含HCl尾气的处理方案
环氧氯丙烷废气处理方案
环氧氯丙烷废气处理方案一、产气源甘油法环氧氯丙烷项目产出的废气有:1、甘油预处理和真空系统尾气;2、溶解釜和中间罐酸性废气;3、氯醇化酸性尾气与精馏塔真空系统碱性不凝气。
二、处理方案和排放指标(1)甘油预处理和甘油精制废气本项目甘油预处理过程中在预处理池上方设置集气罩,预处理过程中产生的废气经过集气罩收集,该废气产生的主要污染物为HCl和VOCs;甘油精制废气过程中会产生真空泵废气,产生的主要污染物为HCl和VOCs。
两种废气经过各自管道收集后送碱液喷淋塔净化处理,处理后通过排气管送入副产物综合利用单元作为空气补充。
废气量为20000m3/h,HCl产生浓度为66.88mg/m3,产生速率为1.34kg/h,VOCs 产生浓度为45.63mg/m3,产生速率为0.91kg/h。
处理后,HCl排放浓度为1.9mg/m3,排放速率为0.038kg/h,VOCs排放浓度为31.94mg/m3,排放速率为0.64kg/h,满足《大气污染物综合排放标准》(GB16297-1996)表2二级标准限值要求。
(2)环氧氯丙烷单元催化剂溶解釜废气和中间罐酸性废气本项目催化剂溶解釜和各种常压的中间罐,会产生废气,主要污染物为HCl和VOCs,两种废气经过管道收集后送液碱喷淋塔净化处理,处理后通过1根20m高排气筒排放。
废气量为160m3/h,HCl产生浓度为118.75mg/m3,产生速率为 1.9kg/h,VOCs产生浓度为15.63mg/m3,产生速率为0.25kg/h。
处理后,HCl排放浓度为1.6mg/m3,排放速率为0.0025kg/h,VOCs排放浓度为10.94mg/m3,排放速率为0.18kg/h,满足《大气污染物综合排放标准》(GB16297-1996)表2二级标准限值要求。
(3)不凝气处理单元酸性和碱性不凝气不凝气处理单元为处理酸性不凝气和碱性不凝气的单元,主要污染物为HCl和环氧氯丙烷(ECH)。
三氯氢硅合成尾气处理工艺
三氯氢硅合成尾气处理工艺谷文军3,孟祥考,吴军祥(河北邢矿硅业科技有限公司,河北邢台054000) [关键词]三氯氢硅;尾气处理;变压吸附[摘 要]介绍了几种处理三氯氢硅合成尾气的工艺,分析了各自的优缺点。
[中图分类号]T Q127.2 [文献标志码]B [文章编号]1008-133X(2009)10-0035-02Process of trea ti n g t a il ga s from tr i chlorosil ane syn thesisG U W enjun,M EN G X iangkao,WU Junxiang(Hebei Xingkuang Silicon I ndustry Science and Technol ogy Co.,L td.,Xingtai054000,China)Key words:trichl or osilane;tail gas treat m ent;p ressure s wing ads or p ti onAbstract:So me kinds of p r ocess f or treating the tail gas fr om trichl or osilane synthesis are intr oduced, and their res pective advances and disadvantages are analyzed. 三氯氢硅合成尾气的主要成分有氯化氢、三氯氢硅(氯硅烷)、氢气,具体组成(体积分数)为:三氯氢硅5.942%,四氯化硅0.295%,氯化氢15.818%,氮气4.779%,氢气73.166%。
此尾气须处理后才能排放。
1 水吸收工艺水吸收工艺也称湿法回收技术,是把出三氯氢硅合成炉的尾气直接用水喷射泵吸收,尾气中的氯化氢被水吸收成盐酸,氯硅烷水解生成二氧化硅。
二氧化硅以大量白色泡沫的形式出现,未被吸收的氢气和氮气排入大气。
氯化氢吸收装置
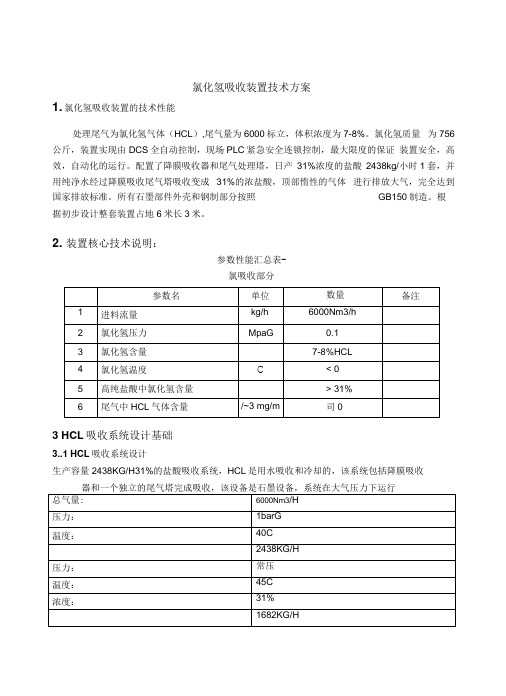
氯化氢吸收装置技术方案1. 氯化氢吸收装置的技术性能处理尾气为氯化氢气体(HCL),尾气量为6000标立,体积浓度为7-8%。
氯化氢质量为756公斤,装置实现由DCS全自动控制,现场PLC紧急安全连锁控制,最大限度的保证装置安全,高效,自动化的运行。
配置了降膜吸收器和尾气处理塔,日产31%浓度的盐酸2438kg/小时1套,并用纯净水经过降膜吸收尾气塔吸收变成31%的浓盐酸,顶部惰性的气体进行排放大气,完全达到国家排放标准。
所有石墨部件外壳和钢制部分按照GB150制造。
根据初步设计整套装置占地6米长3米。
2. 装置核心技术说明:参数性能汇总表-氯吸收部分3 HCL吸收系统设计基础3..1 HCL吸收系统设计生产容量2438KG/H31%的盐酸吸收系统,HCL是用水吸收和冷却的,该系统包括降膜吸收器和一个独立的尾气塔完成吸收,该设备是石墨设备,系统在大气压力下运行3.2降膜吸收器机械设计外壳和钢制部分按照GB150制造焊缝系数:0.7X-rays 探伤;设计温度工艺侧/服务侧:150° C / 150 C设计压力工艺侧/服务侧:0.3MpaG / 0.6 MpaG 材料石墨封头滑动垫片:PTFE密封盘根石墨块间垫片:PTFE(含25%的石墨)钢材:碳钢A 516 Gr60或同等的(16MnR)气液分离器包括支撑片不包括固定螺栓3.3尾气塔机械设计外壳和钢制部分按照GB150制造焊缝系数:0.7焊接标准:ASME IX焊接工人认证:ASME IXX-rays探伤:不包括设计温度150度设计压力0.3MpaG材料:外部时碳钢材料A 516 Gr60或同等的(16MnR)内部是石墨垫片是氟橡胶螺栓:A193 B7和A194 2H(冷电镀)或同等的3.4仪表控制顶部进来的HCL气体与未被完全吸收的盐酸在降膜吸收器进行交换吸收,吸收水从尾气塔的顶部进入与未反应的HCL经过内部的石墨填料进行吸收。
尾气塔完全是石墨塔,包括一温度传感器套管,MERSEN氯化氢吸收系统设计是安全的。
盐酸储罐区的尾气吸收系统的改善
盐酸储罐区的尾气吸收系统的改善张育敏【摘要】盐酸是一种无机强酸,在工业加工中有着广泛应用,盐酸主要来源:一是通过氢气和氯气合成合成盐酸.二是通过一些反应如氯化,酰化反应等化学反应产生,这种盐酸一般为副产盐酸.盐酸浓度高时,具有极强的挥发性,氯化氢挥发后与空气中的水蒸气结合产生盐酸小液滴,形成酸雾.大部分企业目前盐酸储罐为敞开式酸雾直排大气,不仅对周边的环境造成污染,对于设备,钢平台,仪表及管道等具有极强的腐蚀性,同时也威胁着员工的身体健康,因而企业在产品储存过程中应强调对尾气的吸收,并依据现场生产现状针对性的对盐酸尾气吸收系统进行改进,继而由此满足工厂生产条件,且避免环境污染改善现场环境.【期刊名称】《江西化工》【年(卷),期】2019(000)002【总页数】3页(P193-195)【关键词】盐酸储罐区;尾气;吸收系统【作者】张育敏【作者单位】九江中星医药化工有限公司,江西九江332500【正文语种】中文我公司有合成30%盐酸储罐50m33个,副产30%盐酸罐50m32个,车间盐酸高位槽若干,为此盐酸储罐区的尾气吸收系统装置有效运行是我公司废气排放及成本控制方面一个关键装置,盐酸储罐为常压,在2012年公司建立盐酸储罐区的尾气吸收系统处理一套,整体运行效果较差,为此2018年通过技术改造,彻底解决了盐酸储罐区的尾气吸收系统问题。
一、原有盐酸储罐区的尾气吸收系统设计流程图如下:图原有盐酸储罐区的尾气吸收系统设计流程图吸收流程简介:1、盐酸储罐尾通过用离心式引风机负压系统吸收酸烟。
2、槽车卸车通过槽车卸车口软管和卸车泵进口连接进行卸料。
3、在吸收塔内,循环泵产生循环液吸收处理。
第一级吸收采用去离子水吸收(吸收液回用),二级吸收采用碱液作为吸收液,用以中和废气中的HCl等酸性废气,中和原理是酸碱中和生成钠盐和水。
盐酸尾气吸收系统主要设备参数:(1)吸收塔:废气处理量:5000m3/h,吸收塔直径:Ф=1400mm,吸收塔填料高度:H=2000mm,数量:2台。
高三化学 尾气的处理方法
尾气的处理方法
1.对于极易溶于水的尾气,如NH3、HCl、HBr等,可采用防倒吸装置(如在导气管的出气口处连接一倒置的漏斗与吸收剂液面接触)吸收.
2.对于溶解度不大的尾气,如Cl2、CO2等,可直接将出气管插入吸收剂液面下吸收。
3.对于有毒且易燃的气体,如(CO等,可在尾气出口处放置一点燃的酒精灯,使CO燃烧转变为无毒的CO2气体。
尾气处理的几种方法
在化学实验中,常会遇到一些有毒气体,容易危害人体健康,所以在实验过程中要重视对实验装置的科学设计和对尾气的简单而有效的处理。
1. 收集法。
即将尾气直接收集起来的装置。
如用气球将尾气直接收集起来。
2. 转化法。
即将尾气转化为另一种或几种无污染或污染性小的物质。
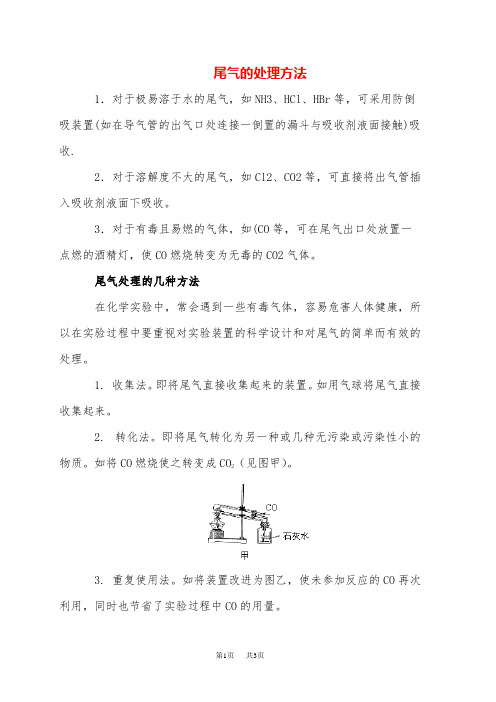
如将CO燃烧使之转变成CO2(见图甲)。
3. 重复使用法。
如将装置改进为图乙,使未参加反应的CO再次利用,同时也节省了实验过程中CO的用量。
4. 吸收法。
即利用能同尾气反应的某种溶液进行化学吸收,如下图。
又如:制取H2S气体时,多余的H2S这一酸性气体可用足量的NaOH 溶液进行吸收等。
•尾气处理装置:
•(1)直接吸收
•
•(2)燃烧处理或袋装
•。
酸再生改造方案

攀钢集团攀枝花钢钒有限公司冷轧厂酸再生机组废气处理工艺改进技术方案四川和翔环保科技有限公司二○一二年六月目录1.项目简介 (3)2.污染物特点 (4)3.现有工艺存在的问题 (4)4.系统工艺设计 (5)5.改造后效果及工艺说明 (9)1.项目简介酸洗带钢产生的废盐酸,因富含氯化亚铁而采用喷雾焙烧法进行再生处理,废酸焙烧产生的含酸气体经吸收塔吸收后再生,残留废气经洗涤塔洗涤后排入大气。
主要工艺如下:由于废气中HCL气体、Fe2O3颗粒物状态及物理性质存在不稳定性,导致吸收和洗涤的过程变得更为复杂,现有工艺参数控制环节与废气特征不能完全匹配,当工艺条件或设备工况改变时,废气排放指标就不能达到环保要求,造成环境污染。
因废气排放不达标导致机组停机或无法正常生产的时间累计达437.5小时/年,约460m3左右的废酸无法再生而排放,导致生产成本增加。
目前攀钢冷轧厂废气排放中的HCL含量和氧化铁粉无法满足≤120mg/m3的要求,粉尘排放含量也不稳定,经常出现因尾气中Fe2O3颗粒物超标而冒红烟现严重污染周围环境且对人的呼吸系统也产生伤害,废气中的酸雾危害大气且氯离子对臭氧层有很大的破坏性。
因此必须对废气排放不达标的原因进行研究并通过技术改进来解决排放超标问题。
2.污染物特点2.1 组份的多相性废气中包含了固相、液相、气相多成分物理状态污染物,极大限制了污染物的处理方式,属复杂废气治理范畴。
2.2 强酸易挥发性HCL气体虽易溶于水,但其溶液又具有挥发性,形成双向解压特征,介质吸收率和吸收速度受温度和压力影响较大。
2.3高沉积粘滞性吸收液中组份复杂,含有FeCL3、Fe2O3、HCL及其它固体微粒混合物,容易产生絮凝、粘附、结晶等现象。
3.现有工艺存在的问题3.1系统风量控制废气抽吸为离心风机,通过变频调速控制炉内负压,但基于离心风机运行的曲线特征,直接改变风机转速会导致系统工作极不稳定。
3.2 预浓缩器当文丘里预浓缩器循环废酸喷淋不均匀、密度不够,或烟气浓度和流速发生变化,以及喷嘴发生阻塞时,会出现焙烧气体温度过高,氧化铁分离效率降低等问题。
尾气处理方法
尾气处理方法
尾气是指汽车、机动车等燃烧后产生的废气,其中含有有害物质,对环境和人
体健康造成危害。
因此,尾气处理方法成为了当前社会关注的焦点之一。
在现代社会,尾气处理方法的研究和应用已经取得了一定的进展,本文将就尾气处理方法进行探讨和介绍。
首先,机动车尾气处理方法是当前研究的热点之一。
针对机动车尾气排放问题,科研人员提出了多种解决方案,如采用先进的尾气净化装置,例如颗粒捕集器和氮氧化物催化还原器等,以减少有害物质的排放。
此外,还可以通过优化发动机结构和燃烧控制系统,以降低尾气排放的含量和浓度。
其次,工业生产尾气处理方法也是一个重要的研究领域。
工业生产中的尾气排放,往往含有大量的有害气体和颗粒物,对环境造成严重污染。
因此,工业生产尾气处理方法的研究显得尤为重要。
目前,工业生产尾气处理方法主要包括物理吸附、化学吸收、催化氧化等技术手段,以达到净化尾气排放的目的。
此外,生活废气处理方法也是当前研究的热点之一。
生活废气主要来自于家庭
生活、餐饮业等领域,其中含有大量的厨房油烟、烟尘等有害物质。
为了净化生活废气排放,科研人员提出了多种解决方案,如采用油烟净化器、烟气脱硫装置等,以减少有害物质的排放。
综上所述,尾气处理方法的研究和应用已经取得了一定的进展,但仍然存在着
许多问题和挑战。
未来,我们需要继续加大科研投入,加强技术创新,不断完善尾气处理方法,以减少尾气排放对环境和人体健康造成的危害。
希望通过我们的不懈努力,能够为改善环境质量和人类生活质量做出更大的贡献。
冷凝法净化处理挥发性有机物废气
A174-有机废气(VOCs)处理冷凝法冷凝法是脱除和回收VOCs较好的方法,但是要获得高的回收率,往往需要较低的温度或较高的压力,因此冷凝法常与压缩、吸附、吸收等过程联合使用,以达到既经济又能获得较高的回收率的目的。
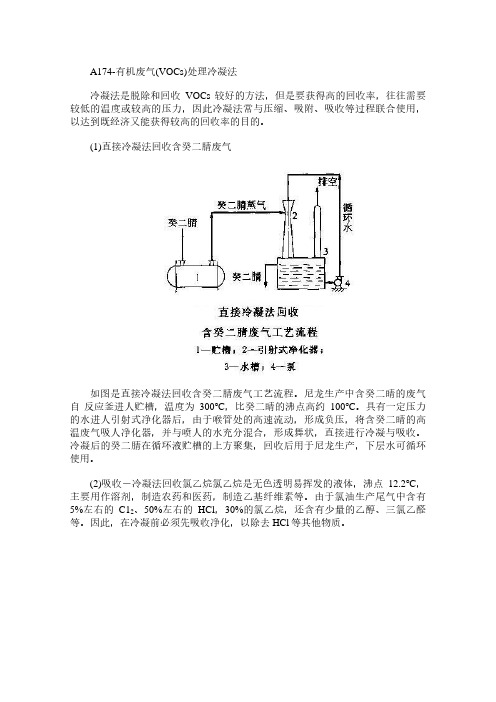
(1)直接冷凝法回收含癸二腈废气如图是直接冷凝法回收含癸二腈废气工艺流程。
尼龙生产中含癸二睛的废气自反应釜进人贮槽,温度为300℃,比癸二睛的沸点高约100℃。
具有一定压力的水进人引射式净化器后,由于喉管处的高速流动,形成负压,将含癸二睛的高温废气吸人净化器,并与喷人的水充分混合,形成舞状,直接进行冷凝与吸收。
冷凝后的癸二腈在循环液贮槽的上方聚集,回收后用于尼龙生产,下层水可循环使用。
(2)吸收-冷凝法回收氯乙烷氯乙烷是无色透明易挥发的液体,沸点12.2℃,主要用作溶剂,制造农药和医药,制造乙基纤维素等。
由于氯油生产尾气中含有5%左右的C12、50%左右的HCl,30%的氯乙烷,还含有少量的乙醇、三氯乙醛等。
因此,在冷凝前必须先吸收净化,以除去HCl等其他物质。
图示是常压冷凝法从氛油生产尾气中回收氯乙烷的工艺流程图。
尾气首先进人降膜吸收塔,在塔中用水将尾气中的HCl吸收并制成20%的盐酸。
被吸收掉HCl和少量CI2的尾气进人中和装置,用15%的NaOH溶液中和尾气中的酸性物质。
然后尾气进人粗制品冷凝器,先用-5℃左右的冷冻盐水冷凝氯乙烷气体中的水分,然后再将氯乙烷冷凝下来得到粗制品。
粗氧乙烷经过精馏塔精馏,再经成品冷凝器在-30℃冷凝,得到精制氯乙烷液体,氯乙烷含量达98%以上。
该法工艺简单,设备少,管理方便,但回收率只有70%左右。
若采用带压冷凝流程,即将净化以后的抓乙烷气体加压到0.4903x105Pa进行冷凝,只需要在- 15℃的盐水中冷凝,回收率可达80%以上。
但该法需要水循环泵和纳氏泵,一次性投资较高,工艺也比常压深冷法复杂。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
含HCl尾气的处理方案
摘要:为了使排入大气的含盐酸高温尾气得到有效处理,通过理论与实际经验相结合,对含HCl高温尾气处理系统优化设计思路、合理选择计算模型、工艺流程,并对关键设备进行精确的工艺计算,同时对关键设备材质进行科学选择。
工业应用运行结果表明,该套尾气处理系统工艺路线趋于合理,设备易于选型,处理后尾气达标排放。
关键词:工艺设计;尾气处理;急冷塔;喷淋塔;HCl
1引言
在化工生产过程中,为了调节反应过程中的PH值,需加入适量的盐酸,这些氯离子绝大部分在焙烧成型过程中以HCl气体的形式被除去,最终催化剂产品中氯离子含量≤1%。
因此,胶体在高温成型过程中,大量HCl与水蒸汽、高温空气一起由引风机排出,温度一般在160-400℃之间,部分立式焙烧炉尾气温度甚至高达600℃,直接排放极易形成酸雨、酸雾,同时伴生巨大的热污染,对人体和周边环境产生极大危害,高温盐酸气体在空气中降温过程析出的酸雾液滴对几乎所有常用的金属均有强腐蚀性。
随着环保规范的越来越严苛,直接排放已不可取,使得选择合理的吸收工艺和设备成为各大催化剂厂研究的主要课题之一。
近年来,我们对高温含HCl尾气逐渐采用急冷塔+吸收塔的系统处理方式,利用HCl极易溶于水的特性,先使用雾化水对尾气进行降温处理,然后对溶于水中的HCl采用NaOH中和,尾气达标后排放,水循环使用。
本套系统已应用于建长公司2011年的赶酸炉、活化炉尾气治理项目中,工艺路线可靠,设备易于实现,运行效果良好。
2工程实例条件参数
某催化剂生产公司赶酸炉、活化炉尾气参数整理见表2.1:
表2.1 赶酸炉、活化炉尾气参数
序号位号T
℃V
Nm3·h-1
m空气
kg·h-1
mHCl
kg·h-1
m H2O
kg·h-1
备注
1 F-210 120 460 517.
2 1.8 3.4
2 F-205 360 350 452.55 2.2 4
3 F-207 470 350 452.55 2.2 7
4 F-211 360 350 452.5
5 1.8 3.4
根据表2.1的数据,赶酸炉、活化炉尾气有以下特点:
(1)尾气排放温度高(最高可达470℃),现有的尾气直排大气,尾气经周边环境降温后,在空气中易出现盐酸结露情况,对人员健康及设备防腐均有重大负面影响;
(2)HCl绝对排放量大,约为8 kg·h-1。
按照排气筒30m计算,尾气中含量超出最高允许排放值36倍,排放速率超出国家Ⅱ类标准的5倍;
(3)HCl浓度偏低(混合后气体中HCl(w)约为0.421%);
(4)尾气中水汽含量约为17.8 kg·h-1,远未达到饱和状态。
3工艺研究
3.1工艺流程设计
尾气经缓冲罐汇集后,被送至急冷吸收系统进行处理。
在60-80℃,HCl的溶解度较大,在HCl 被水吸收的同时注入碱液中和,故在设计塔型的时候,需充分考虑喷嘴效果和混合效果,按HCl完全被吸收进行计算。
主要流程图见图2.1。
1)急冷塔采用技术先进的“并流顺喷洗涤”工艺流程,主要功能是将高温尾气降温至80℃以下,同时吸收部分HCl。
急冷塔塔顶设置并联的两组喷嘴,其中一组为正常供水,另一组由自控阀控制。
当急冷塔内工作温度超过给定温度或另一组水压低于设定值时,自控阀打开补水降温。
2)吸收塔采用气液逆流的方式,内部设置一定高度的填料,增大气液接触面积和气体停留时间,作用是进一步吸收HCl,对气体进行再一次降温,同时对其存在的粉尘进行吸收,为获得更好的效果,在吸收塔内设置液体再分布器及除沫器。
3)对系统用水的使用,利用换热器进行降温后循环使用,定期排污、定期补碱。
4)自控方面,急冷塔尾气入口出口均设置温度远传显示,其中出口测温点与第二组进水喷嘴联锁控制,吸收塔底部设置液位联锁,在液位较低的情况下自动补充化学水,从而保证系统在排污周期内可以稳定、连续、安全运行。
图2.1 工艺流程图
3.2主要工艺计算
尾气处理系统中的关键热力学过程如下:
①4股尾气在尾气缓冲罐内混合后温度Tmix=325℃;
②尾气中的干空气降温至出口温度(放热);
③尾气所含水蒸气降温至出口温度(放热); ④尾气中所含HCl 气体降温至出口温度(放热); ⑤盐酸溶液生成热(放热); ⑥酸碱中和热(放热);
⑦循环水(经换热器冷却至40℃)的升温和汽化(吸热)。
若暂不考虑尾气处理系统的散热,压力为微负压操作,按绝热恒压过程处理,计算过程如下: 3.2.1对急冷塔进行热量衡算[2]- [5]
Tmix=325℃,急冷塔出口温度T 1=76℃,相应饱和湿度H w1=0.411kgH 2O/kg 绝干空气 尾气中的干空气降温放热∆H 1= C P 1n 1dT Tmix
T 1
=491580KJ /
尾气中的水蒸气∆H 2= C P 2m 2dT 325
76=8905KJ / 尾气中HCl 气体降温放热∆H 3= C P 3n 3dT Tmix
T 1
= (a +bT +cT 2)n 3dT Tmix
T 1
= (28.167+
598.15
349.151.8096×10−3T +1.5468×10−6T 2)8000
36.5dT =202.849KJ /
急冷塔内进水温度t=40℃,汽化热q=2401KJ/kgH 2O 急冷塔内进水汽化量m H 2O =
∆H q
=500687.849
2401
=208.6kg /ℎ
急冷塔出口气体湿度0.1207kgH 2O/kg 绝干空气<< H w1,没有达到饱和。
在计算时,进水量即为汽化量。
在实际操作中,为充分保证降温和吸收效果,也为了便于喷嘴选型,急冷塔进水宜为汽化量的10~30倍,进入吸收塔的介质为气液两相。
3.2.2对吸收塔进行设计选型[2]- [5]
吸收塔入口温度T 1=76℃,相应饱和湿度H w1=0.411kgH 2O/kg 绝干空气; 取吸收塔尾气出口温度T 2=66℃,相应饱和湿度H w2=0.2172kgH 2O/kg 绝干空气; 吸收塔循环水入口温度40℃;
设吸收塔循环水逆流吸热后出口温度50℃;
尾气与过量水接触,HCl 水溶液生成热∆H 4=∆H S n 3=36412KJ / 尾气中的干空气降温∆H 5= C P 5n 1dT T 1
T 2=20405.2KJ / 尾气中的水蒸气∆H 6= C P 6(m 2+m H 2O )dT T 1
T 2=4507.7KJ / 盐酸与碱液中和∆f H m =28655.34KJ / 吸收塔需要移出热量 ∆H 吸收塔=61324.9KJ / 吸收热量需要的循环水量m H 2O 吸收塔=
∆H 吸收塔Cp∆T =1468.6kg /ℎ
吸收塔塔顶出口气体V =2108.95kg =
n 1+
m 2+m H 2O
M
RT P
=2186m 3/。