含铬含镍含锌污水处理工艺流程
电镀污水处理技术
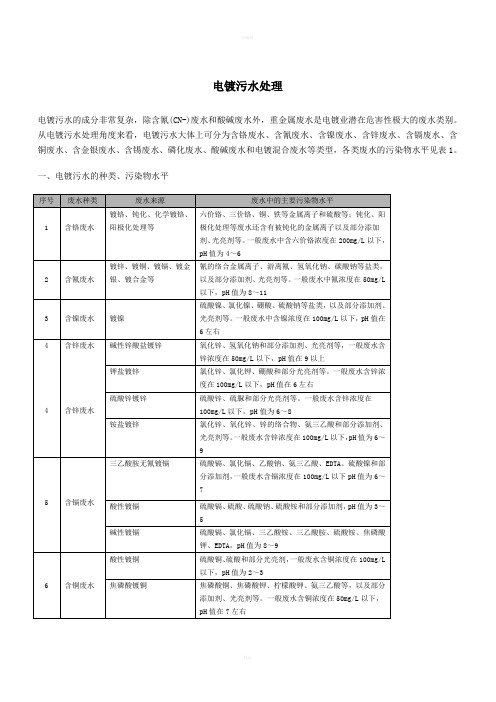
电镀污水处理电镀污水的成分非常复杂,除含氰(CN-)废水和酸碱废水外,重金属废水是电镀业潜在危害性极大的废水类别。
从电镀污水处理角度来看,电镀污水大体上可分为含铬废水、含氰废水、含镍废水、含锌废水、含镉废水、含铜废水、含金银废水、含锡废水、磷化废水、酸碱废水和电镀混合废水等类型,各类废水的污染物水平见表1。
一、电镀污水的种类、污染物水平表一二、电镀污水各种处理工艺比较高级电化学电镀处理一体机处理原理:高级电化学产生四种作用:电高级氧化、电还原、电絮凝和电气浮。
1、电氧化电解中的氧化作用分为直接氧化和间接氧化。
直接氧化,即污染物直接在阳极失去电子而发生氧化,如氰化络离子在阴极被还原成CNˉ,CNˉ在阳极首先被氧化成氰酸,然后分解成氨和二氧化碳,反应如下:CNˉ+2OHˉ-2e→CNOˉ+H2O2CNOˉ+4OHˉ-6e→2CO2+N2+2H2OCNOˉ+H2O→CO2+NH3+OHˉ间接氧化,阳极电解出的氧和臭氧在电场的作用下,与水发生反应,生成双氧水,而铁极板上又能电解出亚铁离子,这两种物质产生芬顿效应,芬顿反应所产生的自由羟基具有超强的氧化性,其氧化性仅次于氟。
能把直接氧化剩下来的氰化物进一步去除,提高去除率。
2、还原反应:阴极在高级电源的作用下,使废水中的金属离子直接还原为单质金属。
反应如下:Cr6++3e→Cr3+Cu2++2e→CuZn2++2e→ZnAg++e→Ag其它重金属类同。
间接还原,阴极在高级电源的作用下,电解出氢,在高压电场的作用下,会在水中形成游离氢,游离氢是最强的还原剂。
间接还原反应可以把直接还原反应剩下来的金属离子还原成金属单质,进一步出去污染物,提高处理效益。
铁极板上电解出的亚铁离子,对六价铬也具有很好的还原作用。
3、电絮凝可溶性阳极例如铁、铝等阳极,在电源作用下,阳极失去电子后,形成金属阳离子Fe2+、Al3+,与溶液中的OHˉ成金属氢氧化物胶体絮凝剂,吸附能力极强,将废水中的污染物质吸附共沉而去除。
铬镍厂废水处理方法之含铬废水的处理(一)
铬镍厂废水处理方法之含铬废水的处理(一)电镀废水处理可分为含铬电镀废水、含镍电镀废水、含氰电镀废水及含重金属的酸性废水。
碱性废水指不含氰的碱性废水,酸性废水指不含Cr6+的酸性废水。
电镀废水中含有大量的盐酸和锌、铜等重金属离子及有机光亮剂等,毒性较大,有些还含致癌、致畸、致突变的剧毒物质。
因此,对电镀废水必须认真进行回收处理,做到消除或减少其对环境的污染。
电镀废水的主要来源包括三个方面:1)废电镀液:浓度很高,回收价值较大;2)镀件漂洗水:水量较大,浓度较低,水质成分较复杂,含有有毒物质和重金属离子,是进行处理和回收利用的主要对象;3)其它排水如冷凝与洗涤废水,水量不大,但含有有毒物质,需处理后方可排放。
电镀废水处理的关键是根据废水水质的不同,采取分类收集、分别治理办法。
各类处理方法具体有:机械过滤法、离子交换法、电解法、电渗析法、吸附法、膜分离法、中和法、氧化还原法、化学沉淀法、生化法,根据不同的要求,采取不同的处理工艺或工艺组合。
对大量排放电镀废水应实行污水回用和贵重金属回收,不仅节约了水资源,还能够有效解决重金属对水体的污染,保护环境。
由于镀锌在整个电镀业中约占一半,而镀锌的钝化绝大部分采用铬酸盐,因而钝化产生的含铬废水量很大,镀铬也是电镀中的一个主要镀种,其废水量也不少。
在铜件酸洗、镀铜层的退除、铝件钝化、铝件电化学抛光、铝件氧化后的钝化等作业中也广泛使用铬酸盐。
因此,含铬废水是电镀中的主要废水来源之一。
铬镍厂废水中金属铬几乎是无毒的。
二价铬的化合物,一般认为是无毒的。
其余的铬化合物,当浓度过高时,都不同程度地具有毒性。
六价铬对人体的危害,因进入途径不同,中毒表现也不同。
(1)对人体皮肤的损害六价铬化合物对皮肤有刺激和过敏作用。
在接触铬酸盐、铬酸雾的部位,如手、腕、前臂、颈部等处可能出现皮炎。
六价铬经过切口和擦伤处进入皮肤,会因腐蚀作用而引起铬溃疡(又称铬疮)。
(2)对呼吸系统的损害六价铬对呼吸系统的损害,主要是鼻中隔膜穿孔、咽喉炎和肺炎。
电子工业废水处理
电子工业废水处理电子行业如电镀、线路板等的废水的成分非常复杂,除含氰(CN-)废水和酸碱废水外,重金属废水是电镀业潜在危害性极大的废水类别。
根据重金属废水中所含重金属元素进行分类,一般可以分为含铬(Cr)废水、含镍(Ni)废水、含镉(Cd)废水、含铜(Cu)废水、含锌(Zn)废水、含金(Au)废水、含银(Ag)废水等。
文章介绍几种电子工业废水处理。
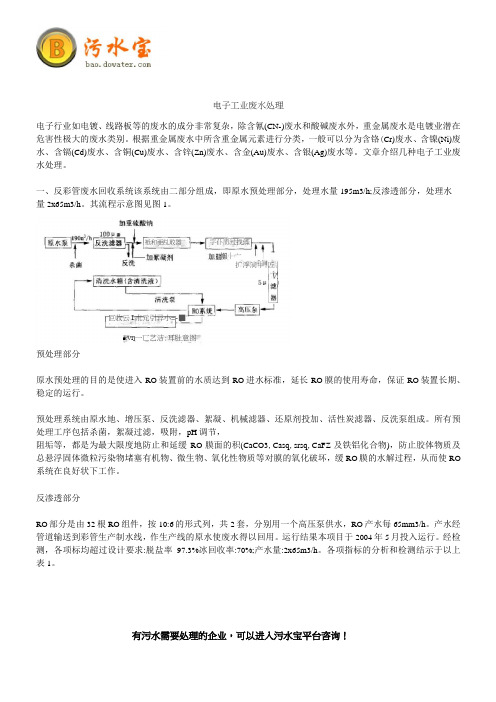
一、反彩管废水回收系统该系统由二部分组成,即原水预处理部分,处理水量195m3/h;反渗透部分,处理水量2x65m3/h。
其流程示意图见图1。
祇和亜乩敢器字仆质过找滦帼丨亠扩浮淌屮.匠.V.叵收云I朮元引异小=-■"■:VI]一匸艺洁:耳肚意图预处理部分原水预处理的目的是使进入RO装置前的水质达到RO进水标准,延长RO膜的使用寿命,保证RO装置长期、稳定的运行。
预处理系统由原水地、增压泵、反洗滤器、絮凝、机械滤器、还原剂投加、活性炭滤器、反洗泵组成。
所有预处理工序包括杀菌,絮凝过滤,吸附,pH调节,阻垢等,都是为最大限度地防止和延缓RO膜面的积(CaCO3,Casq,srsq,CaFZ及铁铝化合物),防止胶体物质及总悬浮固体微粒污染物堵塞有机物、微生物、氧化性物质等对膜的氧化破坏,缓RO膜的水解过程,从而使RO 系统在良好状下工作。
反渗透部分RO部分是由32根RO组件,按10:6的形式列,共2套,分别用一个高压泵供水,RO产水每65mm3/h。
产水经管道输送到彩管生产制水线,作生产线的原水使废水得以回用。
运行结果本项目于2004年5月投入运行。
经检测,各项标均超过设计要求:脱盐率97.3%冰回收率:70%;产水量:2x65m3/h。
各项指标的分析和检测结示于以上表1。
有污水需要处理的企业,可以进入污水宝平台咨询!*1Hl水【影曾生产废水}和产水的各项检测和分析结果8.99产水钙77..^山总TDS(ing-'Lj74.2L0.5电寻率gWcm)1159.447.152饿0.180CJ.0(J40.006O.OQ]0.069八枷餡(m迅)f)05<1).004耗金尽':TT10L1 4.46.55 1.03硫醴盘248<5二氧化硅仲劭L)爭礁酸盐51.2!.?铢wig/L}RO膜面污染及膜面清洗处理尽管本系统的预处理系统配备比较完善,但经较长时间运行,RO膜面仍难免出现污染物的沉积,使系统产水量不断下降。
电镀废水处理技术

电镀废水处理技术一、概述电镀是利用电化学的方法对金属和非金属表面进行装饰、防护及获取某些新性能的一种工艺过程。
电镀行业中,常用的镀种有镀镍、镀铜、镀铬、镀锌、镀镉、镀铅、镀银、镀金和镀锡。
在电镀过程中,为了保证电镀产品的质量,使金属镀层具有平整光滑的良好外观并与镀件牢固结合,必须在镀前把镀件表面上的污物(油、锈、氧化皮等)彻底清理干净,并在镀后把镀件表面的附着液清洗干净。
因此,电镀生产过程中必然排出大量废水。
二、电镀废水的来源和水质1、电镀废水的来源电镀废水的来源一般为:①镀件清洗废水;②电镀废液;③其他废水,包括冲刷车间地面、刷洗地板以及通风设备冷凝水和由于镀槽渗漏或操作管理不当造成的跑、冒、滴、漏的各种槽液和排水;④设备冷却水。
设备冷却水在使用过程中除降温以外,一般没有受到重金属的污染。
其中,镀件清洗水是电镀废水的主要来源,几乎占车间废水排放量的80%以上。
2、电镀废水的水质电镀废水的水质、水量与电镀生产的工艺条件、生产负荷、操作管理与用水方式等因素有关(见表1)。
电镀废水的水质复杂,成分不易控制,其中含有的铬、铜、镍、镉、锌、金、银等重金属离子和氰化物等毒性较大,有些属于致癌、致畸、致突变的剧毒物质,对人类危害极大。
表1、电镀废水的种类和污染水平三、含氰废水处理1、废水的来源和水质含氰废水主要产生于稀有金属冶炼和电镀生产。
在众多的镀钟中,氰化电镀是常用的镀钟之一,主要用于镀锌、镀铅、镀镉、镀铜、镀银、镀金。
在含氰废水中,除了含有剧毒的游离氰化物外,尚有铜氰、镉氰、银氰、锌氰等络合离子存在。
因此,破氰后重金属离子也将进入废水中,所以在处理含氰废水时,也必须包括重金属离子的处理。
氰化电镀工艺所产生的含氰废水的CN-浓度一般为25-500mg/l。
2、处理方法氰含量高(CN-浓度大于50mg/l)的废水,应首先考虑回收利用;氰含量低(CN-浓度小于50mg/l)的废水才进行处理。
在对含氰废水进行处理时,含氰废水应分开单独设计一个处理系统,不应与其它电镀废水混合处理。
(完整版)含锌废水处理方法

(完整版)含锌废水处理方法沉淀法向废水中投加某种化学物质,使它和水中某些溶解物质产生反应,生成难溶于水的盐类沉淀下来,从而降低水中这些溶解物质的含量。
这种方法称为水处理中的化学沉淀法。
化学沉淀法经常用于处理含汞、铅、铜、锌、六价铬、硫、氰、氟、砷等有毒化合物的废水。
一、原理从普通化学得知,水中的难溶盐类服从溶度积原则,即在一定温度下,在含有难溶盐MmNn(固体)的饱和溶液中,各种离子浓度的乘积为一常数,称为溶度积常数,记为LM m N n:式中,Mn+表示金属阳离子;Nm-表示阴离子;[]表示物质的量浓度,mol/L。
上式对各种难溶盐都应成立。
而当时,溶液呈过饱和,超过饱和那部分溶质将析出沉淀,直到符合时为止;如果溶液不饱和,难溶盐将还可以继续溶解,也直到符合时为止。
为了去除废水中的Mn+离子,可以向其中投加具有Nm-离子的某种化合物,使形成MmNn沉淀,从而降低废水中的Mn+离子的沉淀。
通常称具有这种作用的化学物质为沉淀剂。
从式LM m N n=[M n+]m[N m-]n可以看出,为了最大限度地使[M n+]m值降低,也就是使M n+离子更完全地被去除,可以考虑增大[N m-]n值,也就是增大沉淀剂的用量;但是沉淀剂的用量也不宜加得过多,否则会导致相反的作用,一般不超过理论用量的20%~50%。
某种无机化合物的离子是否可能采用化学沉淀法与废水分离,首先决定于是否能找到适宜的沉淀剂。
沉淀剂的选择可参看化学手册中的溶度积表。
根据该此表,可以用硫化物(例如硫化钠)或氢氧化物(例如氢氧化钠)使废水中的锌离子成为硫化物或氢氧化物沉淀出来。
二、仪器分析天平,原子分光光度计,X射线衍射分析仪三、试剂含锌离子废水,氢氧化钠,硫酸亚铁,双氧水四、步骤1、预处理废液100ml,采用氢氧化钠作为调整剂调节镀液的PH 值,用铁氧体法沉淀滤液中的锌,即向废旧镀液中加入硫酸亚铁,并用10%的氢氧化钠调节溶液的PH值2、.将其放入40℃~80%不同温度的恒温水浴锅中,加入不同浓度的双氧水氧化30分钟,分析过滤后的上层清液中锌的含量,采用原子分光光度计检测溶液中的离子的浓度,按照下式计算金属沉淀率金属沉淀率%=x100%五、计算:氢氧化物沉淀法的设计计算《污水综合排放标准》(GB 8978-1996)中规定,出厂废水中锌的含量不得超过5 mg/L,所以必须除锌。
电镀污水处理操作规程
电镀污水处理操作规程一、污水处理流程:详见附图:工艺流程方框图二、正常状态下,污水站应坚持如下状态:各路废水提升泵和清水提升泵都应处于一备一用状态;各路废水提升泵、清水提升泵、水井潜水泵及酸碱、亚硫酸氢钠、次氯酸钠加药泵等都应自动开或停。
三、各处理单元具体操作:1、含铬废水处理系统:在酸性条件下,用亚硫酸氢钠将废水中的六价铬还原为三价铬,以便后续处理生成氢氧化物沉淀。
药品:10%的亚硫酸氢钠溶液、10%~20%的硫酸〔注意:现场药槽只作储存稀硫酸用,不耐高温,不可在药槽内用浓硫酸配兑稀硫酸,否则可能会引起防腐面甚至池壁损坏,药液渗漏。
建议使用配好的稀硫酸或利用生产中剩余的废酸〕;反应条件:PH值控制在2~3之间,氧化还原电位〔ORP〕控制在300左右;提升泵自动/手动启动后,手动启动搅拌装置,废水处理系统进入自动运行处理状态,各加药泵在仪表的控制下准确加入药剂,保证六价铬充分还原为三价铬。
反应后,废水应由原来的黄色变为蓝绿色。
2、含焦磷酸铜处理系统:碱性条件下,废水中的污染物与碱、含钙沉淀剂、PAM混凝剂共沉得到去除。
药品:10%的氯化钙,0.1%PAM,10%~30%的氢氧化钠〔注意:现场药槽只作储存液碱用,不耐高温,不可在药槽内溶解固体氢氧化钠或使用高温液碱,否则可能会引起防腐面甚至池壁损坏,药液渗漏。
建议购买使用40%以下液碱。
〕;反应条件:PH值控制在8~11之间;废水提升泵自动/手动启动后,手动启动搅拌装置及PAM、CaCl2加药泵。
留心观察反应池矾花大小和沉淀池固液分开效果调节PAM、CaCl2加药量,反应加碱量〔PH值〕由PH控制仪表准确控制,使反应充分进行。
依据实际运行状况定期排泥;假设斜管沉淀池出现污泥上浮现象,应及时启动小隔膜泵排清沉淀的污泥。
3、前处理废水处理系统:通过气浮将前处理废水中的乳化剂、表面活性剂等难以沉淀处理的污染物预先去除。
药品:10%的聚合氯化铝(PAC);关闭气浮池的各出水阀,等废水提升泵自动/手动启动后,再启动PAC加药泵、空气压缩机和管道泵,然后调节两出口阀使水位坚持略高于出渣槽;具体操作规程见气浮机操作说明。
含锌废水处理工艺
含锌废水处理工艺工艺流程工艺说明1、调节池因生产工艺中废水的排放量在一天24小时内大小不均,废水的含量有高有低,为了调整废水排放的峰谷和废水含量的均质,所以设置调节池,废水进入调节池,并在池中进行水质、水量调节,调节池采用混凝土结构,内衬玻璃钢防腐。
调节池设有旁通,以备检修等状态下使用,池内设液位控制器。
2.废水提升泵调节池上各设废水提升泵2台(一用一备),废水提升泵采用耐酸自吸泵。
废水由废水提升泵均衡地送入后序处理设备。
自吸泵的特点为不须另设底阀,材质为PP,耐腐性好,基本无噪声,运转稳定。
3、混凝沉淀池废水中含有锌等重金属离子,目前国内处理这类废水的处理方法很多,本方案通过投加中和剂,使重金属离子在碱性条件下生成氢氧化物,然后通过沉淀法去除,采用Ca(0H)2作为中和剂,Ca(OH)2的投加由PH仪自控装置控制,中和反应采用机械搅拌,搅拌器采用不锈钢材质,减速机为摆线针轮减速机。
PH调节池采用碳钢结构,内衬玻璃钢防腐。
含锌废水通过投加Ca(OH)2、NaOH,调节PH值至9-10.5,使锌形成氢氧化锌沉淀。
Zn2++2OH-→Z∩(OH)21废水进入混凝沉淀池,通过中和混凝反应后,进入沉淀段进行沉淀,沉淀池内装斜管,斜管沉淀池是根据平流式沉淀池去除分散性颗粒的沉淀原理,在池内增加许多斜管后加大水池过水断面湿周,同时减小水力半径,为此在同样的水平流速V时,可以大大降低雷诺数Re,从而减少水的紊动,促进沉淀。
另外加设了斜管使颗粒沉淀距离大大缩短,减少沉淀时间,沉淀效率大大提高。
高效斜管沉淀器具有沉淀效果显著的特点。
高效斜板沉淀槽内沉降的污泥进入污泥池,进行污泥脱水处理。
废水中的SS.COD及其他重金属在此系统中通过混凝沉淀也能得以去除。
4.絮凝反应池为了提高后级气浮的处理效果,在气浮装置前投加絮凝剂FeS04及助凝剂PAM与废水充分混和,并采用机械搅拌提高混凝效果。
混凝是向水中投加药剂,通过快速混合,使药剂均匀分散在污水中,然后慢速混合形成大的可沉絮体。
工厂常见废水处理

工厂常见废水处理在电子、塑胶、电镀、五金、印刷、食品、印染等行业,从废水的排放量和对环境污染的危害程度来看,电镀、线路板、表面处理等以无机类污染物为主的废水和食品、印染、印刷及生活污水等以有机类污染物为主的废水是处理的重点。
本文主要介绍几种比较典型的工业废水的处理技术。
一、表面处理废水1.磨光、抛光废水在对零件进行磨光与抛光过程中,由于磨料及抛光剂等存在,废水中主要污染物为COD、BOD、SS。
一般可参考以下处理工艺流程进行处理:废水→调节池→混凝反应池→沉淀池→水解酸化池→好氧池→二沉池→过滤→排放2.除油脱脂废水常见的脱脂工艺有:有机溶剂脱脂、化学脱脂、电化学脱脂、超声波脱脂。
除有机溶剂脱脂外,其它脱脂工艺中由于含碱性物质、表面活性剂、缓蚀剂等组成的脱脂剂,废水中主要的污染物为pH、SS、COD、BOD、石油类、色度等。
一般可以参考以下处理工艺进行处理:废水→隔油池→调节池→气浮设备→厌氧或水解酸化→好氧生化→沉淀→过滤或吸附→排放该类废水一般含有乳化油,在进行气浮前应投加CaCl2破乳剂,将乳化油破除,有利于用气浮设备去除。
当废水中COD浓度高时,可先采用厌氧生化处理,如不高,则可只采用好氧生化处理。
3.酸洗磷化废水酸洗废水主要在对钢铁零件的酸洗除锈过程中产生,废水pH一般为2-3,还有高浓度的Fe2+,SS浓度也高。
可参考以下处理工艺进行处理:废水→调节池→中和池→曝气氧化池→混凝反应池→沉淀池→过滤池→pH回调池→排放磷化废水又叫皮膜废水,指铁件在含锰、铁、锌等磷酸盐溶液中经过化学处理,表面生成一层难溶于水的磷酸盐保护膜,作为喷涂底层,防止铁件生锈。
该类废水中的主要污染物为:pH、SS、PO43-、COD、Zn2+等。
可参考以下处理工艺进行处理:废水→调节池→一级混凝反应池→沉淀池→二级混凝反应池→二沉池→过滤池→排放4.铝的阳极氧化废水所含污染物主要为pH、COD、PO43-、SS 等,因此可采用磷化废水处理工艺对阳极氧化废水进行处理。