表面处理的国标
3-表面处理性能标准

1 范围本标准规定了产品表面处理的功能性技术要求、检验方法、检验规则、运输与贮存。
本标准适用于本公司中的本标准涉及到的电镀、喷漆、PVD及杂色处理、丝印等表面处理。
2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB 4955-2005 金属覆盖层厚度测定阳极溶解库仑方法GB 6461-2002 金属覆盖层对底材为阴极的覆盖层腐蚀试验后的电镀试样的评级 (等效 ISO4540-80)GB 6462-2005 金属和氧化物覆盖层厚度显微镜测量方法GB/T 10125-2012 人造气氛腐蚀试验盐雾试验ASME A112.18.1-2012 水暖配件EN248:2002 镍、铬电镀通用技术规范GB/T 6739-2006 色漆和清漆铅笔法测定漆膜硬度3各表面处理的性能要求零件料号中后三位代表表面处理的方式,各表面处理的性能要求如下:注1:公司目前主要为CF:AASS 24H 10级;CP1:CASS 4H 9级注2:表1为公司常规标准,若客户提供表面性能标准,依客户标准或《零件检验规范》执行;注3:PVD 表面处理的盐雾测试最低要求CASS 4H,若有客户要求按客户要求(在物料描述或零件检验中体现)。
4 技术要求4.1 尺寸电镀件的各重要尺寸及螺牙必须符合零件检验规范的尺寸和实配的要求。
4.2镀层厚度4.2.1 塑胶电镀件镀层厚度:4.2.2金属电镀件镀层厚度4.3 耐腐蚀性标准4.4 结合力测试标准:客户有特殊要求时,以客户要求为准。
对于批量来料,按4.4.2测试标准进行测试, 4.4.1塑胶件结合力测试标准(冷热冲击试验) :(实验测试)4.4.2塑胶件结合力测试标准(百格测试):(进料检验抽测)表64.4.3 金属件结合力测试标准:(实验测试)4.5 耐酒精测试:(进料检验抽测)表84.6 落砂磨损实验:(实验室测试)5 检验规则5.1 产品须经进料检验部门按本标准检验合格后,并附产品质量合格证明后方可入库。
钢铁表面处理标准说明及各标准比较

钢铁表面主要表面处理标准GB8923-88 中国国家标准ISO8501-1:1988 国际标准化组织标准SIS055900-1967 瑞典标准SSPC-SP2,3,5,6,7和10 美国钢结构涂装协会表面处理标准 BS4232 英国标准DIN55928 德国标准JSRA SPSS 日本造船研究协会标准国标GB8923-88 对除锈等级描述:喷射或抛射除锈以字母“Sa”表示。
本标准订有四个除锈等级:Sa1 轻度的喷射或抛射除锈钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮,铁锈和油漆涂层等附着物。
Sa2 彻底的喷射或抛射除锈钢材表面应无可见的油脂和污垢,并且氧化皮,铁锈和油漆涂层等附着物已基本清除,其残留物应该是附着牢固的。
Sa2.5 非常彻底的喷射或抛射除锈钢材表面应无可见的油脂,污垢,氧化皮,铁锈和油漆涂层等附着物,任何残留的痕迹应仅是点状或条纹状的轻微色斑。
Sa3 钢材表面外观洁净的喷射或抛射除锈钢材表面应无可见的油脂,污垢,氧化皮,铁锈和油漆涂层等附着物,该表面应显示均匀的金属色泽。
手工和动力工具除锈以字母“St”表示。
本标准订有二个除锈等级:St2 彻底的手工和动力工具除锈钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物。
St3 非常彻底的手工和动力工具除锈钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物。
除锈应比St2更为彻底,底材显露部分的表面应具有金属光泽。
我国的除锈标准与相当的国外除锈标准对照表:注:SSPC中的Sp6比Sa2.5 略为严格,Sp2为人工钢丝刷除锈,Sp3为动力除锈。
表面粗糙度及其评定喷砂、抛丸、手工和动力除锈,其目的除达到前述一定的表面清洁度外,还会对钢铁表面造成一定的微观不平整度,即表面粗糙度。
对于涂漆前钢铁表面的粗糙度通常以一些主要的波峰和波谷间的高度值来表示。
钢铁表面粗糙度对漆膜的附着力,防腐蚀性能和保护寿命有很大影响。
紧固件表面处理 发黑 国标

紧固件表面处理发黑国标一、标准概述:1.紧固件是工程中常用的一种连接零件,它的表面处理对于保证其使用寿命和性能至关重要。
其中,发黑处理是一种常见的表面处理方法,能够提高紧固件的耐腐蚀性和外观质量。
在我国,紧固件表面处理的国家标准对于保证产品质量和安全性具有重要意义。
2.紧固件表面处理发黑是常见的金属表面处理工艺之一,旨在提高紧固件的防腐蚀性能和外观质量。
本标准规定了紧固件表面处理发黑的工艺要求、试验方法、检验规则及包装、运输、贮存等要求。
3.紧固件表面处理对于保证其使用寿命和性能至关重要。
发黑处理作为一种常见的表面处理方法,在提高紧固件的耐腐蚀性和外观质量方面具有很好的效果。
在选择表面处理方法时,需要综合考虑使用环境、耐腐蚀性、硬度和耐磨性、成本和工艺性等因素,选择合适的方法。
二、紧固件表面处理的重要性:1.紧固件在使用过程中,常常受到外部环境的影响,如氧化、腐蚀等。
2.为了提高紧固件的耐腐蚀性,延长其使用寿命,需要对其进行表面处理。
3.表面处理能够改善紧固件的表面性能,提高其抗磨损、抗腐蚀能力,保证紧固件在各种工况下的稳定性能。
三、发黑处理的定义和种类:1.电镀黑镍:通过电解沉积镍的方法,使紧固件表面覆盖一层黑色镍层。
2.高温煮黑:将紧固件放入高温的氢氧化钠和亚硝酸钠溶液中,使其表面产生黑色氧化膜。
3.余温发黑:在热处理工序中,利用余温发黑剂使紧固件表面发黑。
四、国标对紧固件表面处理的要求:1.我国国家标准对紧固件表面处理有严格的要求,包括表面处理的方法、工艺、质量等。
2.根据不同的使用环境和要求,标准规定了不同的表面处理等级。
3.生产厂家需要按照国家标准要求,选择合适的表面处理方法,确保紧固件的质量和性能。
五、工艺要求:1.紧固件表面应清洁、干燥,无油污、锈蚀、杂质等。
2.发黑处理后的紧固件表面应呈均匀黑色,色泽光亮,无色差。
3.发黑处理后的紧固件表面应具有一定的防腐蚀性能,能够承受室内外环境的腐蚀。
表面处理国标文件
GB8753-88 铝及铝合金阳极氧化 阳极氧化膜封闭后吸附能力的损失评定 酸处理后的染色斑点试 GB8754-88 铝及铝合金阳极氧化 应用击穿电位测定法检验绝缘性 JB 4108-85 热喷涂设备 分类及型号编制方法 JB J9192-1999 等离子喷焊电源 JB/T 5070-91 热喷涂常用术语 JB/T 6070-92 热喷涂自熔合金涂层 试验方法 JB/T 6973-93 热喷涂操作人员考核要求 JB/T 6974-93 线材喷涂碳钢及不锈钢 JB/T 6975-93 自熔合金喷焊技术条件 JB/T 6986-93 铝及铝合金电镀前表面准备方法 JB/T 7508-94 光亮镀镍添加剂技术条件 JB/T 7703-95 热喷涂陶瓷涂层技术条件 JB/T 7704.1-5 电镀溶液试验方法 霍尔槽试验 JB/T 8426-96 金属覆盖层 镍-磷合金镀层 X射线衍射试验方法 JB/T 8427-96 钢结构腐蚀防护热喷涂锌、铝及其合金涂层选择与应用导则 JB/T 8554-1997 气相沉积薄膜与基体附着力的划痕试验法 JB/T7704 .6-95 电镀溶液试验方法 极化曲线测定 JB/T7704.2-95 电镀溶液试验方法 覆盖能力试验 JB/T7704.3-95 电镀溶液试验方法 阴极电流效率试验 JB/T7704.4-95 电镀溶液试验方法 分散能力试验 JB/T7704.5-95 电镀溶液试验方法 整平性试验 JB/T9191-1999 等离子喷焊枪技术条件
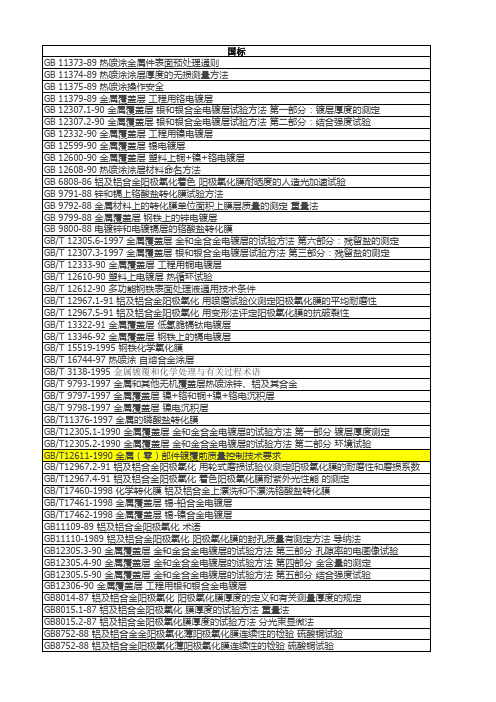
国标 GB 11373-89 热喷涂金属件表面预处理通则 GB 11374-89 热喷涂涂层厚度的无损测量方法 GB 11375-89 热喷涂操作安全 GB 11379-89 金属覆盖层 工程用铬电镀层 GB 12307.1-90 金属覆盖层 银和银合金电镀层试验方法 第一部分:镀层厚度的测定 GB 12307.2-90 金属覆盖层 银和银合金电镀层试验方法 第二部分:结合强度试验 GB 12332-90 金属覆盖层 工程用镍电镀层 GB 12599-90 金属覆盖层 锡电镀层 GB 12600-90 金属覆盖层 塑料上铜+镍+铬电镀层 GB 12608-90 热喷涂涂层材料命名方法 GB 6808-86 铝及铝合金阳极氧化着色 阳极氧化膜耐晒度的人造光加速试验 GB 9791-88 锌和镉上铬酸盐转化膜试验方法 GB 9792-88 金属材料上的转化膜单位面积上膜层质量的测定 重量法 GB 9799-88 金属覆盖层 钢铁上的锌电镀层 GB 9800-88 电镀锌和电镀镉层的铬酸盐转化膜 GB/T 12305.6-1997 金属覆盖层 金和金合金电镀层的试验方法 第六部分:残留盐的测定 GB/T 12307.3-1997 金属覆盖层 银和银合金电镀层试验方法 第三部分:残留盐的测定 GB/T 12333-90 金属覆盖层 工程用铜电镀层 GB/T 12610-90 塑料上电镀层 热循环试验 GB/T 12612-90 多功能钢铁表面处理液通用技术条件 GB/T 12967.1-91 铝及铝合金阳极氧化 用喷磨试验仪测定阳极氧化膜的平均耐磨性 GB/T 12967.5-91 铝及铝合金阳极氧化 用变形法评定阳极氧化膜的抗破裂性 GB/T 13322-91 金属覆盖层 低氢脆镉钛电镀层 GB/T 13346-92 金属覆盖层 钢铁上的镉电镀层 GB/T 15519-1995 钢铁化学氧化膜 GB/T 16744-97 热喷涂 自熔合金涂层 GB/T 3138-1995 金属镀覆和化学处理与有关过程术语 GB/T 9793-1997 金属和其他无机覆盖层热喷涂锌、铝及其合金 GB/T 9797-1997 金属覆盖层 镍+铬和铜+镍+铬电沉积层 GB/T 9798-1997 金属覆盖层 镍电沉积层 GB/T11376-1997 金属的磷酸盐转化膜 GB/T12305.1-1990 金属覆盖层 金和金合金电镀层的试验方法 第一部分 镀层厚度测定 GB/T12305.2-1990 金属覆盖层 金和金合金电镀层的试验方法 第二部分 环境试验 GB/T12611-1990 金属(零)部件镀覆前质量控制技术要求 GB/T12967.2-91 铝及铝合金阳极氧化 用轮式磨损试验仪测定阳极氧化膜的耐磨性和磨损系数 GB/T12967.4-91 铝及铝合金阳极氧化 着色阳极氧化膜耐紫外光性能 的测定 GB/T17460-1998 化学转化膜 铝及铝合金上漂洗和不漂洗铬酸盐转化膜 GB/T17461-1998 金属覆盖层 锡-铅合金电镀层 GB/T17462-1998 金属覆盖层 锡-镍合金电镀层 GB11109-89 铝及铝合金阳极氧化 术语 GB11110-1989 铝及铝合金阳极氧化 阳极氧化膜的封孔质量有测定方法 导纳法 GB12305.3-90 金属覆盖层 金和金合金电镀层的试验方法 第三部分 孔隙率的电图像试验 GB12305.4-90 金属覆盖层 金和金合金电镀层的试验方法 第四部分 金含量的测定 GB12305.5-90 金属覆盖层 金和金合金电镀层的试验方法 第五部分 结合强度试验 GB12306-90 金属覆盖层 工程用银和银合金电镀层 GB8014-87 铝及铝合金阳极氧化 阳极氧化膜厚度的定义和有关测量厚度的规定 GB8015.1-87 铝及铝合金阳极氧化 膜厚度的试验方法 重量法 GB8015.2-87 铝及铝合金阳极氧化膜厚度的试验方法 分光束显微法 GB8752-88 铝及铝合金金阳极氧化薄阳极氧化薄阳极氧化膜连续性的检验 硫酸铜试验
表面处理标准对照表
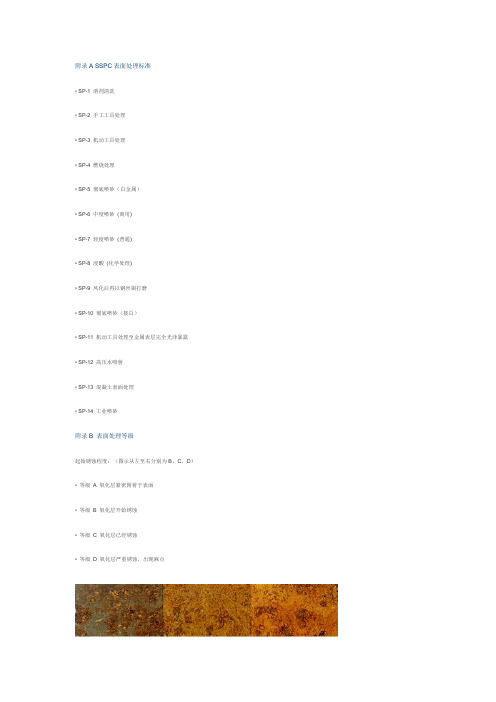
附录A SSPC表面处理标准• SP-1 溶剂清洗• SP-2 手工工具处理• SP-3 机动工具处理• SP-4 燃烧处理• SP-5 彻底喷砂(白金属)• SP-6 中度喷砂(商用)• SP-7 轻度喷砂(普通)• SP-8 浸酸(化学处理)• SP-9 风化后再以钢丝刷打磨• SP-10 彻底喷砂(接白)• SP-11 机动工具处理至金属表层完全光泽暴露• SP-12 高压水喷射• SP-13 混凝土表面处理• SP-14 工业喷砂附录B 表面处理等级起始锈蚀程度:(图示从左至右分别为B、C、D)• 等级A 氧化层紧密附着于表面• 等级B 氧化层开始锈蚀• 等级C 氧化层已经锈蚀• 等级D 氧化层严重锈蚀,出现麻点轻度喷砂:商用喷砂:近白喷砂:白金属喷砂:附录C 国际通用表面处理标准对比钢结构油漆委员会Steel Structure Painting Council (SSPC)国家防腐工程师协会National Association of Corrosion Engineers (NACE) 英国标准ISO 8501-1 / BSI BS 7079瑞典标准Swedish Standard国标GB-3092 / GB-8923-88关于表面处理等级1994年10月,NACE和SSPC发布了用于磨料清理的联合表面处理标准(这些标准大约相当于由最初的瑞典标准发展而来的ISO标准ISO8501-1SO-公布于1988年:NACE NO.I/SSPC-SP5“金属出白级喷砂” 相当于—Sa3“喷砂至可见清洁金属”NACE NO.2/SSPC-SP10“金属近于出白级喷砂” 相当于—Sa21/2“非常彻底的喷砂清理”NACE NO.3/SSPC-SP6“工业级喷砂” 相当于—Sa2“彻底的喷砂清理”NACE NO.4/SSPC-SP7“刷除锈级喷砂” 相当于—Sa1“轻喷砂清理”SSPC-SP1“溶剂清理” SSPC-SP2“手动工具清理” SSPC-SP11 “动力工具清理至裸钢”SSPC-SP8“酸洗” SSPC-SP3“动力工具清理” SSPC-SP11R “动力工具清理维修保养”一、金属(1) 新表面A.钢铁1.喷砂处理实践证明,无论是在施工现场还是在装配车间,喷砂处理都是除去锻痕的最有效方法。
表面处理的国标
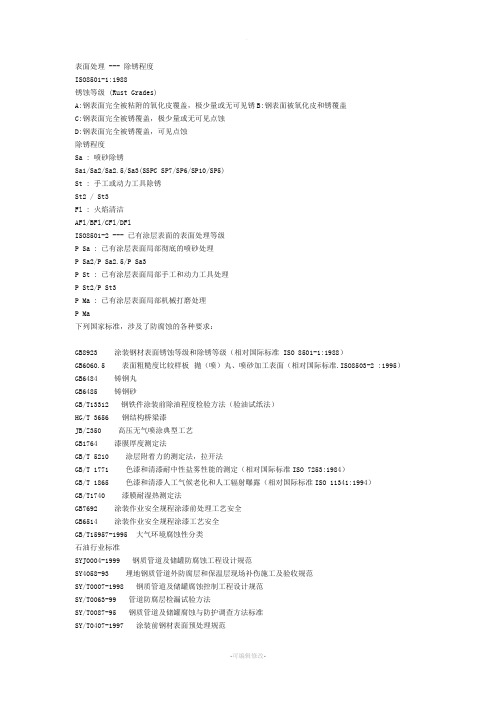
表面处理 --- 除锈程度ISO8501-1:1988锈蚀等级 (Rust Grades)A:钢表面完全被粘附的氧化皮覆盖,极少量或无可见锈B:钢表面被氧化皮和锈覆盖C:钢表面完全被锈覆盖,极少量或无可见点蚀D:钢表面完全被锈覆盖,可见点蚀除锈程度Sa : 喷砂除锈Sa1/Sa2/Sa2.5/Sa3(SSPC SP7/SP6/SP10/SP5)St : 手工或动力工具除锈St2 / St3Fl : 火焰清洁AFl/BFl/CFl/DFlISO8501-2 --- 已有涂层表面的表面处理等级P Sa : 已有涂层表面局部彻底的喷砂处理P Sa2/P Sa2.5/P Sa3P St : 已有涂层表面局部手工和动力工具处理P St2/P St3P Ma : 已有涂层表面局部机械打磨处理P Ma下列国家标准,涉及了防腐蚀的各种要求:GB8923涂装钢材表面锈蚀等级和除锈等级(相对国际标准 ISO 8501-1:1988)GB6060.5表面粗糙度比较样板抛(喷)丸、喷砂加工表面(相对国际标准.ISO8503-2 :1995)GB6484铸钢丸GB6485铸钢砂GB/T13312钢铁件涂装前除油程度检验方法(验油试纸法)HG/T 3656钢结构桥梁漆JB/Z350高压无气喷涂典型工艺GB1764漆膜厚度测定法GB/T 5210涂层附着力的测定法,拉开法GB/T 1771色漆和清漆耐中性盐雾性能的测定(相对国际标准ISO 7253:1984)GB/T 1865色漆和清漆人工气候老化和人工辐射曝露(相对国际标准ISO 11341:1994)GB/T1740漆膜耐湿热测定法GB7692涂装作业安全规程涂漆前处理工艺安全GB6514涂装作业安全规程涂漆工艺安全GB/T15957-1995大气环境腐蚀性分类石油行业标准SYJ0004-1999钢质管道及储罐防腐蚀工程设计规范SY4058-93埋地钢质管道外防腐层和保温层现场补伤施工及验收规范SY/T0007-1998钢质管道及储罐腐蚀控制工程设计规范SY/T0063-99管道防腐层检漏试验方法SY/T0087-95钢质管道及储罐腐蚀与防护调查方法标准SY/T0407-1997涂装前钢材表面预处理规范SY/T0447-96埋地钢质管道环氧煤沥青防腐层技术标准SY/T4091-1995滩海石油工程防腐蚀技术规范SYJ30-87埋地钢质管道及储罐防腐蚀工程基本术语Q/CNPC37-2002非腐蚀性天然气输送管内壁覆盖层推荐做法一、涂装标准的类别涂装标准从类别上划分可分为:1、公司标准如:国际油漆公司高压水喷射表面处理标准、海洋石油工程公司涂装施工程序等2、行业标准如:石油天然气工业标准3、国家标准如:GB, BS, DIN, ASTM, Norsok Standard, SSPC4、地区标准如:欧洲标准 ( CEN)5、国际标准如:ISO二、涉及了防腐蚀的各种要求:GB8923涂装钢材表面锈蚀等级和除锈等级(相对国际标准 ISO 8501-1:1988)GB6060.5表面粗糙度比较样板抛(喷)丸、喷砂加工表面(相对国际标准.ISO8503-2 :1995)GB6484铸钢丸GB6485铸钢砂GB/T13312钢铁件涂装前除油程度检验方法(验油试纸法)HG/T 3656钢结构桥梁漆JB/Z350高压无气喷涂典型工艺GB1764漆膜厚度测定法GB/T 5210涂层附着力的测定法,拉开法GB/T 1771色漆和清漆耐中性盐雾性能的测定(相对国际标准ISO 7253:1984)GB/T 1865色漆和清漆人工气候老化和人工辐射曝露(相对国际标准ISO 11341:1994)GB/T1740漆膜耐湿热测定法GB7692涂装作业安全规程涂漆前处理工艺安全GB6514涂装作业安全规程涂漆工艺安全GB/T15957-1995大气环境腐蚀性分类三、附着力测试标准ISO 2409:1972色漆和清漆-划格法测试ISO 4624:1978色漆和清漆-附着力拉开法测试ASTM D 3359-87胶带纸附着力标准测试法ASTM D 5162-01标准操作规程-金属底材上不传导型保护用涂料的不连续性(漏涂)测试NACE RP 0188-99标准测试规程-保护用涂料的不连续性(漏涂)测试法无机富锌漆的MEK测试ASTM D 4752-87无机硅酸富锌漆的耐MEK溶剂擦拭标准测试法四、国际上常用的相关标准有:1、新钢材表面锈蚀等级 --- ISO 8501-1:1988 / SSPC Vis2、已有涂层表面的锈蚀等级 --- ISO4628 / ASTM D6103、底材表面可溶性盐的检测 --- ISO8502-64、表面处理等级 --- ISO8501:1988 / SSPC SP / DIN 559285、表面粗糙度 --- ISO8503 / ASTM D 4417 / RUGOTEST No.36、喷砂磨料标准 --- ISO11124/ 11125/ 11126/ 111277、底材表面灰尘 --- ISO8502-38、干膜厚度的测量 --- SSPC PA2 / DIN 55929 / ISO28089、附着力 --- ISO4624 / SIS184171 / ASTM D3359 / ISO240910、无机富锌底漆固化程度 --- ASTM D475211、针孔检测 --- DIN 5567012、已有涂层的评估 --- ISO4628 / ASTM D714表面处理相关标准除锈程度ISO8501-1/ISO8501-2/SSPC SP底材表面清洁程度ISO8502-1~9表面粗糙度ISO8503/ASTM D4417/RUGOTEST No.3喷砂磨料标准ISO11124/ISO11125/ISO11126/ISO11127THANKS致力为企业和个人提供合同协议,策划案计划书,学习课件等等打造全网一站式需求欢迎您的下载,资料仅供参考。
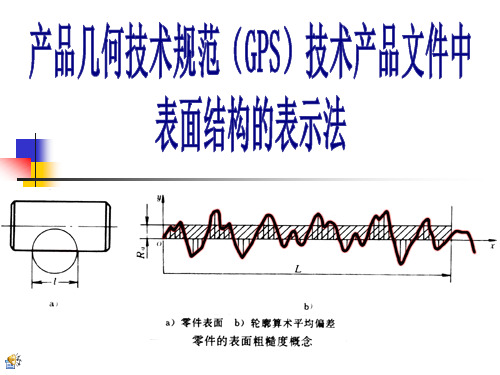
表面粗糙度新国标

该标准体系对表面微观不平度的测量 和评价进行了全面、系统的规定,适 用于各种材料和加工方法的表面粗糙 度测量和评价。
表面粗糙度新国标的重要性
提高产品质量
表面粗糙度是产品质量的重要指 标之一,通过实施新国标,可以 提高产品表面的光洁度和精度, 从而提高产品质量。
促进技术进步
新国标的制定和实施,可以推动 表面粗糙度测量和评价技术的进 步,促进相关行业的技术创新。
提高产品质量和用户体验
符合新国标的产品能够更好地满足市场需求,提高产品质 量和用户体验,促进消费升级。
展望未来发展
随着技术的不断进步和应用领域的拓展,表面粗糙度新国标将 会不断完善和更新,为各行业的发展提供更加明确和统一的标
准和指导。
感谢您的观看
THANKS
涂层和镀层的附着力和耐久性
表面粗糙度对涂层和镀层的附着力和耐久性具有重要影响,新国标的应用有助 于提高涂装和电镀产品的质量和可靠性。
涂装领域
涂料的选择和涂装工艺的制定
新国标为涂装领域提供了表面粗糙度的参考标准,有助于选择合适的涂料和制定合理的涂装工艺。
涂装效果的评估和改进
通过应用新国标,企业可以对涂装效果进行评估和改进,提高产品的外观质量和防腐性能。
应用范围对比分析
新国标应用范围更广
新国标不仅适用于金属材料,还适用于非金 属材料,如塑料、陶瓷等,扩大了标准的应 用范围。
新国标与国际接轨
新国标的制定参考了国际标准,与国际接轨, 有利于促进国内外技术交流和贸易合作。
06
新国标对行业的影响与展 望
对机械加工行业的影响
促进技术升级
01
新国标对表面粗糙度提出了更高的要求,促使机械加工企业采
最新国家标注:表面粗糙度
表面粗糙度对零件性能的影响
影响零件的耐磨性。 影响配合性质的稳定性。 影响零件的疲劳强度。 影响零件的抗腐蚀性。 影响零件的密封性。 对零件的外观、测量精度、表面光学性
能、导电导热性能和胶合强度等也有着 不同程度的影响。
12/20/2019
有关检验规范的基本术语
12/20/2019
图8 大多数表面有相同表面 结构要求的简化注法(一)
图9 大多数表面有相同表面结构要求的简化注法(二)
12/20/2019
图10 在图纸空间有限时的简化注法
多个表面有共同要求的注法
图10 在图纸空间有限时的简化注法
12/20/2019
11
只用表面结构符号的简化注法
图
多 个 表 面 结 构 要 求 的 简 化 标 注
12/20/2019
图7 圆柱和棱柱的表面结构要求的注法
有相同表面结构要求的简化注法
如果在工件的多数( 包 括全部) 表面有相同的 表面结构要求时, 则其 表面结构要求可统一标 注在图样的标题栏附近。 此时, 表面结构要求的 符号后面应有: 在圆括 号内给出无任何其它标 注的基本符号, 不同的 表面结构要求仍应直接 标注在图形中, 如图 8 所示。
12/20/2019
双向极限的注法
12/20/2019
加工工艺和表面粗糙度要求的注法
镀覆和表面粗糙度要求的注法
垂直于视图所在投影面的表面纹理方向的注法
12/20/2019
5 表面结构要求在图样中的注法
图1 表面结构要求的注写方向
12/20/2019
标注在轮廓线上或指引线上
表面结构的注写和读取方向与尺寸的注写和读取方向一 致。表面结构要求可标注在轮廓线上, 其符号应从材料 外指向并接触表面, 如图 2 所示。必要时, 表面结构也 可用带箭头或黑点的指引线引出标注, 如图 3 所示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
表面处理 --- 除锈程度
ISO8501-1:1988
锈蚀等级 (Rust Grades)
A:钢表面完全被粘附的氧化皮覆盖,极少量或无可见锈B:钢表面被氧化皮和锈覆盖
C:钢表面完全被锈覆盖,极少量或无可见点蚀
D:钢表面完全被锈覆盖,可见点蚀
除锈程度
Sa : 喷砂除锈
Sa1/Sa2/Sa2.5/Sa3(SSPC SP7/SP6/SP10/SP5)
St : 手工或动力工具除锈
St2 / St3
Fl : 火焰清洁
AFl/BFl/CFl/DFl
ISO8501-2 --- 已有涂层表面的表面处理等级
P Sa : 已有涂层表面局部彻底的喷砂处理
P Sa2/P Sa2.5/P Sa3
P St : 已有涂层表面局部手工和动力工具处理
P St2/P St3
P Ma : 已有涂层表面局部机械打磨处理
P Ma
下列国家标准,涉及了防腐蚀的各种要求:
GB8923涂装钢材表面锈蚀等级和除锈等级(相对国际标准 ISO 8501-1:1988)
GB6060.5表面粗糙度比较样板抛(喷)丸、喷砂加工表面(相对国际标准.ISO8503-2 :1995)GB6484铸钢丸
GB6485铸钢砂
GB/T13312钢铁件涂装前除油程度检验方法(验油试纸法)
HG/T 3656钢结构桥梁漆
JB/Z350高压无气喷涂典型工艺
GB1764漆膜厚度测定法
GB/T 5210涂层附着力的测定法,拉开法
GB/T 1771色漆和清漆耐中性盐雾性能的测定(相对国际标准ISO 7253:1984)
GB/T 1865色漆和清漆人工气候老化和人工辐射曝露(相对国际标准ISO 11341:1994)
GB/T1740漆膜耐湿热测定法
GB7692涂装作业安全规程涂漆前处理工艺安全
GB6514涂装作业安全规程涂漆工艺安全
GB/T15957-1995大气环境腐蚀性分类
石油行业标准
SYJ0004-1999钢质管道及储罐防腐蚀工程设计规范
SY4058-93埋地钢质管道外防腐层和保温层现场补伤施工及验收规范
SY/T0007-1998钢质管道及储罐腐蚀控制工程设计规范
SY/T0063-99管道防腐层检漏试验方法
SY/T0087-95钢质管道及储罐腐蚀与防护调查方法标准
SY/T0407-1997涂装前钢材表面预处理规范
SY/T0447-96埋地钢质管道环氧煤沥青防腐层技术标准
SY/T4091-1995滩海石油工程防腐蚀技术规范
SYJ30-87埋地钢质管道及储罐防腐蚀工程基本术语
Q/CNPC37-2002非腐蚀性天然气输送管内壁覆盖层推荐做法
一、涂装标准的类别
涂装标准从类别上划分可分为:
1、公司标准
如:国际油漆公司高压水喷射表面处理标准、海洋石油工程公司涂装施工程序等
2、行业标准
如:石油天然气工业标准
3、国家标准
如:GB, BS, DIN, ASTM, Norsok Standard, SSPC
4、地区标准
如:欧洲标准 ( CEN)
5、国际标准
如:ISO
二、涉及了防腐蚀的各种要求:
GB8923涂装钢材表面锈蚀等级和除锈等级(相对国际标准 ISO 8501-1:1988)
GB6060.5表面粗糙度比较样板抛(喷)丸、喷砂加工表面(相对国际标准.ISO8503-2 :1995)GB6484铸钢丸
GB6485铸钢砂
GB/T13312钢铁件涂装前除油程度检验方法(验油试纸法)
HG/T 3656钢结构桥梁漆
JB/Z350高压无气喷涂典型工艺
GB1764漆膜厚度测定法
GB/T 5210涂层附着力的测定法,拉开法
GB/T 1771色漆和清漆耐中性盐雾性能的测定(相对国际标准ISO 7253:1984)
GB/T 1865色漆和清漆人工气候老化和人工辐射曝露(相对国际标准ISO 11341:1994)
GB/T1740漆膜耐湿热测定法
GB7692涂装作业安全规程涂漆前处理工艺安全
GB6514涂装作业安全规程涂漆工艺安全
GB/T15957-1995大气环境腐蚀性分类
三、附着力测试标准
ISO 2409:1972色漆和清漆-划格法测试
ISO 4624:1978色漆和清漆-附着力拉开法测试
ASTM D 3359-87胶带纸附着力标准测试法
ASTM D 5162-01标准操作规程-金属底材上不传导型保护用涂料的不连续性(漏涂)测试
NACE RP 0188-99标准测试规程-保护用涂料的不连续性(漏涂)测试法
无机富锌漆的MEK测试
ASTM D 4752-87无机硅酸富锌漆的耐MEK溶剂擦拭标准测试法
四、国际上常用的相关标准有:
1、新钢材表面锈蚀等级 --- ISO 8501-1:1988 / SSPC Vis
2、已有涂层表面的锈蚀等级 --- ISO4628 / ASTM D610
3、底材表面可溶性盐的检测 --- ISO8502-6
4、表面处理等级 --- ISO8501:1988 / SSPC SP / DIN 55928
5、表面粗糙度 --- ISO8503 / ASTM D 4417 / RUGOTEST No.3
6、喷砂磨料标准 --- ISO11124/ 11125/ 11126/ 11127
7、底材表面灰尘 --- ISO8502-3
8、干膜厚度的测量 --- SSPC PA2 / DIN 55929 / ISO2808
9、附着力 --- ISO4624 / SIS184171 / ASTM D3359 / ISO2409
10、无机富锌底漆固化程度 --- ASTM D4752
11、针孔检测 --- DIN 55670
12、已有涂层的评估 --- ISO4628 / ASTM D714
表面处理相关标准
除锈程度
ISO8501-1/ISO8501-2/SSPC SP
底材表面清洁程度
ISO8502-1~9
表面粗糙度
ISO8503/ASTM D4417/RUGOTEST No.3
喷砂磨料标准
ISO11124/ISO11125/ISO11126/ISO11127
THANKS
致力为企业和个人提供合同协议,策划案计划书,学习课件等等
打造全网一站式需求
欢迎您的下载,资料仅供参考。