西格玛PPM良品率对照表
6 sigma及水平对照表

良品数
986,097 977,250 971,284 964,070 955,435 945,201 933,193 919,243 903,199 884,930 864,334 841,345 815,940 788,145 758,036 725,747 691,462 655,422 617,911 579,260 539,828 500,000 460,172
不良率PPM 水平 不良率PPM 6s水平 Z.lt
3.4 5 9 13 21 32 48 72 108 159 233 337 483 687 968 1,350 1,866 2,555 3,467 4,661 6,210 8,198 10,724 6.0 5.9 5.8 5.7 5.6 5.5 5.4 5.3 5.2 5.1 5.0 4.9 4.8 4.7 4.6 4.5 4.4 4.3 4.2 4.1 4.0 3.9 3.8 4.5 4.4 4.3 4.2 4.1 4.0 3.9 3.8 3.7 3.6 3.5 3.4 3.3 3.2 3.1 3.0 2.9 2.8 2.7 2.6 2.5 2.4 2.3
Z.lt
-0.2 -0.3 -0.4 -0.5 -0.6 -0.7 -0.8 -0.9 -1.0 -1.1 -1.2 -1.3 -1.4 -1.5 -1.6 -1.7 -1.8 -1.9 -2.0 -2.1 -2.2 -2.3 -2.4
良品数
6,210 4,661 3,467 2,555 1,866 1,350 968 687 483 337 233 159 108 72 48 32 21 13 9 5 3
3.4件的程度 發生 良件數爲 3.4件的程度
良件數爲6,200 6,200件的程度 發生 良件數爲6,200件的程度
Cp-Cpk-PPM-西格玛水平

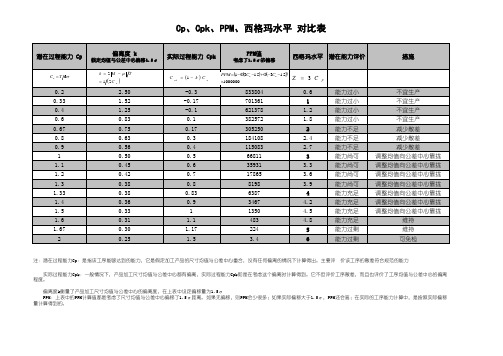
Cp、Cpk、PPM、西格玛水平 对比表
注:潜在过程能力Cp:是指该工序能够达到的能力,它是假定加工产品的尺寸均值与公差中心重合,没有任何偏离的情况下计算得出。
主要评 价该工序的散差符合规范的能力
实际过程能力Cpk:一般情况下,产品加工尺寸均值与公差中心都有偏离,实际过程能力Cpk即是在考虑这个偏离时计算得到。
它不但评价工序散差,而且也评价了工序均值与公差中心的偏离程度。
偏离度k衡量了产品加工尺寸均值与公差中心的偏离度,在上表中设定偏移量为1.5σ
PPM:上表中的PPM计算值都是考虑了尺寸均值与公差中心偏移了1.5σ距离。
如果无偏移,则PPM会少很多;如果实际偏移大于1.5σ,PPM还会高;在实际的工序能力计算中,是按照实际偏移量计算得到的。
PPM_Cp_Cpk_sigma Level
Cp、Cpk、PPM、西格玛水平 对比表
注:潜在过程能力Cp:是指该工序能够达到的能力,它是假定加工产品的尺寸均值与公差中心重合,没有任何偏离的情况下计算得出。
主要评 价该工序的散差符合规范的能力
实际过程能力Cpk:一般情况下,产品加工尺寸均值与公差中心都有偏离,实际过程能力Cpk即是在考虑这个偏离时计算得到。
它不但评价工序散差,而且也评价了工序均值与公差中心的偏离程度。
偏离度k衡量了产品加工尺寸均值与公差中心的偏离度,在上表中设定偏移量为1.5σ
PPM:上表中的PPM计算值都是考虑了尺寸均值与公差中心偏移了1.5σ距离。
如果无偏移,则PPM会少很多;如果实际偏移大于1.5σ,PPM还会高;在实际的工序能力计算中,是按照实际偏移量计算得到的。
西格玛与PPM换算表

西格玛与PPM换算表西格玛与CPk关系混凝土强度换算表表1每个回弹点十六点初中物理单位及换算长度单位:333千米(km)米(m)分米(dm)厘米(cm)毫米(mm)微米(µm)纳米(nm)面积单位:1061022266平方千米(km2)平方米(m2)平方分米(dm2)平方厘米(cm2)平方毫米(mm2)平方微米(µm2)平方纳米(nm2)1平方米=1米×1米=100厘米×100厘米=1002平方厘米=104平方厘米1平方千米=1千米×1千米=103米×103米=(103)2平方米=106平方米结论:面积单位之间的进率是相对应长度单位之间的进率的平方体积单位:933399立方千米(km3)立方米(m3)立方分米(dm3)立方厘米(cm3)立方毫米(mm3)立方微米(µm3)立方纳米(nm3)升(L)毫升(mL)1立方米=1米×1米×1米=100厘米×100厘米×100厘米=1003立方厘米=106立方厘米1立方千米=1千米×1千米×1千米=103米×103米×103米=(103)3立方米=109立方米结论:体积单位之间的进率是相对应长度单位之间的进率的立方时间单位:333年(y)月(mon)日(d)小时(h)分钟(min)秒(s)毫秒(ms)微秒(µs)纳秒(ns)吨(t)千克(kg)克(g)毫克(mg)微克(µg)单位的前缀:加在某些单位的前面,和原单位共同构成新单位,使原单位增大或缩小相应的倍数。
“兆(M)”――表示106,例如:1MΩ=106Ω“千(k)”――表示103,例如:1km=103m,1kg=103g,1KV=103V“分(d)”――表示10-1,例如:1dm=10-1m“厘(c)”――表示10-2,例如:1cm=10-2m“毫(m)”――表示10-3,例如:1mm=10-3m,1mg=10-3g,1ms=10-3s,1mL=10-3L “微(µ)”――表示10-6,例如:1µm=10-6m,1µg=10-6g,1µs=10-6s,1µA=10-6A“纳(n)”――表示10-9,例如:1nm=10-9m,1ns=10-9s。
CPK、Sigma和PPM的换算关系
过程能力指数(Cp和Cpk)表示的是过程在稳定(即没有特殊原因干扰产出品的特性或者说是在可控(under control)的)状态下能使其产出品达到可接受标准的程度的指标。
按照常识,Cpk越高越好,产品的不良率也越低。
SQE在PPAP审核时,要求供应商提交的过程能力报告,关键特性的Cpk大于1.33,此时供应商内部的百万分之不良率PPM为63。
拓展到Cpk=1.0,Cpk=1.67的PPM如下:在不考虑偏移的情况下:Cpk=1.33 对应4σ 水平其PPM=63.3;Cpk=1.67 对应5σ 水平其PPM=0.570;Cpk=2.0 对应6σ 水平其PPM=0.0020;那么,这个值是怎么来的,其他Cpk对应的PPM数值是多少?过程能力指数Cp或Cpk在产品或制程特性分布为正态且在稳定状态下时,通过正态分布的概率计算,可以换算为该产品或制程特性的良率或不良率,同时也可以几个Sigma来对照。
CPK是过程能力,西格玛水平是管理水平,PPM是管理结果。
下文将以产品或制程特性中心没偏移目标值和中心偏移目标值1.5σ说明。
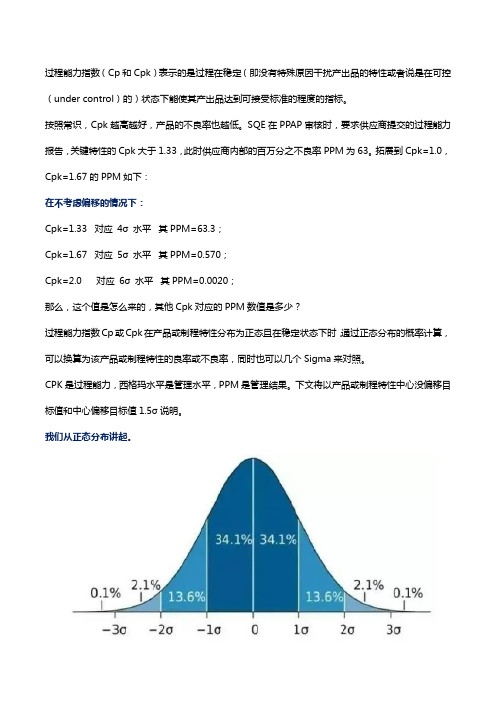
我们从正态分布讲起。
若随机变量X服从一个数学期望为μ、方差为σ2的正态分布,记为N(μ,σ2)。
其概率密度函数为正态分布的期望值μ决定了其位置,其标准差σ决定了分布的幅度。
当μ = 0,σ = 1时的正态分布是标准正态分布。
若随机变量X,服从一个位置参数为μ、尺度参数为σ的概率分布,其概率密度函数为:当μ=0,σ=1时,正态分布就成为标准正态分布。
我们对其积分,也就是求面积,所得值为1。
(每个质量人追求的100.00%合格)接下来,我们谈一下什么是西格玛水平。
西格玛水平Sigma Level:过程能力的一种衡量指标,将过程分布的平均值、标准偏差与质量特性的目标值、规格线结合起来。
西格玛水平越高,过程满足质量要求的能力就越强,反之,西格玛水平越低,过程满足质量要求的能力就越低。
我们可以简单的理解为规格线与目标值间的距离最少能容纳k个标准偏差σ,当k = 3时,我们称之为3西格玛水平,上下规格极限之差为6σ。
西格玛换算表

矿产资源开发利用方案编写内容要求及审查大纲
矿产资源开发利用方案编写内容要求及《矿产资源开发利用方案》审查大纲一、概述
㈠矿区位置、隶属关系和企业性质。
如为改扩建矿山, 应说明矿山现状、
特点及存在的主要问题。
㈡编制依据
(1简述项目前期工作进展情况及与有关方面对项目的意向性协议情况。
(2 列出开发利用方案编制所依据的主要基础性资料的名称。
如经储量管理部门认定的矿区地质勘探报告、选矿试验报告、加工利用试验报告、工程地质初评资料、矿区水文资料和供水资料等。
对改、扩建矿山应有生产实际资料, 如矿山总平面现状图、矿床开拓系统图、采场现状图和主要采选设备清单等。
二、矿产品需求现状和预测
㈠该矿产在国内需求情况和市场供应情况
1、矿产品现状及加工利用趋向。
2、国内近、远期的需求量及主要销向预测。
㈡产品价格分析
1、国内矿产品价格现状。
2、矿产品价格稳定性及变化趋势。
三、矿产资源概况
㈠矿区总体概况
1、矿区总体规划情况。
2、矿区矿产资源概况。
3、该设计与矿区总体开发的关系。
㈡该设计项目的资源概况
1、矿床地质及构造特征。
2、矿床开采技术条件及水文地质条件。
sigma水平、公差范围、CPK与不良率(PPM)对照表

2k对应于控制范围是实际的计算值如果客户规范公差范围对应的k值是234对应的cpk是078不良品率19283ppm
sigma水平、公差范围、 CPK与不良ห้องสมุดไป่ตู้( PPM)对照表
σ水平、公差T、CPk水平与不良品率的关系一览表
Note: 1、 available for bilateral tolerance (双向公差适用) 2、 k(σ)对应于控制范围,σ是实际的计算值,如果客户规范公差范围对应的k值是2.34,对应的cpk是0.78,不良品率=19283ppm 3、 %T是实际控制6 σ占规范公差T的比例,假如实际6σ等于规范公差T,则CPk=1.0。CPK要达到1.33的水平,6σ=T*75%。 举例: 1、 客户公差范围T=5,我们内控6σ范围=4,则%T=80%,对应的CPK=1.25,不良品率=175.8ppm 2、 实际的CPK=0.83,控制范围:±2.49σ,按6sigma理论则是5sigma。 3、 6sigma项目是指CPK2.0,公差带内需能容纳12σ(±6σ).
Cp_Cpk_PPM_西格玛关系
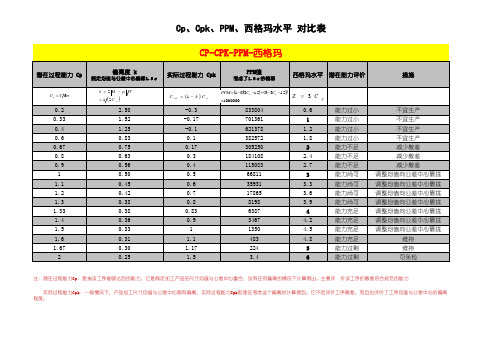
注:潜在过程能力Cp:是指该工序能够达到的能力,它是假定加工产品的尺寸均值与公差中心重合,没有任何偏离的情况下计算得出。
主要评 价该工序的散差符合规范的能力
实际过程能力Cpk:一般情况下,产品加工尺寸均值与公差中心都有偏离,实际过程能力Cpk即是在考虑这个偏离时计算得到。
它不但评价工序散差,而且也评价了工序均值与公差中心的偏离程度。
偏离度k衡量了产品加工尺寸均值与公差中心的偏离度,在上表中设定偏移量为1.5σ
PPM:上表中的PPM计算值都是考虑了尺寸均值与公差中心偏移了1.5σ距离。
如果无偏移,则PPM会少很多;如果实际偏移大于1.5σ,PPM还会高;在实际的工序能力计算中,是按照实际偏移量计算得到的。