高强度螺栓施工记录
高强度螺栓施工记录范本 (2)

A-D/16轴7-7
M20*75
240
480
A-D/17轴8-8
M20*75
242
484
A-D/17轴3-3
M20*75
240
482
A-D/17轴3a-3a
M20*75
245
490
A-D/17轴7-7
M20*75
241
482
A-D/18轴8-8
M20*75
237
474
A-D/18轴3-3
M20*75
施工单位
项目经理
分包单位
分包项目经理
初拧标准扭矩
240N*m
施工执行标准
GB50205-2001
终拧标准扭矩
480N*m
节点部位
螺栓规格
初拧时间
初拧扭矩
终拧时间
终拧扭矩
备注
A-D/21轴3a-3a
M20*75
239
478
A-D/21轴7-7
M20*75
242
484
A-D/21轴6-6
M20*75
246
工程名称
结构类型
钢结构
施工单位
项目经理
分包单位
分包项目经理
初拧标准扭矩
240N*m
施工执行标准
GB50205-2001
终拧标准扭矩
480N*m
节点部位
螺栓规格
初拧时间
初拧扭矩
终拧时间
终拧扭矩
备注
A-D/11轴8-8
M20*75
240
480
A-D/11轴3-3
M20*75
242
484
A-D/11轴3a-3a
Ⅵ-220 出线 梁结构高强度螺栓连接施工记录22

1
4
2
3
接头 代号 1、2、3 4 高强度螺栓性 设计扭矩 初拧扭矩 (N· m) 215 215 终拧扭矩 (N· m) 429 429 接触面最大间隙 及其处理(mm) 0.23 0.23 穿孔率及 其处理(%) 100 100 操作人
能、 规格、 数量 (N· m) M20*100*48 M20*100*48 429 429
1
4
2
3
接头 代号 1、2、3 4 高强度螺栓性 设计扭矩 初拧扭矩 (N· m) 215 215 终拧扭矩 (N· m) 429 429 接触面最大间隙 及其处理(mm) 0.23 0.23 穿孔率及 其处理(%) 100 100 操作人
能、 规格、 数量 (N· m) M20*100*48 M20*100*48 429 429
扭矩扳手 班前校正
日 期 (年、月、日) 误差 (%) 校正人
2011/12/15-2011/12/30 2.8-3.2
项目专业技术负责人:
班组长:
记录人:
Q/GDW 183—2008
钢结构高强度螺栓连接施工记录
编号:030002010102005 工程名称 500kV 肥西变综合改造工 程 接头部位示意图 结构部位 B3 上 —B4 上位置 施工日期 SGJL Ⅵ-2 自 2011 年 12 月 15 日 至 2011 年 12 月 (年、月、日) 误差 (%) 校正人
2011/12/15-2011/12/30 2.8-3.2
项目专业技术负责人:
班组长:
记录人:
1
4
2
3
接头 代号 1、2、3 4 高强度螺栓性 设计扭矩 初拧扭矩 (N· m) 215 215 终拧扭矩 (N· m) 429 429 接触面最大间隙 及其处理(mm) 0.23 0.23 穿孔率及 其处理(%) 100 100 操作人
扭剪型高强螺栓连接交底记录
扭剪型高强螺栓连接交底记录
一、项目概况
本次项目使用的是扭剪型高强螺栓作为连接件,在施工前需要进行
交底,明确该连接件的使用方法及注意事项,保障连接件的施工质量。
二、扭剪型高强螺栓连接件的特点
扭剪型高强螺栓连接件是一种热镀锌高强度紧固件,具有以下特点:•优良的切割能力和切向受载能力
•轴向受载和剪切受载能力均匀分配,可靠性高
•高强度和刚性,能够保证结构的稳定性和安全性
•环保、节能、耐久、耐腐蚀性能优越
三、连接过程
挑选适合规格的高强扭剪型螺栓,千万不能过量使用或者减少使用
数量,避免出现过量使用导致连接件出现紧张变形的问题,也不要减
少使用数量导致承载能力出现减弱的情况。
连接过程中,要使用扭矩扳手进行对螺栓进行拧紧,确保能够达到
预定的扭矩力矩,并进行合适的转角,使拧紧在适宜的转角下实现。
如果扭矩达不到要求,需要及时更换螺栓。
四、注意事项
1.螺栓的尺寸按规定使用;
2.严格按照图纸要求、技术规范、质量标准进行施工,保证
项目质量;
3.拧紧螺栓时,要适当增加力矩,避免出现松动等问题;
4.在连接过程中,要注意松紧的程度,不要过度或者不足,
以免引起质量问题;
5.在使用扭剪型高强螺栓连接件的过程中,需要加密检查和
维护,保证其整体的稳定性和承载能力;
五、总结
在以上的扭剪型高强螺栓连接交底记录中,我们从连接件的选择、连接过程、注意事项等方面,对该连接件的使用进行了详细的讲解。
在工程中,扭剪型高强螺栓连接件的使用是相对较为常见的一种,我们需要严格确保连接件的使用质量,以避免影响到工程的整体使用效果。
建筑工程-高强度螺栓连接副施工质量检查记录表-填写范例
序号扭矩法偏差(%)转角法
偏差
(度)梅花头拧断否螺栓方向15//一致23//一致35//一致44//一致55
/
/
一致
67891011121314
年
9
月监理(建设)单位
专业监理工程师
(建设单位项目技术负责人):
施工单位
专业工长
专业质检员
施工班组长
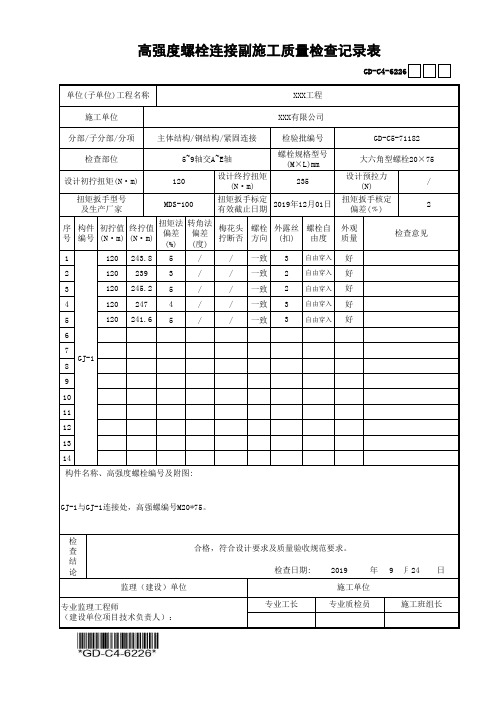
检验批编号GD-C5-71182施工单位XXX有限公司高强度螺栓连接副施工质量检查记录表
GD-C4-6226检查部位5~9轴交A~E轴螺栓规格型号(M×L)mm
大六角型螺栓20×75单位(子单位)工程名称
XXX工程分部/子分部/分项
主体结构/钢结构/紧固连接
/扭矩扳手型号及生产厂家MDS-100
扭矩扳手标定
有效截止日期
2019年12月01日
扭矩扳手核定偏差(﹪)2
设计初拧扭矩(N·m)
120设计终拧扭矩(N·m)
243.8外露丝(扣)
构件编号初拧值(N·m)终拧值(N·m)设计预拉力
(N)235
3自由穿入好螺栓自
由度外观质量检查意见
好120245.22自由穿入2自由穿入120239好1202473自由穿入好120
241.6
3
自由穿入
好
构件名称、高强度螺栓编号及附图:
GJ-1
120
GJ-1与GJ-1连接处,高强螺编号M20*75。
检
查结论
合格,符合设计要求及质量验收规范要求。
检查日期:
2019
24
日。
大六角头高强度螺栓施工质量检查记录
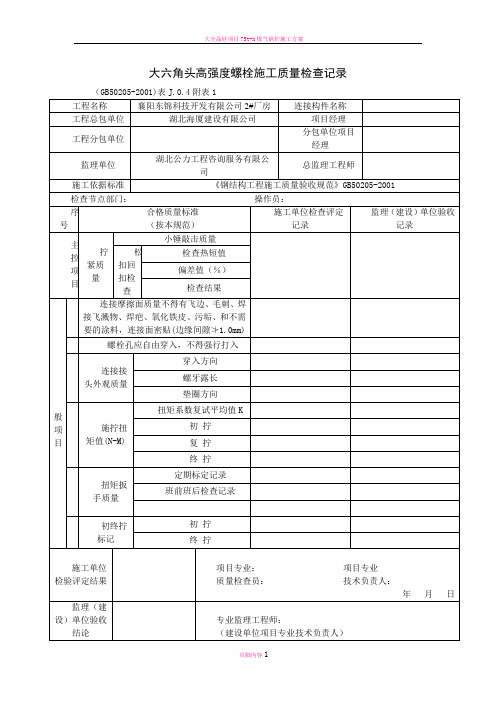
(GB50205-2001)表J.0.4附表1
工程名称
襄阳东锦科技开发有限公司2#厂房
连接构件名称
工程总包单位
湖北海厦建设有限公司
项目经理
工程分包单位
分包单位项目经理
监理单位
湖北公力工程咨询服务有限公司
总监理工程师
施工依据标准
《钢结构工程施工质量验收规范》GB50205-2001
3
连接接头外观质量
穿入方向
螺牙露长
垫圈方向
4
施拧扭矩值(N-M)
扭矩系数复试平均值K
初 拧
复 拧
Hale Waihona Puke 终 拧5扭矩扳手质量
定期标定记录
班前班后检查记录
6
初终拧标记
初 拧
终 拧
施工单位检验评定结果
项目专业: 项目专业
质量检查员: 技术负责人:
年 月 日
监理(建设)单位验收结论
专业监理工程师:
(建设单位项目专业技术负责人)
检查节点部门: 操作员:
序号
合格质量标准
(按本规范)
施工单位检查评定记录
监理(建设)单位验收记录
主
控
项
目
拧紧质量
小锤敲击质量
松扣回扣检查
检查热短值
偏差值(%)
检查结果
一般项目
1
连接摩擦面质量不得有飞边、毛刺、焊接飞溅物、焊疤、氧化铁皮、污垢、和不需要的涂料,连接面密贴(边缘间隙≯1.0mm)
2
螺栓孔应自由穿入,不得强行打入
年 月 日
高强螺栓施工检查记录高强螺栓施工技术交底
高强螺栓施工检查记录高强螺栓施工技术交底技术交底编号工程名称京广铁路保定站改造工程交底部位 8~15/T~U 交底提要钢结构存重支架与操作平台搭设安全技术交底交底内容:1、质量标准:1.1、“高强度螺栓”系指“高强度螺栓连接副”,以下均简称“高强度螺栓”。
每套高强度螺栓由一个10.9s高强度大六角头螺栓、一个10H高强度大六角螺母和两个HRC35~45高强度垫圈组成。
1.2、制造厂所生产高强螺栓的规格、尺寸、外观和技术条,应符合国标GB/T1228~1231-20xx的要求。
1.3、高强度螺栓验收分为出厂检验和工地复验1)高强度螺栓出厂验收具体检测项目如下:a、外型尺寸检验:(依据GB/T1228~1230-20xx中的有关规定)b、螺纹参数检验:(依据GB/T1228~1229-20xx中的有关规定)c、硬度试验:(依据GB/T1231-20xx中的有关规定)d、表面缺陷检验:(依据GB/T1231-20xx中的有关规定)e、螺栓的拉伸试验:(依据GB/T1231-20xx中的有关规定)f、螺栓的冲击试验:(依据GB/T1231-20xx中的有关规定)g、连接副扭矩系数试验:(依据GB/T1231-20xx中的有关规定)h、螺栓实物楔负载试验:(依据GB/T1231-20xx中的有关规定)i、螺母的保证荷载试验:(依据GB/T1231-20xx中的有关规定)检验均依据国标GB/T1228~1231-20xx的有关规定,对于不合格的产品,制造厂可立即重新进行表面处理,经验收合格后才能发往工地。
制造厂验收为逐批抽样检验,其组批原则按国标要求组批,同批高强度螺栓最大数量为3000套。
验收合格后制造厂才能以批为单位供货,并提供每批次高强螺栓的产品质量检验报告书及出厂合格证。
2)高强度螺栓工地复验具体检测项目如下:a、外型尺寸检验:(依据GB/T1228~1230-20xx中的有关规定)b、螺纹参数检验:(依据GB/T1228~1229-20xx中的有关规定)c、硬度试验:(依据GB/T1231-20xx中的有关规定)d、表面缺陷检验:(依据GB/T1231-20xx中的有关规定)e、连接副扭矩系数试验:(依据GB/T1231-20xx中的有关规定)f、螺栓实物楔负载试验:(依据GB/T1231-20xx中的有关规定)g、螺母的保证荷载试验:(依据GB/T1231-20xx中的有关规定)1.3、高强度螺栓工地复验工作由现场施工单位的试验室进行,对于现场施工单位的试验室无法完成的检测项目,必须委托有检测资质的检测机构进行检验,不合格螺栓不得使用并及时由物资部以书面形式通知制造厂,清理退场。
高强螺栓检查记录表

高强度螺栓连接副施工质量检查记录表
单位(子单位)工程名称熔炼主厂房检查部位吹炼工段
施工单位**螺栓类别扭剪型
螺栓规格型号M20扭剪型10.9s施工日期2014年 6月10日验收标准GB50205-2001 ,JGJ89-91
合格证编号见高强螺栓材料进场报验
序号构件
编号
初拧值
(N•m)
终拧值(N
•m)
设计预拉
力(KN)
螺栓
方向
外露丝
扣(扣)
螺栓自由度外观质量监理检查意见
1
AK1-3/梅花头掉155向外3自由穿入洁净
2/梅花头掉155向外3自由穿入洁净3/梅花头掉155向外3自由穿入洁净4/梅花头掉155向外3自由穿入洁净
构件名称、高强度螺栓编号及附图:
本文档部分内容来源于网络,如有内容侵权请告知删除,感谢您的配合!。
钢结构施工记录
高强度螺栓施工记录
钢结构矫正施工记录
钢零部件矫正成型施工记录
钢零部件边缘加工施工记录
钢零部件边缘加工施工记录
二级焊缝内部缺陷探伤检查记录(强制性条文检查通用表)
(强制性条文检查通用表)
(强制性条文检查通用表)
(通用)表格
(通用)表格
(通用)表格
(通用)表格
隐蔽工程检查验收记录
(通用)表格
隐蔽工程检查验收记录
(通用)表格
隐蔽工程检查验收记录
(通用)表格
隐蔽工程检查验收记录(通用)表格
隐蔽工程检查验收记录(通用)表格
隐蔽工程检查验收记录(通用)表格
隐蔽工程检查验收记录(通用)表格
隐蔽工程检查验收记录(通用)表格
钢结构子分部工程质量验收记录
原钢钢
.
材材筋料质焊合保接格书检证、测、检报检测告测报
. 报告告。