基于PLC控制的自动送料装车系统组态画面设计
基于PLC的自动送料装车控制系统(企业管理)
基于PLC的自动送料装车控制系统设计摘要可编程序逻辑控制器(Programmablelogic controller)简称PLC,由于PLC的可靠性高、环境适应性强、灵活通用、使用方便、维护简单,所以PLC的应用领域在迅速扩大。
尤其是近几年来,PLC的成本下降,功能又不段增强,所以,目前PLC在国内外已被广泛应用于各个行业。
本设计是为了实现送料小车的手动和自动化的转化,改变以往小车的单纯手动送料,减少了劳动力,提高了生产效率,实现了自动化生产。
而且本送料小车的设计是由于工作环境恶劣,不允许人进入工作环境的情况下而产生的。
首先,用PLC编程实现送料系统的基本功能.其次,画出组态仿真画面,定义组态变量,对组态中的一些基本量如(管道中物料的流动)进行仿真.然后,把PLC程序和组态结合,通过数据连接,实现通信。
最后,运行PLC程序及组态仿真程序,实现组态对整个系统实时监控。
在实现组态控制时,本文详细的介绍了组态王软件的编程及通信,使读者很容易的了解组态王软件运行仿真过程.关键词:PLC,组态王,监控,仿真Designof automaticloading controlsystembasedon PLCABSTRACTProgrammablelogiccontrollerreferred to PLC,because of the highreliabilityPLC adaptability,flexibility,environment,useconvenient,simplemaintenance,so the application of PLCin therapidly expanding。
Especially in recentyears,the cost of PLCdown and function increasing,so,at the moment,PLCat home andabroad,has beenwidely used in various industries。
基于PLC的自动送料小车的控制系统设计

毕业论文基于PLC的自动送料小车的控制系统设计学生姓名: XX专业班级:自动化2011级2班指导教师:XXX 教授学院:机电工程学院2015年6月基于PLC的自动送料小车的控制系统设计摘要PLC,即可编程逻辑控制器,由于其具有使用方便,编程简单,可实现功能强大,性能价格比值高,需求硬件配套齐全,可适应性极强,可靠性较高,而且抗干扰能力强,适应较为恶劣环境,系统的设计、安装、调试工作量少,同时故障维修方便等特点,使得其应用领域越来越普遍,从早期的适用于继电器的配套产品,到现如今的广泛出现于各类控制系统存在的地方。
并且,随着科学技术的日益发展,PLC在功能上得到明显提升,正在被全球广泛使用,其地位愈加显著,成为我们生活工作不可替代的一部分。
我们大家都知道,在以往的工作环境现场用来运输的小车普遍都是用继电器,但众所周知,继电器有着很多明显的不足,例如,检查维修不容易,并且继电器控制故障的出现也较为频繁,同时需要的接触点,端点接线也是十分复杂的,相比于继电器,PLC有着很多明显的优势,不仅在工作场合,在整个市场营销等环节也有着突出的地位,是现在引领潮流的控制器,所以,不选择继电器而是更多地用PLC来代替已经成为发展的方向。
此次运料小车的控制设计,使得在生产生活中手动与自动的生产方式得以明显结合,提高了工作效率,降低了工作成本,通过搭配智能寻路等附加功能,大大增加了送料小车的工作能力,同时能处于恶劣环境工作的特点,使送料小车的优势更加明显,工作范围更为广泛。
本文以送料小车整体的构想和设计方案为切入,首先第一章介绍了送料小车意义背景,自动送料小车在如今国内外工业中的使用现状,以及使用PLC控制的选择原因;第二章介绍了送料小车的整体构想,逻辑语言流程图,小车总体模拟图;第三章进行编程软件及选择的PLC的介绍;第四章包括软件编程,包括程序梯形图,PLC端口接线图,得出结论。
关键词送料小车,PLC,自动控制The design of the control system of the automatic feeding carbased on PLCAbstractPLC,programmable logic controller, because of its easy to use,simple programming,can achieve a powerful, high ratio of performance to price,demand complete hardware,strong adaptability, high reliability, and strong anti-interference ability, suitable for bad environment, system design, installation, commissioning work less,also fault maintenance is convenient wait for a characteristic,the application domain is more and more common, from early for relay of ancillary products, to today's widespread in all kinds of control system。
基于PLC控制的自动送料装车系统组态画面设计
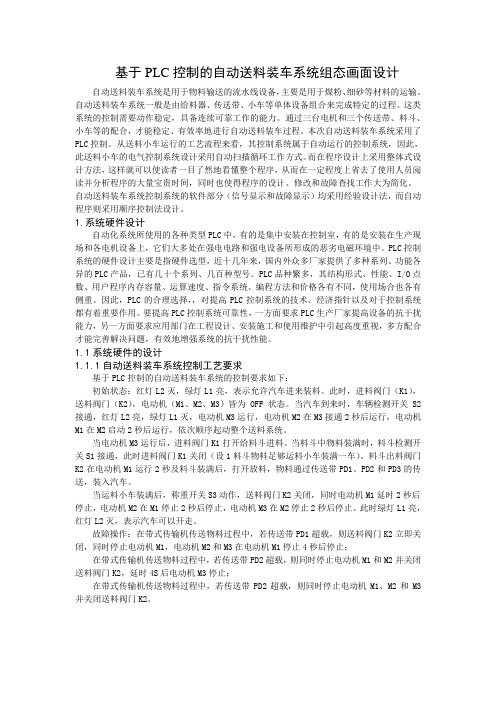
基于PLC控制的自动送料装车系统组态画面设计自动送料装车系统是用于物料输送的流水线设备,主要是用于煤粉、细砂等材料的运输。
自动送料装车系统一般是由给料器、传送带、小车等单体设备组合来完成特定的过程。
这类系统的控制需要动作稳定,具备连续可靠工作的能力。
通过三台电机和三个传送带、料斗、小车等的配合,才能稳定、有效率地进行自动送料装车过程。
本次自动送料装车系统采用了PLC控制。
从送料小车运行的工艺流程来看,其控制系统属于自动运行的控制系统,因此,此送料小车的电气控制系统设计采用自动扫描循环工作方式。
而在程序设计上采用整体式设计方法,这样就可以使读者一目了然地看懂整个程序,从而在一定程度上省去了使用人员阅读并分析程序的大量宝贵时间,同时也使得程序的设计、修改和故障查找工作大为简化。
自动送料装车系统控制系统的软件部分(信号显示和故障显示)均采用经验设计法,而自动程序则采用顺序控制法设计。
1.系统硬件设计自动化系统所使用的各种类型PLC中,有的是集中安装在控制室,有的是安装在生产现场和各电机设备上,它们大多处在强电电路和强电设备所形成的恶劣电磁环境中。
PLC控制系统的硬件设计主要是指硬件选型,近十几年来,国内外众多厂家提供了多种系列、功能各异的PLC产品,已有几十个系列、几百种型号。
PLC品种繁多,其结构形式、性能、I/O点数、用户程序内存容量、运算速度、指令系统、编程方法和价格各有不同,使用场合也各有侧重。
因此,PLC的合理选择,,对提高PLC控制系统的技术、经济指针以及对于控制系统都有着重要作用。
要提高PLC控制系统可靠性,一方面要求PLC生产厂家提高设备的抗干扰能力,另一方面要求应用部门在工程设计、安装施工和使用维护中引起高度重视,多方配合才能完善解决问题,有效地增强系统的抗干扰性能。
1.1系统硬件的设计1.1.1自动送料装车系统控制工艺要求基于PLC控制的自动送料装车系统的控制要求如下:初始状态:红灯L2灭,绿灯L1亮,表示允许汽车进来装料。
自动送料装车系统PLC控制设计
精心整理P L C课程设计自动1.11.21.32.1结构框图 (5)2.12自动送料装车控制系统的操作面板 (5)第三章:PLC 控制系统 (6)3 PLC的选型 (6)第四章:PLC控制系统 (7)4.1初始状态 (7)4.2装车系统 (8)4.3停机控制系统 (10)4.4 程序时序图 (10)4.5 I/O地址分配表 (11)4.6 I/O接线图 (11)4.7 程序设计梯形图 (12)4.81.11.机M12.启动,M3感器继续循环上述的运行。
3.停止操作按下停止按钮系统恢复初始状态。
设计完成要求✍完成I/O分配图,及PLC外围电路图的设计及连接。
✍完成设计说明书。
✍完成PLC程序,并调试通过。
1.2控制原理1.初始状态在自动生产线中,刚开始红灯L1灭,绿灯L2亮,表明允许进车装料。
这时,进料阀指示灯K1、料斗指示灯K2不亮,M1、M2、M3皆为停止。
2.启动操作:按下启动按钮,开始下列操作:系统自动检测检测料斗是否已满(传感器S1亮表示满),如果料斗未满,则打开K1进料,当料斗启动,M3灭时),3.1.3M2K2L1L22.1电气原理图是用来表明设备电气的工作原理及各电器元件的作用,相互之间的关系的一种表示方式。
运用电气原理图的方法和技巧,对于分析电气线路,排除机床电路故障是十分有益的。
电气原理图一般由主电路、控制电路、保护、配电电路等几部分组成.2.12自动送料装车控制系统的操作面板如下第三章:PLC控制系统3. PLC的选型选择PLC的容量。
首先要对控制任务进行详细分析,把所有的I/O点找出来,包括开关量I/O 和模拟量I/O以及这些I/O点性质。
I/O点的性质主要指它们的信号类型,电压,输出的类型。
确定控制系统输出点的类型,交流220V的接触器、电磁阀,指示灯只留24V,选用的PLC的输出点数大于实际点数。
因为PLC的输出点一般是几个一组公用一个公共端,这一组输出只能有一种电源的种类和等级。
基于plc的自动送料装车控制系统的设计

基于PLC的自动送料装车控制系统的设计学生:指导教师:摘要:随着微处理器、计算机和数字通信技术的飞速发展,以微处理器为基础的通用工业控制装置——可编程序控制器(Programmable controller)简称PLC,由于PLC 的可靠性高、环境适应性强、灵活通用、使用方便、维护简单,已经广泛应用在各种机械设备和生产过程的自动控制系统中。
对早期的PLC,凡是有继电器的地方,都可采用。
而对当今的PLC几乎可以说凡是需要控制系统存在的地方就需要PLC。
尤其是近几年来,PLC的成本下降,功能又不段增强,所以,目前PLC在国内外已被广泛应用于各个行业。
本设计采用PLC控制伺服电机,使伺服电机动作的抗干扰能力强,工作可靠性高,实现送料装车系统的小车的手动和自动化的转化,改变以往小车的单纯手动送料,并且可以按工业流程的需要实现小车的自动循环控制,减少了劳动力,提高了生产效率,实现了自动化生产;同时,由于实现了模块化结构,使系统构成十分灵活,便于在线修改,产品的适应性强。
而且本送料小车的设计是由于工作环境恶劣,不允许人进入工作环境的情况下孕育而成的。
关键词:PLC 送料小车控制程序设计The design of controlling in the automatic feed loadingsystem based on plcAbstract:With the microprocessor, computer and digital communication technology, the rapid development of microprocessor-based general-purpose industrial control devices -- programmable controller (Programmable controller) referred to as the PLC, the PLC, high reliability, adaptability to environment strong, flexible and versatile, easy to use, simple maintenance, has been widely used in various mechanical equipment and production process of automatic control system. Of early PLC, the place where there are relays, can be used. While little can be said of today's PLC control system who need a place there needs to PLC. Especially in recent years, PLC's cost, feature segments without enhancement, therefore, the current PLC at home and abroad has been widely used in various industries.This design uses PLC control servo motor, the servo motor movement strong anti-interference ability, high reliability and work to achieve loading system feeding the car into manual and automated, manually change the past, the simple car feed, and industrial processes can be the need to implement the automatic cycle car control, reduce labor, increase production efficiency, automated production; the same time, as a result of the modular structure, the system constitutes a highly flexible, easy online change, product adaptability. And this car is designed to feed the poor working conditions, are not allowed to enter the working environment nurtured by the circumstances.Keywords:PLC Feeding car Control Program design目录前言 (1)1 自动送料装车系统简介 (1)1.1 自动送料装车系统的特点 (1)1.2 自动送料装车系统的应用 (1)1.3 基于PLC自动送料装车系统简介 (1)2 检测装置 (2)2.1 传感器 (2)2.1.1 传感器的定义 (2)2.1.2 传感器分类 (3)2.2 定时器 (3)3 动力装置选择 (4)3.1 电动机的介绍 (4)3.1.1 普通异步电机 (4)3.1.2普通同步电机 (6)3.1.3 变频电机 (7)3.2 电动机的选择 (8)3.3 减速器的装配与调整 (9)4 机械输送 (10)4.1 胶带输送机结构与工作过程 (10)4.1.1 输送带 (10)4.1.2 输送带的种类 (11)4.2 输送带使用注意事项 (12)4.3 进卸料装置 (12)4.3 支撑装置 (12)4.4 驱动滚筒 (13)4.5 联轴器 (13)4.6 基本的计算及选用 (14)4.6.1 输送量计算 (14)4.6.2 胶带输送机的选用 (15)5 PLC简介 (16)5.1 PLC简介 (16)5.1.1 PLC的特点 (16)5.1.2 PLC控制思路 (17)5.2 PLC的功能 (18)5.3 PLC的电源 (19)6 自动送料装车系统总体设计方案 (19)6.1 概述 (19)6.2 控制要求 (19)6.3 系统组成 (21)6.4 工作原理 (22)7 PLC控制系统的设计 (22)7.1 了解PLC控制系统设计的步骤 (22)7.2 设计中PLC控制系统语言 (23)7.3 程序设计与调试 (24)7.3.1 程序设计 (24)7.3.2 程序调试模拟 (26)8 仿真调试 (26)9 结论 (28)附录:梯形图 (30)参考文献 (33)基于PLC的自动送料装车控制系统的设计前言可编程序控制器(Programmable controller)简称PLC,它是20世纪70年代以来,在集成电路、计算机技术基础上发展起来的一种新型工业控制设备。
基于PLC的送料装车系统控制设计

M3运行 , 顺 序 延 时 后 M2和 M1运 行 , 送 料 系 统 启
动; ③在皮带输送机 M 3运行后 , 进料 阀门 K 1 打开 , 料 斗进 料 。在料 斗装 满 时 , 超 声 波 料 斗料 位 传感 器
s l发 出满仓信 号 , 进料阀门 K l关 闭 ; 料 斗阀门 K 2 在 M1运行 且料 斗装满 后 , 打开 放料 , 物 料通 过 皮 带
会很 好地 解决 这些 问题 , 同时也 有 利 于 提 高企 业 的 自动化水 平 ] 。
输 送 机装入 车辆 ; ④ 当 装满 车 后 , 称 重 传感 器 s 2动
作, 料 斗送 料 阀 门 I < 2关 闭 , 同 时皮 带 输 送 机 M3断
电停 止 , 分 别 延 时 后顺 停 M2和 M1 , H1亮 , H 2灭 , 表示 车辆 可 以开 出料 场 。
称重 开关 S 2=1 , 出料 阀 门 K 2关 闭 , 3台 电 动机 再
按 设定 的程 序依 次 停 机 , 发 出装 料 汽 车 可 以出 场 的
信号。
根 据 现 场设 备 及 工艺 流 程 的特 点 , 程 序 设计 采 用 功能 模块 的编 程思 想 , 如 图 3所 示 。
1 3 2
曹广 海 : 基于 P L C的送料 装 车 系统控 制设计
同时进料 阀门 K1 打 开并 开始 进 料 。 当料 斗料 位 传
2 0 1 3年 3月第 3期
感器 s l 发 出满仓信号 , 且 电机 M 1已启 动, 这时出
料 阀门 K 2打 开 出料 , Kl关 闭。 当 汽 车 装 满 料 时 ,
P L C控制 系统 结构 如 图 2所 示 , 上 位 工 控机 置
基于PLC的自动送料装车控制系统的设计
河南职业技术学院毕业设计(论文)题目基于PLC的自动送料装车控制系统系(分院)机械电子工程系学生姓名王绅学号********专业名称机电一体化指导教师吉炜寰年月日河南职业技术学院系(分院)毕业设计(论文)任务书毕业设计(论文)指导教师评阅意见表基于PLC的自动送料装车控制系统的设计机电09-4 王绅学号 10511171摘要:随着科学技术的日新月异,自动化程度要求越来越高,原有的生产装料装置远远不能满足当前高度自动化的需要。
减轻劳动强度,保障生产的可靠性、安全性,降低生产成本,减少环境污染、提高产品的质量及经济效益是企业生成所必须面临的重大问题。
基于PLC的自动送料装车控制系统可以解决上述问题,因此对它的设计具有了现实可能性。
自动运料车工作原理及技术要求该自动送料装车系统的操作过程是:在允许汽车开进后,汽车到达指定位置(由传感器进行相应的位置检测),此时可以起动控制系统。
首先送料皮带最上层的电动机动作,经过等时间间隔,下层送料皮带的各电动机依次动作。
当最后一台送料皮带的电动机动作一定的时间后,装满料的料斗打开进行自动装料。
当汽车装满料后,料斗关闭,各电动机由下至上经过等间隔依次停止,汽车开走,完成一次装车。
控制系统返回初始状态,等待下一次装料。
系统的主要技术参数(1)用一台电机控制两条生产线(2)要能检测到满料状态,并显示出输送、排料、满料时间(3)时间误差:0.1秒(4)具有抗干扰能力PLC的定义可编程控制器(Programmable Controller)是计算机家族中的一员,是为工业控制应用而设计制造的。
早期的可编程控制器称作可编程逻辑控制器(Programmable Logic Controller),简称PLC,它主要用来代替继电器实现逻辑控制。
随着技术的发展,这种装置的功能已经大大超过了逻辑控制的范围,因此,今天这种装置称作可编程控制器,简称PC。
但是为了避免与个人计算机(Personal Computer)的简称混淆,所以将可编程控制器简称PLCPLC的分类PLC产品种类繁多,其规格和性能也各不相同。
基于PLC及WinCC的自动送料装车控制系统设计
分布式控制课程设计设计题目:自动送料装车控制系统设计学校:院系:设计人员:指导教师:一、自动送料装车控制系统的设计摘要:该设计通过西门子小型PLC S7-200编程实现自动送料装车系统的控制,通过上位机组态软件WinCC实现其运行过程的监视,两者通讯即实现对自动送料装车控制系统的监控。
关键字:西门子; PLC ;组态软件; WinCC二、应用背景基于PLC和组态软件的SCADA(Supervisory Control and Data Acquisition)系统广泛应用于现代化工农业生产,因此自动化程度越来越高。
电器控制技术是随着科学技术的不断发展,生产工艺不断提出新的要求而得到迅速发展的。
在现代化工业生产中,为了提高劳动生产率,降低成本,减轻工人的劳动负担要求整个工艺生产过程全盘自动化,这就离不开控制系统。
控制系统是整个生产线的灵魂,对整个生产线起着指挥的作用。
一旦控制系统出现故障,轻者影响生产线的继续进行,重者甚至发生人生安全事故这样将给企业造成重大损失。
送料小车是基于PLC控制系统来设计的控制系统的每一步动作都直接作用于送料小车的运行,因此,送料小车性能的好坏与控制系统性能的好坏有着直接的关系。
送料小车能否正常运行、工作效率的高低都与控制系统密不可分。
所以对送料小车控制系统的设计要予以重视。
可编程序控制器是结合继电接触器控制和计算机技术而不断发展完善起来的一种自动控制装置,具有编程简单、使用方便、通用性强、可靠性高、体积小、易于维护等优点,在自动控制领域应用得十分广泛。
该控制系统,根据实际要求利用PLC的实时控制和顺序处理功能,完成系统控制,在本次论文中给出了控制系统的主电路图及软件设计。
西门子S7-200可编程序控制器以其紧凑的设计及强大的功能作为小型PLC的代表有着很高的市场占有率。
组态软件是在自动控制系统监控层一级的软件平台和开发环境,使用灵活的组态方式,为用户提供快速构建工业自动控制系统监控功能的、通用层次的软件工具。
PLC控制的下的运料小车装置MCGS组态画面设计
目录摘要 3绪论 4 第一章设计任务和要求 51.1 课题的背景意义 51.2设计内容及要求 5 第二章总体方案设计 6 2.1 送料车自动循环控制系统的构成 6 2.2 工作过程 6 2.3 方案设计72.4硬件设计9第三章软件设计 10 3.1 PLC程序编写10 3.2监控软件设计10 3.3通讯软件设计103.4运料小车自动往返梯形如图3-1所示113.5运料小车自动往返程序指令如表3.1所示12第四章 MCGS组态软件 134.1 MCGS 组态软件结构功能特点134.2 MCGS组态软件功能及其特点154.3 工程的建立和变量的定义174.4变量定义的步骤184.5指示灯的属性设置194.6 MCGS与PLC的连接204.7 编制循环策略204.8运料小车的组态设计204.9运行调试动画界面21 第五章安装调试过程 23 5.1 安装环境23 5.2 安装注意事项23 5.3 调试中遇到的问题及解决办法235.4 各状态步的驱动处理的检查235.5 状态的转移处理的检查245.6 常见的故障245.7 测试结果分析24 第六章设计小结 25 参考文献 26摘要随着微电子技术和计算机技术的迅猛发展,使PLC从开关量的逻辑控制扩展到数字控制及生产过程控制域,真正成为一种电子计算机工业控制装置,故称为可编程控制器。
随着现代工业设备的自动化越来越多的工厂设备采用PLC,变频器,人机界面自动化器件来控制,因此自动化程度越来越高。
送料小车控制系统使用了PLC控制,被控对象是送料车,属于自动循环控制系统,该系统能安全、可靠运行的情况,实现计算机自动监控。
本次设计介绍了FX2N PLC机的性能及其特点,可编程序控制器(programmable controller)简称PLC。
由于PLC的性能优越,功能完备,灵活性强,通用性好和继电接触器控制简单易懂,维修方便等双重优点,形成以微电脑为核心的电子控制设备,可编程序控制器是近年来一种极为迅速,应用极为广泛的工业控制装置。
PLC控制的运料小车装置MCGS组态画面设计
设计(论文)题目PLC控制的运料小车装置MCGS组态画面设计学院:电子与信息工程学院学生姓名:黄梦轩专业班级:09应用电子(2)班学号:2009108212指导教师:潘益玲2012年05月29日目录摘要 2 第一章设计任务和要求 31.1 课题的背景意义31.2设计内容及要求 4 第二章总体方案设计 4 2.1 送料车自动循环控制系统的构成 4 2.2 工作过程 5 2.3 方案设计 52.4硬件设计 7 第三章软件设计 7 3.1 PLC程序编写 7 3.2监控软件设计 8 3.3通讯软件设计 83.4运料小车自动往返梯形如图3-1所示 93-1 自动运料小车梯形图 93.5运料小车自动往返程序指令如表3.1所示10 第四章 MCGS组态软件 104.1 MCGS 组态软件结构功能特点 114.2 MCGS组态软件功能及其特点 134.3 工程的建立和变量的定义 154.4变量定义的步骤 164.5指示灯的属性设置 174.6 MCGS与PLC的连接 184.7 编制循环策略 184.8运料小车的组态设计184.9运行调试动画界面 19 第五章安装调试过程 21 5.1 安装环境 21 5.2 安装注意事项 21 5.3 调试中遇到的问题及解决办法 215.4 各状态步的驱动处理的检查 215.5 状态的转移处理的检查 225.6 常见的故障 225.7 测试结果分析 22 第六章设计小结 23 致谢 24 参考文献 25摘要随着微电子技术和计算机技术的迅猛发展,使PLC从开关量的逻辑控制扩展到数字控制及生产过程控制域,真正成为一种电子计算机工业控制装置,故称为可编程控制器。
随着现代工业设备的自动化越来越多的工厂设备采用PLC,变频器,人机界面自动化器件来控制,因此自动化程度越来越高。
送料小车控制系统使用了PLC控制,被控对象是送料车,属于自动循环控制系统,该系统能安全、可靠运行的情况,实现计算机自动监控。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
基于PLC控制的自动送料装车系统组态画面设计自动送料装车系统是用于物料输送的流水线设备,主要是用于煤粉、细砂等材料的运输。
自动送料装车系统一般是由给料器、传送带、小车等单体设备组合来完成特定的过程。
这类系统的控制需要动作稳定,具备连续可靠工作的能力。
通过三台电机和三个传送带、料斗、小车等的配合,才能稳定、有效率地进行自动送料装车过程。
本次自动送料装车系统采用了PLC控制。
从送料小车运行的工艺流程来看,其控制系统属于自动运行的控制系统,因此,此送料小车的电气控制系统设计采用自动扫描循环工作方式。
而在程序设计上采用整体式设计方法,这样就可以使读者一目了然地看懂整个程序,从而在一定程度上省去了使用人员阅读并分析程序的大量宝贵时间,同时也使得程序的设计、修改和故障查找工作大为简化。
自动送料装车系统控制系统的软件部分(信号显示和故障显示)均采用经验设计法,而自动程序则采用顺序控制法设计。
1.系统硬件设计自动化系统所使用的各种类型PLC中,有的是集中安装在控制室,有的是安装在生产现场和各电机设备上,它们大多处在强电电路和强电设备所形成的恶劣电磁环境中。
PLC控制系统的硬件设计主要是指硬件选型,近十几年来,国内外众多厂家提供了多种系列、功能各异的PLC产品,已有几十个系列、几百种型号。
PLC品种繁多,其结构形式、性能、I/O点数、用户程序内存容量、运算速度、指令系统、编程方法和价格各有不同,使用场合也各有侧重。
因此,PLC的合理选择,,对提高PLC控制系统的技术、经济指针以及对于控制系统都有着重要作用。
要提高PLC控制系统可靠性,一方面要求PLC生产厂家提高设备的抗干扰能力,另一方面要求应用部门在工程设计、安装施工和使用维护中引起高度重视,多方配合才能完善解决问题,有效地增强系统的抗干扰性能。
1.1系统硬件的设计1.1.1自动送料装车系统控制工艺要求基于PLC控制的自动送料装车系统的控制要求如下:初始状态:红灯L2灭,绿灯L1亮,表示允许汽车进来装料。
此时,进料阀门(K1),送料阀门(K2),电动机(M1、M2、M3)皆为OFF状态。
当汽车到来时,车辆检测开关S2接通,红灯L2亮,绿灯L1灭,电动机M3运行,电动机M2在M3接通2秒后运行,电动机M1在M2启动2秒后运行,依次顺序起动整个送料系统。
当电动机M3运行后,进料阀门K1打开给料斗进料。
当料斗中物料装满时,料斗检测开关S1接通,此时进料阀门K1关闭(设1料斗物料足够运料小车装满一车)。
料斗出料阀门K2在电动机M1运行2秒及料斗装满后,打开放料,物料通过传送带PD1、PD2和PD3的传送,装入汽车。
当运料小车装满后,称重开关S3动作,送料阀门K2关闭,同时电动机M1延时2秒后停止,电动机M2在M1停止2秒后停止,电动机M3在M2停止2秒后停止。
此时绿灯L1亮,红灯L2灭,表示汽车可以开走。
故障操作:在带式传输机传送物料过程中,若传送带PD1超载,则送料阀门K2立即关闭,同时停止电动机M1,电动机M2和M3在电动机M1停止4秒后停止;在带式传输机传送物料过程中,若传送带PD2超载,则同时停止电动机M1和M2并关闭送料阀门K2,延时4S后电动机M3停止;在带式传输机传送物料过程中,若传送带PD2超载,则同时停止电动机M1、M2和M3并关闭送料阀门K2。
1.1.2主电路的设计主电路的设计对于本次设计小车自动送料装车系统设计相当重要,只有在主电路设计正确且简便的基础上,系统控制电路及软件设计才能精简方便。
根据系统的控制工艺要求,我所设计的电气控制系统主回路原理图如图1所示。
图中,M1,M2,M3为三台皮带传输送料电动机,交流接触器KM1~KM3通过控制三台电动机的运行来控制三个传送带,从而进行对物料的传输。
FR1,FR2,FR3为起过载保护作用的热继电器,用于物料传输过程中当传送带过载时断开主电路。
FU1为熔断器,起过电流保护作用。
电机M1电机M2电机M3L1L2L3图 1-1 自动送料装车系统主电路原理图1.1.3I/O 地址分配此次设计,系统占用18个PLC 的I/O 端口,分别是8个输入端口和10个输出端口,具体的I/O 分配如表1-1所示:表1-1 自动送料装置系统I/O 地址表1.1.4PLC外部接线图的设计该控制系统核心部分是以德国西门子CPU226为主,CPU模块采用整体式结构,它的体积小、价格低,CPU模块、I/O模块和电源装在一个箱形机壳内,前盖下面有模式选择开关、模拟量电位器和扩展模块连接器。
I/O模块中输入8点,输出10点,可实现高速输入输出响应,内部具有高速计数和中断处理功能。
PLC的输入输出端子均接到相应的接线端子排,输入输出信号通过这些接线端子排可由其它地方直接引入,这些接线端子排的布置与 PLC 的输入输出端子以及电源端、接地端和公共端的实际位置一一对应。
I/O模块接口将输入输出信号引入到控制台上。
PLC外部硬件接线图如图1-2所示(PLC外部接线图)。
PC/PPI编程电缆上标有 PC的RS一232端连接电脑的RS一232通信接口,标有PPI的 RS一485端连接到CPU模块的通信口,并拧紧两边接口的螺丝。
PC/PPI编程电缆通常在试验中下载梯形图程序时使用。
称重开关S2装车开关S3停止按钮故障开关M1故障开关M2故障开关M3进料阀门K1送料阀门K2 KM1KM2KM3绿灯红灯料斗检测开关S1启动开关电动机M1故障电动机M2故障电动机M3故障图1-2 PLC自动送料I/O接线图2.系统软件设计2.1系统功能的分析与设计PLC软件功能的分析与设计实际上是PLC控制系统的功能分析与设计中的一个重要组成部分。
对于控制系统的整体功能要求,可以通过硬件途径、软件途径或者软硬件结合途径来实现。
因此,在正式编写程序之前,首先要站在控制系统的整体角度上,进行系统功能要求的分配,弄清楚哪些功能是要通过软件的执行来实现的,即明确应用软件所必须具备的功能。
对于一个实用软件,大体上可以从以下两个方面来考虑:(1)控制功能;(2)自诊断功能。
作为PLC控制系统,其最基本的要求就是如何通过PLC对被控对象实现人们所希望的控制,所以对于以上两方面,控制功能是最基本的,必不可少。
对于一些简单的PLC控制系统或许仅此功能就可以了,但对于本次自动送料装车系统的设计远远不够。
该系统最主要的功能就是实现物料的自动输送及装载功能,但怎样实现呢?这就要靠及时准确地控制检测开关、阀门、皮带传输送料电动机等元器件来实现。
但是针对不同的元器件,我们要根据需要设计出不同的功能。
比如用皮带传输送料电动机用于传输物料、用阀门打开与闭合控制物料的进出等。
在进行功能的分析、分配之后,要进行具体功能的设计,对于不同的PLC控制系统,其主要依据是根据被控对象和生产工艺要求而定。
在该系统中,设法搞清被控设备(运料小车、皮带传输送料电动机、称重检测装置、物料检测装置等)的动作时序、控制条件、控制精度等等,做出明确具体的规定,分析这些规定是否合理、可行。
再者就是,要弄清楚,如果电动机出现轴承损坏;发热;绕组对地及相间短路等故障时,我们应该对其做出相应的保护。
如果经过分析后,认为达不到预期效果(自动传输物料和物料自动装载以及故障报警显示与处理),则要对其进行修订,其中也可能包括与之配合的硬件系统,直至所有的控制功能都被证明是合理可行为止。
第二部分是自诊断功能。
它包括PLC自身工作状态的自诊断和系统中被控设备工作状态的自诊断两部分。
对于前者可利用PLC自身的一些信息和手段来完成。
而对于后者,则可以通过分析被控设备接收到的控制指令及被控工作的反馈信息,来判断被控设备的工作状态。
例如在本设计中,我们用三个热继电器FR1~FR3来实现故障报警及处理。
具体表现为当三个传送带PD1、PD2和PD3中任意一个或多个发生过载时,系统通过不同的信号灯的状态变化实现自动报警,并通过在程序中控制其它被控对象的运行状态来及时准确的处理相应故障。
2.2系统结构的分析与设计1.I/O信号的分析与设计PLC的工作环境是工业现场,工业现场的检测信号(如:料斗检测信号、车辆检测信号、称重和故障信号等)多种多样,有模拟量(如:运料小车、物料等),也有开关量(如红灯、绿灯、进/送料阀门等),PLC就以这些现场数据作为对被控对象进行控制的源信息。
同时,PLC又将处理的结果送给被控设备或工业生产过程,驱动各种执行机构(进/送料阀门、皮带传输送料电动机)实现控制。
因此对I/O信息的分析,就是对后面编程所需要的I/O信号进行详细的分析和定义,并以I/O信息表的形式提供给编程人员。
I/O信号分析的主要内容有:(1)定义每一个输入信号并确定它的地址。
该设计中以I/O地址表和PLC外部接线图的形式给出,图中也包含对每一个输入点所做的简洁说明,使其一目了然。
(2)定义每一个输出信号并确定它的地址。
该设计中以I/O地址表和PLC外部接线图的形式给出,图中也包含对每一个输出入点所做的简洁说明,使其一目了然。
(3)审核上述分析设计是否能满足系统规定的功能要求。
若不满足,则需修改,直至满足为止。
2.数据结构的分析与设计数据结构设计的任务,就是对程序中所用到的数据结构进行具体的规划和设计,合理地对内存进行估算,提高内存的利用率。
PLC应用程序所需的存储空间,与内存利用率、I/O点数、程序编写水平有关。
通常把系统中I/O点数和存放用户机器语言所占内存数之比成为内存利用率。
高的内存利用率,占用整个系统的内存比较少,可以大大缩短扫描周期时间,从而提到系统的相应速度。
同样,用户编写程序的优劣对程序的长短和运行时间都有很大的影响,而数据结构的设计必将直接关系到编程质量。
数据结构设计的主要内容有:(1)按照软件设计要求,将PLC的数据空间做进一步的划分,分为若干个子空间,并对每一个子空间进行具体的定义。
当然,这要以功能算法、硬件设备要求、预计的程序结构和占有量为依据,综合考虑来决定。
(2)应为每一子空间留出适当的裕量,以备以后使用。
该设计中,实验室提供的CPU型号为CPU 226 CN,它有40个I/O点数,但是我们只需要8个输入点和10个输出点共18个I/O点数,剩下的I/O点数就可以作为裕量使用。
I/O 信号和数据结构的分析与设计为PLC编程人员提供了重要的依据。
2.3程序设计的常用方法在工程中,对PLC应用程序的设计有多种方法,这些方法的使用,也因各个设计人员的技术水平和喜好有较大的差异。
现将常用的几种应用程序的设计方法简要介绍如下。
1.经验设计法经验设计法也叫凑试法。
在掌握一些典型控制环节和电路设计的基础上,根据被控对象对控制系统的具体要求,凭经验进行选择、组合。
这种方法对于一些简单的控制系统的设计是比较凑效的,可以收到快速、简单的效果。