设计180吨转炉计算
180t转炉工艺开发高等级风电用钢
180t转炉工艺开发高等级风电用钢采用180t转炉大方坯连铸连轧工艺,开发高等级风电用钢FD42CrMoA。
冶炼采用高拉碳法,精炼采用白渣操作,化学成分实行窄带严格控制,连铸过程投入结晶器电磁搅拌、末端电磁搅拌、动态轻压下技术,控制过热度≤20℃,控制氧含量≤14×10~(-6),轧制过程采用控轧控冷技术。
统计的30炉检验结果,各项物理性能均达到高等级球磨用钢要求。
风力发电作为新能源越来越受到世界各国的认可,我国风力发电产业正处于爆炸式发展中,设备一般处于高原、沙漠等气候恶劣的环境中,底座须经受各种极恶劣天气和复杂的风力交变载荷,长期在高处承受拉伸、弯曲和剪切等作用力。
底座的稳定性决定着设备的安全性,要求底座的材料有较好的综合力学性能、耐低温性能。
FD42CrMoA作为成本低廉的锚杆用钢,越来越受欢迎。
本钢经过长期的摸索及研究,对化学成分、炼钢夹杂物控制、控轧控冷等方面做出改进,取得了很好的效果,满足了客户对FD42CrMoA低温力学性能的要求。
1生产工艺流程风电用钢FD42CrMoA大方坯连铸连轧生产工艺流程为:高炉铁水→铁水预处理→180t转炉冶炼→180t精炼炉LF→180t真空脱气炉RH→连铸大方坯350mm×470mm→步进式加热炉加热→高压水除鳞→粗轧机组轧制→连轧机组轧制→缓冷→精整→探伤→检验→入库。
转炉容量为180t,从高炉来的铁水进行严格的脱硫扒渣处理,满足入炉铁水[S]≤0.005%,[P]≤0.04%的要求。
主要生产工艺设备及参数见表1。
2工艺设计与研究 2.1炼钢工艺 2.1.1转炉吹炼转炉冶炼过程,要最大限度地控制风电钢中原始氧含量,所以要使转炉终点的氧含量最低,以提高FD42CrMoA风电钢纯净度。
转炉采用高拉碳法,一方面降低钢铁料损耗,另一方面可以明显降低钢中氧含量,出钢过程中加入足量的铝粒进行脱氧处理。
在转炉冶炼过程中,通过均衡装料、顶底复吹冶炼、副枪测量等手段,监控炉内冶炼情况,达到降低冶炼终点钢液及炉渣氧化性的目的。
天铁180tLF炉造还原渣模型计算及实践
( ) 前期 氧化 渣量少( 2 无渣 出钢 ) ;
易上浮 ,在正 常的软 吹条件 下可 以完全被 精炼 渣 吸
附, 减少钢水 中的夹杂物 , 脱硫性能强 。
( ) 钢液 已经脱 氧 ; 3 ( ) 钢包 内衬 碱性耐火材料 ; 4 ( ) 渣 子应易熔化 ,因为只有熔渣 才能进行 冶金反 5
天铁 1 0 F 8 L 炉造还原渣模型计算及实践 t
天铁 1 0t F炉造还原渣模型计算及 实践 L 8
尹华盛 陈志敏 ( 天津天铁 冶金集团热轧板公 司, 河北涉县 060 ) 544
强 |
| 。
l
[摘 要 ] 对 Q 3 B钢在 L 25 F炉精炼造 渣的成分进行设计 , 通过模拟计算 , 检验 渣型设计 的正 确性 , L 使 F炉 能有 的放矢地 经验可推广到其它对质量要求严格 的钢种 。
后 自由氧『12 x 06 O= 5 1-பைடு நூலகம் 。 2A]3O -(1 3 [1 [t , 2 ) + A 0 加 入硅 铝 钡产 生 的脱 氧产 物 A2 145k ; 1 :0 . g 铝 0
41 精炼渣 主要是 在改 变转 炉下 的氧化性 渣改 为 .. 2
还原性 渣 的前 提下 , 根据精炼 的要 求 , : 如 脱硫程度 、
Mg O
TF e
Mn O
R
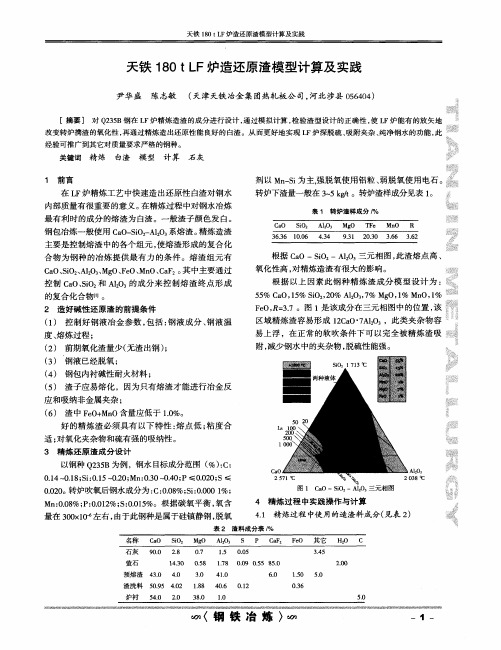
钢包 冶炼 一般使用 CO sO- l , a —i2A 系熔渣 。 - 0 精炼造渣
主要是控制熔渣 中 的各个组元 , 使熔渣形 成的复合化 合 物为钢 种 的冶炼 提供最 有力 的条件 。熔 渣组 元有 C O、i2 I 3M O F O、 O、 a2 其 中主要通过 a S 、 2 、 g 、 e Mn C F 。 O AO 控 制 C O SO 和 A : a 、i 1 的成分 来控 制熔 渣终 点 形成 O 的复合化 合物[。 1 】
工程量计算书
泵房水池 水池底筋1 下部长 Φ 16@200
水池底筋1 下部短 Φ 16@200 水池底筋2 下部长 Φ 16@200 水池底筋2 下部短 Φ 16@200 水池底筋2 下部短 Φ 16@200 水池底筋3 上部长 Φ 16@200
水池底筋4 上部长 Φ 16@200
水池底筋4 上部短 Φ 16@200 水池底筋4 上部短 Φ 16@200 集水坑钢筋3-3剖面底部 集水坑钢筋3-3剖面上部 集水坑钢筋4-4剖面底部 集水坑钢筋4-4剖面上部 水池竖向钢筋外侧 水池竖向钢筋外侧4-4 水池竖向钢筋外侧3-3 水池竖向钢筋内侧 水池竖向钢筋外侧4-4 水池横向钢筋外 水池横向钢筋外 水池横向钢筋内 水池横向钢筋内 水池顶部钢筋 水池顶部钢筋 水池设备基础 0.27米板钢筋5 0.27米板钢筋5分布钢筋 0.27米板钢筋6 0.27米板钢筋6分布钢筋 Φ 16@200 Φ 16@200 Φ 16@200 Φ 16@200 Φ 16@200 Φ 16@200 Φ 16@200 Φ 16@200 Φ 16@200 Φ 14@200 Φ 14@200 Φ 14@200 Φ 14@200 2Φ 16 φ 10@200 φ 10@200 φ 8@200 φ 6@200 φ 8@200 φ 6@200
kg kg kg kg kg kg kg kg kg kg kg kg kg kg kg kg kg kg kg kg kg kg
0.27米板钢筋7 0.27米板钢筋5分布钢筋 0.27米板L-1 0.27米板L-1 0.27米板L-1
泵房主体 构造柱钢筋
φ 8@200 φ 6@200 2Φ 16 3Φ 18 φ 8@200 4Φ 12 φ 8@200 4Φ 12 φ 6@200 2Φ 16 4Φ 20 φ 8@200 φ 8@200 φ 6@200 φ 8@200 φ 8@200
转炉设计

180t 顶底复吹转炉设计一、转炉炉型设计原始条件: 炉子平均出钢量180t 。
金属收得率取92%,最大废钢比取20%,采用废钢矿石冷却,铁水采用P08低磷生铁{w (si )≤0.85%,w (p )≤0.2%,w (s )≤0.05%}1、熔池形状确定转炉炉型有筒球型、锥球型、截锥型,熔池形状选用截锥型。
为了满 足顶底复吹的要求,炉型趋于矮胖型,由于在炉底上要设置底吹喷嘴,炉底为平底,所以熔池为截锥形。
2、炉容比确定炉容比系指转炉有效容积t V 与公称容量T 之比值。
t V 系炉帽体积帽V 、炉身体积身V 、和容池体积c V 三个内腔容积之和。
由于顶底复吹转炉吹炼过程比较平稳,产生泡沫渣的量比顶吹转炉要少得多,喷溅较少,因此其炉容比比顶吹转炉小,但比底吹转炉要大。
根据冶炼条件取炉容比为0.95m 3/t 。
3、熔池尺寸的确定熔池是容纳金属并进行一系列复杂物理化学反应的过程,其主要尺寸有熔池 直径和熔池深度。
设计时,应根据装入量、供氧强度、喷嘴类型、冶金动力学条件以及炉衬蚀损的影响综合考虑。
截锥型熔池尺寸如图(1)所示:则其体积为: )(12h2112d Dd D V ++=π熔(1) 熔池直径D :熔池直径通常指熔池处于平静状态时金属液面的直径。
D=Kt G =1.63×15180=5.646m 式中G ——炉子公称容量,180t ;t ——平均每炉钢纯吹氧时间,取15分钟; K ——比例系数,根据炉子容量取1.63; (2)熔池深度h :根据经验,取D d 7.01== 3.952m其中熔池体积38.268.6180m GV c ===ρ故熔池深度: 20.574c V h D == 2646.5574.08.26⨯=1.465m校核26.0646.5465.1/==D h 符合要求 4、炉帽尺寸的确定(1)炉帽倾角θ:本计算中取θ=65度(2)炉口直径d :炉口直径为熔池直径的43~53%,本计算中取48%则 d=48%D=0.48×5.646=2.710m(3)炉帽高度H 帽:炉帽高度是截椎体高度与炉口直线段高度值和。
设计180吨转炉计算

180t转炉炼钢车间i学号:课程设计说明书设计题目:设计180t的转炉炼钢车间学生姓名:专业班级:学院:指导教师:2012年12月25日目录1 设备计算1.1转炉设计.1.1.1炉型设计------------------------------------------------------------1 2.1 氧枪设计2.1.1氧枪喷头设计------------------------------------------------62.1.2氧枪枪身设计------------------------------------------------83.1 烟气净化系统设备设计与计算--------------------------------------------------------------12注:装配图1.图1. 180t转炉炉型图--------------------------------------------------62.图2. 枪管横截面--------------------------------------------------------83. 图3.180t氧枪喷头与枪身装配图12---------------------------------121 设备计算 1.1转炉设计1.1.1炉型设计 1、原始条件炉子平均出钢量为180吨钢水,钢水收得率取90%,最大废钢比取10%,采用废钢矿石法冷却。
铁水采用P08低磷生铁 (ω(Si)≤0.85%,ω(P)≤0.2%,ω(S)≤0.05%)。
氧枪采用3孔拉瓦尔型喷头,设计氧压为1.0MPa2、炉型选择:根据原始条件采用筒球形炉型作为本设计炉型。
3、炉容比 取V/T=0.954、熔池尺寸的计算A.熔池直径的计算tKD G = 确定初期金属装入量G :取B=18%则()t 18290.0118218021B 2T 2G =⨯+⨯=⋅+=%金η ()3m 4.268.6182GV ===金金ρ 确定吹氧时间:根据生产实践,吨钢耗氧量,一般低磷铁水约为50~57m 3/t (钢),高磷铁水约为62~69m 3/t (钢),本设计采用低磷铁水,故取吨钢耗氧量为57m 3/t (钢),并取吹氧时间为18min 。
180吨转炉倾动机构设计
180吨转炉倾动机构设计摘要倾动机构是实现转炉炼钢生产最主要的设备之一,它的特点是倾动力矩大、减速比大、启制动频繁和能够承受较大的动载荷。
转炉倾动机构工作在多渣尘和高温的恶劣工作环境中,因而其可靠性和寿命对于整个转炉设备的安全运转有着非常重要的影响。
为获得适应于驱动的低转速,需要很大的减速比。
转炉炉体自重很大,再加装料重量等,整个被倾转部分的重量要达上百吨或上千吨。
转炉倾动机械的工作属于“启动工作制”。
机构除承受基本静载荷作用外,还要承受由于启动、制动等引起的动载荷。
这种动载荷在炉口刮渣操作时,其数值甚至达到静载荷的两倍以上。
启、制动额繁,承受较大的动裁荷。
转炉倾动机械随着氧气转炉炼钢生产的普及和发展也在不断的发展和完善,出现了各种型式的倾动装置。
其中,带有扭力杆缓冲止动装置的全悬挂式倾动机械,由于其独有的多点啮合柔性传动的优势,逐渐成为主流。
本文对转炉倾动机构的基本形式做了简单介绍。
重点介绍用3D法计算转炉倾动力矩的整体过程。
完成了最佳耳轴位置的选择计算,绘制了倾翻力矩曲线,完成对转炉倾动的电机选择与校核,并对整个倾动系统的主要零部件进行了计算和校核。
本论文对转炉倾动机构的设计提供了一种新思路。
关键词:转炉;倾动机构;倾动力矩;设计参数;可靠性180 t Converter Tilting Mechanism DesignABSTRACTTilting mechanism is to achieve one of the main steelmaking production equipment, which is characterized by a large dump Moment, gear ratio, starting and braking frequently and withstanding greater dynamic load. Converter tilting mechanism works in harsh working environments, more slag dust and high temperatures. Thus their reliability and longevity for the safe operation of the equipment throughout the converter has a very significant impact. Adaptation to obtain a low rotational speed of the drive requires a large reduction ratio. Great weight converter furnace, plus loading weight, etc., the entire weight of the part to be tilting up hundreds of tons or thousands of tons. BOF furnace steel smelting a time, usually only four minutes later. Converter tilting mechanical work belongs to "start working system." In addition to the basic institutions to withstand static loads, but also to withstand dynamic loads due to start, braking caused. This dynamic load in the mouth skimming operation, more than twice its value even to static loads. Kai, the amount of braking complex, dynamic cut withstand greater load. As the steelmaking process low, heavy and harsh working conditions, coupled with the start, brake frequently, especially on a different way to start the motor on the dynamic behavior of the converter. With the converter tilting BOF steelmaking machinery popularization and development also continues to develop and improve, there have been various types of tilting the device. With torsion bar stopper buffer full hanging tilting mechanical, diagonally arranged into four main transmission system of a reducer drive one at the center of the second gear, so as to drive the rotary converter work performed. This paper converter tilting mechanism gives a brief introduction. Introduction tilting mechanism structure, design principles, the basic design parameters, as well as several forms of structure and configuration of the drive tilting mechanism and the transmission format.Keywords: converter; tilting mechanism; pour Moment; design parameters;reliability目录1绪论 (7)1.1课题研究背景及意义 (7)1.2转炉炼钢工艺流程 (8)1.3转炉倾动机构的设计原则 (3)1.4国内外研究现状和发展趋势 (9)1.4.1国外转炉倾动装置的研究现状和发展趋势 (9)1.4.2国内转炉倾动装置的研究现状和发展趋势 (10)1.5 本文主要研究内容及方法 (11)2转炉倾动机构总体方案的确定 (13)2.1倾动机构的配置形式的比较与选择 (13)2.2倾动机构的驱动的电机的选择 (16)2.3倾动机构减速器的设计方案 (17)2.4联轴器、齿轮、轴、轴承、制动器的选择 (17)3转炉倾动力矩的计算 (19)3.1倾动力矩的组成部分 (19)3.2确定转炉炉型 (21)3.3确定转炉重心 (23)3.4确定预设耳轴位置 (26)3.5计算炉液力矩与空炉力矩 (26)3.6确定耳轴摩擦力矩 (29)3.7运用Excel绘制倾动力矩表格 (30)3.8确定最佳耳轴位置 (31)3.9确定修正后的转炉倾动力矩 (31)3.10绘制倾动力矩曲线图 (33)4电动机、制动器及联轴器的设计与校核 (34)4.1 电机容量计算与确定电机型号 (34)4.1.1确定电机型号 (34)4.1.2电动机工作制度J值及发热值的校核 (35)c4.1.3电动机的过载校核 (35)4.1.4确定启动时间 (36)4.2 联轴器的计算与选择 (37)4.3制动器的计算与选择 (38)4.3.1制动器的选择计算 (38)4.3.2制动时间校核 (39)5齿轮传动系统的设计计算 (40)5.1分配传动比 (40)5.2运动以及动力参数计算 (40)5.3齿轮传动设计 (42)5.4其它齿轮设计算 (47)5.5齿轮的校核 (49)6轴及轴承的设计计算 (50)6.1轴材料的确定 (50)6.2轴的设计计算 (50)6.3轴的校核 (53)6.4轴承的校核 (57)7扭力杆系统的设计 (59)7.1 扭力杆缓冲止动装置 (59)7.2 扭力杆设计计算 (60)7.2.1扭力杆直径和曲柄半径的确定 (60)7.2.2 安全座空隙的选择 (60)8 设备的可靠性和经济评价 (61)8.1 设备的可靠性 (61)8.1.1设备平均寿命 (61)8.1.2 可靠度的计算 (61)8.1.3 机械设备的有效度 (62)8.2 设备的经济评价 (63)8.2.1投资回收期 (63)8.2.2 盈亏平衡分析 (64)结论 (66)致谢 (67)参考文献 (67)1绪论1.1课题研究背景及意义钢铁工业是国民经济重点发展行业,是发展国民经济与国防建设的物质基础,其发展水平是一个国家很重要的综合国力的表现。
180T项目锅炉构架计算书
H600
H600×300×8×12
K2~K3
次梁
6~8
HK 700
HK700×350×16×10
9~10
HK 700
HK700×300×16×10
K3~K4
次梁
11~16
HK 500
HK500×300×12×8
其它
格条梁
表5-2.大板梁强度和相对挠度计算,单位,N/cm2。
编号
验算类别
强度设计值
OK
1
33
8
20
6.666
-5.080
0.121
OK
9
20
-5.027
-1.460
0.005
OK
10
20
2.261
-1.967
7.191
OK
11
20
3.586
-4.076
0.102
OK
12
20
-2.197
-2.458
0.024
OK
13
20
1.424
-2.481
4.136
OK
1
35
8
20
6.788
-3.899
1.风荷载
①.风荷载按五十年一遇设计风压计算,设计风压:ω0=0.80kN/m2
②.地面粗糙度:A类。
2.地震作用和抗震设计:
①.场地类别,Ⅲ类;
②.设计地震分组:第一组;
③.抗震设防烈度:7度。
④.设计基本地震加速度:0.10g。
1.2主要技术规范
1.国家标准《钢结构设计规范》(GB50017-2003);
左右方向右柱中心位置定义为Z坐标0位置;炉前第一排柱位置定义为Z坐标0位置;标高为0位置定义为Y坐标0位置。
180t顶吹氧转炉炉型尺寸计算

转炉炉型设计转炉是转炉炼钢车间的核心设备。
转炉炉型及其主要参数对转炉炼钢的生产率、金属收得率等经济指标都有直接的影响,其设计是否合理也关系到冶炼工艺能否顺利进行,车间主厂房高度与转炉配套的其他相关设备的选型。
所以,设计一座炉型结构合理,满足工艺要求的转炉是保证车间正常生产的前提,而炉型设计又是整个转炉车间设计的关键。
(一)转炉公称容量及其表示方法公称容量(T),是对转炉容量大小的称谓,即平时所说的转炉的吨位。
它是转炉生产能力的主要标志和炉型设计的重要依据。
目前国内外对公称容量的含义的解释还很不统一,归纳起来,大体上有以下三种表示方法:1)以平均金属装入量(t)表示;2)以平均出钢量(t)表示;3)以平均炉产良坯量(t)表示。
在一个炉役期内,炉役前期和后期的装入量或出钢量不同,随着吹炼的进行,炉衬不断地受到侵蚀,熔池不断扩大,装入量增大,所以三种表示方法都是以其平均容量来表示。
这三种表示方法各有其优缺点,以平均金属装入量表示公称容量,便于进行物料平衡和热平衡计算,换算成新炉装入量时也比较方便。
以平均炉产良坯量表示公称容量,便于车间生产规模和技术经济指标的比较,但是在进行炉型设计时需做较复杂的换算。
以平均出钢量表示公称容量则介于两者之间,其产量不受操作方法和浇铸方法的影响,便于炼钢后步工序的设计,也比教容易换算成平均金属装入量和平均炉产良坯量。
设计的公称容量与实际生产的炉产量基本一致。
所以在进行炉型设计时采用以平均出钢量表示公称容量比较合理。
所以在本文中所设计中的180t转炉,其炉役期内的平均出钢量为180t,即此处公称容量(T)取180t。
(二)转炉炉型的选择转炉是转炉炼钢车间的核心设备。
炉型及其主要参数对转炉炼钢的生产率、金属收得率、炉龄等技术经济指标都有着直接的影响。
炉型设计的是否合理关系到冶炼工艺能否顺利进行的问题,如喷溅问题,除与操作因素有关外,炉型设计是否合理也是个重要因素。
并且车间的主厂房高度以及主要设备,像除尘设备,倾动机构设备等都与炉型尺寸密切相关。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
180t转炉炼钢车间i学号:课程设计说明书设计题目:设计180t的转炉炼钢车间学生姓名:专业班级:学院:指导教师:2012年12月25日目录1 设备计算1.1转炉设计.1.1.1炉型设计------------------------------------------------------------1 2.1 氧枪设计2.1.1氧枪喷头设计------------------------------------------------62.1.2氧枪枪身设计------------------------------------------------83.1 烟气净化系统设备设计与计算--------------------------------------------------------------12注:装配图1.图1. 180t转炉炉型图--------------------------------------------------62.图2. 枪管横截面--------------------------------------------------------83. 图3.180t氧枪喷头与枪身装配图12---------------------------------121 设备计算 1.1转炉设计1.1.1炉型设计 1、原始条件炉子平均出钢量为180吨钢水,钢水收得率取90%,最大废钢比取10%,采用废钢矿石法冷却。
铁水采用P08低磷生铁 (ω(Si)≤0.85%,ω(P)≤0.2%,ω(S)≤0.05%)。
氧枪采用3孔拉瓦尔型喷头,设计氧压为1.0MPa2、炉型选择:根据原始条件采用筒球形炉型作为本设计炉型。
3、炉容比 取V/T=0.954、熔池尺寸的计算A.熔池直径的计算tKD G = 确定初期金属装入量G :取B=18%则()t 18290.0118218021B 2T 2G =⨯+⨯=⋅+=%金η ()3m 4.268.6182GV ===金金ρ 确定吹氧时间:根据生产实践,吨钢耗氧量,一般低磷铁水约为50~57m 3/t (钢),高磷铁水约为62~69m 3/t (钢),本设计采用低磷铁水,故取吨钢耗氧量为57m 3/t (钢),并取吹氧时间为18min 。
则()[]m in t /m 1.318563⋅===吹氧时间吨钢耗氧量供氧强度取K=1.70则()m 46.51818270.1D == B.熔池深度的计算筒球型熔池深度的计算公式为:()m 458.1406.579.0406.5046.04.26D 70.0D 0363.0V h 2323=⨯⨯+=+=金确定D=5.406m ,h=1.458m 。
C.熔池其他尺寸确定 球冠的弓形高度h 1=0.09D=0.09×5.406=0,487(m)炉底球冠曲率半径R=1.1D=1.1×5.406=5.947(m)5、炉帽尺寸的确定A.炉口直径d 0:取d 0=0.5 D=0.5×5.406=2.703(m)B.炉帽倾角θ:取θ=62°C.炉帽高度H 帽:()()m 77.262tan )703.2406.5(21tan d D 21H 0=︒⨯-==θ-膛 取H 口=400mm ,则整个炉帽高度为:()m 17.34.077.2H H H =+=+=口膛帽在炉口处设置水箱式水冷炉口 炉帽部分容积为:()3222202002m 850.44 4.077.2477.22.77406.5406.577.212H d 4)d Dd D H 12V =⨯⨯++⨯+⨯⨯=⋅+++=ππππ)( (口膛帽6、炉身尺寸确定A.炉膛直径D 膛=D (无加厚段)B.根据选定的炉容比为0.95,可求出炉子总容积为V 总=0.95×180=171(m 3)()3m 75.99850.444.26171V V V V =--=--=帽金总身C.炉身高度则炉型内高()m 976.817.3384.4458.1H H h H =++=++=身帽内 7、出钢口尺寸的确定A.出钢口直径()()m 2.0cm 44.1918075.163T 75.163d T =≈⨯+=+=B.出钢口衬砖外径()m 17.11944.06d 6d T ST =⨯==C.出钢口长度()m 36.11944.07d 7L T T =⨯==D.出钢口倾角β:取β=18° 8、炉衬厚度的确定炉身工作层选700mm ,永久层120mm ,填充层90mm ,总厚度为700+120+90=910(mm)。
炉壳内径为:D 壳内=5.406+0.915×2=7.236(m)炉帽和炉底工作层均选600mm ,炉帽永久层为150mm ,炉底永久层用标准镁砖立砌一层230mm ,黏土砖平砌三层65×3=195(mm),则炉底砖衬总厚度为600+230+195=1025(mm)。
则炉壳内型高度为H 壳内=8.976+1.025=10.001(m) 工作层材质全部采用镁碳砖。
9、炉壳厚度确定炉身部分选73毫米厚的钢板,炉帽和炉底部分选用63毫米厚的钢板。
则()()mm 73827327236D mm 100646010001H =⨯+==+=壳总炉壳转角半径SR 1=SR 2=900(mm)SR 3=0.5δ底=0.5×1025=512(mm)10、验算高宽比363.1738210064D H ==壳总 可见壳总D H ≥1.3,符合高宽比的推荐值。
因此可以认为所设计的炉子尺寸基本上是合理的,能够保证转炉的正常冶炼进行。
根据上述计算的炉型尺寸绘制出炉子图型如下:图1. 180t转炉炉型图2.1 氧枪设计2.1.1氧枪喷头设计1、原始数据转炉公称容量180t,低磷铁水,冶炼钢种以低碳钢为主;=8976mm,转炉参数:炉容比V/t=0.95,熔池直径D=5406mm,有效高度H内熔池深度h=1458mm。
2、计算氧流量取吨钢耗氧量56m3,吹氧时间18min,则氧流量q V=56×180/18=520(m3/min)3、选用喷孔出口马赫数为M=2.0,采用四孔喷头,喷孔夹角为12°。
4、设计工况氧压查等熵流表,当M=2.0时,p/p 0=0.1278,定p 膛=1.3×105Pa ,则()Pa 1017.101278.0103.1p/p p p 550⨯=⨯==膛设5、计算喉口直径每孔氧流量 q=q V /3=520/3=140(m 3/min) 利用公式0T DT p A C 784.1q 设=,令C D =0.90,T 0=290K ,p 设=10.17×105Pa ,则29031017.10d 0.901.7841138.752T ⨯⨯⨯⨯⨯⨯=π求得d T =0.042m=42mm 。
取喉口长度L T =14mm 。
6、计算d 出依据M=2.0,查等熵流表A 出/A 喉=1.688()mm 551.68873A/A d d 0T =⨯=⨯=出7、计算扩张段长度取半锥角为5°,则扩张段长度()mm 742tan542-5522tan d d L T 2=︒=⎪⎪⎭⎫⎝⎛-=扩出α 8、收缩段长度取收缩α收=50°,则收缩半角为25°,收缩段的长度由作图法确定,L 1=86.5mm 。
图2. 枪管横截面2.1.2氧枪枪身设计1、原始数据=180t/h,冷却水进水速度υj=6m/s,冷却水回水速度υp=7m/s,冷却水流量q mw冷却水喷头处流速υh=9m/s,中心氧管内氧气流速υ0=50m/s,吹炼过程中水升温Δt=20℃,其中回水温度t2=45℃,进水温度t1=25℃;枪身外管长L p=19.350m,枪身中层管长L j=19.950m,中心氧管长L0=20.409m,180°局部阻损系数ξ=1.5。
2、中心氧管管径的确定中心氧管管径的公式为V 0q A υ工=管内氧气的工况体积流量()()s /m 91.0min /m 315.5427317.102901520T p T p q q 3300VV ==⨯⨯⨯==标标工中心氧管的内截面积 ()20m 0181.05091.0A == 中心氧管的内径 ()m 152.00181.04A 4d 01=⨯=⨯=ππ根据热轧无缝钢管产品目录,选择标准系列产品规格为φ168×6mm 的钢管 验算氧气在钢管内的实际流速()m/s 26.50152.040.91A q 2V 0=⨯==πυ工符合要求。
3、中层套管管径的确定 环缝间隙的流通面积 ()2jm j m 0083.036006180q A w=⨯==υ中层管的内径为()()mm 197m 197.00083.04168.0 4A d d 2j212==⨯+=+'=ππ根据热轧无缝钢管产品目录,选择标准系列产品规格为φ219×6mm 的钢管 验算实际水速()()m/s 02.6168.0197.04360018022j =-⨯⨯=πυ符合要求。
4、外层套管管径的确定 出水通道的面积为()()22p m p cm 4.71m 00714.036007180q A w==⨯==υ外管内径为()()mm 239m 239.000714.04219.04A d d 2p223==⨯+=+'=ππ根据热轧无缝钢管产品目录,选择标准系列产品规格为φ273×13mm 的钢管 验算实际水速()95.6219.0239.04360018022p =-⨯⨯=πυ符合要求。
5、中层套管下沿至喷头面间隙h (见下图)的计算 该处的间隙面积为()2hm h m 0042.03600918075%q 75%A w=⨯⨯=⨯=υ又知 ()2hd d A 22h '+=π,故 ()()()()mm 2.5m 0052.00.2730.2390042.02d d 2A h 22h ==+⨯⨯='+=ππ6、氧枪总长度和行程确定根据公式氧枪总长为()m 409.20500.0000.1800.0800.0000.4000.5216.1230.7 h h h h h h h h H 87654321=+++++++=+++++++=枪式中 h 1—氧枪最低位置至炉口距离,m ;h 2—炉口至下沿的距离,取1.216m ; h 3—炉口下沿至烟道拐点的距离,取5.000m ; h 4—烟道拐点至氧枪空的距离,m ;h 5—为清理结渣和换枪需要的距离,取0.800m ; h 6—根据把持器下段要求决定的距离,m ; h 7—把持器的两个卡座中心线间的距离,m ; h 8—根据把持器上段要求决定的距离,m 。