PCB制程测试项目及方法
PCB制程测试项目及方法

2021/9/17
1
(2)吸尘器吸力测试
--------NC
目的:
①检测吸尘器本身吸力是否达标 ②吸尘器至钻孔机管口吸力是否达标
测试方法:
风速流量检测仪
管控范围:
吸尘器端口:1500-2000psi/15HP 钻孔机吸管端口: 1200-1500psi
2021/9/17
2
(3)孔壁粗糙度检测
-------NC
①用打点器测试烤箱六位置的温度 ②烤箱的抽风量用风速计测试,以表显为 准
2021/9/17
36
(6)网版高度
------L/Q
目的:
检测油墨有无印下或过多油墨堆积 板面
测试方法:
①在做首件时用0.8-1cm厚的板放在网 版下,测试网版于被印板的高度 测试标准:
①网版到板面的高度是该板的3倍
2021/9/17
③温度150℃,烘烤10min;称其重量W2 ④ 计算:(W1-W2)/1min=Xg/min
2021/9/17
7
(5)蚀刻均匀性测试
------电镀
目的:
检测蚀刻段上下喷淋所咬铜量否均匀一致, 而可确认校正上下喷淋压力值
测试方法:
① 取400*500mm基板 ②打开蚀刻机输送(速度8.0m/min)将其 基板过两段喷淋
-----电镀
目的: 检测振动马达本身频率及振幅,能有
效驱超气泡及提高贯孔性 测试方法:
振动分析仪 管制范围:频率40HZ,振幅:0.3mm以
2021/9/17
13
(11)除胶渣速率
-----电镀
目的:
检测Desmear除胶效果,确保化铜沉积, 不宜导致内开(OPEN)
PCB制程测试项目及方法

------电镀
目的:
检验蚀刻液咬铜处理量,测定每分钟咬铜的质量 (g/min)
测试方法:
① 取10*10cm基板,温度150℃,烘烤10min;称 其重量W1
②打开输送、喷淋,1min穿过蚀刻段,确认蚀刻 段长度S
③温度150℃,烘烤10min;称其重量W2 ④ 计算:(W1-W2)/1min=Xg/min
① 取一块10*10cm的光板,在150℃烤箱中烘 烤5min
②用电子天平称其重量w1,用绳子把实验板 绑在飞靶上,过Desmear流程
③ 用烤箱150℃烘烤5min,称其重量w2 ④计算公式:(w1-w2)/100/2=除胶渣速率
标准范围:
0.15-0.3mg/cm3
(12)沉积速率
-----电镀
测试方法:
金像显微镜
管控范围:
多层板粗糙度≦ 800u” 双面板粗糙度≦ 1200u”
(1)铜厚测试
-------电镀
目的: 检验基铜箔或制程孔、面铜的厚度
值鉴定 测试方法:
孔、面铜测厚仪
(2)PTH背光测试
------电镀
目的:
检验PTH化学铜沉积的厚度
测试方法:
金像显微镜
管制范围:
化铜沉积厚度:20-40u”
中德投资有限公司
Central Tech Investment LTD.
PCB线路板---------制程测试项目及方法
撰写:文军
(1)孔径偏移度测试
--------NC
目的:
检测同等规格钻头、孔径大小、叠板厚度以及 孔径间距的偏移度 测试方法:
①取300*400mm基板n PNL ②同等板厚、钻头直径、叠板厚度一致 ③钻孔时,区分每spindles所钻之板做代号;并 区分面、中、低板 ④按顺序检测、并记录相关数据
PCB水破、附着力、显影点测试的方法说明
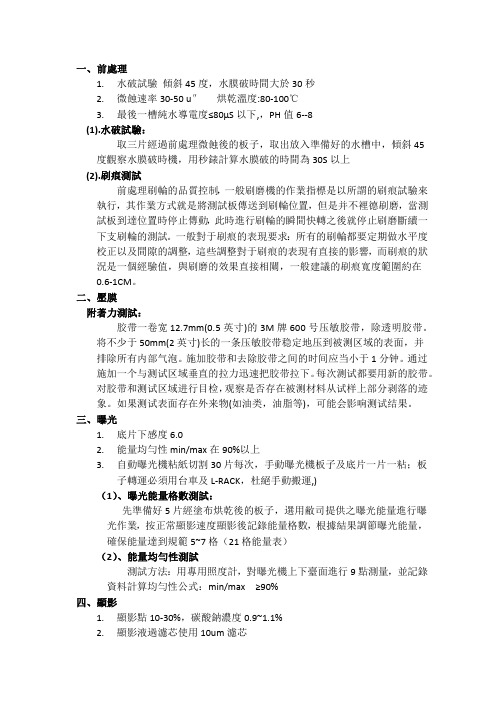
一、前處理1.水破試驗傾斜45度,水膜破時間大於30秒2.微蝕速率30-50 u″烘乾溫度:80-100℃3.最後一槽純水導電度≤80μS以下,,PH值6--8(1).水破試驗:取三片經過前處理微蝕後的板子,取出放入準備好的水槽中,傾斜45度觀察水膜破時機,用秒錶計算水膜破的時間為30S以上(2).刷痕測試前處理刷輪的品質控制,一般刷磨機的作業指標是以所謂的刷痕試驗來執行,其作業方式就是將測試板傳送到刷輪位置,但是并不裡德刷磨,當測試板到達位置時停止傳動,此時進行刷輪的瞬間快轉之後就停止刷磨斷續一下支刷輪的測試。
一般對于刷痕的表現要求:所有的刷輪都要定期做水平度校正以及間隙的調整,這些調整對于刷痕的表現有直接的影響,而刷痕的狀況是一個經驗值,與刷磨的效果直接相關,一般建議的刷痕寬度範圍約在0.6-1CM。
二、壓膜附著力測試:胶带一卷宽12.7mm(0.5英寸)的3M牌600号压敏胶带,除透明胶带。
将不少于50mm(2英寸)长的一条压敏胶带稳定地压到被测区域的表面,并排除所有内部气泡。
施加胶带和去除胶带之间的时间应当小于1分钟。
通过施加一个与测试区域垂直的拉力迅速把胶带拉下。
每次测试都要用新的胶带。
对胶带和测试区域进行目检,观察是否存在被测材料从试样上部分剥落的迹象。
如果测试表面存在外来物(如油类,油脂等),可能会影响测试结果。
三、曝光1.底片下感度6.02.能量均勻性min/max在90%以上3.自動曝光機粘紙切割30片每次,手動曝光機板子及底片一片一粘;板子轉運必須用台車及L-RACK,杜絕手動搬運,)(1)、曝光能量格數測試:先準備好5片經塗布烘乾後的板子,選用敝司提供之曝光能量進行曝光作業,按正常顯影速度顯影後記錄能量格數,根據結果調節曝光能量,確保能量達到規範5~7格(21格能量表)(2)、能量均勻性測試測試方法:用專用照度計,對曝光機上下臺面進行9點測量,並記錄資料計算均勻性公式:min/max ≥90%四、顯影1.顯影點10-30%,碳酸鈉濃度0.9~1.1%2.顯影液過濾芯使用10um濾芯(1)、顯影點測試方法1:先準備好10片經塗布烘乾後未經曝光的板子,把顯影速度、壓力、藥業濃度調到管控標準內,把已準備好的10片板子緊密的放出顯影(板子間距不大於1cm),當第一片板子剛露出顯影槽時,關掉顯影傳動和上下噴壓,接著打開顯影工作槽的側蓋子,打開燈光觀察板子的顯影狀況,如果板子上面還殘留著一層污濁的顯影液(目視看去與顯影乾淨板子成為鮮明的對比),此顯影的位置則為顯影點,顯影破壞點應為10-30% ,如不合格,調整線速與噴壓;方法2:使用水溶性的筆測試法是不錯的方式,但是并不適用于濕法壓膜,先依據生產條件清潔一片基板,用水性筆作出記號并確定乾燥後進行壓膜,但是并不進行曝光,在顯影前考慮是否將底部噴嘴關掉,這樣可以使得觀察容易一些,去除保護膜并將電路板放入顯影槽中,可以開始進行顯影完成點的觀察。
PCB测试方法汇总

PCB测试方法汇总1、手工视觉测试手工视觉测试是通过人的视觉与比较来确认PCB上的元件贴装,这种技术是使用最为广泛的在线测试方法之一。
但是随着产量的增加和电路板及元件的缩小,这个方法越来越不适用了。
低的预先成本和没有测试夹具是它的主要优点;同时,很高的长期成本、不连续的缺陷发觉、数据收集困难、无电气测试和视觉上的局限也是这种方法的主要缺点。
2、自动光学检查(AutomatedOpticalInspection,AOI)这种测试方法也称为自动视觉测试,通常在回流前后使用,是较新的确认制造缺陷的方法,对元器件的极性、元器件是否存在的检查效果比较好。
它是一种非电气的、无夹具的在线技术。
其主要优点是易于跟随诊断、程序容易开发和无夹具;主要缺点是对短路识别较差,且不是电气测试。
3、功能测试(FunctionalTest)功能测试是最早的自动测试原理,它是特定PCB或特定单元的基本测试方法,可用各种测试设备来完成。
功能测试主要有最终产品测试(FinalProductT est)和最新实体模型(HotMock-up)两种。
4、飞针测试机(Flying-ProbeTester)飞针测试机也称为探针测试机,也是一种常用的测试方法。
由于在机械精度、速度和可靠性方面的进步,它在过去几年中已经受到了普遍欢迎。
此外,现在对于原型(Prototype)制造、低产量制造所需要的具有快速转换、无夹具能力的测试系统的要求,使得飞针测试成为最佳选择。
飞针测试机的主要优点是,它是最快速的到达市场时间(TimeT oMarket)的工具,自动生成测试,无夹具成本,良好的诊断和易于编程。
5、制造缺陷分析仪(ManufacturingDefectAnalyzer,MDA)MDA是一种用于高产量/低混合环境中只诊断制造缺陷的好工具。
这种测试方法的主要优点是前期成本较低,高输出,容易跟随诊断和快速完全的短路以及开路测试等;主要缺点是不能进行功能测试,通常没有测试覆盖指示,必须使用夹具,测试成本高等。
PCB水破、附着力、显影点测试的方法说明
一、前處理1.水破試驗傾斜45度,水膜破時間大於30秒2.微蝕速率30-50 u″烘乾溫度:80-100℃3.最後一槽純水導電度≤80μS以下,,PH值6--8(1).水破試驗:取三片經過前處理微蝕後的板子,取出放入準備好的水槽中,傾斜45度觀察水膜破時機,用秒錶計算水膜破的時間為30S以上(2).刷痕測試前處理刷輪的品質控制,一般刷磨機的作業指標是以所謂的刷痕試驗來執行,其作業方式就是將測試板傳送到刷輪位置,但是并不裡德刷磨,當測試板到達位置時停止傳動,此時進行刷輪的瞬間快轉之後就停止刷磨斷續一下支刷輪的測試。
一般對于刷痕的表現要求:所有的刷輪都要定期做水平度校正以及間隙的調整,這些調整對于刷痕的表現有直接的影響,而刷痕的狀況是一個經驗值,與刷磨的效果直接相關,一般建議的刷痕寬度範圍約在0.6-1CM。
二、壓膜附著力測試:胶带一卷宽12.7mm(0.5英寸)的3M牌600号压敏胶带,除透明胶带。
将不少于50mm(2英寸)长的一条压敏胶带稳定地压到被测区域的表面,并排除所有内部气泡。
施加胶带和去除胶带之间的时间应当小于1分钟。
通过施加一个与测试区域垂直的拉力迅速把胶带拉下。
每次测试都要用新的胶带。
对胶带和测试区域进行目检,观察是否存在被测材料从试样上部分剥落的迹象。
如果测试表面存在外来物(如油类,油脂等),可能会影响测试结果。
三、曝光1.底片下感度6.02.能量均勻性min/max在90%以上3.自動曝光機粘紙切割30片每次,手動曝光機板子及底片一片一粘;板子轉運必須用台車及L-RACK,杜絕手動搬運,)(1)、曝光能量格數測試:先準備好5片經塗布烘乾後的板子,選用敝司提供之曝光能量進行曝光作業,按正常顯影速度顯影後記錄能量格數,根據結果調節曝光能量,確保能量達到規範5~7格(21格能量表)(2)、能量均勻性測試測試方法:用專用照度計,對曝光機上下臺面進行9點測量,並記錄資料計算均勻性公式:min/max ≥90%四、顯影1.顯影點10-30%,碳酸鈉濃度0.9~1.1%2.顯影液過濾芯使用10um濾芯(1)、顯影點測試方法1:先準備好10片經塗布烘乾後未經曝光的板子,把顯影速度、壓力、藥業濃度調到管控標準內,把已準備好的10片板子緊密的放出顯影(板子間距不大於1cm),當第一片板子剛露出顯影槽時,關掉顯影傳動和上下噴壓,接著打開顯影工作槽的側蓋子,打開燈光觀察板子的顯影狀況,如果板子上面還殘留著一層污濁的顯影液(目視看去與顯影乾淨板子成為鮮明的對比),此顯影的位置則為顯影點,顯影破壞點應為10-30% ,如不合格,調整線速與噴壓;方法2:使用水溶性的筆測試法是不錯的方式,但是并不適用于濕法壓膜,先依據生產條件清潔一片基板,用水性筆作出記號并確定乾燥後進行壓膜,但是并不進行曝光,在顯影前考慮是否將底部噴嘴關掉,這樣可以使得觀察容易一些,去除保護膜并將電路板放入顯影槽中,可以開始進行顯影完成點的觀察。
PCB生产物料测试项目

5.起泡处需要切片分析,了解起爆点来源是否为铜箔问题产生的,拍照留样。
1.测试覆铜板,按照前处理—压膜—曝光—DES(需确认测试条件正常)。 2.再置于10% HCl溶液中浸泡90min 后取出,并以3M胶带黏贴并瞬间撕开胶带观察胶带表面。
1.90min后不可有残留之膜屑或铜屑存 在。 2.线路不被 HCl 攻击。 3.5mil PAD无脱落。
正常生产后,后烤进行板面全检,确认无孔裂、透光现象 按照IPC标准 使用测试油墨正常混合后,放置在印刷区24小时,确认功能性
288℃锡炉, 10秒3次后目视检测板面(印在铜面不行,防焊油墨上无问题)
油墨上不应附着焊锡或锡粒
百格绿漆无脱落
无异物、裂缝、剥落、表面粗糙
无显影不净
无肉眼可见之刮痕 绿油单边<1mil 黑油单边<1.2mil 无分离、爆孔、凸出、发红 线面10-30μm,线脚5μm以上,基材 面25-50μm undercut<2mil
汽车类pcb≥60N
失效模式有两种:①孔铜中间断裂②孔铜完全被拉出
失效模式②
准备3张万孔板,约10万孔,按照正常流程进行过超导线,然后进行后续电镀、图形工序,蚀刻过后使用 万用表进行测量。
二、富山1期9万m2/月(第二批)
单条线产能4.5万m2/月,对应线速需达到4.5pnl/min,干膜产能需达到此标准,需评估LDI干膜。
1.确认前处理、压膜、曝光、显影条件ok 2.小批量生产板测试,收集AOI良率,关注:膜屑反沾、曝光脏点、渗镀、干膜脱落、去膜不净、干膜型
质量稳定
孔破等。 干膜抗镀性、耐药水性
无对应异常
基板压以不同型号的干膜,然后曝光,60%显影点显影,看其相同格数所需的曝光能量高低
PCB板可靠性测试项目
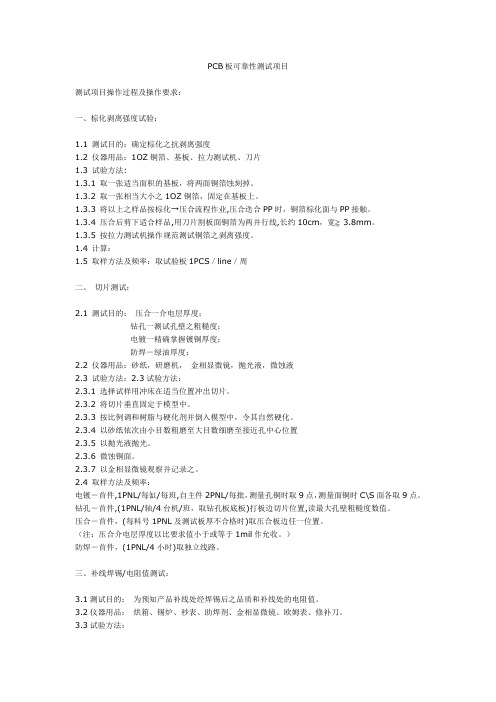
PCB板可靠性测试项目测试项目操作过程及操作要求:一、棕化剥离强度试验:1.1 测试目的:确定棕化之抗剥离强度1.2 仪器用品:1OZ铜箔、基板、拉力测试机、刀片1.3 试验方法:1.3.1 取一张适当面积的基板,将两面铜箔蚀刻掉。
1.3.2 取一张相当大小之1OZ铜箔,固定在基板上。
1.3.3 将以上之样品按棕化→压合流程作业,压合迭合PP时,铜箔棕化面与PP接触。
1.3.4 压合后剪下适合样品,用刀片割板面铜箔为两并行线,长约10cm,宽≧3.8mm。
1.3.5 按拉力测试机操作规范测试铜箔之剥离强度。
1.4 计算:1.5 取样方法及频率:取试验板1PCS/line/周二、切片测试:2.1 测试目的:压合一介电层厚度;钻孔一测试孔壁之粗糙度;电镀一精确掌握镀铜厚度;防焊-绿油厚度;2.2 仪器用品:砂纸,研磨机,金相显微镜,抛光液,微蚀液2.3 试验方法:2.3试验方法:2.3.1 选择试样用冲床在适当位置冲出切片。
2.3.2 将切片垂直固定于模型中。
2.3.3 按比例调和树脂与硬化剂并倒入模型中,令其自然硬化。
2.3.4 以砂纸依次由小目数粗磨至大目数细磨至接近孔中心位置2.3.5 以抛光液抛光。
2.3.6 微蚀铜面。
2.3.7 以金相显微镜观察并记录之。
2.4 取样方法及频率:电镀-首件,1PNL/每缸/每班,自主件2PNL/每批,测量孔铜时取9点,测量面铜时C\S面各取9点。
钻孔-首件,(1PNL/轴/4台机/班,取钻孔板底板)打板边切片位置,读最大孔壁粗糙度数值。
压合-首件,(每料号1PNL及测试板厚不合格时)取压合板边任一位置。
(注:压合介电层厚度以比要求值小于或等于1mil作允收。
)防焊-首件,(1PNL/4小时)取独立线路。
三、补线焊锡/电阻值测试:3.1测试目的:为预知产品补线处经焊锡后之品质和补线处的电阻值。
3.2仪器用品:烘箱、锡炉、秒表、助焊剂、金相显微镜、欧姆表、修补刀。
PCB制程品质检验规范(彩图版)

序号缺陷等级1MA 2MA 3MA 4MI 5MI 6MA 7MA 8MA 9MI 10MI 制程品质检验操作规范制作单位:品保部 文件编号:QY-QA3018
制作日期:2008-03-28
版 本 号:A0总 页 数:第 43 页 共 43 页
冲型站品质检验作业指导书
检验项目检验方法与工具验收标准不良图片冲反方向目视冲型尺寸查MI 或ERP 工程
资料/二次元机
漏冲目视依MI图纸或ERP系统工程资料要求无不允许金手指刮伤目视
冲型板边凹
凸不平二次元机/目视/15X 镜板弯板翘刻度尺
板的对角长度或板长×0.7%,大于1.9MM,
取其较小值.(说明:(A/B)*100%≥0.7%,或A>
1.9MM判定不合格)1、刮伤露铜/镍不允许,刮伤未露铜/镍超过
3根手指,单面超过1处不允许PAD位压伤不允许目视/15X 镜
PAD 刮伤目视/15X 镜
刮伤露铜/镍,刮伤未露铜/镍宽度超过0.2MM
单面超过2处不允许线路及绿油
面刮伤1、线路露铜不允许;2、线路及绿油面未露铜的无感刮伤单PNL单面超过2处,长度超过1*5MM不允许;
3、有感刮伤不允许。
不允许1、冲型凸起超出冲型尺寸的公差范围不允许;
2、板边凹进侵入至最近导体间距的一半或
2.5MM,取其较小值
目视外观目视
压伤1、单元边上露铜;2、金手指有披锋;3、板
边有白粉、毛边不允许。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
• ③温度150℃,烘烤10min;称其重量W2
• ④ 计算:(W1-W2)/1min=Xg/min
•
PPT文档演模板
PCB制程测试项目及方法
(5)蚀刻均匀性测试
------电镀
• 目的:
•
检测蚀刻段上下喷淋所咬铜量否均匀一致,
而可确认校正上下喷淋压力值
• 测试方法:
•
① 取400*500mm基板
振动分析仪 管制范围:频率40HZ,振幅:0.3mm以
PPT文档演模板
PCB制程测试项目及方法
(11)除胶渣速率
-----电镀
• 目的:
•
检测Desmear除胶效果,确保化铜沉积,
不宜导致内开(OPEN)
• 测试方法:
•
① 取一块10*10cm的光板,在150℃烤箱中烘
烤5min
•
②用电子天平称其重量w1,用绳子把实验板
•
①取一块 10*10cm的光板,在150℃把实验板绑在
飞靶上,过PTH流程
•
③用150℃烤箱中烘烤5min,称其重量w2
•
④计算公式:(w2-w1)/8.96/100/2*400000
• 管制范围:
• 15-30U”
PPT文档演模板
PCB制程测试项目及方法
PCB制程测试项目及方 法
PPT文档演模板
2020/11/3
PCB制程测试项目及方法
(1)孔径偏移度测试
--------NC
• 目的:
•
检测同等规格钻头、孔径大小、叠板厚度以及
孔径间距的偏移度
• 测试方法:
•
①取300*400mm基板n PNL
•
②同等板厚、钻头直径、叠板厚度一致
•
③钻孔时,区分每spindles所钻之板做代号;并
•
④计算公式:(w1-w2)/8.96/100/2*400000
• 管制范围:
• 20-40U”
PCB制程测试项目及方法
(14)镀铜均匀性测试
-----电镀
• 目的:
• 有效铜面达到均一效果,提高本身制程能 力,满足客户要求
• 测试方法:
•
①选取1PNL镀完CuI、CuII之板
• ②用孔面铜测厚测仪测量,分别测其板高低电流区 各5个点的值
绑在飞靶上,过Desmear流程
•
③ 用烤箱150℃烘烤5min,称其重量w2
•
④计算公式:(w1-w2)/100/2=除胶渣速率
• 标准范围:
•
PPT文档演模板
0.15-0.3mg/cm3
PCB制程测试项目及方法
(12)沉积速率
-----电镀
• 目的:
•
检测化铜槽沉积效果,确保背光正常
• 测试方法:
PCB制程测试项目及方法
(1)铜厚测试
-------电镀
• 目的:
•
检验基铜箔或制程孔、面铜的厚度
值鉴定
• 测试方法:
• 孔、面铜测厚仪
PPT文档演模板
PCB制程测试项目及方法
(2)PTH背光测试
------电镀
• 目的:
•
检验PTH化学铜沉积的厚度
• 测试方法:
•
金像显微镜
• 管制范围:
•
化铜沉积厚度:20-40u”
•
钻孔机吸管端口: 1200-1500psi
PPT文档演模板
PCB制程测试项目及方法
(3)孔壁粗糙度检测
-------NC
• 目的:
•
检测钻头高速运转下,致使树脂纤维受热冲
击过大而所造成的粗糙度大小
• 测试方法:
•
金像显微镜
• 管控范围:
•
多层板粗糙度≦ 800u”
•
双面板粗糙度≦ 1200u”
PPT文档演模板
PPT文档演模板
PCB制程测试项目及方法
(3)化铜自动添加泵流量测试
-------电镀
• 目的:
•
确保化铜A、B液添加比例相等,避免药水添
加不平衡而失调,导致背光异常
• 测试方法:
•
① 取500mL容量的两量杯,分别将A、B液两
输液管同时放入烧杯内
•
②打开自动添加控制器并计时,待运行10sec后,
(13)微蚀速率
-----电镀
PPT文档演模板
• 目的:
•
铜箔表面处理,使其表面产生细密凹凸状,
增强铜层的附着力
• 测试方法:
•
①取一块10*10cm的光板,在150℃烤箱中烘烤
5min
•
②用电子天平称其重量w1,用绳子把实验板绑
在飞靶上,从平整到微蚀槽流程
•
③ 用烤箱150℃烘烤5min,称其重量w2
区分面、中、低板
•
④按顺序检测、并记录相关数据
• 仪器:
•
二次元检测仪
PPT文档演模板
PCB制程测试项目及方法
(2)吸尘器吸力测试
--------NC
• 目的:
•
①检测吸尘器本身吸力是否达标
•
②吸尘器至钻孔机管口吸力是否达标
• 测试方法:
•
风速流量检测仪
• 管控范围:
•
吸尘器端口:1500-2000psi/15HP
•
②打开蚀刻机输送(速度8.0m/min)将其
基板过两段喷淋
•
③用孔、面铜测厚仪测量该基板上下两面
厚度,并计算其差异值
PPT文档演模板
PCB制程测试项目及方法
(6)电流均匀性测试
------电镀
• 目的: • 确保各阴极板电流承受均匀,提高
镀铜层均匀度
• 测试方法: • 钳表测量仪
PPT文档演模板
PCB制程测试项目及方法
(7)挂具导电性测试
------电镀
• 目的: • 检测各挂具导电性是否良好,确保
所生产品质正常 • 测试方法: • 钳表测量仪或用万能表检测其挂具阻
值,阻值≦ 3Ω
PPT文档演模板
PCB制程测试项目及方法
(8)蚀刻因子测试
------电镀
PPT文档演模板
• 目的:
•
检验侧蚀大小,确保蚀刻之品质
关闭添加器
•
③观察两容量是否相等
PPT文档演模板
PCB制程测试项目及方法
(4)蚀铜速率测试
------电镀
• 目的:
•
检验蚀刻液咬铜处理量,测定每分钟咬铜的质量
(g/min)
• 测试方法:
• ① 取10*10cm基板,温度150℃,烘烤10min;称 其重量W1
• ②打开输送、喷淋,1min穿过蚀刻段,确认蚀刻 段长度S
• 测试方法:
•
①取蚀刻后之板,切取线路部位并做切片分析(与线路
纵向打磨抛光)
•
②观察线路两侧凹陷度
•Y
• 仪器:
•
金像显微镜
•X
• 管控范围:
•
•
•Y •X
≧2
PCB制程测试项目及方法
(9)水平机水平测试
-----电镀
PPT文档演模板
• 目的:
•
检验水平机传动是否正常,确保无卡板及
叠板现象
• 测试方法:
•
① 取5PNL同等大小基板过水平机(只打
开输送)
•
②用刻度尺确认该5PNL在水平机入口前
后左右间距
•
③用刻度尺确认该5PNL板在水平机出口
间距,确认入口与出口之板所测量数据是否相
等
PCB制程测试项目及方法
(10)振动频率及振幅
-----电镀
目的: 检测振动马达本身频率及振幅,能有
效驱超气泡及提高贯孔性 测试方法: