一次性使用医用口罩工艺
口罩生产工艺规程

口罩生产工艺规程一次性使用医用口罩(非无菌)生产工艺规程编制/日期:________________________审核/日期:________________________批准/日期:________________________XXXXXX 医疗器械有限公司目的:本文旨在指导一次性使用医用口罩(非无菌)的生产过程,并规定产品生产工艺路线,以确保生产有序,产品质量得以保证。
适用范围:本规程适用于本公司生产口罩的全部生产活动。
术语或定义:工艺规程是对产品的设计、生产、包装、质量标准及质量控制进行全面描述的基本性技术文件。
职责要求:技术部负责人负责起草本规程,生产部及质量部负责人负责审核文件内容,管理者代表负责批准。
生产部及质量部负责监督本工艺规程的执行,确保生产、检验过程符合本文件规定。
产品概述:一次性使用医用口罩由非织造布层、鼻夹、口罩带组成。
其中非织造布层由非织造布和熔喷布经折叠复合而成,外层为非织造布,夹层为熔喷布,鼻夹由可塑性的材料制成。
本产品具有通气性、细菌过滤性、柔软、有弹性、配有可塑性鼻夹,可依据不同脸型做舒适调整。
与市场上注册的同类产品相比,材料相同、结构相同、用途一致。
产品质量标准:本产品的质量标准遵循《一次性使用医用口罩》产品注册技术要求和YY/T0969-2013一次性使用医用口罩。
生产环境:一般生产区(可控范围内):生产、检验、内包。
生产工艺流程:详见附件1:一次性使用医用口罩生产工艺流程图。
技术参数:9.1 耳带焊接参数名称参数值备注焊接速度焊接频率9.2 初包装参数名称参数值备注热封温度热封速度热封压力操作要点:按各《口罩生产作业指导书》、《口罩耳带焊接作业指导书》、《产品包装作业指导书》要求进行产品生产。
过程控制:生产过程的质量控制和检查频次按《生产流转卡》及《进货检验规程》、《过程检验规程》、《成品检验规程》进行。
产品贮存要求:应按照使用说明书要求进行。
工艺卫生、安全及劳动保护:13.1 工艺卫生13.1.1 物料卫生所有原料必须有检验合格证,包装完好,不受潮。
2020年KN95一次性使用医用口罩生产工艺规范

文件编号:Q3-QC-49 2020年KN95一次性使用医用口罩生产工艺规范编制审核批准实施日期2020.02.10目录1目的2 范围3职责4 内容4.1生产依据和生产方法4.1.1生产依据4.1.2生产方法4.1.2.1生产前准备4.1.2.1.1文件准备4.1.2.1.2现场检查4.1.2.2领料4.1.2.3生产成型4.1.2.4内包装4.1.2.5外包装5.生产工艺流程图:6生产过程的质量控制7工艺卫生和环境卫生7.1环境卫生7.2.工艺卫生7.2.1一般生产区卫生要求7.2.2洁净生产区卫生要求7.2.3工艺卫生1目的:制定KN95防护口罩生产工艺规程,以保证生产产品的产量、质量符合已确定的标准规定。
2 范围:适用KN95防护口罩生产的全过程管理。
3职责:车间生产操作人员,生产管理人员对本规程的执行负责;质量管理人员对本规程的执行情况进行监督和审核。
4 内容:4.1生产依据和生产方法:4.1.1生产依据:《GB 19083-2010 医用防护口罩技术要求》《医疗器械生产质量管理规范》2016版4.1.2生产方法:4.1.2.1生产前准备4.1.2.1.1文件准备:(1)批生产指令中明确了生产产品的原料名称、批号、数量、检验单号及投料量等。
(2)批包装指令中明确了包装产品的名称、规格、批号、数量、包装材料用量等。
(3)生产品种应有质量标准、生产工艺规程及岗位标准操作程序等文件。
(4)生产地点应有卫生要求的文件规定和卫生清洁标准操作程序。
(5)使用设备应有相应的设备操作、维护保养、清洁标准操作程序。
(6)容器具清洁应有相应的标准操作程序。
(7)应有岗位所需生产记录(含清场记录),工序运行状态标志、设备运行状态标志、物料领料单等记录表格。
(8)上述文件均应为现行文件并受控管理。
4.1.2.1.2现场检查:(1)检查生产场所的清洁、卫生,应符合该区域卫生要求,有清洁、清场合格证。
(2)需用的设备、设施应完好,有正常标志。
2020年一次性医用口罩生产工艺规范

文件编号:Q3-QC-45 2020年一次性医用口罩生产工艺规范
编制
审核
批准
实施日期2020.02.10
目录
1. 目的
2. 范围
3. 责任人
4. 产品名称及规格
5. 工艺流程图、关键工序和特殊过程
6. 工艺卫生要求
7. 设备一览表
8. 技术安全和劳动保护
9. 物料平衡
1. 目的
规范一次性使用医用口罩(灭菌)生产工艺;使生产操作过程具有稳定性;保证产品质量。
2. 范围
适用于一次性使用医用口罩(灭菌)的生产及质量管理。
3. 责任人
技术部组织制定,并遵照执行;质量管理部负责监测。
4. 产品名称及规格
品名:一次性使用医用口罩(灭菌)。
规格:17cm×9.5cm,应符合设计的尺寸,最大偏差应不超过±5%。
5. 工艺流程图、关键工序和特殊处理
5.1 一次性使用医用口罩(灭菌)工艺流程图。
一次性使用医用口罩工艺

一次性使用医用口罩工艺
1.采购原料:一次性使用医用口罩主要由无纺布、混合纤维布和防护面料制成。
因此,在进行这一工艺流程之前,需要首先采购上述原料。
应当优先考虑采购使用新材料的生产商,以保证产品质量。
2.面料分拣:在采购原料之后,就要对其进行检查,以确保采购的原料符合要求。
检查完成后,把无纺布、混合纤维布和防护面料分别进行分拣,准备进行下一步的加工。
3.清洗处理:将分拣好的原料放入清洗处理室,进行清洗处理。
清洗处理过程主要包括消毒、去污、去除残留物等步骤,以保证原料质量。
4.裁剪加工:将清洗后的原料放入裁剪加工室,通过机械裁剪设备将原料切割成满足规格的一次性使用口罩。
5.初步检测:将成型后的一次性使用口罩放入初步检测室,通过实物检测、静电检测等,以确保产品质量。
医用口罩生产工艺规程
一次性使用医用口罩生产工艺规程1.目的制订医用口罩生产工艺规程,以提供生产车间组织生产和进行生产操作的依据。
2.范围本规程适用于医用口罩的生产。
3.职责生产车间按该工艺规程组织生产和按该规程编制标准操作程序,生产技术部,质控部负责监督该规程的实施。
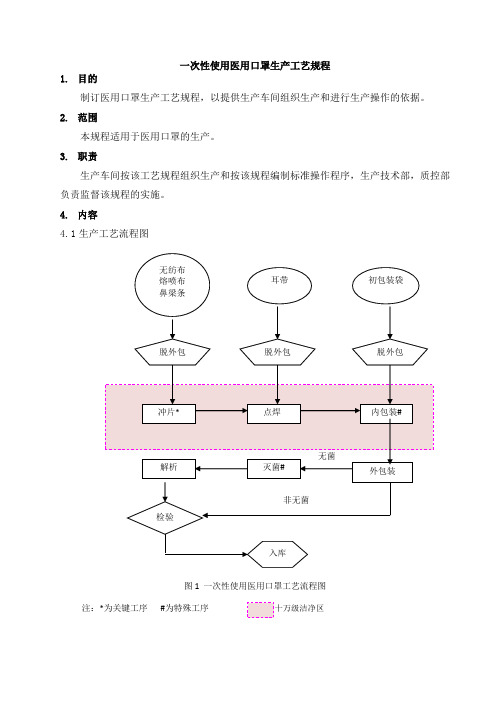
4.内容4.1生产工艺流程图图1 一次性使用医用口罩工艺流程图注:*为关键工序#为特殊工序4.2 质量控制点4.3生产操作过程及工艺技术参数4.3.1 领料按批生产指令制作领料单,按“仓库管理制度”到原材料库领取原料,领料员、保管员根据领料单的数量领发料,及时填写入出库记录。
工艺要点:核对品名、批号、型号、规格、数量、检验报告单。
4.3.2 冲片、点焊按“作业指导书”将所需原材料置于冲片机上进行成型,仔细观察将不合格剔除。
生产结束及时填写记录,按本岗位“清场管理制度”进行清场操作,填写清场记录,并经质量部门检查签字。
工艺要点①;②温度控制:60℃~80℃;③速度控制只/min;4.3.3 内包装1)装袋生产操作前,进行清场检查。
从中间库领取内包装材料,根据产品包装规格要求,确定每袋装量。
根据每袋数量,按照“内包装作业指导书”进行包装操作,操作员要先进行首件确认。
在分装过程中,每隔30分钟自查一次。
检验员在上午和下午不定时巡检一次,严格控制装量差异,并详细记录抽查结果,确保每袋装量在控制范围内。
分装后产品放入专用容器内,作好标识,按“清场管理制度”进行清场,填写清场记录,并经质控人员验收签字。
工艺要求:①包装规格:每袋装10只,操作中随时注意检查装量是否准确,要求每隔30分钟必须自查一次装量,装量不得少于标示量。
②包装前检查包装材料有无破损,内部是否清洁、干燥。
③包装前核查包装材料及标签合格标志。
④生产结束任务后,应将所使用的设备,工具做好清洁卫生,中间产品、内包装材料整理好。
2)封口①按要求调节好印字轮的字钉,确认规格、批号、生产日期;②打开封口机电源开关,设定好墨印温度80℃~140℃和密封温度150℃~160℃;③加热5分钟后用没装口罩的包装袋试封,检查打码是否清晰,包装袋的气密性是否漏气。
一次性使用医用外科口罩技术要求
一次性使用医用外科口罩技术要求
一次性使用医用外科口罩是一种即拆即用的口罩,它具有快速拆装,轻便,佩戴舒适的优点。
它的主要结构包括一个外罩和一个内罩。
外罩是一种颗粒阻挡材料,能够阻挡气溶胶和固体颗粒,而内罩则是一层薄的超细纤维材料,用于涵盖鼻咽部,形成一个完整的密封,防止外界空气和病原体进入鼻咽部。
一次性使用医用外科口罩的制作工艺一般遵循如下步骤:选择适合的颗粒阻挡材料和超细纤维材料,并制作出外罩和内罩;热收缩连接外罩和内罩;将外罩和内罩组合在一起,形成一个完整的口罩;将口罩保存在医用口罩盒中,以保证口罩的清洁度和消毒。
一次性使用医用口罩工艺规程
一次性使用医用口罩工艺规程文件目录1、目的 (3)2、适用范围 (3)3、职责 (3)4、参考文件 (3)5、培训范围 (3)6、产品信息 (3)7、物料信息 (4)8、生产设备 (5)9、工艺流程图 (1)11 物料、中间产品、成品质量标准 (5)12 安全生产与劳动保护 (5)13 工艺卫生要求 (5)1、目的为明确一次性使用医用口罩的生产过程,规定生产全过程的工艺技术、质量监控等内容,保证过程中产品质量,杜绝生产过程中污染、混淆和差错,保证相关内容已通过验证,特制定本规程。
2、适用范围本规程适用于公司一次性使用医用口罩的生产全过程,是各部门共同遵循的技术准则。
3、职责3.1编写:生产部经理组织相关人员进行编写。
3.2审核:质量部组织相关人员进行审核。
3.3批准:管理者代表。
3.4执行:各级生产、质量管理人员及操作人员。
3.5监督管理: QA、生产质量管理人员。
4、参考文件《中华人民共和国药典》(2015版)《医疗器械生产监督管理办法》(国家食品药品监督管理总局第7号令)《医疗器械监督管理条例》(国务院令第650号)5、培训范围6、产品信息6.1、概述:一次性使用医用口罩适用于覆盖者的口,鼻及下颚,用于普通医疗环境中佩戴,阻隔口腔和鼻腔呼出或喷出污染物的一次性使用口罩。
6.2、规格及尺寸:本产品共计有两个规格。
表1:一次性医用口罩型号规格表6.3、使用方法:6.3.1.打开包装,取出口罩,握住口罩两边,鼻夹条在上边;6.3.2. 将口罩开口部分遮住口鼻盒下颌,橡筋带套在耳后;调整鼻梁条,将其与鼻梁贴合;6.3.2. 适当调整口罩位置,使得佩戴舒适;6.4、保质期:24个月。
6.5、贮藏方法:包装后的一次性使用口罩应储存在相对湿度不大于80%、无腐蚀气体和通风良好、清洁的室内。
7、物料信息7.1原材料控制:7.1.1无纺布:根据不同要求,可以不同颜色;外观:柔软,无颜色变化,无污点,无破洞,布面均匀。
一次性医用口罩生产工艺规程

医用口罩生产工艺规程编制/日期: ________________ 审核/日期: ________________ 批准/日期:1、目的 (3)2、范围 (3)3、职责部门 (3)4、内容 (3)5、生产工艺流程图 (4)6、生产过程以及工艺条件 (5)7、领料 (5)8、物料进出洁净区的特殊要求 (5)9、上料 (6)10、热封包装 (7)11、过程检验程序 (8)12、外包装 (8)13、灭菌与解析 (8)14、成品检验 (9)15、说明书、标签、包装盒 (9)16、工艺卫生要求 (10)17、消毒 (10)18、仪器、设备一览表 (10)19、生产安全及劳动保护 (10)20、环境保护 (10)21、关键工序和特殊工序的描述及控制说明 (10)22、相关文件与记录 (11)23、设备操作规程 (12)24、附录 (14)1、目的:建立医用外科口罩生产工艺规程,规范生产操作,防止因操作不当引起产品不合格的事故发生。
2、范围:医用外科口罩的生产。
3、职责部门:生产部执行,质量部监督。
4、内容:产品概述4.1【产品名称】医用外科口罩4.2【型号规格】平面耳挂型:17.5cmx9.5cm(无菌及非无菌状态)4.3【适用范围】医用外科口罩适用于由临床医务人员在有创操作等过程中佩戴。
4.4【产品性能及主要结构组成】口罩由口罩体、口罩带和鼻梁条组成。
口罩体由内层(纺粘层)、中间层(熔喷层)、外层(纺粘层)经折叠复合而成,鼻梁条由可弯折的可塑性材料制成。
细菌过滤效率应不小于95%。
4.5【使用说明】4..5.1打开包装,取出口罩,耳带焊接点处朝外,带鼻梁条处朝上(一根可塑条)。
4.5.2佩戴面部后,调整鼻梁条,使其有良好的密合性,防止空气中有害物质从密合处泄漏进入。
4.5.3使用后按医疗废弃物统一处理,避免产品重复使用危害和环境污染。
4.6【注意事项】4.6.1使用前详细阅读说明书,检查确认口罩包装完好无损,佩戴前对外观进行检查。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
有限公司医疗器械管理文件
一次性使用医用口罩生产工艺规程
目录:
1.目的 (2)
2.适用范围 (2)
3.职责 (2)
4.产品概述 (2)
5.工艺流程图 (3)
6.生产场所和设备 (3)
7.生产操作 (4)
8.质量标准 (7)
1.目的:建立一次性使用医用口罩生产工艺规程,规范一次性使用医用口罩生产工艺管理。
2.适用范围:适用于一次性使用医用口罩的生产工艺操作。
3.职责:生产车间按该工艺规程组织生产,生产部、质管部负责监督该规程的实施。
4.产品概述
表1 产品信息
5.生产工艺流程图
6.生产场所和设备
生产场所,见表2。
表2 生产场所环境要求
生产设备见表3。
表3 主要生产设备
7.口罩制作生产
领料
车间主任制定《批生产指令》,QA复核。
根据《批生产指令》到原料仓库准确领取所需物料,领料时需对领用物料的品名、数量、质量信息等进行复核,领料过程应有QA进行现场监督并办理领料手续,按照《物料进入生产区作业书》将物料运送到指定房间。
生产前检查
生产操作前应对本岗位进行检查,房间应处于清洁状态,应清场并取得清场合格证;设备应完好,并有完好状态标志;设备、容器等应有已清洁标志,并在清洁效期内;电子秤等计量器具应经校验并在效期内;与本批产品生产相关的岗位文件及空白生产记录应齐全;检查完毕后,应根据生产指令悬挂状态标志;
挑选
将领取的物料除去包装,查看是否有质量问题,用剪刀剪去破损部分。
将挑选后的无纺布、溶喷布卷料、鼻梁条和耳带线安装到相应的设备卷轴位置上。
口罩制作
操作人员,按《全自动口罩机作业书》,手动调试好后,把“自动/手动”开关调到“自动”,机器开始自动定型切片,焊接鼻梁条和挂耳带的生产。
将生产出来的口罩(挂上标签后)移交口罩内包间。
生产过程中及时填写生产记录。
根据《清场作业书》进行清场,清场完毕后填写清场记录,并由QA进行检查,检查合格后发放清场合格证,填写并悬挂《已清场》状态标志。
8、内包装
生产前检查:
生产操作前应对本岗位进行检查,房间应处于清洁状态,温湿度应符合要求,应清场并取得清场合格证;设备应完好,并有完好状态标志;设备、容器等应有已清洁标志,并在清洁效期内;与本批产品生产相关的岗位文件及空白生产记录应齐全;检查完毕后,应根据生产指令悬挂状态标志;
领料
根据《批生产指令》准确领取所需待包品和内包材,领料时需对领用物料的品名、数量、质量信息等进行复核。
内包
依据《打码指令》调整枕式包装机上打码机信息,设置好产品批号、生产日期和有效期至等信息,QA复核。
按《SZ-180枕式包装机作业书》操作设备,调试好设备后,将生产合格的口罩按一次10个(或者1个)放入输送带的卡槽中,设置好加热温度和包装速度,开始内包装生产。
将内包好产品通过传递窗送到口罩外包间。
生产过程中及时填写生产记录。
清场
根据《清场作业书》进行清场,清场完毕后填写清场记录,并由QA进行检查,检查合格后发放清场合格证,填写并悬挂《已清场》状态标志。
9.外包装
生产前检查
生产操作前应对本岗位进行检查。
房间应清场并取得清场合格证;设备应完好,并有完好状态标志;设备、容器等应有已清洁标志,并在清洁效期内;与本批产品生产相关的岗位文件及空白生产记录应齐全;检查完毕后,悬挂状态标志。
领料:根据车间《批生产指令》准确领取所需物料,领料时需对领用物料的品名、数量、质量信息等进行复核,领料过程应有QA进行现场监督。
领料完成后办理领料手续,并将物料运送到外包装间。
打码
核后,喷码中包塑料袋送入外包间。
打印产品外标签并裁剪好,送入外包间。
中包
将内包产品按10袋/包装入已喷码的中包塑料袋中,通过热压封口机封口。
装箱
将中包产品按20中包/件装入大箱,封箱打包,大箱侧面贴好外标签,取样后送检。
包装完成的产品送入口罩灭菌间。
生产过程中及时填写生产记录。
清场:本岗位生产结束后根据《清场作业书》进行清场,清场完毕后填写清场记录,并由QA进行检查,合格后发放清场合格证,填写并悬挂《已清场》状态标志。
10.口罩灭菌
生产前检查:
生产操作前应对本岗位进行检查,房间应处于清洁状态,应清场并取得清场合格证;设备应完好,并有完好状态标志;设备、容器等应有已清洁标志,并在清洁效期内;与本批产品生产相关的岗位文件及空白生产记录应齐全;检查完毕后,应根据生产指令悬挂状态标志;
每个灭菌器内只放一个批次的产品,以利于微生物限定检查和产品质量控制。
将包装好的大箱贴上灭菌指示标签,按要求整齐码放在灭菌托盘架上,通过灭菌车送入灭菌器内。
操作人员按照《环氧乙烷灭菌器作业书》,放置好环氧乙烷气瓶,设置灭菌器温湿度和灭菌时间,按自动模式开始灭菌。
灭菌后的产品转至解析室,同时QA取样送检。
生产结束根据《清场作业书》进行清场,清场完毕后填写清场记录,并由QA进行检查,检查合格后发放清场合格证,填写并悬挂《已清场》状态标志。
11.解析
将已灭菌的产品整齐码放于解析间,并悬挂标签,标明生产批号、生产日期、灭菌时间、灭菌人等信息,按照《环氧乙烷解析控制程序》严格控制解析时间,14天后QA 抽样送检。
12.原辅料、包装料材质量标准,见下表。
14.成品质量标准。