中韩造船的差距
各国造船技术比较

国本土化设备装船率超过80
%,而我国船用中低速柴油机、
辅机、发电设备、曲轴等配套
•
二是自主创新能力不强,
国 主要船舶配套设备专利还需要
差 从国外引进,海洋工程装备设
设备虽然实现了本土化生产, 但能力缺口在不断拉大,民船 配套自动化导航、仪器仪表等
计和总承包基本为空白,部分
距 很 高技术船舶仍然需要国外设计。
000万吨,而2003年仅有8
00余万吨,手持订单中散货船超
过60%,技术含量低、能力严重
过剩。目前过剩的主要是低水平造
船基础设施,即使世界航运和造船
市场回归正常水平,也有三分之一
左右的产能过剩。
外媒:亚洲没有哪个国家造船能力能媲美中国
日本《外交学者》网站文章称,“目前,中国军事造船厂在造船类型和数量方面超过了西 欧、日本和韩国。如果北京优先发展造船业,那么到2020年时,中国军用造船技术能力将 能赶上俄罗斯;到2030年,将接近美国现有造船技术。中国目前正在规模化生产至少6个 级别的现代柴电潜艇和水面战舰。”不仅如此,有预测称,在未来五年左右,与韩国、日
LNG船,需向法国GTT公司支付1000多万美元的
专利费。排名如下:
1、法国(虽然没有什么产量,但掌握核心技术)
2、韩国
3、日本
LNG基本介绍
• LNG Liquefied Natural Gas
CO2
-162℃
•
•
•
•
•
1/625 45%
站
成分天 的 量液成深水(缩
为四然ห้องสมุดไป่ตู้
气化液冷等脱写
LNG
1
2
•
中国已经成为世界第二造船大国许多年,近年来与
中日韩三国造船业的新比拼
【摘要】阐述中日韩三国造船业发展现状,对我国造船业作SWOT 分析,并提出加速发展中国造船业的建议。
【关键词】造船工业;造船业概况;SWOT 2005年6月13日,全球10大船级社就油船和散货船共同结构规范的实施达成一致,规范将于2006年4月1日正式生效,从而将在历史上首次统一全球造船标准。
它满足了国际海事组织目前正在研究的目标型安全标准的要求,将为建造更牢固、环保、易维护的船舶提供一个可靠的标准。
专家指出,共同结构规范不针对已经营运的船舶,只针对2006年4月1日以后签订建造合同的船舶。
诚然,一个有关油船和散货船的新规则即将实施,其将形成什么新格局呢?日本和韩国这两个世界造船强国,他们的霸主地位能否动摇?作为后起之秀,中国能否抓住机遇,从造船大国走向造船强国?一切都是未知数。
1韩国、日本、中国造船业发展现状在20世纪70年代之前,世界造船市场由欧洲和日本主宰,共占市场份额达80%以上。
当时世界上主要的造船国有德国、瑞典、芬兰、挪威、丹麦、荷兰、英国、法国、意大利、西班牙、日本等,其中日本造船产量在20世纪60年代中后期占全球市场份额50%以上,而当时韩国和中国的造船工业基本上为零。
1.1韩国造船业概况韩国造船业从1972年的现代重工起步,凭借政府的政策和雄厚的资金支持,一开始就高起点。
新建设的船厂都是大投入、大船坞、大厂房、新设备,几乎所有的机器设备、船舶零部件和原材料(如船用钢板)均从国外进口,进行大规模组装生产。
凭借本国廉价的劳动力,以突出的价格优势与世界船舶市场上的欧洲、日本等造船强国展开竞争。
1972年当年就承接出口订单,随后的几年造船能力和市场份额急剧扩张。
到1993年,韩国承接造船订单首次超过日本,居世界第一位,在造船技术和质量上也取得长足进步,尤其在船体质量上已经可以同日本相媲美。
船舶产品由基本的干散货船、油船发展到建造第五代、第六代大型集装箱船和高技术含量、高建造难度、高附加值的VLCC ,LPG ,LNG 船等。
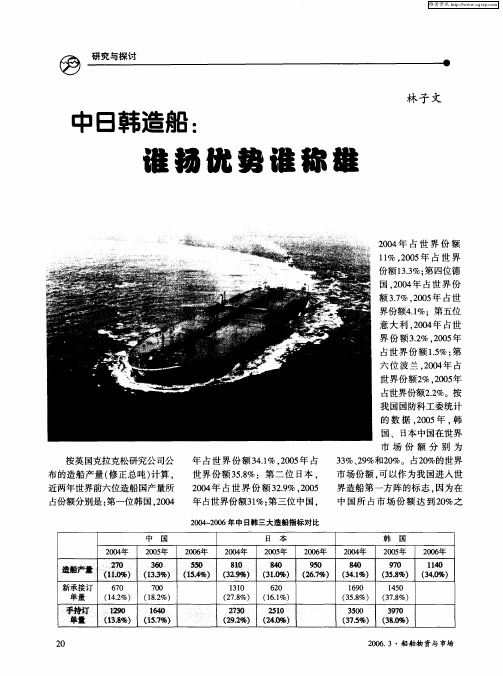
中日韩造船:谁扬优势谁称雄
日 本
2 0 正 05 20 正 06 2 0 正 04
韩
国
2 0 焦 06
2 0 焦 05
3o 6
8 l
8O 4
90 5
ቤተ መጻሕፍቲ ባይዱ
80 4
90 7
l4 lo
(33 (54 (29 ( 1 %) (6 (41 (58 ( .%) 1. %) Ii %) 3. %) 3 . 2 .%) O 3. %) 3. %) 4 30
义上说, 中国造船业的产品结构稍 优于 日 从大体可反映船舶复杂 本。
劳动成本竞争力主要取决于单位
劳动成本 ( 人均年人工成本) 和生 产效率( 人均年造船产量 ) 。尽管 我国主要船厂的生产效率仍与 日 韩船厂有较大差距 .是 日 的1 本 / 3 、 国 的1 ., 由于我 国船 5韩 /6 但 2 厂的单位劳动成本只相当于 日 本
界份额41 . %:第五位 意 大 利 ,04 占世 20 年
界 份 额 32 ,0 5 . 20 年 %
占世界份 额 1 %; . 第 5 六位 波 兰 .04 占 20 年 世 界 份 额 2 .0 5 % 20 年 占世界份额2 %。按 。 2 我 国国防科工委统计 的 数 据 ,05 , 20 年 韩 国、 日本 中国在 世界 市 场 份 额 分 别 为
从中 日 韩三国造船业的产品
结构看 . 韩国原油船 、 散货船和集
装箱船等常规船舶的比例最低 . 液
在许多方面对 日 韩形成竞争优势
( 现阶段在常规船领域) 。在各造 船竞争力因素中,劳动成本竞争 力( 单位产量成本 ) 居第一位 , 而
化气船等复杂船的比例最高 , 中国 的比例稍高于 日 其主要原因是 本, 中国建造的集装箱船多, 从这个意
中韩造船业竞争差异
中韩造船业竞争差异作者:赵松秦书明孙宇洪梅来源:《中国科技博览》2013年第24期摘要:中国造船完工量连续12年排名世界第三,造船手持订单量连续两年位居世界第二。
2006年,中国造船完工量1452万载重吨,占世界的比例达到19%;船厂手持新船订单量6872万载重吨,占世界的比例达到24%。
作为目前世界最主要的造船基地,中国与韩国之间的差距正在迅速缩小。
关键词:造船;劳动成本。
中图分类号:F2241. 资料2. 劣势明显上游配套产业发展滞后,但是,长期以来中国在船用设备领域的研发投入严重不足,中国船舶配套业总体技术水平低。
中国远洋船舶的导航、通信、舱室、自动化设备,以及电机、电器等关键部件还大多需要进口。
目前,中国国产设备装船率不足40%,远低于韩国的85%以上。
进口船用低速机、中速机、船用发电机组占中国市场的比例(按马力计)分别为50%,50%和70%。
而中国自行设计制造的部分船用设备产品,主要只能为沿海小型船舶和内河船舶配套。
另外,中国造船企业在技术与设计上与韩国企业差距明显。
韩国造船业非常注重技术的进步,在高技术和高附加值的船舶市场上占有很明显的优势。
中国最大的造船企业只有大约200名船舶设计人员,而三星重工拥有1500多名设计人员。
不仅如此,中国造船企业在生产管理和质量控制上与韩国企业仍有较大的差距。
中国部分造船厂存在造船周期较长、交船拖期等问题,使中国造船企业信誉度受损。
在2000年6月,中机海川国际船舶公司和芜湖造船厂签订建造6艘2.7万吨级散货船,当第4艘船交付时已经拖延近10个月。
此外,中国造船企业存在产品质量把关不严的问题,中国某些造船厂建造的船舶中使用了未经船级社检验的部件导致主机出现问题。
目前,在LNG等高附加值船舶市场上,韩国拥有绝对优势,中国还缺乏相应的设计、技术与生产能力。
近期韩国企业重点加强了对快速、大型、高附加值的船型如LNG、豪华邮船、海洋建筑船等的质量提升和IT技术应用。
中、日、韩三国造船能力比较
中日韩三国造船能力浅析中日韩三国造船能力浅析====海军是高科技兵种,其所编成舰艇的数量和质量决定了一个国家海军的强弱。
排除政治因素的影响,对于一个国家来说,往往是综合国力和国家战略决定了海军的规模,而舰艇建造能力则决定了海军的装备技术水平。
(一) 船舶/舰艇总体制造能力====(1)日本中、日、韩同为世界造船大国,其中又以日本实力最为雄厚。
日本发展资本主义较早,在一战前就拥有了良好的工业基础,至 1919 年,其造船工业总产量已经位居世界第三,仅次于当时的英国和美国;至二战爆发时,日本已拥有大中型船厂 60 家,船台 140 余座,从业人员 40万人,具有建造包括航空母舰、战列舰和大型远洋潜艇在内的各类军用舰艇的能力,年产舰艇可达 300 余艘。
二战使日本遭受重创,加上政治和经济上的限制,战后的日本造船工业规模极度萎缩,产量低下,军用舰艇的建造也一度停滞;但由于美国的扶植,加之以前坚实的工业基础,日本造船工业又迅速发展起来,到五十年代中期,商船下水量已居世界第一位;六十年代,其造船能力更是在短短 10 年间扩大 3~4 倍——1971年日本的商船下水量竟达 1199.2万总吨位,约占世界总下水量的 50\% 之多。
日本造船工业产量长期稳居世界首位近半个世纪,直至近年来才被韩国超越。
====由于美国的技术支持和长期以来积累的经验,日本战后的军用舰艇建造能力恢复迅速,研制起点较高,一些舰艇也多带有浓重的美式风格。
五十年代初,日本还仅能建造一些轻型舰艇和军辅船,但五十年代末就已经可以自行设计建造 2500 吨级的驱逐舰。
时至今日,日本已能设计建造除航空母舰和核潜艇以外的所有种类的作战舰艇,而其性能之先进为世界所公认。
其中典型代表是“亲潮”级常规潜艇和“金刚”级驱逐舰,后者还是世界上最大的驱逐舰(满载排水量达9485 吨)。
日本的造船速度相当快,实际上,日本海上自慰队平均每五年就有一个新级别的主力作战舰艇入役。
我国造船业形势严峻 与国外相比还有很大差距

我国造船业形势严峻与国外相比还有很大差距对于几乎全部的中国船舶企业而言,2012年注定都是艰难的一年。
虽然早在2008、2009年金融危机的“威力”初步显现时,造船行业就已经做好了在3年后迎来最艰难时刻的心理准备,可当2012年真的来临时,这个行业似乎仍然感受到了难以承受之重。
虽然船舶工业的低谷是全球性的,可是中国船舶工业的形势却又似乎格外严峻。
产能过剩、融资不畅,更重要的是中国船舶工业虽贵为世界第一,但在高端船舶研发和制造方面、在利润空间更加客观的海工装备制造方面,与世界造船强国日本和韩国还有较大差距。
逆境中发力,这是中国船舶工业的必须选择,也是唯一可行的道路。
事实上,它们已经在做。
迎来艰难时世“一般来说,造船企业从承接订单到最终交付需要大约2年至3年的时间,目前造船企业手中的订单多为2010年或者2011年交付。
所以,随着前几年承接的订单陆续完工交付以及新船订单需求不足,船舶工业最艰难的日子还在后面。
”三年前,原中国船舶工业经济研究中心高级分析师梁志勇就向《中国产经新闻》记者表明了他的判断。
三年后,中国船舶工业的艰难时世如约而至。
谈及订单,尤其是新承接订单数量,几乎所有的造船厂都讳莫如深。
“现在行业内全国的形势都很惨淡,我们谈起来也很为难,说得太好或者太不好,都不合适。
”一家大型国有造船企业负责人向《中国产经新闻》记者如此表示。
实际上,该企业在行业内已经算情形较好的一类,但企业内部的纠结心态依然非常明显。
而记者从另一知情人士那里获悉,该企业2012年新承接订单数量依然为“0”。
8月10日,扬子江船业公布第二季度业绩,净利润跌8.9%至8.781亿元,低于去年的9.639亿元,营收较去年的35亿元增加13%,至39亿元。
与此同时,撤单情形严重,该公司表示,因客户没有付款,第二财季取消了8份造船合同。
中船重工旗下的船舶制造企业中国重工的业绩同样惨淡。
其一季报与惨淡的2011年年报相比,业绩呈现加速下滑的态势。
中日韩造船差距
我国船企与日韩船企的差距随着船舶工业的快速发展,我国已进入与日本、韩国造船业展开正面竞争的主战场。
尽管我国引进了与日、韩造船企业基本相同的加工设备,建立了不同形式的分道生产流水线,但我国船企与日、韩船企的差距仍是全方位的。
一、生产效率按人均生产修正总吨计算,日本的生产效率为185.6修正总吨/人年,韩国的生产效率为12 3.33修正总吨/人年,而中国为19.54修正总吨/人年。
按修正总吨消耗工时计算,日本为10小时/修正总吨,韩国为15小时/修正总吨,中国为95小时/修正总吨。
我国人工成本较低,但这一优势被生产效率低下、产品功能过剩、规模效益低下大大抵消了。
以下为几家船厂4万吨散货船建造工时对比表。
船厂建造工时(万小时)日本大岛造船厂10日本川崎17日本大阪船厂24南通中远川崎34中国新港船厂定额实动:100日报工时:72我国造船企业与日、韩造船企业生产效率差距如此之大,体现在设计、生产、管理等方面。
生产方面主要是在如何压缩生产过程中的无效作业时间上存在差距。
造船产品在生产过程中所耗费的作业时间分为有效作业时间和无效作业时间,在传统造船模式中,无效作业时间远远大于有效作业时间。
日、韩造船企业提高生产效率的基本方法就是压缩无效作业时间。
压缩无效作业时间的关键是从管理上不断消除产生无效作业时间的环节。
日、韩造船企业采取的方法是:开展岗位分析。
按区域/阶段/类型对造船生产作业流程中各个环节的饱和程度不间断地进行跟踪分析,通过岗位合并,培训复合技能人员,提高工时利用率。
日本大阪船厂上世纪80年代对船台划线作业进行分析,通过改革划线工具,把本来由两个人完成的划线作业合并为1人,提高划线工时利用率50%。
大岛船厂在上世纪90年代末,针对船坞和码头施工的不同特点,按“船台完成安装,码头进行调试”的原则,对舾装作业人员重新进行调整,把舾装、设备安装和调试分开,消除了不同工种交叉作业的混乱现象,提高了生产效率,从事舾装工作的人员由179压缩到162人。
中国和韩国造船产业竞争力对比分析

对外经济贸易大学硕士学位论文中国和韩国造船产业竞争力对比分析姓名:林俊兑申请学位级别:硕士专业:企业管理指导教师:刘子安20070401第一章中韩两国造船产业现状分析第一节世界造船产业现状分析一.世界造船市场概况1.海运增长引发的熊市期2003年开始到2005年为止国际海运船腹量的需求增加和陈旧船的交替出现重叠熊市。
2005年下半年开始出现集装箱船订货量急减,从而结束了海运增长引发的熊市期2.高油价引发的熊市期开始(2006年一至今)在进入2006年,因为高油价引发船舶的订货量急增加。
出现了高油价引发的熊市是因为远距离输送原油和精油的需求量增加,对Tanker的需求急增,由于对代替能源的需求,对LNG船的订货量急增,由于对海洋石油追加开发的需求,对海洋全套设备的订货也增加等现象。
其中的一个特征是有船舶大型化的趋势。
LNG船及海洋全套设备部门具有独步的竞争力和保持世界占有率第一位并集中了超大型建造设备的韩国是高油价引发的旺市中最大受益者。
图1:2005.20061季度新造船订赁量比较资料来源:韩国造船工协会业中国和韩国造船产业竞争力对比分析作者:林俊兑学位授予单位:对外经济贸易大学1.期刊论文王世新韩国光复军与中国国民政府关系试析——以韩国光复军征募三分处为中心-当代韩国2009,""(2)1940年于重庆成立的韩国光复军在中国抗日战争史、韩国独立运动史和中韩关系史上留下了绚烂的一笔.有关韩国光复军与中国国民政府的关系在学界一直存在着几种不同的看法,本文拟从韩国光复军征募三分处的视角,论述、说明韩国光复军与中国国民政府一直存在事实上的隶属关系.2.期刊论文王培文.WANG Pei-wen中国境内韩国无政府主义运动及其评价-上饶师范学院学报2009,29(1)中国境内韩国无政府主义运动史可分为三个阶段:1919-1923年是无政府主义运动的兴起时期,1924-1936年是无政府主义者建立组织、开展无政府主义运动的时期,1937-1945年中国抗日战争时期是中国境内韩国无政府主义运动参与民族统一战线,积极参加中国抗日战争的阶段.韩国无政府主义者在中国境内的活动,在韩国独立运动史上,占有一定的历史地位,在近代中韩关系史上写下了独特的一笔.3.期刊论文金惠珍.JIN Hui-zhen中国社会主义新农村运动与韩国新村运动——对胶南市公务员赴韩国大邱市进修培训的调查-黑龙江社会科学2007,""(4)中韩建交15年来,国家间交流日益加深,特别是政治、经济等方面交往不断扩大.2006年中国大规模推进的"新农村建设"运动,很多方面是以20世纪六七十年代的韩国新村运动为模式来进行的,中国国内许多地区向韩国派出了公务员学习其先进的行政体系.2006年,中国青岛胶南市即派遣29名公务员赴韩国大邱市参加为期6个月的进修培训,在行政管理、情报通信、国际交流、招商引资、经济管理、科学技术、文化·观光、环境管理、保健·福利·女性、自来水·污水政策、城市交通管理、建设防灾管理、韩国语等方面,就韩国新村运动的背景,新村运动的推广过程、成果等进行了学习.4.学位论文金玟宣韩国对中国投资的贸易效应研究2003该文共三部分.第一部分,对韩国对中国投资的投资规模、行业分布、投资主体与方式、地区分布进行分析,然后就韩中贸易的贸易额、商品结构、地区分布做了概括分析.第二部分回顾国际直接投资与国际贸易关系的理论发展,分别从东道国和投资国的角度来说明FDI对贸易的各种效应.第三部分,实证分析韩国对中国投资的贸易效应.接着从以下三个方面就韩国对中国直接投资的进出口效应进行分析:一、以统计数据为依据,根据韩国对中国的投资额、韩中进出口额,利用SPSS法,进行相关性分析,计算了投资与进出口的相关系数.二、根据韩国对中国贸易类型,分析韩国对中国投资子公司的进出口效应;韩国母企业通过原材料和零部件的供应关系,可以把握韩国母公司与中国当地企业间的联系程度.并进一步影响子公司的进出口.三、由于韩国对华投资主要以制造业为主、地区分布上主要集中于沿海地区,因此,接下来通过对中国8个地区韩国对制造业投资与进出口贸易的相关性进行分析,可以获得某一地区的制造业投资比重高时该地区的进出口比重也高的结论.5.期刊论文李光烈.姚远.韩隽.LI Guang-lie.YAO Yuan.HAN Jun中韩合作抗战时期韩国在华期刊出版考-西北大学学报(哲学社会科学版)2009,39(3)为求廓清韩国在华期刊出版的历史脉络及其传播学贡献,通过文献调研和考证,论述了从1913年至1945年的40余种韩人在华出版的期刊,并对最具代表性的<韩民月刊>作了具体分析.认定1913年7月创刊的<新兴学友报>为韩人在华创刊最早的期刊.这些期刊对激励韩国人民抗倭独立斗争、促使中韩人民团结合作抗击日寇、促进中国与韩国人民的文化交流和传统友谊,特别是在传播联华抗倭复国精神方面做出了重大贡献,不仅是韩国革命史的珍贵文献,同时也是中国新闻传播史的珍贵文献.6.期刊论文郑凤霞.张顺兴.ZHENG Feng-xia.ZHANG Shun-xing中国儒家传统文化对韩国社会发展的影响-延边大学学报(社会科学版)2009,42(4)中国与韩国是友好近邻,两国地缘相近,文化交流源远流长,关系密切.中国是世界文明发达最早的国家之一,已有近4000年的文字可考的历史.韩国人则善于学习,总以开明的态度欢迎中国文化和现代的西方文化,吸收中西方文化的精华,创造了具有本国特色的优秀文化.特别是中国儒家文化在古代朝鲜半岛就已影响深远,对韩国现代化和当今社会也产生了深刻影响.7.期刊论文满岩韩国基督教会在中国传教活动探析-东京文学2008,""(10)震惊世界的阿富汗韩国人质引起了全世界对韩国基督教的迅猛发展与韩国基督教会多年来步履匆忙的宣教行动的关注.就了解,在韩国派出的1.6万海外传教队伍中,大部分布道者就在中国,因此韩国基督教会在中国的传教活动,也必须引起我们的注意.本文从韩国基督教会传教热情根源、韩国基督教会在中国传教活动现状调查等方面综合分析了韩国基督教会在中国的传教活动及我国对策.8.学位论文王琦中国国民政府援助韩国独立运动的缘起和发展2007韩国民族独立运动与中国的反帝爱国运动是近代东方民族反帝独立斗争的重要组成部分。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
韩国
問題/改善意識 • 解決方案積極摸索 • 总是以生产为导向
由CIMS支持
取决于 •个人的领导 •传统的过程 •按量来控制 自上而下的行动 •只有当命令下达时 •复杂的机构 (容易找借口) •信息不共享 抱怨设计 依赖于供应商 •卖方的市场 (钢板、主机,等) •选择面窄 (小的/特殊的项目) •对交货控制较差 •缺乏信息 管理: •没有体系
Korean Shipyard 韩国船厂
4. Steel Plate Condition 钢板的状况
1. Steel plates are Mixed, Disorganized 钢板混合在 一起,散乱 2. Cannot identify 不能识别(钢件的余料/废料/BOM 件) 3. No temporary stop (stand-by) location 没有临时 的备用位置 • 浪费时间和$$$
Comparison of the Shipbuilding Business Korea / China韩国造船和中国造船之间的比较
Key Criteria : Comparison between China & Korea 主要数据:中国和韩国之间的比较
管理 设计 Production生产
多项行为 •与设计构成一个小组 •生产过程革新 •按工时进行控制 计划与行动挂钩 •作业过程之间 •部门之间 •共享信息
43
44 45 46
20
21 22 23 24
3
Chinese Shipyard 中国船厂
Korean Shipyard 韩国船厂
1. Steel plates storage condition 钢板存放状况 1. 钢板没有适当存放 - Difficult Sur Steel Plate cutting quality 钢板的切割质量 2. 钢板:要花长时间方能挑选出来 (Busy Crane)(造成吊车的紧张) Solution 解决措施 • Steel Plate stored by production schedule 钢板按生产计划进行存放 •适当地进行存放(按技术规格书要求) Require relevant information & Consulting 需 要相关的信息/咨询
Solution 解决措施 Adjusting N/C Machine 调整数控切割机
8
Chinese Shipyard中国船厂
Korean Shipyard韩国船厂
6. Below Cutting Seat (Slag on Jig) 切割台的下面 (有渣滓)
1. Cutting defects 切割缺陷 2. Welding defects 焊接缺陷 3. Low Accuracy 准确度低 Time, $$$ etc 时间、金钱、等
中国
预算管理) • (通过估计) 責任所在 •(不清晰、集團管理) 問題 /改善意識 • 國營企業文化
图纸是: •仅仅基本信息 •不及时 基本的产品设计 没有生产率的概念 高度保守 (不能成本有效)
2
Comparison between Chinese & Korean Shipyard 中国船厂与韩国船厂之间的比较
4
Chinese Shipyard 中国船厂
Korean Shipyard 韩国船厂
2. Angle storage condition 型材存放的条件 1. Disorganized, Not easy to find (Time) 散乱,不容易找(时间) 2. Heavily Corroded (Effect Quality) 严重锈蚀(影 响质量) 3. Surface Preparation (Time / Paint / Labor + Energy) 表面处理(时间/油漆/劳动力+动能) 4. 浪费宝贵的钢材,角钢 Solution 解决措施 • Use Angle Rack & Manage by number 使用角钢架并编号管理 • First in / first out 先进先出 Require relevant information & Consulting 需要 相关的信息和咨询
Material物资
采购条件 •容易控制(供货商) •较短的介入时间 •丰富的基础设施 管理系统 •开放招标 •按预算控制 (即时评审) 由CIMS支持
预算管理 (靠数据) 质量设计: 責任所在 • (清晰,組織明確)
•施工过程工序信息 •物资和物流 •与计划挂钩 以生产为导向 •总工作单元 •按阶段预舾装 •来自于基本设计 成本有效性的设计
Solution 解决措施 • Clean everyday – 10 minutes / Managerial issue 每天清洁 – 10分钟 / 管理事项
9
Chinese Shipyard 中国船厂
Korean Shipyard 韩国船厂
7. Workshop floor 车间的内部场地 1. Low efficiency in using space 低效率使用空间 2. Safety issue 安全问题/事项 3. Badly Effect – Transportation 严重影响转运 4. Low productivity 生产效率低 All related with $$$ 所有都与金钱有关 Solution 解决措施 •Floor Coating 对地面进行涂装 •material well organized 材料有序管理存放 •Save $, Improve quality & Productivity 节省金钱、 改善质量和生产效率 But Need information / data 但是,需要信息和数据 资料
10
Chinese Shipyard 中国船厂
Korean Shipyard 韩国船厂
8. Steel material at Cutting Shop 在切割车间的钢材 1. Scratch on plates 板上有划伤 2. Difficult to identify Pieces 识别零件困难 3. Long-time to find right piece (for each block) 花 很长的时间来找到正确的零件(对应于每个分 段) All related with $$$ 所有都与金钱有关 Solution 解决措施 Steel store by Block 按分段存放钢材 Use Rack / Pallet 使用架子/托盘 •Save $, Improve quality & Productivity 节省金钱、 改善质量和生产效率 But Need information / data 但是,需要信息和数据 资料
7
Chinese Shipyard 中国船厂
Korean Shipyard 韩国船厂
5. N/C Machine : Cutting Condition 数控切割机:切割的状况 1. Cutting Notch must be grinded 切割口必须打磨 2. Waste Time, $$$, Material 浪费时间、金钱、材料 3. Quality problem (Welding) 质量问题(焊接) 4. Defects on painting 造成涂装的缺陷 5. Low accuracy 准确度低 6. Etc…等
5
Chinese Shipyard 中国船厂
Korean Shipyard 韩国船厂
3. Surface Preparation & Shop Priming Shop 表面处理和车间底漆车间
1. Contamination at shop-priming line 预处理线被污染 2. Damage Facility & equipment 损伤了设备 3. Effect Quality & Productivity (Heavy dust) 影响质量和生产率(灰砂严重) 4. Safety path invisible 看不到安全通道
No.
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19
Subject 比较事项
Steel Plate Storage 钢板的存放 Angle Storage Condition 型材存放的条件 表面处理和车间底漆车间 Steel Plate Condition 钢板的状况 数控切割机,切割的状况 切割台的下面(有渣滓) Workshop Floor 车间的内部场地 Steel Material at Cutting Shop 在切割车间的钢材 Steel – Small Pieces 钢材 – 小件 Steel Plate – Leftover 钢材 – 余料 装配车间 – 劳动力的分配 Pipe Protection & Pallet s 管子保护和托盘 Concrete and Wooden Blocks 水泥和木头的垫块/墩 角钢支撑和管子 – 分段找平很差 Welding Machine in Hull Shop 船体车间的焊接机器 Stand-by Areas 备用场地 Scrap & Rubbish 废料&垃圾 涂装和分段 – 对水泥墩而言发生了什么变化 Engine Room Bottom Block 机舱底部分段 预舾装的做法 – 与设计的关系(FPSO) 在总组现场,长时间的延期 在分段/总组阶段超量的脚手架 Painting at Block Joint Area 在分段缝区域进行涂装 Block Painted without PE 没有总组的涂装分段
Solution 解决措施 • Clean workshop 清洁车间 • Floor Coating (Secure safety path) 地面涂装(保证 安全通道) • Managerial issue (justify with Data) 管理事项(照数 据资料来评判)