AutoForm分析报告
基于Autoform软件的车门框外板成形仿真分析
基于Autoform软件的车门框外板成形仿真分析摘要在当下中国,汽车产销量均稳居世界第一,可以说汽车产业是构成国民经济的重要支柱,汽车的质量也与行车安全、人员安全息息相关,而车身作为汽车的构成部分,肩负着乘客与货物安全。
本文基于Autoform软件,对车门框外板成形仿真技术进行了具体分析,并针对冲压仿真技术在汽车覆盖件制造中的应用进行了具体阐述。
关键词Autoform软件;车门框外板;成形仿真技术前言Autoform软件,可以针对车门框外板,进行拉延成形的仿真分析,以此来研究不同的毛配料边力在此过程中的拉延作用。
在车辆生产中,该技术可以应用在预测工序件可能存在的缺陷,并针对性地做出预处理之中。
笔者通过严谨的模拟实验,旨在最佳的工艺参数,以此来避免车门框外板成形中可能存在的诸多缺陷。
1 车门框外板及其冲压加工概述汽车覆盖件承担着保护驾驶员生命安全的义务,也是车主在挑选汽车时,首先直观所见的部件,因此车身覆盖件的设计必须要从安全性、实用性、观赏性等多方面进行考量,因此汽车车身制造在车辆制造中,是十分重要的,当下,车辆的整体形状以流线型为主,其具体的设计和最由加工方案的确定会由机械设计师来完成。
将关注点收归其安全性之上,车门框外板的冲压形难度往往较高,也是冲压技术的核心内容,这与其成形方式有较大的关系,即其采用拉延成形的方式,以满足市场与消费者的客观要求,由此也造成了其工序复杂、模具种类繁多等现状。
2 冲压仿真技术应用现状简述在没有出现仿真支持技术之前,冲压过程只能通过重复性实验来确定冲压方案,其耗费的人力与物力成本都是十分巨大的,其往往采用的是经验判断法,而非数学模型法。
而在CAE仿真技术问世之后,工程师可以利用该技术,对汽车覆盖件的用料、形状等进行预设,并将各个冲压参数进行组合,经过模拟实验,就可以确定最终合理的参数组合和冲压方案。
Autoform软件是实践中最为常见的一种CAE软件,在该软件中,可以导入汽车覆盖件的CAD模型,设计师就可以完成整个冲压过程的预处理,导入相应的材料、补空等[1]。
AUTOFORM分析拉延成型
常见缺陷及解决办法1.拉延开裂开裂是拉延工序中最为常见的缺陷之一,其表现为出现破裂或裂纹,产品部分如果出现破裂或者裂纹将被视为不合格产品,所以必须予以解决。
产生开裂的原因大致有:(1)产品工艺性不好,如R角过小、型面变化剧烈、产品深度较深以及材质成形性能差等。
(2)工艺补充、压边圈的设计不合理。
(3)拉延筋设计不合理,不能很好的控制材料流动。
(4)压边力过大。
(5)模具型面表面粗糙度达不到要求,摩擦阻力大。
(6)模具加工精度差,凸凹模间隙小,板料流动性差。
目前,主要通过改善产品工艺性、设计合理的坯料形状、增加刺破刀、加大R角、合理设计工艺补充及压料面、调整拉延筋阻力及压边力和模面镜面处理等方式来解决拉延开裂问题。
2.起皱起皱是拉延工序中另一个常见的缺陷,也是很难解决的板件缺陷。
板件发生起皱时,会影响到模具的寿命以及板件的焊接,板件发生叠料时还会使模具不能压合到底,从而成形不出设计的产品形状,同时,由于叠料部位不能进行防锈处理,容易导致板件生锈而影响到板件的使用寿命,给整车安全造成隐患。
目前主要从产品设计及工艺设计上来解决起皱问题,归纳起来有以下几点:(1)产品设计时尽量避免型面高低落差大、型面截面大小变化剧烈,在不影响板件装配的情况下,在有可能起皱的部位加吸皱包。
(2)工艺上可以考虑增加整形工序。
(3)分模线调整。
随着分模线的调整,往往会伴随着开裂缺陷的产生,目前主要通过使用CAE软件来分析确定合理的分模线位置。
(4)在工艺补充面上增加吸料筋、工艺台阶等,将多余的料消化掉。
(5)合理设计拉延筋,以确保各个方向进料均匀为目标。
(6)当开裂与起皱同时存在,且起皱不被允许时,一般先解决起皱再解决开裂。
AutoForm模拟分析算法AutoForm模拟分析算法主要有两种:隐式算法和一步成形法。
1.隐式算法静态隐式算法是解决金属成形问题的一种方法。
在静态隐式算法中,在每一增量步内都需要对静态平衡方程迭代求解。
AUTOFORM分析拉延成型

常见缺陷及解决办法1.拉延开裂开裂是拉延工序中最为常见的缺陷之一,其表现为出现破裂或裂纹,产品部分如果出现破裂或者裂纹将被视为不合格产品,所以必须予以解决。
产生开裂的原因大致有:(1)产品工艺性不好,如R角过小、型面变化剧烈、产品深度较深以及材质成形性能差等。
(2)工艺补充、压边圈的设计不合理。
(3)拉延筋设计不合理,不能很好的控制材料流动。
(4)压边力过大。
(5)模具型面表面粗糙度达不到要求,摩擦阻力大。
(6)模具加工精度差,凸凹模间隙小,板料流动性差。
目前,主要通过改善产品工艺性、设计合理的坯料形状、增加刺破刀、加大R角、合理设计工艺补充及压料面、调整拉延筋阻力及压边力和模面镜面处理等方式来解决拉延开裂问题。
2.起皱起皱是拉延工序中另一个常见的缺陷,也是很难解决的板件缺陷。
板件发生起皱时,会影响到模具的寿命以及板件的焊接,板件发生叠料时还会使模具不能压合到底,从而成形不出设计的产品形状,同时,由于叠料部位不能进行防锈处理,容易导致板件生锈而影响到板件的使用寿命,给整车安全造成隐患。
目前主要从产品设计及工艺设计上来解决起皱问题,归纳起来有以下几点:(1)产品设计时尽量避免型面高低落差大、型面截面大小变化剧烈,在不影响板件装配的情况下,在有可能起皱的部位加吸皱包。
(2)工艺上可以考虑增加整形工序。
(3)分模线调整。
随着分模线的调整,往往会伴随着开裂缺陷的产生,目前主要通过使用CAE软件来分析确定合理的分模线位置。
(4)在工艺补充面上增加吸料筋、工艺台阶等,将多余的料消化掉。
(5)合理设计拉延筋,以确保各个方向进料均匀为目标。
(6)当开裂与起皱同时存在,且起皱不被允许时,一般先解决起皱再解决开裂。
AutoForm模拟分析算法AutoForm模拟分析算法主要有两种:隐式算法和一步成形法。
1.隐式算法静态隐式算法是解决金属成形问题的一种方法。
在静态隐式算法中,在每一增量步内都需要对静态平衡方程迭代求解。
autoform报告

Autoform报告1. 引言Autoform是一种自动表单生成工具,用于简化表单设计和开发过程。
本文将按照以下步骤详细介绍如何使用Autoform生成表单。
2. 安装Autoform首先,我们需要安装Autoform工具。
可以通过以下步骤完成安装:1.打开命令行工具。
2.使用命令npm install -g autoform来全局安装Autoform。
3. 初始化项目安装完成后,我们可以使用Autoform来初始化一个新项目。
按照以下步骤进行操作:1.在命令行工具中,进入你想要创建项目的目录。
2.使用命令autoform init来初始化项目。
4. 创建表单一旦项目初始化完成,我们就可以开始创建表单了。
按照以下步骤进行操作:1.在命令行工具中,进入项目目录。
2.使用命令autoform create来创建一个新的表单。
3.根据提示输入表单的名称和字段信息。
5. 设计表单布局在表单创建完成后,我们可以使用Autoform来设计表单的布局。
按照以下步骤进行操作:1.在命令行工具中,进入项目目录。
2.使用命令autoform layout来进行表单布局设计。
3.根据提示选择要使用的布局模板和字段顺序。
6. 生成表单当表单布局设计完成后,我们可以使用Autoform来生成最终的表单。
按照以下步骤进行操作:1.在命令行工具中,进入项目目录。
2.使用命令autoform generate来生成表单。
3.检查生成的表单代码,并进行必要的调整和修正。
7. 部署表单最后,我们需要将生成的表单部署到合适的位置以供使用。
按照以下步骤进行操作:1.将生成的表单代码复制到你想要部署的位置。
2.根据需要进行样式调整和其他定制化操作。
3.在网页中嵌入表单代码,并测试表单的功能和兼容性。
8. 结论通过Autoform工具,我们可以快速、简便地生成表单,并将其部署到网页中。
这大大减少了表单设计和开发的工作量,提高了效率和用户体验。
AUTOFORM 钣金成型分析软体
鈑金成型分析軟體元創開發股份有限公司目錄一.模組及功能說明 (3)二.作業系統 (7)三.範例解說一:引擎蓋外鈑件 (8)四.範例解說二:葉子鈑 (14)五.用戶名單 (21)一.模組及功能說明a. AutoForm-OneStep提供初始鈑金件設計成型性的分析。
1.Part Only One Step 成品一步求解2.Part Only Two Step 成品二步求解3.Part+Binder Two Step 成品與夾持面二步求解4.Full Tool One Step 成品加模具一步求解5.Full Tool Two Step 成品加模具二步求解6.圖檔轉換介面:IGES,VDAFS7.自動產生網格8.自動找出鈑金最佳成型角度9.分析結果輸出:Splits: 破裂Sheet thickness: 鈑件厚度Wrinkling: 皺折Material flow: 鈑件流向Blank draw-in : 鈑件內縮Quality of the deformed sheet surface: 鈑件品質Springback: 鈑件回彈Distribution of strains: 應變 Distribution of stresses: 應力 Punch force:衝壓力量b. AutoForm-DieDesigner提供快速鈑金模具設計與幾何圖形建構1.自動產生夾持面(Binder)2.自動產生餘料面(Addendum),斷面可自由設變並更新3.將夾持面(Binder)和餘料面(Addendum)輸出至CADc. AutoForm-Incremental整合OneStep和 DieDesigner 提供完整鈑金成型性的分析,以及最佳化成型條件設定。
AutoForm-Incremental 鈑件成型分析步驟如下:1.gravity2. binder wrap3. draw4. trim5. restrike6. flange7. springbackd. AutoForm-Trim二次成型(Restrike)或折灣(Flanging)時可自動找出Trim Line二. 作業系統1. SGI IRIX 6.2/6.52. Sun Solaris 2.6 / 73. HP HP-UX 10.2 / 11.004. IBM AIX 4.35. Compaq Digital UNIX 4.0e / 4.0f6. Windows NT 4.0 / 2000三. 範例解說一:引擎蓋外鈑件(3-1)(3-2)(3-3)(3-4)(3-5)(3-6)(3-7)(3-8)(3-9)(3-10)(3-11)(3-12)四. 範例解說二:葉子鈑(4-1)(4-2)(4-3)(4-4)(4-5)(4-6)(4-7)(4-8)(4-9)(4-10)(4-11)(4-12)(4-13)五.用戶名單AutoForm 在 Automotive 行業部份用戶名單Audi, DAutoeuropa, PAutoVAZ, RUBMW, DDaewoo Motor, KDaihatsu, JDaimlerChrysler, D DaimlerChrysler, USAFiat, IFord, DFord, USAGAZ, RUGeneral Motors Small Car, USA General Motors Mid-Lux, USA General Motors Truck, USA Honda R&D, JHonda, USAHyundai, JIsuzu Motors, JIveco, I Jaguar Cars, UKKia, KoreaMazda, JMitsubishi, JNavistor, USANissan Motor, JOpel, DPorsche, DSaab, ESSCANIA, ESSEAT, EShanghai Volkswagen, China Skoda, CSubaru, JSuzuki, JToyota Body, JToyota Motor, J Volkswagen, DVW do Brasil, Brazil Volvo, ESAutoForm 在 Automotive Supply 行業部份用戶名單Allgaier, DAisin Seiki, JBatz, ESBecker GmbH, DBenteler, DBM, DBudd , USAClaas Fertigungstechnik, DComau, IDana, USADecad, ESDefesa, ESDie-Tron, USADover, ESEDAG, DFab-All Mfg., USAFabest, JFaurecia, DFontana Pietro, IFranci, IFuji Technica, JFukai Mfg., JFutaba, JGestamp, ESGNK, DHirata Technical, JHongo Engineering, JInnomotive Systems Europe, DIrurak, ESITCA, IKarmann, DKBW, DKLS, DKobayashi, JKoehler & Partner, DKontec, DKrupp Drauz, DKUKA Werkzeugbau, DWerkzeugbau Laichingen, DLäpple, DLäpple IrlandMarujun, JMarusun, JH. Matzner Fertigunfstechnik, D K. Matzner, DMayflower Vehicle Systems, GB Meleghy, DMiyazu Seisakusho, J ModelMaster, UKMüller-Weingarten Werkzeuge, D Officine Stampaggi Industriali, I Ogihara, JOgihara Kohki, JOgihara Seiki, JOgihara, USAOndo, JPacific Industrial, JPeregrine Forming, USAPress Kogyo, JProto Techniques, USAPfleghar, DPolynorm, NLRLE International, DSankei Giken, JSankyo, JSaturn Tool & Die, USASchuler Cartec, DSchuler SMG, DSchuler Werkzeugbau, DSchwarz Wzb., DSchweikert, DSteyr Daimler Puch, AStola SAT, ISuperior Cam, USATecni-Sabadell, ESThyssen Nothelfer, DTower Automotive, DToyota Auto Body, JTroy Design & Manufacturing, USA Ufficio Progettazione Mechaniche, I Unipres, JUTS, IUtymat, EYachiyo Kogyo, JYamamoto Seisakusho, JYamato Kogyo, JYorozu, J。
autoform分析报告

Autoform分析报告引言本文将对Autoform进行详细的分析报告,包括其功能、特点和优势等方面,帮助读者更好地了解和使用该产品。
1. 背景介绍Autoform是一款专业的表单自动生成工具,可以帮助用户快速创建和定制各种表单,提高工作效率和准确性。
无需编写复杂的代码,Autoform能够根据用户的需求自动生成相应的表单结构。
2. 功能特点2.1 表单自动生成Autoform具有强大的表单自动生成功能,用户只需提供一些基本信息,如字段名称、数据类型等,Autoform就能够自动创建一个完整的表单模板。
这样,用户无需手动编写表单代码,大大减少了工作量。
2.2 表单定制化Autoform支持用户根据实际需求进行表单定制化操作。
用户可以根据自己的喜好和需求,选择不同的表单样式、布局和主题等。
此外,Autoform还支持用户自定义字段顺序和验证规则,满足各种不同的业务需求。
2.3 数据收集与管理Autoform具有方便的数据收集和管理功能。
用户可以通过表单收集用户输入的数据,并将其保存到数据库中。
同时,Autoform还提供了数据可视化功能,用户可以通过图表和报表等形式直观地查看和分析数据。
3. 使用优势3.1 提高工作效率相比传统的手动编写表单代码的方式,Autoform能够极大地提高工作效率。
用户只需提供基本信息,即可自动生成表单模板,省去了繁琐的编码过程,节省了大量时间和精力。
3.2 降低错误率手动编写表单代码容易出现疏漏和错误,而Autoform的自动生成功能能够确保表单的准确性和完整性。
同时,Autoform还支持自定义验证规则,能够有效地避免用户输入错误和无效的数据。
3.3 界面友好Autoform的界面简洁直观,操作简单方便。
用户无需具备专业的编程知识,即可轻松上手使用。
同时,Autoform还提供了丰富的主题和样式选择,使得生成的表单界面更加美观和易于使用。
4. 使用案例Autoform广泛应用于各个领域,以下是一些使用案例:4.1 在线调查Autoform可以帮助用户快速创建各种类型的在线调查表单。
基于AUTOFORM的冲压件成型仿真分析
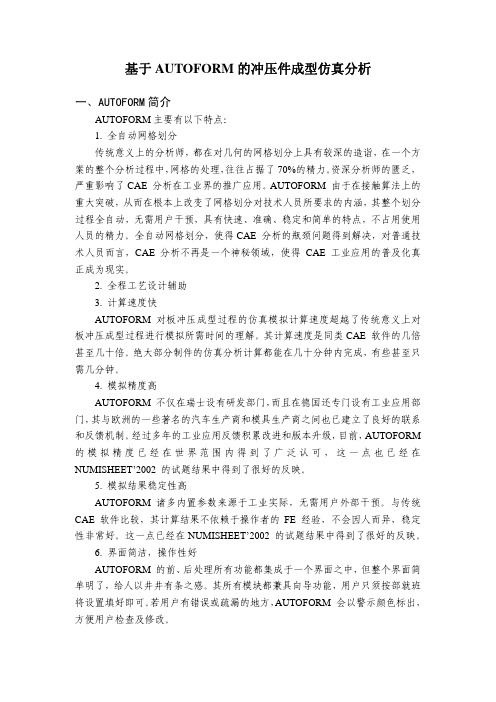
基于AUTOFORM的冲压件成型仿真分析一、AUTOFORM简介AUTOFORM主要有以下特点:1. 全自动网格划分传统意义上的分析师,都在对几何的网格划分上具有较深的造诣,在一个方案的整个分析过程中,网格的处理,往往占据了70%的精力。
资深分析师的匮乏,严重影响了CAE 分析在工业界的推广应用。
AUTOFORM 由于在接触算法上的重大突破,从而在根本上改变了网格划分对技术人员所要求的内涵,其整个划分过程全自动,无需用户干预,具有快速、准确、稳定和简单的特点,不占用使用人员的精力。
全自动网格划分,使得CAE 分析的瓶颈问题得到解决,对普通技术人员而言,CAE 分析不再是一个神秘领域,使得CAE 工业应用的普及化真正成为现实。
2. 全程工艺设计辅助3. 计算速度快AUTOFORM 对板冲压成型过程的仿真模拟计算速度超越了传统意义上对板冲压成型过程进行模拟所需时间的理解。
其计算速度是同类CAE 软件的几倍甚至几十倍。
绝大部分制件的仿真分析计算都能在几十分钟内完成,有些甚至只需几分钟。
4. 模拟精度高AUTOFORM 不仅在瑞士设有研发部门,而且在德国还专门设有工业应用部门,其与欧洲的一些著名的汽车生产商和模具生产商之间也已建立了良好的联系和反馈机制。
经过多年的工业应用反馈积累改进和版本升级,目前,AUTOFORM 的模拟精度已经在世界范围内得到了广泛认可,这一点也已经在NUMISHEET’2002 的试题结果中得到了很好的反映。
5. 模拟结果稳定性高AUTOFORM 诸多内置参数来源于工业实际,无需用户外部干预。
与传统CAE 软件比较,其计算结果不依赖于操作者的FE 经验,不会因人而异,稳定性非常好。
这一点已经在NUMISHEET’2002 的试题结果中得到了很好的反映。
6. 界面简洁,操作性好AUTOFORM 的前、后处理所有功能都集成于一个界面之中,但整个界面简单明了,给人以井井有条之感。
其所有模块都兼具向导功能,用户只须按部就班将设置填好即可。
autoform规范和分析报告

5.构建压料面。构建工艺补充的目的是为了使材料流动尽量均匀一致,因此,构建压料面时,其截面线到制件的距离变化应均匀、平缓。由于压料面必须是光顺可展的,因此,压料面的调整应遵循循序渐进的原则。首先,需确定一条主截面线,调整此截面线至合适形状,截面线调整时,控制点数量应适度,宜少不宜多。调整完主截面线后,视制件形状复杂程度,在适当位置再添加一条截面线并调整至适当形状,依此类推,直至获得一个令人满意的压料面。
工艺补充输出到CAD系统中后,往往会视需要而需做一些编辑修改工作。为方便在CAD系统中的工作,建议:
将所作文件另存为一个文件后,将所有凸、凹模圆角有变圆角的地方都改为与主截面参数一致。
将压料面位置降低20,重新生成工艺补充,并将此工艺补充面输出。
将压料面位置复原,并将此压料面输出。这样做的目的是为了得到压料面和工艺补充面侧壁的相交线,这条相交线即为分模线。
AUTOFORM成型性分析报告
产品图号
67173/4-26010
产品名称
右/左前门下铰链加强件
制 号
H183
工序名称
拉延
分 析 人
制表日期
主
主要参数
分析使用
实际使用
使用材料
SPCE
料 厚
2
坯料大小
800×400
压 边 力
50T
成 型 力
140T
机床速度
1 mm/s
备注:
成型过程中受力分析:
纵轴:力(牛顿)
横轴:时间(秒)
流入量示意:
区间
流入量
区间
流入量
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
产品工艺补充形状及拉延筋设计
工艺补充介绍(ReDraw) 拉延筋设计
无拉延筋
拉延/成形板料成形性评估分析结果
产品成形性评估分析结果(Draw)
E B C
成形极限图
D Байду номын сангаасetail of A A
Detail of B
Detail of C
Detail of D
Detail of E
Material Name : ST14 Thickness : 0.8 Tensile Strength : 324 MPa Yield Strength : 172 MPa Lankford Coefficient : r=1.69 Hardening Exponent : n=0.20
产品工艺补充形状及拉延筋设计
总结
本零件拉延分析基本成功,可以进行下一步设 计工作.
产品及基本参数介绍
产品名称 产品号 分析软件 分析材质 实际材质 料 厚 成形类型 毛坯尺寸 数据格式 左/右前车门内板 62000329/30 Autoform4.2
St14-ZF St14-ZF
产品形状
宝钢 浦项
0.8mm 拉延 2040*895 IGS
毛坯形状、尺寸及材料性能
毛坯形状、尺寸(非最终) 材料性能
二次拉延制件料厚变化显示云图
板料变薄量云图 板料变厚量云图
板材成形过程图(Draw)
Gravity
BLANK HOLD
80mm from bottom
70mm from bottom
50mm from bottom
30mm from bottom
10mm from bottom
5mm from bottom
压机样式:S/A 压 料 力:130T 摩擦系数:0.18 顶杆行程:110mm
拉延/成形板料料厚变化显示云图
板料变薄量云图 板料变厚量云图
二次拉延制件成形性评估分析结果
产品成形性评估分析结果 成形极限图
此处形状 ECR变更
压机样式:S/A 压 边 力:80Ton 摩擦系数:0.18 顶杆高度:(产品成形状态显示条)
bottom
板材成形过程图(ReDraw)
BLANK HOLD
40mm from bottom
30mm from bottom
25mm from bottom
20mm from bottom
15mm from bottom
10mm from bottom
5mm from bottom
1mm from bottom
CAE分析报告
左/右前车门内板 第 3 次模拟分析报告 文件:
2009/09/29
编制: YFW 审核:
目录
• • • • • • • • • 产品及基本参数介绍 毛坯形状、尺寸及材料性能 产品工艺补充形状及拉延筋设计 拉延/成形板料成形性评估分析结果 拉延/成形板料料厚变化显示云图 二次拉延制件成形性评估分析结果 二次拉延制件料厚变化显示云图 板材成形过程图 总结