装夹作业指导书43 (version 1)

编 号:WI-W-336版 本:A 页 次:8/11节 拍2秒钟审核:批准:
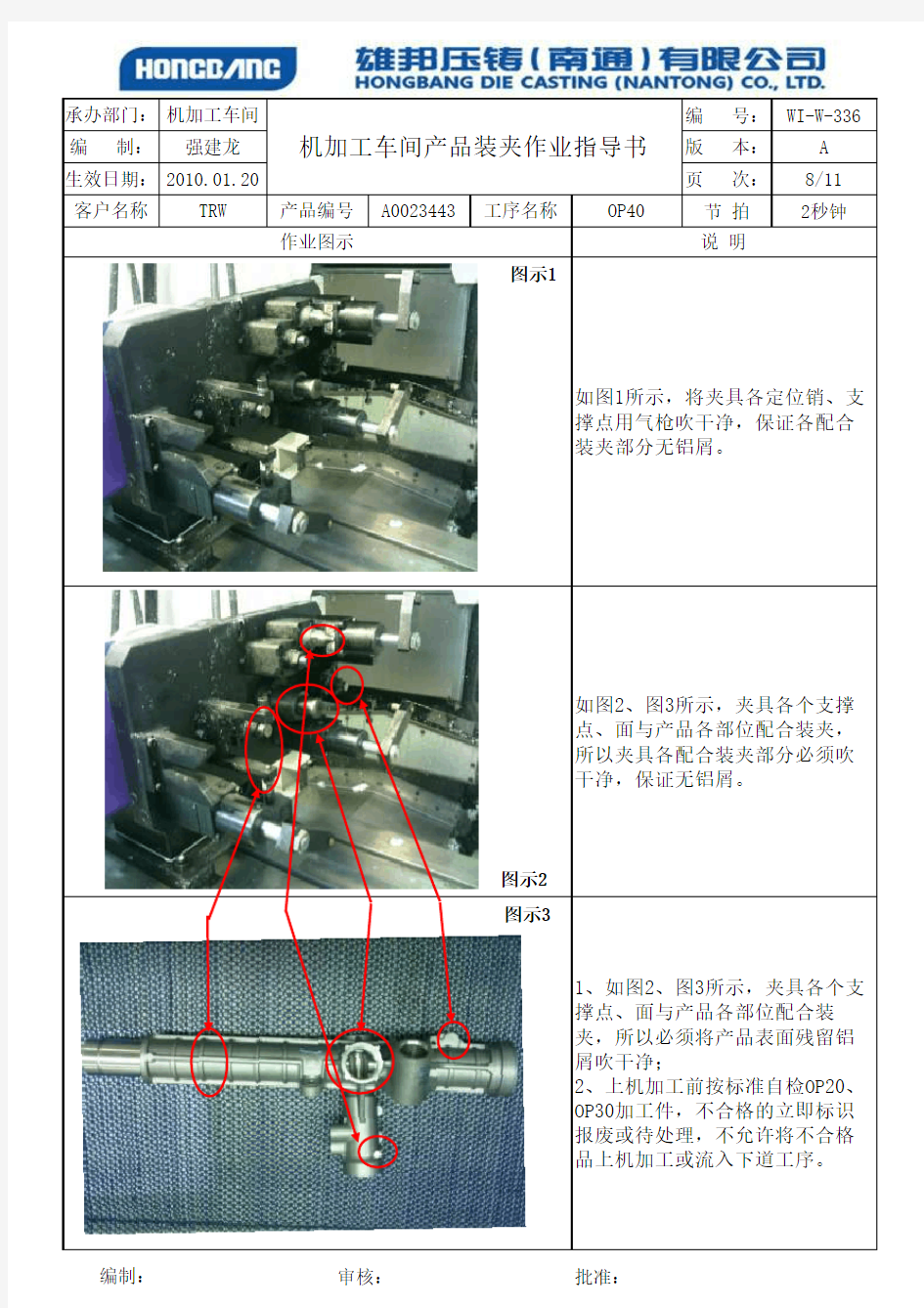
编制:如图1所示,将夹具各定位销、支撑点用气枪吹干净,保证各配合装夹部分无铝屑。
如图2、图3所示,夹具各个支撑点、面与产品各部位配合装夹,所以夹具各配合装夹部分必须吹干净,保证无铝屑。
1、如图
2、图3所示,夹具各个支撑点、面与产品各部位配合装夹,所以必须将产品表面残留铝屑吹干净;
2、上机加工前按标准自检OP20、OP30加工件,不合格的立即标识报废或待处理,不允许将不合格品上机加工或流入下道工序。
工序名称OP40作业图示
说 明客户名称TRW 产品编号
A0023443承办部门:机加工车间
机加工车间产品装夹作业指导书编 制:
强建龙生效日期:2010.01.20
图示2
图示1图示3
3
相关主题