出钢量为60t转炉设计
炼钢主要设备及其工艺参数
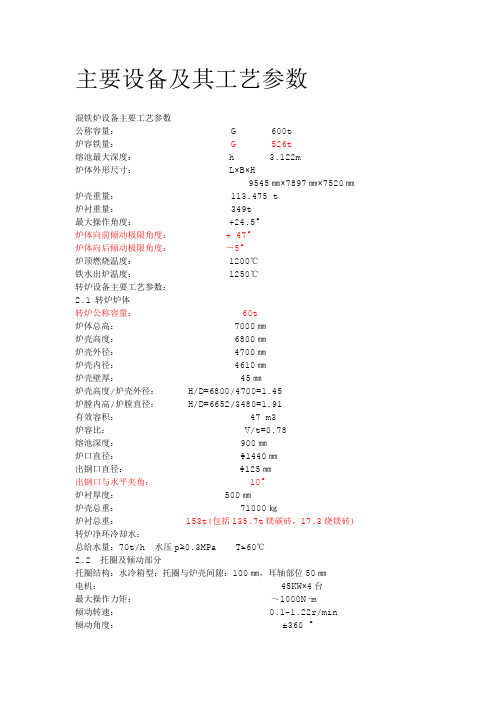
主要设备及其工艺参数混铁炉设备主要工艺参数公称容量: G 600t炉容铁量:G 526t熔池最大深度: h 3.122m炉体外形尺寸: L×B×H9545㎜×7897㎜×7520㎜炉壳重量: 113.475 t炉衬重量: 349t最大操作角度: +24.5°炉体向前倾动极限角度: + 47°炉体向后倾动极限角度:-5°炉顶燃烧温度: 1200℃铁水出炉温度: 1250℃转炉设备主要工艺参数:2.1 转炉炉体转炉公称容量: 60t炉体总高: 7000㎜炉壳高度: 6800㎜炉壳外径: 4700㎜炉壳内径: 4610㎜炉壳壁厚: 45㎜炉壳高度/炉壳外径: H/D=6800/4700=1.45炉膛内高/炉膛直径: H/D=6652/3480=1.91有效容积: 47 m3炉容比: V/t=0.78熔池深度: 900㎜炉口直径:Ф1440㎜出钢口直径:Ф125㎜出钢口与水平夹角: 10°炉衬厚度: 500㎜炉壳总重: 71000㎏炉衬总重: 153t(包括135.7t镁碳砖,17.3烧镁砖) 转炉净环冷却水:总给水量:70t/h 水压p≥0.3MPa T≤60℃2.2 托圈及倾动部分托圈结构:水冷箱型;托圈与炉壳间隙:100㎜,耳轴部位50㎜电机: 45KW×4台最大操作力矩:~1000N·m倾动转速: 0.1-1.22r/min倾动角度: ±360 °倾动减速机比:一次:98.821 二次:8.1176额定制动力矩: 1000N·m×42.3 氧枪系统a. 氧枪系统:氧枪总长度: 17.730m喷头:四孔拉瓦尔型枪直径Ф219㎜喉口Ф30.5㎜出口Ф39.5㎜马赫数 M=1.95 α= 11°50´~12°三层同心套管:内:Ф133㎜×5㎜中:Ф180㎜×5㎜外:Ф219㎜×7㎜供水压力>1.2MPa,进水温度≤35℃,出水温度≤50℃,供水量≥100t/h供氧压力: 0.7~0.9MPa氧枪总重: 2030㎏(包括枪内水量480㎏)b.提升机构提升能力: 55KW升降速度: V快=40m/min V慢=3.5m/min升降行程:工作行程:13900㎜c.横移装置:横移速度: 4m/min横移行程: 2500㎜连铸机设备主要设备工艺参数连铸机台数: 3台机型:2#机:四机四流R8m全弧形方坯连铸机3#机:五机五流R7m矩坯连铸机4#机:三机三流R6.5m直弧形板坯连铸机铸机流间距: 1.25m、 1.4m、 3.2m铸流断面: 2#机: 150×180 150×2203#机: 150×260 150×320 150×3304#机: 150×(330~650)中间包容量: 2#机: 18t 3#机:20t 4#机:25t引锭杆型式: 2#、3#机:钢性引锭杆 4#机:柔性引锭杆钢包转台:a) 钢包最大(单臂)承重:2#连铸机100t,3#连铸机90t,4#连铸机100tb) 钢包转台中心回转半径: 3.5 mc) 钢包回转速度: 1转/分中间包车:a) 行走速度: 2.9~13 m/minb)中间包车轨矩: 2#、3# 5670㎜ 4#6300㎜c)车长: 2#7600 ㎜、3#9200㎜、4#9800㎜结晶器振动装置:a) 型式:四连杆仿弧b) 振幅: 4~8㎜c)振动频率: 0~200次/min拉矫机:a) 型式: 2#、3#机双驱动五辊拉矫机4#机 7组拉矫机,4点矫直b) 辊子开口度: 2#、3#机最小106㎜,最大480㎜4#机 150㎜切割机:a) 型式:火焰切割b) 工作行程: 2#、3#机 2.1m,4#机4.65mc)切割速度: 0.3~0.4m/min4、 60t钢包尺寸包壳:上口2640㎜,下口2300㎜,全高3350㎜打结好钢包:上口2200㎜,下口1880㎜,内高2850㎜常用原材料基本技术要求(一)基本检测1、原材料计量入炉铁水必须经吊车电子秤称量。
60吨提钒转炉工程钢结构冬季现场安装焊接技术
第2 O期 总 第 2 6期 4
6 吨提钒转炉工程钢结构 O 冬季现场安装 焊接技术
彭佩 茹
( 国二 冶 , 蒙 古 包 头 中 内 041) 1 0 0
摘 要 : 述 了 大 型 钢 结 构 在 低 温 环 境 条 件 下 , 过 采 取 防 风 保 温 措 施 , 行 碱 性 焊 条 手 工 电 弧 焊 论 通 进
长 跨 进 行 。转 炉 厂 房 内 钢 水 接 受 延 长 跨 主 要 在 主 厂 房 (C一 1 跨 1 5线 外 延 一 线 , 台 面 标 高 分 别 1 D) 1 平 为 : .3 0 m ; 7 0 r m ; 2 0 m ( 车 梁 所 在 8 0m 1.0 a 2 .0 r a 吊
焊 前 预 热 采 用 火 焰 加 热 , 采 用 数 字 测 温 仪 器 并 测 量 , 人 同 时 在 立 柱 一 侧 加 热 , 将 翼 缘 板 对 接 焊 两 应 接 区 沿 各 方 向 大 于 或 等 于 二 倍 钢 板 厚 度 且 不 小 于 1 0 m 范 围 内 的 母 材 加 热 到 1 0C以 上 后 方 可 施 0m 5。 焊 。 热 温 度 宜 在 焊 件 反 面 测 量 , 温 点 应 在 离 电 弧 预 测 经 过 前 的 焊 接 点 各 方 向 不 小 于 7 mm 处 ; 用 火 焰 5 当 加 热器预 热 时正面测 温应在 加热停 止后进行 。
2 焊 接 工 程 特 点 和 难 点
坡 口 在 制 作 场 地 须 按 图 纸 要 求 加 工 完 毕 , 焊 施
前 , 对 焊 接 部 位 3 rm 范 围 内 进 行 清 理 , 除 水 、 应 0 a 去 油 污 、 迹等 , 接部 位应 干燥 。 锈 焊
3 焊 前 预 热 .5
100t顶底复吹转炉炉型设计说明书

目录前言 (1)一、转炉炉型及其选择 (1)二、炉容比的确定 (3)三、熔池尺寸的确定 (3)四、炉帽尺寸的确定 (5)五、炉身尺寸的确定 (6)六、出钢口尺寸的确定 (6)七、炉底喷嘴数量及布置 (7)八、高径比 (9)九、炉衬材质选择 (9)十、炉衬组成及厚度确定 (9)十一、砖型选择 (12)十二、炉壳钢板材质与厚度的确定 (14)十三、校核 (15)参考文献 (16)专业班级学号姓名成绩前言:转炉是转炉炼钢车间的核心设备。
转炉炉型及其主要参数对转炉炼钢的生产率、金属收的率、炉龄等经济指标都有直接的影响,其设计是否合理也关系到冶炼工艺能否顺利进行,车间主厂房高度和与转炉配套的其他相关设备的选型。
所以,设计一座炉型结构合理,满足工艺要求的转炉是保证车间正常生产的前提,而炉型设计又是整个转炉车间设计的关键。
设计内容:100吨顶底复吹转炉炉型的选择与计算;耐火材料的选择;相关参数的选择与计算。
一、转炉炉型及其选择转炉有炉帽、炉身、炉底三部分组成。
转炉炉型是指由上述三部分组成的炉衬内部空间的几何形状。
由于炉帽和炉身的形状没有变化,所以通常按熔池形状将转炉炉型分为筒球形、锥球型和截锥形等三种。
炉型的选择往往与转炉的容量有关。
(1)筒球形。
熔池由球缺体和圆柱体两部分组成。
炉型形状简单,砌砖方便,炉壳容易制造,被国内外大、中型转炉普遍采用。
(2)锥球型。
熔池由球缺体和倒截锥体两部分组成。
与相同容量的筒球型比较,锥球型熔池较深,有利于保护炉底。
在同样熔池深度的情况下,熔池直径可以比筒球型大,增加了熔池反应面积,有利于去磷、硫。
我国中小型转炉普遍采用这种炉型,也用于大型炉。
(3)截锥形。
熔池为一个倒截锥体。
炉型构造较为简单,平的熔池底较球型底容易砌筑。
在装入量和熔池直径相同的情况下,其熔池最深,因此一般不适用于大容量炉,我国30t以下的转炉采用较多。
不过由于炉底是平的,便于安装底吹系统,往往被顶底复吹转炉所采用。
年产钢_120吨转炉_炼钢车间设计

摘要重庆科技学院专科生毕业设计 - I -摘要2004年重庆政府在重庆西永划定并力争打造重庆西部教育基地,至今已修建了高新技术产业园西永微电园、10余所高校、房地产富力城及熙街生活娱乐圈。
大体上满足人们的日常生活需求。
但这只是重庆西部大开发的一部分,更多的建设项目也已经或者即将上马。
这些项目更重要的一方面是拉动当地一代的经济发展,并与主城区的发展相补充。
最终达到重庆人均GDP 的提升,让重庆人民生活更加富裕。
2009年,国家财政为了应对金融危机扩大内需,更是投入4万亿专项资金在全国进行基础设施建设。
而重庆市是西部大开发的中心城市,因而对建筑用材特别是钢铁的需求量大幅增加。
氧气顶底复吹转炉是20世纪70年代中、后期,开始研究的一项新炼钢工艺。
其优越性在于炉子的高宽比略小于顶吹转炉却又大于底吹转炉,略呈矮胖型;炉底一般为平底,以便设置底部喷口。
本设计在考虑到这方面的问题,拟定选址在重庆忠县修建年产钢120万吨新型钢铁厂。
本钢厂主产碳素工具钢、碳素结构钢、轴承钢及弹簧钢。
能够及时供应重庆西部开发的建材钢铁需求,此外还能满足重庆长安汽车板簧供应。
关键词:西部大开发 转炉炼钢 氧气顶底复吹转炉 新型钢铁厂重庆科技学院专科生毕业设计- II -目录 重庆科技学院专科生毕业设计- III -目录摘要 (I)1 炼钢厂设计概论 (1)1.1 钢铁工业在国民经济中的地位和作用 (2)1.2 炼钢工艺的发展及现状 (2)1.3 钢铁厂设计的目的及意义 (3)2 厂址选择论证 (4)2.1 建厂条件 (4)2.2 产品市场 (5)3 产品方案及金属料平衡估算 (7)3.1 产品大纲 (7)3.2 全厂金属料平衡估算 (7)3.3 技术可行性 (8)4 转炉车间生产工艺流程 (10)4.1 设计原始条件 (10)4.2 生产工艺流程图 (10)5 转炉炼钢的物料平衡和热平衡计算 (13)5.1 物料平衡计算 (13)5.2 热平衡计算 (20)6 原料供应及铁水预处理方案 (24)6.1 原料供应 (24)6.2 铁水预处理方案 (27)7 转炉座数及其年产量核算 (29)7.1 转炉容量和座数的确定 (29)7.2 车间生产能力的确定 (29)7.3 确定转炉座数并核算年产量 (30)8 转炉炉型选型设计及相关参数计算 (31)8.1 转炉炉型设计 (31)8.2 转炉炉衬设计 (34)8.3 转炉炉体金属构件设计 (35)9 转炉氧枪设计及相关参数计算 (36)9.1 氧枪喷头尺寸计算 (36)9.2 50t 转炉氧枪枪身尺寸计算 (38)10 炉外精炼设备选型 (41)10.1 炉外精炼的功能 (41)10.2 LF 精炼炉 (41)10.3 RH 精炼炉 (42)11 钢包、起重机相关数据计算及车间经济指标 (44)11.1 钢包尺寸及数量 (44)11.2 起重机吨位及数量 (47)11.3 车间主要技术经济指标及成本核算 (48)12 连铸机设备选型及相关参数确定 (51)重庆科技学院专科生毕业设计12.1 连铸机机型选择 (51)12.2 连铸机主要参数的确定 (51)12.3 连铸机生产能力的计算 (54)12.4 连铸操作规程 (57)13 烟气净化系统的选型及相关计算 (64)13.1 转炉烟气净化与回收的意义 (64)13.2 转炉烟气净化及回收系统 (64)13.3 回收系统主要设备的设计和选择 (66)13.4 计算资料综合 (67)14 车间工艺布置方案 (68)14.1 车间工艺布置方案 (68)14.2 转炉跨布置 (68)14.3 连铸各跨布置 (74)15 主炼钢种的操作规程 (79)15.1 基本检测 (79)15.2 精料 (79)15.3 基本操作参数 (80)15.4 装入制度 (81)15.5 供氧制度 (82)15.6 造渣制度 (82)15.7 终点控制与出钢 (83)15.8 脱氧与合金化 (84)16 拟订生产组织及安全生产制度 (85)16.1 生产组织安排 (85)16.2 安全制度的制定 (86)参考文献 (87)致谢 (88)附录附图1 转炉炉衬图附图2 氧枪喷头图附图3 车间厂房平面布置图附图4 车间厂房剖面布置图- IV -1 炼钢厂设计概论重庆科技学院专科生毕业设计 - 1 -1 炼钢厂设计概论2004年重庆政府在重庆西永划定并力争打造重庆西部教育基地,至今已修建了高新技术产业园西永微电园、10余所高校、房地产富力城及熙街生活娱乐圈。
LF精炼炉

电极夹头由抱闸和水冷的锻造铜座组成。
设计特点
转炉车间主要包括加料跨、炉子跨、钢水跨、出渣跨等主要生产厂房。在本次设计中,LF钢包精炼炉只有设置在过渡跨才能减少占用空间,保证布局合理,工艺流程顺畅。
“转炉—精炼—连铸”是转炉炼钢工艺典型流程,它强调精炼站的在线布置。根据本工程的工艺布置,经过多次研讨,我们拟定LF精炼炉在过渡跨建设。具体布置见附图。为了进一步减少空间的占用,我们没有采用前一个60tLF精炼炉的双车三工位形式,而是采用了钢包回转台(或回转车)的形式,加快了精炼操作的节奏。同时,加料跨也布置在过渡跨内,进一步减少了空间占用。
炉盖上供水系统及在冷却水入口处设有流量、压力监控仪表,在出口处设有温度监控仪表。
技术参数:
烟气量:80000m3/h
烟气温度:1250℃
密封裙边高度:250mm~300mm
型式:水冷管式
数量:1套
炉盖寿命:≥3000炉次
烟气始发量:120-200Nm3/h
环境温度:按30℃考虑
排烟温度:≤180℃
烟气参数
粉尘量:10g/Nm3
粉尘流量:38kg/h
烟气成份
AI2O3%
Fe2O330%
MnO %
SiO2%
CaO %
SO2%
MgO %
CO29%
6.1.4包盖升降机构
设备包含:
升降立柱、柱塞式液压缸和悬挂法兰组成。
日照钢铁60t转炉倾动力矩的计算与分析
Ca c a i n a d na y i f t e tli o qu f Ri h o S e l6 o e t r lul to n a l ss o h i ng t r e o z a t e 0 tc nv r e t
S NG L i C N Hu , JAO Ho gwe O e , HE i I n — i
问的出 题 提
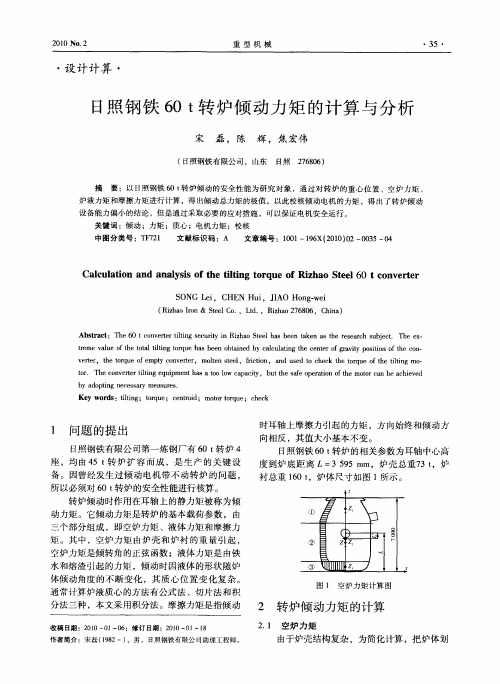
日照钢铁 有 限公 司第一 炼 钢 厂有 6 转炉 4 0t 座 ,均 由 4 转 炉 扩 容 而 成 ,是 生 产 的关 键 设 5t 备 。 因曾经 发生 过 倾 动 电机 带不 动转 炉 的 问题 , 所 以必须 对 6 转 炉 的安全 性 能进行 核算 。 0t 转炉倾 动 时作 用在 耳轴 上 的静力 矩被 称 为倾 动力 矩 。它倾 动力 矩是 转炉 的基 本载 荷参 数 ,由
炉液力矩和摩擦力矩进行计算 ,得出倾 动总力矩的极值 ,以此校核倾动 电机 的力 矩 ,得 出了转炉倾动
设备能力偏小 的结论 ,但是通过采取必要 的应对措施 ,可以保证 电机安全运行 。 关键词 :倾动 ;力矩 ;质心 ;电机力矩 ;校核 中图分类号 :T 7 1 F 2 文献标识码 :A 文章编 号 :10 —16 2 1 )2— 0 5— 4 0 1 9 X(0 0 0 0 3 0
tr T e c n et rt i g e u p n a o o a a i o . h o v r h n q ime t s at ol w c p ct b tte s f p rto ft emoo a e a he e e i h y, u ae o e ain o t rc n b c iv d h h b d p i g n c s ay me s r s y a o t e e s r a u e . n Ke r s i ig;t r u y wo d :t t ln o q e;c n r i moo o q e; c e k e t d; o trt r u h c
GT1215S硫系易切削钢的生产实践与质量控制

GT1215S硫系易切削钢的生产实践与质量控制郭江增; 高志勇; 谭雅雯; 王睿智; 贾铭琳; 朱跃克【期刊名称】《《河南冶金》》【年(卷),期】2019(027)004【总页数】3页(P54-56)【关键词】控制难点; GT1215S; 硫系易切削钢; 活度氧; 结晶器保护渣【作者】郭江增; 高志勇; 谭雅雯; 王睿智; 贾铭琳; 朱跃克【作者单位】河南济源钢铁集团有限公司【正文语种】中文0 前言易切削钢(Easy Cutting Steel)是在钢中加入一定数量的易切削元素,以改善其切削性能的合金钢。
这类钢中的硫、磷含量较一般碳素钢高出数倍。
由于硫、磷含量增高,增加了钢的切削性能,机床的切削速度大大提高。
随着制造业及汽车行业的快速发展,国内数控车床的作业量近年来上升很快,易切削钢使用前景良好。
易切削钢分为硫系、铅系、钙系等几大类型。
其中,硫系易切削钢在钢中添加硫元素,形成硫化锰(MnS) 的成分[1],可显著提高切削速度,具有易断屑、光洁度高、刀具损耗小、高效率、低能耗等优点。
而且,随着近几年全球环境保护意识的提高,比较环保的硫系易切削钢的市场需求越来越大。
为满足客户需求,济源钢铁第二炼钢厂也相继研发生产了硫系易切削钢,近几年通过不断生产实践,济源钢铁第二炼钢厂生产的硫系易切削钢的质量性能都能较好地满足客户要求。
笔者主要介绍了济源钢铁第二炼钢厂GT1215S易切削钢的生产实践与质量控制。
1 主要生产装备及生产工艺路线1.1 主要装备济源钢铁第二炼钢厂GT1215S的主要生产装备包括600 t混铁炉、60 t氧气顶底复吹转炉、60 t 钢包精炼炉和5 机 5流弧形连铸机,其中连铸机断面可实现150 mm × 150 mm和200 mm × 200 mm相互转换,结晶器液面自动控制和MEMS电磁搅拌器、FEMS电磁搅拌器。
1.2 生产工艺路线混铁炉—转炉冶炼—氩站处理—LF炉精炼—方坯连铸机连铸—钢坯精整。
LF-60t钢包精炼炉工程技术协议资料

山西建邦特钢有限公司LF-60t钢包精炼炉工程技术协议甲方:山西建邦特钢有限公司乙方:西安桃园冶金设务工程有限公司二〇〇六年十一月目录1.主要工艺条件2.设备技术规格说明3.设计交接点和设备清单及设计联络4.资料的提交及进度5.运行保证值6.设备制造的监制和验收7.人员培训及技术服务8.安装调试9.其它山西建邦特钢有限公司——————以下简称甲方西安桃园冶金设备工程有限公司——————以下简称乙方为满足生产发展需要及适应调整产品结构、扩大产量及产口品种,提高质量,达到节能、降耗、降低成本;同时协调转炉与连铸之间的生产需要,保证转炉、连铸匹配生产实现多炉连浇,山西建邦集团特钢有限公司转炉炼钢车间拟新建一台LF-60t钢包精炼炉。
LF炉主要与新建的转炉和连铸机匹配。
新建的LF炉设备必须是完整的、技术的先进的、运行是可靠的;保证钢包炉的产品具有较强的国际市场竞争力。
工程范围包括LF精炼炉设备及其设备土建的设计、设备供货、运输、安装和调试。
1.主要工艺条件1.1工艺布置a.LF钢包精炼炉采用离线布置。
b.LF钢包精炉采用钢包回转台工作。
c.单炉处理量:最大70t,平均60t。
d.处理周期:300min。
1.2冶炼条件转炉座数1座(新建)转炉公称容量60t转炉平均出钢量60t转炉最大出钢量70t转炉平均冶炼周期300min1.3LF-60t精炼炉电极条件考虑电极的合理载流能力,LF-60t钢包精炼炉电极及接头选用Ф350mm的UHP电极较合理。
1.4设备结构形式LF-60t钢包精炼炉采用还原气氛及微正压条件下的电弧加热,电极升降采用三相电极分别调节,结构形式为三相三臂加热基架式。
1.5设备功能LF钢包精炼炉可以取代初炼炉进行还原期操作,对钢液进行升温、脱氧、脱硫、脱气、合金化、吹氩搅拌,使钢液成份和温度均匀,提高钢液质量,增加产量。
设备具有以下功能:1)对钢水的成分进行调及精确控制;2)确保炉内气氛的可控性强,可实现在强还原气氛下精炼;3)可精确调整钢水温度,为连铸机提供准确的浇钢温度;4)采用钢包底吹氩搅拌,均匀钢水成分和温度;5)通过氩气搅拌(配合渣精炼进行脱硫)及喂丝改变夹杂物形态,去除夹杂,提高钢水的纯净度和质量;6)作为转炉、连铸机之间的缓冲设备,保证转炉、连铸匹配生产,实现多炉连铸。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
转炉设计冶金工程课程设计任务书1 设计题目:转炉设计2已知条件:炉子平均出钢量为60t,钢水收得率取94%,最大废钢比取18%,采用废钢矿石法冷却:铁水采用P08低磷生铁[ω(Si)≦0.85%]ω(P)≦0.2%ω(S)≦0.05%],氧枪采用四孔拉瓦尔喷头,设计氧压为1.0MPa。
3设计内容及要求:(1)确定炉型和炉容比(2)计算熔池尺寸、炉帽尺寸、炉身尺寸、出钢口尺寸、炉衬厚度及炉壳厚度(3)绘制转炉炉型图(4)其它要求:①在课程设计期间要努力工作,勤于思考,仔细检索文献和分析设计过程的问题。
②设计说明书必须认真编写,字迹清楚、图表规范、符合制图要求。
3 设计工作量:设计说明书1份;转炉炉型图1份;参考文献列表1份1.1转炉炉型设计1.1.1转炉炉型设计概述(1)公称容量及其表示方法公称容量(T),对转炉容量大小的称谓。
即平时所说的转炉的吨位。
(2)炉型的定义转炉炉型是指转炉炉膛的几何形状,亦即指由耐火材料切成的炉衬内形。
炉型设计内容包括:炉型种类的选择;炉型主要参数的确定;炉型尺寸设计计算;炉衬和炉壳厚度的确定;顶底复吹转炉设计。
1.1.2炉型种类及其选择(1)炉型种类根据熔池(容纳金属液的那部分容积)的形状不同来区分,炉帽、炉身部位都相同,大体上归纳为以下三种炉型:筒球形、锥球形和截锥形。
①筒球形炉型:该炉型的熔池由一个圆筒体和一个球冠体两部分组成,炉帽为截锥体,炉身为圆筒形。
其特点是形状简单,砌砖简便,炉壳容易制造。
在相同的熔池直径D和熔池深度h的情况下,与其他两种炉型相比,这种炉型熔池的容积大,金属装入量大,其形状接近于金属液的循环运动轨迹,适用于大型转炉。
②锥球形炉型(国外又叫橄榄形):该炉型的熔池由一个倒置截锥体和一个球冠体两部分组成,炉帽和炉身与圆筒形形炉相同。
其特点是,与同容量的其他炉膛相比,在相同熔池深度h下,其反应面积大,有利于钢、渣之间的反应,适用于吹炼高磷铁水。
③截锥体炉型:该炉型的熔池有一个倒置的截锥体组成。
其特点是,形状简单,炉底砌筑简便,其形状基本上能满足于炼钢反应的要求。
与相同容量的其他炉型相比,在熔池直径相同的情况下,熔池最深,适用于小型转炉。
结合中国已建成的转炉的设计经验,在选择炉型时,可以考虑:100~200t以上的大型转炉,采用筒球形炉型;50~80t的中型转炉,采用锥球形转炉;30t以下的小型转炉,采用截锥体转炉。
1.1.3转炉炉型主要参数的确定迄今为止,国内外还没有一套完整的转炉炉型的理论计算公式,不能完全从理论上确定一个理想的转炉炉型和炉型各部分尺寸参数。
现有的公式都属于经验公式。
目前国内各厂进行转炉炉型设计时,一般都是采用“依炉建炉”的设计方法。
即通过考察和总结同类转炉的长期生产情况和较先进的技术经济指标,结合采用经验公式和进行可行的模拟试验,再结合当地的条件做适当的修改,来确定转炉的炉型尺寸。
转炉炉型的主要参数的确定方法,通常采用推荐的方法。
①直接推荐各参数的数值范围。
②推荐经验计算公式。
以下为北京钢铁设计研究总院推荐的一套经验公式。
主要参数包括:V/T、H/D、h/D、d0/D、θ,出钢口参数(d T、β、L T)。
对这些参数的确定需要持慎重态度,在进行炉型设计时,要仔细考虑确定这些参数,才能使设计出来的转炉炉型比较合理,满足工艺要求。
(1)炉容比(V/T,容积比或容积系数)炉容比V/T是指新炉时,转炉炉膛有效容积V与公称容量T的比值(m3/t)。
意义:单位公称容量所占有的炉膛有效容积(也叫工作容积)的大小。
它是炉型参数中一个最重要参数。
它决定了转炉吹炼容积的大小。
炉容比对吹炼操作、喷溅、炉衬寿命都有很大的影响。
根据炼钢工艺设计技术规定,要求转炉新砌炉衬的炉容比V/T应在0.9~0.95m3/t,小容量转炉取上限,大容量转炉取下限。
中国设计部门推荐,炉容量越大,炉容比越小。
下表为不同转炉炉容比的情况。
使用条件:90%~95%的铁水比,采用废钢矿石法冷却,使用部颁标准P08生铁,供氧强度B在3~4m3/(t·min)。
不同转炉炉容比度,V/T 设计值比推荐值大些,例如:太钢50t 转炉为0.98 m 3/t ,包钢50t 转炉为0.99 m 3/t ,马钢50t 转炉的V/T 为0.975 m 3/t ,武钢50t 转炉的V/T 为0.95 m 3/t ,攀钢120t 转炉的V/T 为1.02 m 3/t ,20t 转炉定型设计为1.03 m 3/t ,15t 转炉定型设计取1.03~1.21 m 3/t 。
上述数据与实际比较接近,通常V/T 在0.95~1.05 m 3/t ,通常V/T 增大的原因是采用了较大的供养强度,吹氧时间缩短,炉容比还可以采用经验公式计算:06.0)(15100.0)(12100.0)(5.775.0213131+⎥⎦⎤⎢⎣⎡++=B P Si C T Vϖϖϖ 式中,ω(C ):铁水含碳量,%。
ω(Si ):铁水含硅量,%。
ω(P ):铁水含磷量,%。
B:供氧强度, m 3/(t ·min)。
(2) 高宽比(H/D )表示方法:H 内/ D 膛,炉型的高宽比;H/D ,炉壳的高宽比,两种的表示方法,相差一个炉衬厚度。
高宽比是反映炉型形状的另一个重要参数,决定了炉型是瘦长型还是短胖型。
经验证明,高宽比H/D<1.3则得不到防止喷溅的起码高度,国内高宽比不小于1.3。
炼钢工艺设计技术规定,要求炉壳的高宽比H/D 应在1.35~1.65范围,小容量转炉取上限,大容量转炉去下限。
3.01.065.21.0++=B TDH 内 式中,H 内/D :炉膛内高直径比; T:公称容量,t ;B :供氧强度,m 3/(t ·min)。
注意:设计时不能用高宽比计算尺寸,而是用高宽比值来校核所设计的炉型是否合理,炉型尺寸另有计算公式。
(3) 熔池深度直径比(h/D )熔池深度h :熔池处于静止状态时金属液面到炉底的深度。
熔池直径D :熔池处于静止状态时金属液面的直径。
根据实际经验,大多数转炉的h/D 在0.23~0.54范围内波动,一般h/D 为0.31~0.33。
熔池深度直径比h/D 可以用下面公式计算:31)()19.0~17.0(TV K D h = 式中,K —H 内/D 。
(4) 炉口直径比(d 0/D )d 0为炉口直径。
因为在确定炉口直径比之前D 已经确定,所以炉口直径比的大小决定炉口的大小。
总结已投产的转炉,炉口直径比在0.31~0.69范围内波动,多数在0.5左右。
设计部门推荐d 0/D=0.43~0.53;大型转炉取下限,小型转炉取上限。
炉口直径比可用下式计算:75.05.065.25.031.00++=S T K Dd式中,K :H 内/D ; T :公称容量,t ;S:按月计最大废钢比。
(5) 帽锥角(θ)指炉帽锥与炉身交接处,炉帽与转炉水平线之间的夹角。
确定θ的原则如下:①便于炉气逐渐收缩逸出,减少炉气对炉帽衬砖的冲刷侵蚀。
②使炉锥段各层砌砖逐渐收缩,缩短砌砖的错台长度,增加砌砖的牢固性。
如果θ值太小,砌砖错台太长容易塌落。
推荐值θ=60°~68°。
大型转炉取下限,小型转炉取上限。
一般炉帽部分的体积占炉膛体积的30%。
(6) 出钢口参数(位置、太小、长度和出钢口倾角β)①出钢口位置。
出钢口位置通常设在炉身与炉帽耐火材料的交接处。
②出钢口倾角β。
原则上讲应在开堵出钢口方便的情况下尽量减少β,国内已建成的转炉多数β值在15°~20°之间。
如太钢50t 转炉为19°,鞍钢150t 转炉为20°,攀钢150t 转炉为20°。
近几年新建大、中型转炉有些采用0°角。
减少出钢口倾角的优点如下:a .可以缩短出钢口长度,便于维护。
b .可以缩短钢流长度(出钢口至钢包的距离),减少钢流的吸气和散热损失。
c .出钢时炉内钢水不发生漩涡运动,避免钢流夹渣。
d .出钢时钢包车行走距离短,出钢口倾角大,则行车距离长。
③出钢口直径a .出钢口内径(d T ),其大小要满足出钢所需要的时间(2~8min ,依转炉大小而不同,一般5min 左右),出钢口内径推荐值如下表所示:Td T 75.163+=式中,T 为公称吨位。
b .出钢口外径(衬砖+炉壳的厚度)d ST .出钢口外径一般为出钢口内径的6倍左右。
即:d ST =6d T 。
④出钢口长度L T 。
出钢口长度一般为出钢口内径的7~8倍,即L T =(7~8) d T上述参数确定后,就可以进行炉型各部分尺寸的设计计算了。
注:不能用H/D ,h/D 计算炉型尺寸,只能用其校核设计尺寸是否合理。
1.1.4转炉设计计算设计程序:①确定所设计炉子的公称容量;②选择炉型(筒球形、锥球形、截锥形); ③确定炉型主要设计参数; ④计算熔池尺寸;⑤确定整个炉型尺寸。
(1) 熔池尺寸的计算在炉型尺寸的计算中首先要确定熔池尺寸,主要是熔池直径和熔池深度的计算确定,它是炉型尺寸中两个最重要的尺寸参数。
熔池直径和深度计算出来后要校核h/D 是否合乎要求,否则应重新调整熔池直径和熔池深度值,直至h/D 合乎要求为止。
① 熔池直径(D )。
中国设计部门推荐采用如下计算公式:tG KD =式中D:熔池直径,m ;G:新炉金属装入量,t ; t:吹氧时间,min ;ηBT G +=22式中,T :平均出钢量,t ;B :老炉比新炉多产刚系数。
一般B=10%~40%,大型转炉取下限,小型转炉取上限。
η:金属消耗系数,一般P08生铁η=1.07~1.15;J 13生铁η=1.15~1.20。
η=1/η金η金:金属收得率。
吹氧时间的计算如下。
()[]min t /m t /m t 33∙=供氧强度)吨钢耗氧量(吹氧时间它是另一个比较重要的熔池尺寸参数,对于一定容量的转炉,在炉型和熔池直径确定以后,可以利用几何公式计算熔池深度。
a .截锥形熔池。
利用截锥形的体积公式:h 574.02D V =池b .筒球形熔池.32046.0h 79.0D D V -=池c .锥球形熔池320363.0h 70.0D D V -=池熔池直径H 已求出,若能知道V 池就可以用以上公式求出各种炉型的h 值。
根据熔池定义,熔池体积V 池应等于金属液体积V 金,即V 池=V 金式中,V 金:新炉金属装入量占有的体积;V 金=G/ρ金,ρ金为金属液密度,取6.8~7.0t/m 3。
求出D 和h 后,校核:h/D 是否符合推荐值h/D=0.31~0.33;校核h 冲/h ,h 冲氧流股的冲击深度,h 应满足h 冲的需要,对多孔喷头h 冲/h=0.25~0.4为宜。