激光干涉仪测量三坐标示值误差方法步骤
激光干涉仪测量步骤

激光干涉仪线性测量步骤一、做以下准备:(1)将云台所有旋钮(仰俯、摆动、平移)调至中间位置;(2)将三角架支座脚调至中间位置;(3)带5m长接线板;(4)带百分表、磁力表座、直角尺;(5)带两块水平仪,看机床工作台安装水平;(6)电脑提前开机,并打开测量软件;(7)补偿装置带进场之前提前接好;(8)两个人调光路的同时,一个人输入测量程序。
二、光路调整1. 将激光头置于三角架上,放在机床的右侧。
接电源线预热5分钟左右(激光头指示灯,红灯常亮或闪烁 绿灯常亮),预热时将激光头与电脑之间相连的数据线连接上,之后调节三角架的高低,并用水平仪将激光头调水平。
技巧:(1)大调调三角架支架腿,微调调脚架支座脚。
2)目测激光头相对于反光镜的高低,此时调整可用三角架中间升降摇把。
2. 将反射镜固定在工作台左侧。
注:(1)提前综合布局干涉镜、反光镜与激光头的位置,使它们上下左右对齐,并且反射镜尽量靠近干涉镜。
反射镜红点朝下安装。
(2)反射镜架设应满足全行程(例如:450mm)要求,并且不能和干涉镜相撞。
(3)将激光头尽可能接近工作台右侧行程限位。
技巧:(1)用直角尺将反射镜磁力表座与工作台T型槽调平行;2)用百分表将反射镜磁力表座与工作台T型槽拉平行。
3. 调整反光镜和激光头之间的光路。
(1)旋转激光器的光靶,白点朝下,使激光器发出较小的光束;(2)将机床工作台移动到激光器最近处,将一个光靶置于前端,白点朝上;(3)搬动激光头三角架,并调节三角架中间升降摇把,使激光束打到反射镜光靶白点中心;(4)移动机床X轴,使其逐渐远离激光头,观察反射镜光靶白点上的激光束,看其是否偏移出中心位置,一旦偏移出白点,则暂停机床,调整激光头云台上的水平摆动旋钮(左后侧小旋钮),使光束移动到以光靶白点为中心的水平对称位置,再调整激光头云台上的平移旋钮(左前侧大旋钮),使光束移动到光靶白点中轴线位置,然后调整三角架中间升降摇把,使光束移动到光靶白点中心位置。
三坐标测量机X向位置偏差的测量不确定度
( x ) ( 以下 简写为
xx
) 的测 量中, 由 于温
度偏离标准温度对激光干涉仪的影响与对 CM M X 方 向实际 尺寸的影响 完全不同, 行 程的长 短对测量 结果 准确度的影响是不可忽略的。 在此, 在数学模型中充分 考虑了温度偏离 20℃对被测量的影响。
内蒙古自然科学基金 ( 20001302) 资助项目。
三坐标测量机 X 向位置偏差的测量不确定度
方欣欣 王子刚
( 内蒙古工业大学信息学院 呼和 浩特 010062) 摘要 提出了对三坐标测量机 X 向位置偏差 模型的建立过程中充分考虑了 问题并提出了减小 u(
x
x
( x ) 测量不确定度评定的一种模式 , 测量仪器采用了双频激光干涉仪。在数学 ) 的量 值传递
Fang Xinx in Wang Zig ang
( Colleg e of inf ormation , I nner M ongolia Polytechnic Univ . , H uhhot 010062 , China)
Abstract T he auth or introdu ces a model th at can express un cert aint y in measu remen t of X -direct ion 's positional deviat ion of coordinate measuring mach in es ( CM M ) un der qu sirigid body model. T h e in st rument in th is measurement is a laser interferomet er. T he mat hemat ic model bu ilt in th is meas urement sh ows how t he dep art ure of t emperat ure of CM M 'X direction f rom 20℃ in fluences t he measuring value . In the law of propagat ion of uncertain ty, t he w ay of how t he s ources of uncert aint y cont ribu te to combined uncert aint y h as been determin ed. In t he conclusion, t he issu e of qu ant ity transmission of u( redu ce th e u ncertain ty of positional deviat ion is given . Key words Coordin at e measuring mach in e Posit ion al deviat ion L as er in terferometer U ncertain ty in measurement
三坐标测量基本步骤

三坐标测量基本步骤1.准备工作在进行任何测量之前,首先需要进行准备工作。
准备工作包括选择合适的测量设备,确保设备正常工作,仔细检查设备的各个部件,确保其没有损坏或松动,还需选择合适的测量工具和测量夹具。
2.装夹工作装夹工作是将待测工件安置到测量设备上的过程。
在进行装夹工作时,需要根据工件的特点和测量要求选择合适的夹具,并确保工件夹紧稳定,以避免在测量过程中产生误差。
夹具的选择和正确安装对于获得准确的测量结果至关重要。
3.数据采集和处理在进行实际测量之前,需要对测量设备进行校准和设置。
校准的目的是确保测量设备的准确度和精度,并进行补偿调整。
校准后,测量设备会自动生成零点偏差、回程误差等校准参数。
在进行测量时,需要使用测量设备接触到待测工件上的特定点或线,通过机床的自动定位探头获取测量点坐标。
测量设备可以通过机械或光电测量原理获取坐标数据。
测量的数据处理包括数据的采集、存储和分析。
数据采集包括读取测量设备产生的数据,并以数字形式输出。
数据存储则是将采集到的数据保存在计算机或其他媒体上,以便后续使用。
数据分析是对采集到的数据进行处理和解读,包括计算坐标之间的距离、角度、形状等。
4.测量结果分析和报告测量结果的分析是对测量数据进行合理解读和分析的过程。
通过对测量数据的分析,可以了解工件的尺寸和形状特征,确定是否符合设计要求。
如果测量结果与设计要求不符,需要进一步分析原因并提出改进措施。
测量结果的报告是对测量工作进行总结和整理,以文字、图表等形式呈现。
报告的内容应包括工件的尺寸和形状数据、误差范围和可靠性评估等。
报告的编写应严格遵循相应的标准和规范,并注明测量设备的型号、测量方法和校准日期等信息。
总结起来,三坐标测量的基本步骤包括准备工作、装夹工作、数据采集和处理、测量结果分析和报告。
在每个步骤中,需要认真严谨地操作,确保测量的准确性和可靠性。
只有通过科学规范的操作和分析,才能得出准确的测量结果,并为后续的制造和质量控制提供有效依据。
三坐标校准方法
三坐标校准方法三坐标测量技术是现代制造业中常用的一种精密测量方法。
在进行三坐标测量时,为了确保测量结果的准确性和可靠性,需要对三坐标测量机进行校准。
三坐标校准是指通过对三坐标测量机的各个参数进行精确测量和调整,使其满足规定的几何误差要求,从而提高测量机的测量精度和稳定性。
一、三坐标校准的基本原理三坐标校准的基本原理是通过测量一系列已知尺寸的标准工件,以比较测量结果与标准值之间的差异,从而确定测量机的误差,并通过调整测量机的参数使误差最小化。
校准时需要考虑的主要参数有坐标轴的直线度、平行度、垂直度、圆度、角度度量误差等。
二、三坐标校准的步骤1. 准备标准工件:根据需要进行测量的尺寸范围,选择相应的标准工件进行校准。
标准工件应具有高精度、稳定性好的特点,常用的有平面尺、球规、圆柱规等。
2. 设置测量条件:根据标准工件的特点,设置合适的测量参数,如测量速度、测量力等。
3. 进行基本误差校准:通过测量标准工件的基本误差,如直线度、平行度、垂直度等,确定测量机的基本误差,并进行调整。
4. 进行圆度误差校准:通过测量标准工件的圆度误差,确定测量机的圆度误差,并进行调整。
5. 进行角度度量误差校准:通过测量标准工件的角度度量误差,确定测量机的角度度量误差,并进行调整。
6. 进行测量机稳定性测试:通过连续测量标准工件多次,评估测量机的稳定性和重复性,并进行必要的调整。
7. 进行综合误差校准:根据实际需要,通过测量标准工件的综合误差,确定测量机的综合误差,并进行调整。
8. 验证测量机的校准效果:用校准后的测量机对标准工件进行测量,比较测量结果与标准值之间的差异,验证校准的效果。
三、三坐标校准的影响因素1. 环境因素:温度、湿度等环境因素会对测量机的性能产生影响,需要对环境因素进行控制和校准。
2. 操作人员技术水平:操作人员的技术水平和经验对校准结果有较大影响,需要经过专业培训和考核。
3. 校准工具的精度:校准工具的精度直接影响测量机的校准结果,需要选择高精度的校准工具。
激光干涉仪检测与调整过程讲解
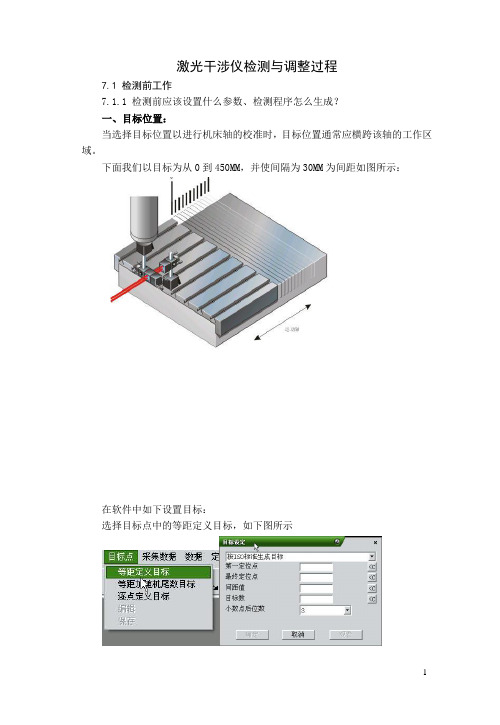
激光干涉仪检测与调整过程7.1 检测前工作7.1.1 检测前应该设置什么参数、检测程序怎么生成?一、目标位置:当选择目标位置以进行机床轴的校准时,目标位置通常应横跨该轴的工作区域。
下面我们以目标为从0到450MM,并使间隔为30MM为间距如图所示:在软件中如下设置目标:选择目标点中的等距定义目标,如下图所示图1 →图2接着弹出如图2的窗口接着我们在内部设置数据如图三所示图3到这里的时候我们将目标点设置完毕,接下来我们要上生成。
二、生成检测程序:激光干涉仪在检测的时候时按照我们在第一步设定的目标点运动的,即从0到450MM每30MM为一个点,因此机床在运动的时候必须和软件设置的一致,所以我们必须生成检测程序。
程序的生成方法图下:选择定义工具栏下的零件程序下的产生按键,如下图所示:图1 →图2在弹出的窗口中输入文件名,并且选择程的序存放路径按保存,会弹出下图:图1 →图2在图1中需要我们选择的为:数控系统的型号。
我们针对我们当前检测机床的数控系统型号作正确的选择,接着弹出图2的窗口,这个窗口要求我们填写与程序相关的数据,我们如下图所示填写:程序号:0001轴名为:Y运行次数为:3选择方向为:双向暂停周期为:4秒越程为:4.0000毫米零件程序类型:线性进给量:1500 ;轴方式为:普通名词解释:程序号:该程序的序号轴名:待校准轴的名称这里记住是大写运行次数:我们希望该程序运行多少次选择方向:在轴上行走的方向时一来一回的间隔点还是只去这样走回时不走暂停周期:等待软件记录数据的时间,这里要根据电脑的性能作调整越程:这里是为了消除方向间隙而设置的,一般选择默认,也可以自行设置零件程序类型:选择运行的方式,因为我们是走直线的所以我们选择线性进给量:机床运动的速度到这里的时候我们已经完成了程序的生成,我们使用文本格式打开文件可以看到程序如下:一定能用得上,所以我们统一使用以下修改过的程序作为标准:机床,但它在系统中的适应度比较强。
利用激光干涉仪修正仪器定位误差的方法
修正软件 的编 写 3个方面 , 阐述 了误 差修正方法的具体设计和 实施过程。 关键 词 : 激 光干涉仪 定 位误差修正 ; 最] j  ̄ - - 乘法
中 图分类 : T G 8 0 7
文献标 志码 : A
文章 编 号 : 1 0 0 2 — 2 3 3 3 ( 2 0 1 4 ) 0 7 — 0 1 2 9 - 0 2
团固匹唾猛殛
仿■ , 建礞 I CA DI C AMI C AE I C A P P
利用激光 干涉仪修正仪器定 位误差的方 法
杨 福 来 , 刘 江 省 哈 尔 滨 量 具 刃 具 集 团 有 限公 司 , 哈尔滨 1 5 0 0 4 0 )
摘
要: 介绍 了一种利 用激光干涉仪修正测控仪器运动轴定位误差 的方法 , 着重从误差数据采集 、 误差数据处理和误差
0 引 言
差数 据 , 我 们必 须要 选 择合 适 的检 具 。 对 于直 线运 动 的误
差数 据采 集 ,最 常 用 的检 测 一 具 有 成组 量 块 、金 属线 纹
衡量 仪器设 计 质量 的 关键 是仪 器精 度 . 而仪 器 精度 义 在于 降 低 仪 器误 筹 为 J 便 于 对误 差进 行 分 析研 究 和 处
理, 人们 对 误差按 其数 学 特征 . 将 误 差分 为 随机误 差 、 系统 误差 和粗 大误 差 一大类 , 其 中 系统 误差 由一 些稳 定 的误 差
是靠仪器误差的大小来衡量的 , 所以提高仪器精度的关键 齿 、 步距规 、 准直仪等 , 但这些传统检具存在着精度不高 、
误 差 采集 效 率低 的缺 点 。 随着 科技 的 发展 , 使 用激 光 干涉 测 量 仪作 为检具 已越 来越 普 遍 ,激 光干 涉 仪具 有测 量功 能丰富 、 精 度 高 等优 点 , 而且 还 可 以通过 配 套 的软 件 完成 误 差 数据 的 自动采 集 和修 正 , 既节 省 了大 量 时 间 , 又避 免 了手 T计 算 和 手 动数 控键 入 而 引起 的操 作 误 差 ,同 时还 可最 大 限度 地 选用 被 测 轴 } : 的误 差 修 正点 数 ,以此 达到
三坐标测针校准的规范流程
三坐标测针校准的规范流程竭诚为您提供优质文档/双击可除三坐标测针校准的规范流程篇一:三坐标测量仪操作规程三坐标测量仪操作规程一:开机前的准备1、开启空调,保持测量前室内温度在20±2°c,湿度控制在40%-60%。
2、清洗导轨,使用无尘布蘸取少量无水酒精擦洗x、y、z轴导轨,擦洗导轨面时应单向进行,请勿来回擦拭,注意在擦洗x向导轨时,光栅尺部位不能沾有水迹,测量仪的主副腿及横梁涂覆层部位的清洁需使用干的无尘布,请勿用酒精擦洗,以免漆层脱落。
3、清理检查工作台面上的物件,并用无尘布蘸取无水酒精清洗台面。
二:开机(在长期停机的情况下,测量前的温度应在20±2°c恒温30分钟后进行)1、开启测量仪上的空气阀,并保证工作气压在0.4-0.6mpa范围内。
2、接通电源并开启测量仪的控制盒电源开关。
3、开启计算机,点击桌面上的pc-dims软件图标,按右键以管理员身份运行。
4、打开操作手柄上的seRVopwRon开关,测量仪加电,按照软件窗口的文字提示进行测量仪位置归零。
5、测量仪校验,点击pc-dims软件上的文件菜单,新建测头文件,点击未定义测头,依次加载测座,连接杆、加长杆、测头型号,然后按照测量所需添加测量角度,安置好标准球(适当位置,避免测量仪测量范围超程),点击测量,按软件窗口提示进行校验,校验完成后点击结果查看,测针校准时的形状误差必须<0.005mm,球心位置误差<0.006mm,球径测量误差<0.003mm,如校验结果不满足上述条件,则需重新校验直到合格为止。
6、加载所需测头文件,进行工件检测。
三:关机测量完成后,将x、y、z轴运动到安全的位置和高度后,按与开机相反的顺序,关闭pc-dims软件及计算(三坐标测针校准的规范流程)机,然后关闭控制盒电源,最后关闭气阀。
篇二:三坐标操作规范指导书篇三:三坐标测量机进行测头校正时应注意的六个问题三坐标测量机进行测头校正时应注意的六个问题1.三坐标的测头、测座、加长杆、测针、标准球要安装。
三坐标操作使用规程
三坐标操作使用规程一、引言三坐标操作是一种精密测量技术,广泛应用于制造业中的产品质量控制。
正确使用三坐标操作是确保产品尺寸与设计要求相符的关键。
本文旨在介绍三坐标操作的使用规程,以帮助操作人员准确、高效地进行测量工作。
二、操作准备1. 准备测量工件:清洁并固定待测工件,确保其表面没有污垢或损伤,并使其固定牢固。
2. 打开仪器电源:确认仪器工作正常,进行仪器校准。
三、测量原点设定1. 确定测量坐标系:根据工件的设计要求,选择合适的坐标系,并在仪器软件中设置。
2. 设定测量原点:通过合适的工具,在工件上标记测量原点,并在软件中进行原点设定。
四、基准平面测量1. 选择基准平面:根据工件的设计,确定需要测量的基准平面,例如平面度、垂直度等。
2. 设定基准平面:在软件中选择基准平面,并设定测量参数。
将测量探针与基准平面接触并测量,记录测量结果。
五、尺寸测量1. 选择测量尺寸:根据工件的设计要求,确定需要测量的尺寸,例如直径、长度等。
2. 设定测量参数:在软件中设定测量参数,如测量点的数量、测量深度等。
3. 进行测量:将测量探针与工件接触,并依次测量每个测量点,记录测量结果。
六、形状测量1. 选择测量特征:根据工件的设计要求,确定需要测量的形状特征,如圆度、平行度等。
2. 设定测量参数:在软件中设定测量参数,如测量点的数量、测量深度等。
3. 进行测量:将测量探针与工件接触,并按照测量参数进行测量,记录测量结果。
七、数据处理与分析1. 数据导出:将测量数据导出到电脑或存储设备中,以备后续分析使用。
2. 数据分析:使用专业的数据分析软件,对测量数据进行分析,如绘制测量结果图表、计算尺寸偏差等。
八、报告生成与归档1. 报告生成:根据分析结果,生成测量报告,包括工件的测量数据、尺寸偏差分析、形状特征评估等。
2. 报告审核:由专业人员对生成的报告进行审核,确保准确性和完整性。
3. 报告归档:将测量报告归档并妥善保存,以备查阅和追溯需要。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
激光干涉仪测量三坐标示值误差方法步骤
仪器的校准是产品控制的重要一环。
随着三坐标测量机的不断发展,传统的校准方法已经无法满足一些大型三坐标测量机的校准工作。
JJF1064-2010《坐标测量机校准规范》是我国各计量技术机构及校准实验室对三坐标测量机进行校准的唯一技术依据。
JJF 1064-2010中规定,在实物标准器无法满足测量要求时,可使用激光干涉仪进行位置示值误差测量,并且测量可以只在使用尺寸实物标准器不能满足要求的轴向进行。
关于尺寸实物标准器的要求中有“在尺寸实物标准器的最大长度无法达到空间对角线的66%时,可以增加测量位置或使用激光干涉仪进行位置示值误差测量”的规定。
激光干涉仪测量三坐标测量机
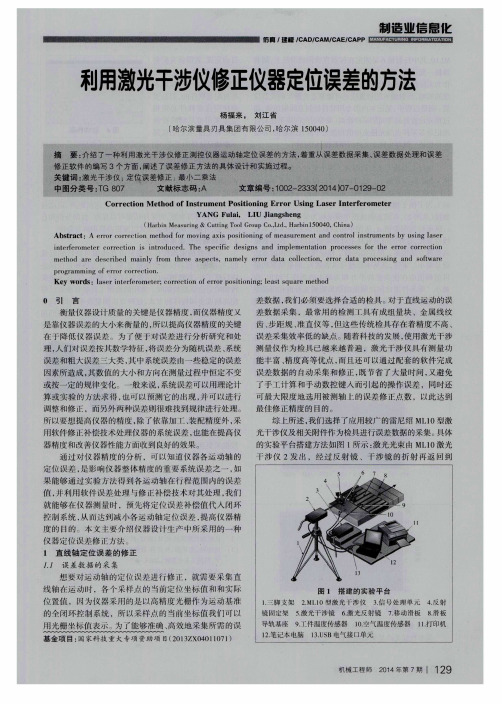
本文以深圳中图仪器公司的SJ6000激光干涉仪为例,因其具有极高的测量准确度、广泛的用途度,能够实现准确定位、距离测量、重复性测量等任务。
激光干涉仪的示值误差直接影响对三坐标测量机示值误差的校准结果,因此要尝试各种不同的校准试验方法,尽量避免或减少由激光干涉仪的激光友生器(以下简称激光器)、XC80环境补偿系统、夹持器组、线性长度测量镜组、重负荷三脚架等引入的测量误差。
1.测量系统的建立
选择工作状态良好、稳定、测量数据准确可靠的三坐标测量机为被测对象,其测量范围为X轴方向0~ 900 mm;Y轴方向0~1600 mm;Z轴方向0~ 800 mm。
在稳定的温度、湿度和大气压测量环境中,选用双频激光干涉仪对三坐标测量机进行校准试验。
校准试验过程如下:确立试验方法和步骤,建立测量模型(包括如何减小激光干涉仪引入的各项误差),通过线位移法,按照试验流程图1进行校准试验,最后得到测量结果。
校准过程中首先对三坐标测量机X、Y、Z坐标轴上的移动距离进行测量,并将三坐标测量机的示值与激光干涉仪的示值进行比对,得到三坐标测量机的示值误差。
因为在三个坐标轴方向上的测量过程类似,而在Y方向的测量范围为0~1 600 mm,是本次试验对象中测量范围最大的一个方向,用标准实物量具无法有效测量Y轴全量程的示值误差,所以Y轴是本次试验中最有效的一个测量轴方位。
本次试验仅对Y轴的测量进行详细说明。
图1 激光干涉仪对三坐标测量机示值误差校准试验设计流程
2.激光干涉仪测量三坐标机的测量过程及步骤
首先需要对实验对象三坐标测量机的测量数据进行标定,以减少系统误差,降低其对三坐标测量机准确度的影响,保证三坐标测量机的稳定运行和测量数据的准确可靠,使该三坐标测量机满足试验对象的要求。
标定过程中,需确定仪器或系统的输入与输出之间关系;给予仪器以及测量系统分度值;获得仪器以及测量系统的静态特性,以此减小系统误差,提高系统的测量准确度。
2.1.测量模型
采用激光干涉仪作为计量标准器对三坐标测量机示值误差进行校准的测量模型如式(1)所示。
2.2.镜组及环境补偿系统架设
选用激光干涉仪的主要测量元件和线性长度测量元件。
主要测量元件包括分激光器、环境补偿系统、元器件夹持器组;线性长度测量元件包括测量线性长度干涉镜、测量线性长度反射镜。
将反射铳固定在三坐标测量机的测头上,对激光束进行校直。
对干涉镜和基准反射镜组与探头连接的牢固程度进行检查,对仪器的软硬件进行必要的设置。
将环境补偿系统架设到有效测量空间内,并与激光干涉仪和仪器软件连接,确定该系统运行正常。
将所有硬件如图2所示完成接线及架设。
图2激光干涉仪对三坐标测量机校准试验接线及架设元器件设计图
1)先空跑Y轴的全量程行程,找到Y轴在三坐标测量机的起点位置和终点位置,再架设镜组。
架设镜组之前,通过锁定X轴方向和Z轴方向的电机伺服系统提高导轨运行的直线度,从而避免三坐标测量机在测量Y轴时测量路径跑偏,避免阿贝平移误差对测量数据的影响。
2)干涉镜与反射镜架设得越近越好,这样可以有效避免和减少死程误差对测量数据的影响。
3)干涉镜和反射镜组需架设于三坐标测量机机台的主轴上。
因其是相对移动物体,对焦时避免反射回来的激光打在激光出射口处,对焦时近端调平移、远程调角度。
激光器要与干涉镜和反射镜成一条直线,激光光束路径与运动轴线之间要校直,光束与预定校准轴线要校对平行,从而避免余弦误差对测量数据的影响。
4)水平轴向测量镜组架设:干涉镜需置于激光头与测量反射镜之间,而当中有一块基准反射镜锁在干涉镜上,如图3所示。
图3干涉镜置于激光器与反射镜之间
5)将环境补偿系统架设到有效测量空间内并等温,并与激光干涉仪和仪器软件连接,直到环境补偿系统相关数据稳定,确定该系统运行正常,从而避免环境引入误差对测量数据的影响。
2.3.镜组、校直激光束调整
1.粗调:调整激光器至运动轴水平状态,粗略对准运动轴。
2.架设线性反射镜:在靠近激光头位置架设反射镜,反射镜尽量靠近运动轴,反射镜的反
射面与运动轴垂直,使光回到光靶中心位置。
3.(由近至远移)沿着运动轴将反射镜推离激光头,直到看到光束开始移开光靶。
当只有很小部分的光束仍然击中白点时停止移动反射镜。
请注意光束现在偏离中心多远。
4.(偏摆-对称调偏摆)用云台的偏摆旋钮,调整激光头的角度偏转,以使光束横扫过白色光靶。
继续移动光束,直到它位于水平相反方向离中心的距离相同。
5.(偏摆-平移回原点线)现在,用三脚架台左边中间的水平平移旋钮,调整激光头水平平移,使光束返回光靶的水平中心线。
6.(俯仰-原点对称调俯仰)请注意激光束在目标上的垂直位置。
使用激光头后方的俯仰旋钮来调整,使光束垂直扫过目标。
调整俯仰旋钮,直到光束位于竖直相反方向离目标中心的距离相同的位置。
7.(俯仰-升降回原点线)使用三脚架中心主轴上的高度调整手柄来将激光头上下移动,
直到光束再一次击中光靶中心。
注:此时,可能有必要进行另外一次较小的水平偏摆调整,以使激光束返回到该光靶的中心。
8.现在沿着运动轴继续推离设备。
当看到激光偏离光靶时再一次停止。
重复步骤3到7
的激光器准直调整,直到达到轴的末端。
9.达到轴的末端时,将反射镜移回激光器,来到轴的起点。
若光束不再位于光靶中心,则通过水平平移、竖直平移使光束回到光靶中心位置。
小技巧:此时条件允许,也可以调节反射镜的位置,使光束回到回光孔的中心位置。
10.重复步骤3到9,直到光束在整个运动轴范围内都能保持在光靶中心位置。
2.4.检查光路并复位清零
单向运行坐标测量机,观察激光干涉仪和三坐标测量机的读数,检验光路是否正确。
1)重复1.1.5镜组、校直激光束调整过程,直至反射镜近端和远程的光线强度相同,并且当光线强度超过50%即可测量。
2)分别操作激光干涉仪和三坐标测量机,使之复位清零。
3.量块测量三坐标测量机
为了验证激光干涉仪对三坐标测量机示值误差校准方法所得到的数据是否准确有效,该方法是否可行并且可靠,需采用不同的校准方法进行分析和对比,分析用激光干涉仪对三坐标测量机示值误差校准数据是否有效,该方法是否可行并且可靠。
按照三坐标测量机校准规范规定,使用标准实物量具对本次试验的三坐标测量机做一次校准,得到此次参考性校准的数据。
3.1.量块对三坐标测量机示值误差校准过程
按照三坐标测量机校准规范,在满足要求的温、湿度环境下,选用标准量块对作为试验
对象的三坐标测量机进行校准。
标准量块在实验室等温4h之后,将其依次固定在量块架上,摆正位置,由操作员操作三坐标测量机,通过三坐标测量机测量软件对量块组建立测量坐标系,并进行Y轴方向测量。
重复测量三次,三坐标测量机的示值平均值与量块的标准值之差的最大值即为三坐标测量机Y轴的示值误差。
4.SJ6000激光干涉仪主要技术指标:
稳频精度:0.05ppm
动态采集频率:50 kHz
预热时间:≤ 6分钟
工作温度范围:(0~40)℃
存储温度范围:(-20~70)℃
环境湿度:(0~95)%RH
空气温度传感器:±0.1℃(0~40)℃,分辨力0.01℃材料温度传感器:±0.1℃(0~55)℃,分辨力0.01℃空气湿度传感器:±5%RH (0~95)%RH
大气压力传感器:±0.1kPa (65~115)kPa
测量距离:(0~80)m (无需远距离线性附件)
测量精度:0.5ppm (0~40)℃
测量分辨力:1nm
测量最大速度:4m/s。