线的一条直线,因此,只要计算出刀具中心轨迹的起点和终点坐标,刀具中心轨迹即可确定;对于圆弧而言,刀补后的刀具中心轨迹为与指定轮廓圆弧同心的一段圆弧,因此,圆弧的刀具半径补偿,需要计算出刀具中心轨迹圆弧的起点、终点和圆心坐标。
②尖角处理在普通的CNC装置中,所能控制的轮廓轨迹只有直线和圆弧,其连接方式有:直线与直线连接、直线与圆弧连接、圆弧与圆弧连接。
数控铣削加工中的刀具半径补偿

O八 一科技
数控 铣 削加工 中的 刀具半 径补偿
3 9
数控铣削加工中的刀具半径补偿
赵
( 八 一 总厂工 艺室 零
琨
广元 68 1 ) 2 0 7
摘 要 :本文介 绍 了铣床铣 削加 工 中刀具 半径补偿 的概 念 、加 工前 刀具半 径
2 刀 具半 径 补偿 量 的 建 立 与撤 销
数控 铣 削加 工 刀具 半 径 补偿 分 为刀 具半 径 左 补偿 和刀 具 半径 右 补偿 ,分 别用 G 1 4 和 G 2定义 。根 据 IO标准 ,沿刀具 前进 方 向刀具 中心轨迹 位 于零件 轮廓 的右边 时 ,称 为 刀 4 S 具 半径右补 偿 ,如 图 2 b所示 。反之 称为 刀具半 径左 补偿 。如 图 2 所 示 。当不需 要进 行刀 a
点 。起刀 点坐标 为 ( l ,一 O ) 一 O l ,O 。 N 0¥ 0 0 ;启动 主轴 。 2 9 0M 3
N 0G1 0 4 0Y 0 :建立 刀具半 3 7G 1G 1 0 D 1 X
径左补偿 ,刀具 半径 寄存器编 号 D 1 0。
N 0Y 0 4 5 :定 义首段零 件轮 廓。
维普资讯
4 0
数控铣 削加 工中 的刀具 半径 补偿
O八 一科技
补偿计算 ,生 成实 际 的刀具 中心运 动轨迹 。 在进 行数 控加 工前 ,必须 预先设 置好 刀具半 径补偿 量 。刀具 半径补偿 量 的确定 ,通常 由有关代 码指 定 刀具 补偿 号 ,并 在代码 补偿 号 中输 入 刀具半 径补偿 量 ,刀具补偿 号必 须与
刀具编号 相对 应 。在加工 中 ,如果没有 更换 刀具 ,则该 刀具 号的 补偿 量一 定有效 。
数控铣削加工中刀具半径补偿指令的应用
垢方面具有较强的指导意义。
62 3 ..可考虑与化学除垢配合使用及对化学除垢方法进行研
6 14 . . 操作简 单、投资 少 、见效快 。该除垢技术在研制和 究。 综上所述, 水力 一机械联合井下套管除垢技术可应用于油水 开 发时 ,就 围绕 着现有 作业队的装备和现 状进行的 ,没有 增加 井进行除垢 , 可大大提高注水效果 , 油田的高产稳产具有重大 的 对 新的 附属 设备 ,这就 为现场 施 工提供 了便利 条件 。 6. . 力 一机械除垢技术 由于具 有较强的刮 屑力和 冲刷 现 实 意 义 。 1 5水
工件的轮廓编程 , 不需要计算 刀具 中心的轨迹 , 给数控加工带来 定刀补方向,由D 1 0 指定刀补大小 N1 G 1Y5 . 0 5 0 0 0 F10 极大地方便。 然而, 如果使用不当, 在加工中可能会造成过切现 N2 0 X5 0 0. 象 ,影响 工件的加 工质量。 .
N2 5 Y2 0 0.
刀补进行 中
… … … …
… … … …
2 刀具 半径 的建立过程 .
N3 0
X1 0 0.
… … … …
N3 G 0 G 0 X0 Y0 M0 5 0 4 5
N4 M3 0 0
由 G4 0解除刀补
刀具 半径补偿分 为三个阶段 : 建立 刀补 、实施 刀补 、取 消刀 补。 21 . 建立刀补 刀具 中心从与编程轨迹重合过 渡到与编程轨 迹偏离一个刀具半径 。 即从O NA, 当进入 刀补 引入的程序段N1 0 后, 通常要往下预读 两个程序段,即 N1、N 0 5 2 两段 , 以便确定 偏置量及偏置矢量 。在 NI 的终点 ( 5 O N1 的起点 ) , 处 作一矢量 , 该矢量的方 向是与下一段 N1 的前进方 向垂直 向左 ( 1 ,大 5 G4 ) 小等于 刀补 D I O 的值。刀具中心在执 行这 一段 ( 1 ) , N 0 时 就移
数控铣削加工中的刀具半径补偿
数 控铣 削加工 中的刀具半径补偿
口 广 西机 电工程 学校 韦华红
【 摘
要 】 刀具半径补偿 功能在数
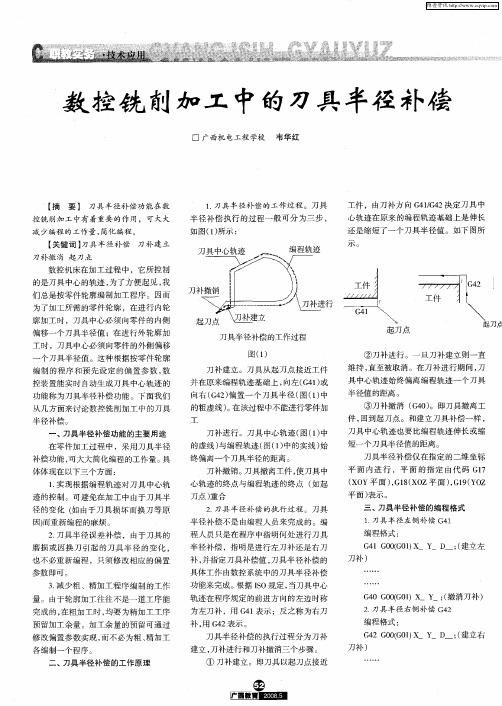
1 刀 具 半 径 补 偿 的 工 作 过 程 。 刀 具 .
工件 ,由刀 补方 向 G 1 4 决定刀具 中 4/ 2 G
心轨迹在原来 的编程 轨迹 基础上是伸 长 还 是缩短了一个刀具半径 值 。如下 图所
工
控装置能实 时 自动生 成刀具 中心轨迹 的
功能称为刀具半径 补偿 功能 。下 面我们
半径值 的距离。 ③刀补撤消 (4 ) G 0 。即刀具 撤离工 件, 回到起刀点。和建立刀 具补偿一样 , 刀具 中心轨 迹也要 比编程轨迹伸 长或缩
短一个刀具半径值的距离。
从 几方 面来讨论数控 铣削加 工中的刀具
D ;建立左 一 (
也 不必重新编程 ,只须修 改相应 的偏置
参数 即可。
补, 并指定刀具补偿值 , 刀具半 径补偿 的
具体工作 由数 控系统 中的刀具半 径补偿
3 减少 粗 、精加 工程序编制 的工作 . 量 。由于轮廓加工往往 不是一道 工序能
完 成 的, 在粗加工时 , 均要为精加 工工序
补偿功 能 , 可大大简化编程 的工作量 。 具 体体现在以下三个方面 : 1实现根据编程 轨迹对刀 具 中心轨 , 迹 的控制 。可避免在 加工 中由于刀具半
刀具半径补偿仅 在指定 的二维 坐标 平 面 内进 行 ,平 面 的 指定 由代 码 G1 7
(O X Y平面 )G1 ( O , 8 X Z平 面 )G 9 Y Z , 1 (O
① 刀补建立 。即刀具 以起刀点接近
⑦
匠霪匝珥囤圜
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
知识点:
了解刀具半径补偿的功能
重
熟记刀具半径补偿的指令格式
点
难
掌握刀具半径补偿的过程
点
能力目标:
具具有具有合有在理手铣确工削定编加走写工刀简中路单会线零正、件确 的合数理使控选用加择刀工刀具程具补序基偿的本的初能能步力力能力
重点
教学方法
学
ቤተ መጻሕፍቲ ባይዱ
提
老师讲解
师
生
出
编
问
演示
解
生 共
图示
编程举例
四、刀具补偿的注意事项
刀补的建立和取消只能在G00或G01状态下进行
刀具切入或切出时,尽量采用切线或法线切入方 可增加一个圆弧辅助切入
式,有时
为防止刀具产生过切现象,建立和取消刀补的起始点与终点位 置与补偿方向同侧
五、课堂小结
指令格式
功能
刀具补偿
补偿过程
注意事项
实训作业
2、指令格式
G17 G01 G41 X__ Y__ F__D__ 刀具半径补偿的指令格式 G18 G01 G41 Z__ X__ F__D__
G19 G01 G41 Y__ Z__ F__D__
刀具半径补偿取消的格式
G01 G40
X__Y__ Z__X__
Y__Z__
坐标平面
三、刀具半径补偿过程 刀补的建立 刀补进行 刀补取消
零件毛坏尺寸: 80×80×50 每两人一块 加工图见《指导书》练习三
程
题
决
同
发 现 问 题
讨 论 问 题
学生动手 操作
问 题
归 纳 总 结
一、刀具半径补偿功能
根据刀具实际尺寸,自动改变坐标轴位置 使实际加工轮廓和编程轨迹一致
图示
刀位点
二、刀具半径补偿的方法
1、刀具半径补偿的类型
B型刀补
C型刀补
2、补偿指令 G41---- 刀具半径左补偿 G42---- 刀具半径右补偿 G40---- 取消刀具半径补偿