检定指示量具标准器组计量标准技术报告(指示表)
检定、校准项目的计量确认检查表系列
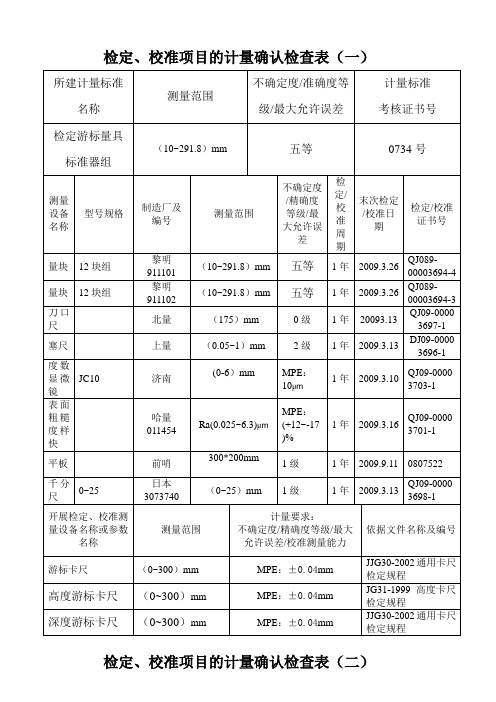
所建计量标准名称测量范围不确定度/准确度等级/最大允许误差计量标准考核证书号检定游标量具标准器组(10~291.8)mm 五等0734号测量设备名称型号规格制造厂及编号测量范围不确定度/精确度等级/最大允许误差检定/校准周期末次检定/校准日期检定/校准证书号量块12块组黎明911101(10~291.8)mm 五等1年2009.3.26QJ089-00003694-4量块12块组黎明911102(10~291.8)mm 五等1年2009.3.26QJ089-00003694-3刀口尺北量(175)mm 0级1年20093.13QJ09-00003697-1塞尺上量(0.05~1)mm2级1年2009.3.13 DJ09-0000 3696-1度数显微镜JC10 济南(0-6)mm MPE:10μm1年2009.3.10QJ09-00003703-1表面粗糙度样快哈量011454Ra(0.025~6.3)μmMPE:(+12~-17)%1年2009.3.16QJ09-00003701-1平板前哨300*200mm1级1年2009.9.11 0807522千分尺0~25日本3073740(0~25)mm 1级1年2009.3.13QJ09-00003698-1开展检定、校准测量设备名称或参数名称测量范围计量要求:不确定度/精确度等级/最大允许误差/校准测量能力依据文件名称及编号游标卡尺(0~300)mm MPE:±0.04mm JJG30-2002通用卡尺检定规程高度游标卡尺(0~300)mm MPE:±0.04mm JG31-1999高度卡尺检定规程深度游标卡尺(0~300)mm MPE:±0.04mm JJG30-2002通用卡尺检定规程所建计量标准名称测量范围不确定度/准确度等级/最大允许误差计量标准考核证书号检定测微量具标准器组(5.12~100)mm 五等059号测量设备名称型号规格制造厂及编号测量范围不确定度/精确度等级/最大允许误差检定/校准周期末次检定/校准日期检定/校准证书号量块20块组无锡80~310(5.12~100)mm 五等1年2009.3.26QJ09-00003694-1平面平晶长沙89902 Φ60mm 2级1年2009.3.16 QJ09- 00003700~ 1平行平晶4组衡阳(15.62~91.00)mm合格1年2009.3.16QJ09-00003700~2~3~4~5塞尺上量(0.05~1)mm 2级1年2009.3.13 DJ09-0000 3696-1读数显微镜JC10 济南(0-6)mm MPE:10μm1年2009.3.10QJ09-00003703-1表面粗糙度样快哈量011454Ra(0.025~6.3)μmMPE:(+12~-17)%1年2009.3.16QJ09-00003701-1平板前哨300*200mm 1级1年2009.9.11 0807522数显量仪测力仪slc 福建765 (0~15)mm 1.0级1年2009.3.6LLy2009~00011杠杆千分表哈量011454(0~0.2)mm 1级1年2009.3.13QJ09~00003695~2杠杆百分表哈量27290 (0~0.2)mm 1级1年2009.3.13 QJ09~00003695~1开展检定、校准测量设备名称或参数名称测量范围计量要求:不确定度/精确度等级/最大允许误差/校准测量能力依据文件名称及编号外径千分尺(0~100)mm 0.1级JJG21~2008千分尺检定规程公法线千分尺(0~100)mm MPE:±5um JJG82~1998公法线千分尺检定规程所建计量标准名称测量范围不确定度/准确度等级/最大允许误差计量标准考核证书号检定指示量具标准器组(0~25)mm MPE:4um 060号测量设备名称型号规格制造厂及编号测量范围不确定度/精确度等级/最大允许误差检定/校准周期末次检定/校准日期检定/校准证书号百分表检定仪SB`2 苏州318 (0~25)mmMPE:±4um1年2009.3.13QJ09-00003699-1环规青岛83 (Φ10~100)mm U:2um 1年2009.3.16 QJ09- 00003702~ 1塞尺上量(0.05~1)mm 2级1年2009.3.13 DJ09-0000 3696-1读数显微镜JC10 济南(0-6)mm MPE:10μm1年2009.3.10QJ09-00003703-1表面粗糙度样快哈量011454Ra(0.025~6.3)μmMPE:(+12~-17)%1年2009.3.16QJ09-00003701-1数显量仪测力仪slc 福建765 (0~15)mm 1.0级1年2009.3.6LLy2009~00011开展检定、校准测量设备名称或参数名称测量范围计量要求:不确定度/精确度等级/最大允许误差/校准测量能力依据文件名称及编号百分表(0~10)mm 0.1级JJG34~1996指示表检定规程内径百分表(6~100)mm MPE:25um JJF1102~2003内径表校准规范。
《指示类量具检定仪》规程和《指示表》规程的建议

www.cqstyq.com
www.cqstyq.com
隔为 0. 1 mm 的 示 值 误 差 时,有 可 能 出 现 超 差 现 象,而在检定测量间隔为 0. 2 mm 的示值误差时, 检定结果为合格。这样给判断此指针式百分表为 合格或不合格会带来误判[3]。
曾经有这种情况: 在一批新购进的 10 块 0 ~ 10 mm 指针式百分表进行首次检定过程中,在第 1 台检定仪上对新的百分表进行首次检定,其检定 结果有 3 块百分表示值误差不合格。而换第 2 台检 定仪再进行首次检定时,却是合格的。当时没有 考虑是仪器的问题。就按第 2 台仪器的检定结果 进行了检定结果的认定。时间不长又购进了第 2 批 20 块 0 ~ 10 mm 指针式百分表,按规程进行了 首次检定,其检定结果为有 5 块示值超差。依据 上一次的检定方法同样又在另外一台仪器上进行 了第 2 次复检,结果又和第一次一样,5 块百分表 又为合格。那么问题出在哪里? 为什么在第 1 台 上的检定会出现不合格而在第 2 台上其结果又合 格了呢。由此 我 们 对 仪 器 发 生 了 怀 疑。 于 是, 我 们对仪器进行了校准。在对仪器进行校准的过程 中,我们发现了问题所在,两台仪器均在检定示 值误差时出现了问题。第 1 台仪器在检定0. 1 mm 检定 间 隔 时 其 回 程 误 差 为 3 μm, 第 2 台 为 0. 4 μm。
指针式指示表检定操作规程

指针式指示表检定操作规程1 目的按照《监视和测量设备检定和校准计划》的规定对指针式指示表(如百分表等)进行全面评定,确保其符合国家计量检定规程JJG34—2008规定的要求,确保其使用的有效性和准确性。
2 范围适用于(分度值0.01mm量程≤5和0.001mm量程≤5)指针式指示表的首次检定、后续检定和使用中的检定。
3 检定基准外检合格的标准器量块、检定仪。
4 环境条件室内温度:20℃±5℃,每小时温度变化不大于2℃。
室内湿度:≤80%RH.5 检定步骤5.1 准备过程5.1.1 检查5.1.1.1 新购进的指针式指示表的表蒙透明、清洁;刻线清晰;无锈蚀、碰伤、毛刺、镀层脱落、明显划痕;无目力可见的断线或粗细不匀等影响外观质量和影响视觉的其他缺陷。
5.1.1.2 后续的检定和使用中检定的指针式指示表允许有不影响使用准确度的外观缺陷,例如在检定前应目测观察测量面是否有毛刺或赃物,并用油石打磨毛刺及用丝绸布擦拭干净。
5.1.1.3 指针式指示表必须标有制造厂名称或商标、分度值或分辨率、测量范围和出厂编号以及本厂计量室的编号。
5.1.2 恒温:检定之前,按照检定规程要求,将被检定的指针式指示表、检定器及其器具放置于检定室内的工作台上进行恒温。
恒温时间不少于2小时。
5.1.3 检定之前将检定过程中使用的原始记录表及各类辅助用具准备好。
5.2 检定5.2.1 使用标准器组进行检定时,应戴好手套,各受检测量面与计量标准器应轻轻接触,不得有碰撞现象。
5.2.2 具体检定项目和检定方法按照国家计量检定规程JJG34—2008指示表(指针/数显式)的要求,对被检指示表按顺序逐项进行检定,并做好原始记录。
5.2.3 计量检定员检定完毕后,须经另一计量检定员核检,以确保检定结果的准确性。
5.2.4 全部检定工作完成后,应将计量标准器及配套设备、被检计量器具的测量面用无腐蚀的汽油洗净,再用清洁的丝绸布擦拭干净,并涂上防锈涂料,分别放入盒内。
指示表类检定装置技术报告
计量标准技术报告
计量标准名称检定指示量具标准器组
计量标准负责人
建标单位名称(公章)
填写日期
目录
一、建立计量标准的目的 (3)
二、计量标准的工作原理及其组成 (3)
三、计量标准器及主要配套设备 (4)
四、计量标准的主要技术指标 (5)
五、环境条件 (5)
六、计量标准的量值溯源和传递框图 (6)
七、计量标准的重复性试验 (7)
八、计量标准的稳定性考核 (8)
九、检定或校准结果的测量不确定度评定 (9)
十、检定或校准结果的验证 (11)
十一、结论 (12)
十二、附加说明 (12)
七、计量标准的重复性试验
选一支(0-3)mm的百分表,编号为***,分度值为0.01mm,受检点为2mm,在相同条件下反复测量10次,结果如下:单位:μm
序号测得误差x iνi=x i-xνi2
1 -1 0.5 0.25
2 -2 -0.5 0.25
3 -2 -0.5 0.25
4 -2 -0.
5 0.25
5 -1 0.5 0.25
6 -1 0.5 0.25
7 -1 0.5 0.25
8 -2 -0.5 0.25
9 -2 -0.5 0.25
10 -1 0.5 0.25
x -1.5
S= 0.5
计量标准的测量重复性为s=0.5μm。
指示量具检定装置计量标准技术报告2020指示

计量标准技术报告计量标准名称指示量具检定装置计量标准负责人建标单位名称(公章)填写日期目录一、建立计量标准的目的…………………………………………………… ( )二、计量标准的工作原理及其组成……………………………………( )三、计量标准器及主要配套设备…………………………………………( )四、计量标准的主要技术指标………………………………………()五、环境条件……………………………………………………………( )六、计量标准的量值溯源和传递框图………………………………………( )七、计量标准的重复性试验…………………………………………………( )八、计量标准的稳定性考核……………………………………………………( )九、检定或校准结果的测量不确定度评定…………………………………( )十、检定或校准结果的验证…………………………………………………( ) 十一、结论……………………………………………………………………( ) 十二、附加说明…………………………………………………………………( )3.1.2.1百分表检定仪示值误差引起的不确定度分项u(Ls1)百分表检定仪示值误差为2.8μm,认为其服从均匀分布,故u (Ls1)= 2.8/3=1.62(mμ)3.1.2.2百分表检定仪测杆测量面与旋转轴垂直度引起的不确定度分项u(Ls2)百分表测头和百分表检定仪测杆测量面接触点,对旋转轴的偏离△R由百分表座与百分表检定仪测杆的同轴度△R1和百分表装夹倾斜引起的偏离△R2之和。
△R=△R1+△R2因△R1=0.1mm,△R2=L×sinθ。
根据规程要求θ=±0.002rad,又因θ值很小,sinθ≈θ=±0.002rad,L=10mm。
则△R=△R1+△R2=0.1+10×0.002≈0.12(mm)百分表检定仪测杆测量面与旋转轴垂直度S为0.0003 rad,故垂直度引起的轴向变化量为△S=△R×S =0.12×103×0.0003=0.036(mμ)该误差为均匀分布,故u(Ls2)=△S /3=0.036 /3=0.021(um)3.1.2.3测力变化引起的不确定度分项u(Ls3)百分表与百分表检定仪的接触为球面对平面接触,测力引起的变形量δ为δ=k3式中:k——系数,当指示表检定仪的测杆材料为硬质合金,百分表的测头材料为钢时,k=1.5×9.8-(2/3)um (mm)1/3(N) -(2/3);p——测力值,p=1.0N; d——测头直径,d=2.5mm。
04检定测微量具标准器组技术报告技术报告
所得结果 s = 0.0005mm = 0.5um,小于合成不确定度 uc = 0.7um,故该测量重 复性符合要求。
6
八、计量标准的稳定性考核 选一块性能比较稳定,1 级,(25~50)mm 千分尺,取 31.5mm 点,在半 年内测量 5 组,每次重复测量 6 次,取算术平均值作为该组测量结果。共得 5 组测量结果如下: 单位:mm 1 1 2 3 4 5 6 7 8 9 10 平均值
由此验证:测量不确定度评定合理。
11
十一、结论 该计量标准装置的标准器、配套设备、测量不确定度、稳定性及重 复性测量均符合 JJF1033—2008《计量标准考核规范》和 JJG21—2008《千 分尺检定规程》要求,可以开展千分尺检定工作。
计量标准技术报告
计量标准名称 计量标准负责人 建标单位名称(公章) 填 写 日 期
检定测微量具标准器组
一九九○年三月
目
录
一、 建立计量标准的目的„„„„„„„„„„„„„„„„„„„„„„ ) ( 二、 计量标准的工作原理及组成„„„„„„„„„„„„„„„„„„„ ) ( 三、 计量标准器及主要配套设备„„„„„„„„„„„„„„„„„„„ ) ( 四、 计量标准的主要技术指标„„„„„„„„„„„„„„„„„„„„ ) ( 五、 环境条件„„„„„„„„„„„„„„„„„„„„„„„„„„„ ) ( 六、 计量标准的量值溯源和传递框图„„„„„„„„„„„„„„„„„ ) ( 七、 计量标准的重复性试验„„„„„„„„„„„„„„„„„„„„„ ) ( 八、 计量标准的稳定性考核„„„„„„„„„„„„„„„„„„„„„ ) ( 九、 检定或校准结果的测量不确定度评定„„„„„„„„„„„„„„„ ) ( 十、 检定或校准结果的验证„„„„„„„„„„„„„„„„„„„„„ ) ( 十一、 结论„„„„„„„„„„„„„„„„„„„„„„„„„„„„ ) ( 十二、 附加说明„„„„„„„„„„„„„„„„„„„„„„„„„„ ) (
计量标准技术报告检定光学仪器标准器组
计量标准技术报告检定光学仪器标准器组计量标准名称检定光学仪器标准器组说明1. 申请建立计量标准应填写《计量标准技术报告》。
计量标准考核合格后由申请单位存挡。
2. 《计量标准技术报告》由计量标准负责人填写。
3. 《计量标准技术报告》用计算机打印或墨水笔填写,要求字迹工整清晰。
目录一、计量标准的工作原理及组成 (3)二、选用的计量标准器及主要配套设备 (4)三、计量标准主要技术指标 (5)四、环境条件 (5)五、计量标准的量值溯源和传递框图 (6)六、计量标准的测量重复性考核 (7)七、计量标准的稳定性考核 (8)八、测量不确定度评定 (9)九、计量标准的测量不确定度验证 (10)十、结论 (11)十一、附加说明 (11)玻璃线纹尺:/ 200mm 一等量块: 87块(0.5~100)mm 三等量块: 7块(1~1.007)mm 二等量块: 20块(5.12~100)mm 四等激光干涉仪5DSS 25m 0.5ppm四、环境条件项目要求实际情况结论温度(20±5)℃20.0°C符合要求湿度<75%RH 60% 符合要求五、计量标准的量值溯源和传递图上级计量标准激光干涉仪系统MPE:±0.7μm/m 江苏省计量院本单位计量标准检定光学仪器标准器组200mm一等比较测量受检计量器具注:U为扩展不确定度工具显微镜读数、测量显微镜投影仪200mm 50mm 200mm MPE:3μm MPE:10μm MP E:(4+L/25)μmMPE:(5+L/15)μmL-测量长度,mm六、计量标准的测量重复性考核选一把315×500mm宽座角尺0级,在重复性条件下连续测量10次,测量数据如下:检定次数检定数据(μm)1 5.42 6.43 6.04 6.55 6.56 5.47 5.58 5.0。
检定指示类量具检定仪的主要标准器及技术指标要求

检定指示类量具检定仪的主要标准器及技术指标要求指示类量具检定仪的主要标准器包括光栅传感器和精密丝杠,它们在检定过程中起到计量标准的作用。
技术指标要求主要包括以下几项:
1. 微分筒端面与固定套管的相对位置:机械式指示类量具检定仪的微分筒上零刻线与固定套管纵刻线对准时,微分筒端面与固定套管毫米刻线的距离,压线不大于5个分度值,离线不大于10个分度值。
2. 固定套管刻线面与微分筒棱边上边缘的距离:这个距离需要满足特定的要求。
以上内容仅供参考,如需了解更准确的信息,建议咨询专业人士或查阅相关书籍文献。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
经分析,检定示值误差的扩展不确定度与其指示表最大允许误差的绝对值之比满足三分之一关 系,可以开展检定。
12
十、检定或校准结-1)mm 千分表进行检定,得到一组数据,与上级法定计量 技术机构测得数据进行比对,其测量值列表如下 :
受检点(mm) 0.2 0.4 0.6 0.8 1
令 δα=αd-αs
δt=Δtd-Δts
取 L≈Ld≈Ls
α≈αd≈αs Δt≈Δtd≈Δts
得
e= Ld-Ls + L·Δt·δα+L·α·δt
(2)
3 灵敏系数 ci:c1=∂e/∂Ld=1;
c2=∂e/∂Ls=-1;
c3=∂e/∂δα= L·Δt; c4=∂e/∂δt= L·α;
依据不确定度传播律公式,输出量 e 估计值的方差为:
全自动指示 KT120 (0-50)
准 表检定仪 0-50D mm
合格 合格
器
具
表面粗糙度 样块
Ra6.30.012µm
千分尺
(0-25) mm
测力计
SLC
(0-15) N
合格 合格
合格
主 要 配 套 设 备
4
四、计量标准的主要技术指标
1.千分表检定仪, MPE:1.5µm/2mm,测量范围(0-2)mm 2.百分表检定仪, MPE:3µm/10mm,测量范围(0-25)mm 3.全自动指示表检定仪, MPE:2.5µm/50mm,测量范围(0-50)mm
2009 年 01 月 14 日
2010 年 01 月 14 日
2011 年 01 月 14 日
试验条件
10mm
1mm
10mm
1mm
10mm
1
+1
0
+1
0
+1
2
+1
0
+1
-1
+1
3
+1
0
0
0
+1
4
0
0
+1
0
+1
5
+1
0
+1
0
0
6
+1
+1
+1
0
+1
7
0
+1
0
0
+1
8
+1
0
+1
0
+1
9
+1
0
+1
-1
+1
十二、附加说明 1. JJG34-2008 指示表(指针式、数显式)检定规程 2. JJG830-2007 深度指示表检定规程 3. JJG35-2006 杠杆表检定规程 4. JJG379-2009 大量程百分表检定规程 5. JJF1102-2003 内径表校准规范 6. 检定指示量具标准器组操作程序 7.一组计量标准及配套设备的法定计量检定机构检定证书。
u3.2=L×Δt×2×10-6·C-1/ 3 =103×10×1.15×10-6·C-1=0.012(μm) 6.4 指示表和检定仪的温度差给出的不确定度 u4
指示表和检定仪间有一定的温度差存在,并以等概率落于估计区间为(-1~+1)℃内,
k= 3 ,则:
u4=1℃/ 3 =0.58℃
指示表(分度值为 0.01mm): 若 L=10mm,
7
八、计量标准的稳定性考核
计量标准的稳定性考核记录
检定指示量具标准器组 的稳定性考核记录
考核时间
测量值(µm) 测量次数
2007 年 01 月 14 日
2008 年 01 月 14 日
20098 年 01 月 14 日
2010 年 01 月 14 日
2011 年 01 月 14 日
核查标准
1mm
1mm
10
+1
0
0
0
+1
y
+0.8
+0.2
+0.7
-0.2
+0.9
) n
2
( yi y
0.42
0.42
0.48
0.42
0.32
s( y) i1
n 1
0.59
0.59
0.59
0.59
0.59
结论 备注
符合
符合
符合
符合
符合
试验人员 注:重复性参考值是指不确定度评定中所采用的重复性数据或者 合成标准不确定度 Uc(y)
6 标准不确定度计算 6.1 测量重复性的不确定度 u1
在相同的条件下,对指示表(分度值为 0.01mm)中 10mm 点重复测量 10 次,经计算得出单 次测量实验标准差 s=1.1μm, 则:
u1= s=1.1μm 在相同的条件下,对指示表(分度值为 0.001mm)中 1mm 点重复测量 10 次,经计算得出单次 测量实验标准差 s=0.1μm, 则:
7 合成标准不确定度 uc
指示表(分度值为 0.01mm, L=10mm)点时:
Uc=
u221
u222
u2 3.1
u2 4.1
1.12 1.72 0.122 0.0672 m =2.0(μm)
指示表(分度值为 0.001mm, L=1mm)点时:
Uc=
u221
u222
u2 3.1
u2 4.2
0.12 0.582 0.0122 0.00672 m =0.59(μm)
5 不确定度一览表
以分度值为 0.01mm、0.001mm 的指示表为例,分别见表 1 和表 2。
表1
分度值为 0.01mm 指示表(L=10mm)的不确定度一览表
10
标准不确定度分量 不确定度来源 标准不确定度值
u (xi)
u (x i)
u1
测量重复性
1.1μm
u2
检定仪的示值误差 1.7 μm
α=11.5×10-6·C-1,则
U4.1=L×α×0.58=104×11.5×10-6·C-1×0.58=0.067(μm)
指示表(分度值为 0.001mm): 若 L=1mm,
α=11.5×10-6·C-1,则
U4.2=L×α×0.58=103×11.5×10-6·C-1×0.58=0.0067(μm)
uc2= u2(e)= c12·u12+ c22·u22+ c32·u32+ c42·u42 = u12+u22+(L·Δt)2 ·u32+(L·α) 2·u42
(3)
4 不确定度来源
4.1 测量重复性:u1
4.2 检定仪的示值误差:u2
4.3 线胀系数误差:u3
4.4 指示表和检定仪的温度差:u4
计
(0------50)mm
量
δ= ±2.5μm
标
准
器
具
直接测量
下
一
级
计
指示表
量
(0——50)mm
标
U = 0.59 μm
准
器
具
6
七、计量标准的重复性试验
计量标准测量重复性试验
检定指示量具标准器组 的重复性试验记录
试验时间
测量值(µm) 测量次数
2007 年 01 月 14 日
2008 年 01 月 14 日
五、环境条件
序号
项目
1
温度
2
湿度
3
4
5
6
要求 (20±10)℃ 不超过 80%RH
实际情况 20℃ 60%RH
结论 合格 合格
5
六、计量标准的量值溯源和传递框图
上
一
级
千分表检定仪检定装置
计
(0----100)mm
量
U = (0.10+1×L) μm
标
山东省计量科学研究院
准
器
具 直接测量
本
单
位
全自动指示表检定仪
u3
线胀系数
1.15×10-6℃-1
Ci= ∂e/∂xi
1 -1 105μm·℃
u4
指示表和检定仪 的温度差
0.58℃
0.115μm/℃
uc=2.0 μm
|ci|×u(xi)/μm
1.1 1.7 0.12 0.067
表2
分度值为 0.001mm 指示表(L=1mm)的不确定度一览表
标准不确定度分量 不确定度来源 标准不确定度值
计量标准技术报告
计量标准名称
检定指示量具标准器组
计 量 标 准 负责人
建标单位名称(公章)
填写日期
目录
一、建立计量标准的目的 ……………………………………. ( 3 ) 二、计量标准的工作原理….…………………………………….( 3 ) 三、计量标准器及主要配套设备 ……………………………….( 4 ) 四、计量标准的主要技术指标 …….…………………………….( 5 ) 五、环境条件 …..………….…………………………………….( 5 ) 六、计量标准的量值溯源和传递框图 …….....…………………( 6 ) 七、计量标准的重复性试验 …….………………………………( 7 ) 八、计量标准的稳定性考核 …….………………………………( 8 ) 九、检定或校准结果的测量不确定度评定…….………………( 9 ) 十、检定或校准结果的验证 ……………………………………( 10 ) 十一、结论 ........………….…………………………………….( 11 ) 十二、附加说明….………...…………………………………….( 11 )