计量器具点检表格
量具点检记录表

5S 的检查要点——生产现场1、现场摆放物品(如原材料、半成品、成品、余料、垃圾等)是否定时清理,区分“要”与“不要”;2、物料架、模具架、工具架等是否正确使用与清理;3、模具、夹具、量具、工具等是否正确使用,定位摆放;4、机器上有无不必要的物品、工具或物品摆放是否牢靠;5、桌面、柜子、台面及抽屉等是否定时清理;6、茶杯、私人用品及衣物等是否定位摆放;7、资料、保养卡、点检表是否定期记录,定位摆放;8、手推车、电动车、架模车、叉车等是否定位摆放,定人负责;9、塑料篮、铁箱、纸箱等搬运箱是否定位摆放;10、润滑油、切削液、清洁剂等用品是否定位摆放并作标识;11、作业场所是否予以划分,并标示场所名称;12、消耗品(如抹布、手套、扫把等)是否定位摆放,定量管理;13、加工中的材料、半成品、成品等是否堆放整齐并有标示;14、通道、走道是否保持通畅,通道内是否摆放物品或压线摆放物品(如料箱、安全网、手推车、电动车等);15、不良品、报废品、返修品是否定位放置并隔离;16、易燃品是否定位放置并隔离;17、制动开关、动力设施是否加设防护物和警告牌;18、垃圾、纸屑、塑料袋、破布(手套)等有没有及时清除;19、废料、余料、呆料等有没有随时清除;20、地上、作业区的油污有没有清扫;21、饮水机是否干净;22、垃圾箱、桶内外是否清扫干净;23、墙壁四周蜘蛛网是否清扫;24、工作环境是否随时保持整洁、干净;25、长期置放(1 周以上)的物品、材料、设备等有没有加盖防尘;26、墙壁油漆剥落、地面涂层破损及划线油漆剥落是否修补;27、地上、门窗、墙壁是否保持清洁;28、下班后是否清扫物品并摆放整齐;29、是否遵守作息时间(不迟到、早退、无故缺席);30、工作态度是否良好(有无谈天、说笑、擅自离岗、看小说、呆坐、打磕睡、吃零食现象);31、服装穿戴是否整齐,有无穿拖鞋现象;32、工作服是否干净、整洁,无污洉;33、干部能否确实督导部属进行自主管理;34、使用公用物品、区域是否及时归位,并保持清洁(如厕所等);35、停工和下班前是否确实打扫、整理;36、能否遵照公司有关规定,不违反厂规。
计量器具检定记录表

数值
检定结果
是否满足要求
是□否□
根据证书
□根据结果判定该设备降级使用
□根据结果要对设备进行修正
确认人:日期:年月日
质量负责人
日期
部门负责人
日期
备注:
计量仪器检定/校准证书确认记录
设备名称
出厂编号
生产厂家
内部编号
检定/校准/测试机构
使用部门
证书/报告性质
检定证书□
校准证书□
测试证书□
证书编号
证书报告确内容
检定日期:
下次检定日期:
有授权文件的标识
是□否□
有检定/校准/测试的技术依据
(代号:)
是□否□
提供了具体的校准数据
是□否□
提供不了依据
是□否□
检定/校准结果
测量仪器每日点检记录表
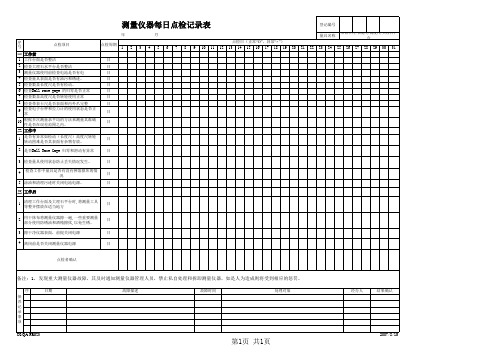
登记编号
年
月
量具名称
带表卡尺/长度尺/高度尺/大理石平 台
序 号
点检项目
点检周期
点检日(正常“O”,异常“×”)
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
一 工作前
1 工作台面是否整洁
日
2 检查大理石水平台是否整洁
日
3 测量仪器使用前检查电池是否有电
日
4 检查量具表面是否有油污和锈迹。
日
5 检查数显长度尺是否有松动。
日
6 检查Ball race gage 的归零是否正常
日
7 检查数显高度尺是否转轮使用正常
日
8 检查带表卡尺是否表面和内外爪完整
日
9
检查电子台秤和拉力计的使用状态是否正 常
序
保 养 记 录 事 项
日期
故障描述
故障时间
处理对策
JX/QA-FR023
第1页 共1页
经办人
结果确认
2007量求平均的方法来测量其准确 性是否在误差范围之内。
日
二 工作中
1
是否有异常如松动(长度尺)高度尺转轮 转动困难是否其表面有杂物存放。
日
2 是否Ball Race Gage 归零和滑动有异常
日
3 检查量具使用状态防止丢失情况发生。
日
检查工作中量具是否有没有摔落损坏的情
4
况
日
5 涂油和清理污迹时关闭电池电源。
日
三 工作后
1
清理工作台面及大理石平台时,将测量工具 等整齐摆放在适当地方
计量检查表

计量检查表(项目部)
表单编号:序号:
地点:(片区、项目名称):
检查时间:
计量管理员:
检查人:
检查项目
检查结果
备注
1
计量器具管理台帐内容是否完整齐全(规格、型号、检定时间、到期时间、状态等)
2
计量器具维护的计量信息与实物是否一致(序列号、检定周期)
3
计量器具管理台帐中检定/校准周期制定是否正确
(按本年度《计量器具分级周检目录》中执行)
(拿到检定/校准的工具后当天完成)
9
每月是否实施计量器具检查(抽查)并形成记录
10
每季是否实施计量器具抽查(全查)并形成记录
11
检查发现测量设备失准时,是否对该设备以往测量结果的有效性进行评价和记录(查记录)
地点(片区、项 目名称):
检查时间:
计量管理员:
检查人:
检查项目
检查结果
备注
1
停用(待修)报废计量器具是否标识并分区放置
4
计量管理员是否按周期检定计划实施计量器具送检(纸版送检计划中有送检、取回及费用等记录)
5
计量器具帐物是否相符(按附表抽查)
6
计量器具标识管理,标明计量器具的状态
(抽查现场、库房各类器具,不少于5件)
7
计量器具是否有零部件缺失情况
(抽查现场、库房各类器具,不少于5件)
8
计量器具检定/校准完成后是否及时更新标识
(按台账登记实施实物检查不少于3件)
2
计量器具存放环境是否符合要求
(做到防尘、防潮、防磁、防腐蚀介质的要求)
3
计量器具使用后是否按要求入盒存放(现场检查)
4
计量器具检定/校准证书是否整齐归档存放
量具点检表
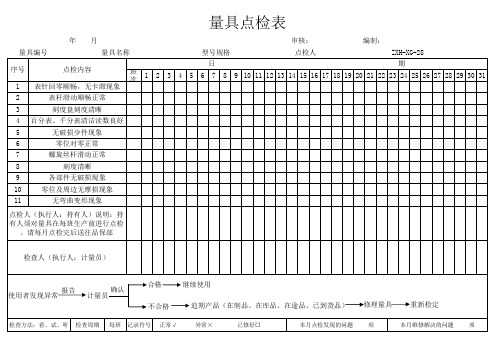
点检人(执行人:持有人)说明:持 有人须对量具在每班生产前进行点检 。请每月点检完后送往品保部 检查人(执行人:计量员)
使用者发现异常
报告
计量员
确认
合格 不合格
继续使用 追朔产品(在制品、在库品、在途品、已到货品)
异常× 已修好¤ 本月点检发现的问题
修理量具
项
重ห้องสมุดไป่ตู้检定
本月维修解决的问题 项
检查方法:看、试、听
量具点检表
年 量具编号 序号 1 2 3 4 5 6 7 8 9 10 11 点检内容 表针回零顺畅,无卡滞现象 表杆滑动顺畅正常 刻度盘刻度清晰 百分表、千分表清洁读数良好 无破损少件现象 零位对零正常 螺旋丝杆滑动正常 刻度清晰 各部件无破损现象 零位及周边无摩损现象 无弯曲变形现象 月 量具名称 班次 1 2 3 4 5 型号规格 日 6 7 8 审核: 点检人 编制: ZXH-XG-28 期 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
检查周期
每班 记录符号
正常√
计量秤定期点检记录表

WF-K-022
承 认确 认担 当
定期点检记录期间: 年 月度
点检周期:每月25号至31号期间点检一次,依据点检结果超出误差范围须进行校准
1、计量秤水平放置;
2、检查计量秤本体有无破损,并清扫计量秤上的污垢及灰尘;
3、零点确认;
4、使用标准砝码进行点检,点检数据记录在点检记录表上。
超出误差范围时依据计量秤校准方法实施内部校准.
计量秤No计量范围用 途使用场所
零点确认
(正常画0
不良画×)
使用分铜计量秤表示值管理基准判 定
(计量秤)定期点检校准记录表
误差范围点 检 记 录。
量具点检表
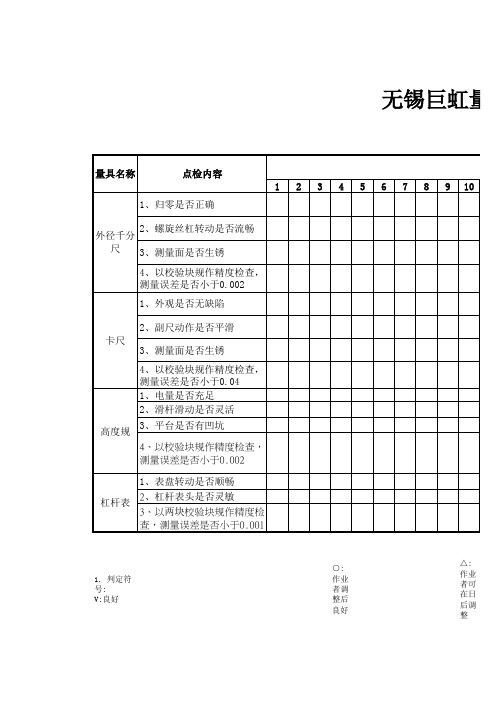
1. 判定符号:ຫໍສະໝຸດ V:良好○:作业者调整后良好
△:作业者
2. 发现不良部位时,应立即向所属部门长报告. 3. 经所属部门长确定后,输维修,并将日期填到检查栏中.
批 准
确 认
作 成
量具点检表
年
日期 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
无锡巨虹量具
量具名称
点检内容 1 1、归零是否正确 2 3 4 5 6 7 8 9 10
2、螺旋丝杠转动是否流畅 外径千分 尺 3、测量面是否生锈 4、以校验块规作精度检查, 测量误差是否小于0.002 1、外观是否无缺陷 2、副尺动作是否平滑 卡尺 3、测量面是否生锈 4、以校验块规作精度检查, 测量误差是否小于0.04 1、电量是否充足 2、滑杆滑动是否灵活 高度规 3、平台是否有凹坑 4、以校验块规作精度检查, 测量误差是否小于0.002 1、表盘转动是否顺畅 2、杠杆表头是否灵敏 杠杆表 3、以两块校验块规作精度检 查,测量误差是否小于0.001
月
作业者可在日后调整
X:要修理
◎:修理结束确认
计量器具点检表格
具
点
点
检
检 结
记
果
录
表
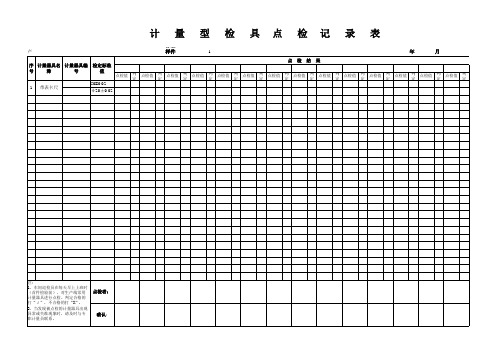
年 月
BY-1-1,BY-1-2
点检值 判定 点检值 判定 点检值 判定 点检值 判定 点检值 判定 点检值 判定 点检值 判定 点检值 判定 点检值 判定 点检值 判定 点检值 判定 点检值 判定 点检值 判定 点检值 判定
1
带表卡尺
50± 0.02 φ 20±0.02
注: 1、车间巡检员在每天早上上班时 (首件检验前),对生产线常用 计量器具进行点检。判定合格的 打“√”,不合格的打“X”. 2、当发现被点检的计量器具出现 异常或失准现象时,请及时与专 职计量员联系。
Hale Waihona Puke 点检者:确认:检具
点
点
检
检 结
记
果
录
表
点检值 判定
by11by12计量器具编号检定标准值点检值判定点检值判定点检值判定点检值判定点检值判定点检值判定点检值判定点检值判定点检值判定点检值判定点检值判定点检值判定点检值判定点检值判定点检值判定带表卡尺50002点检者
计
生产线名称: 序 计量器具名 计量器具编 号 称 号 检定标准 值
量
标准样件编号:
型
检
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1
带表卡尺
50± 0.02 φ 20±0.02
注: 1、车间巡检员在每天早上上班时 (首件检验前),对生产线常用 计量器具进行点检。判定合格的 打“√”,不合格的打“X”. 2、当发现被点检的计量器具出现 异常或失准现象时,请及时与专 职计量员联系。
点检者:
确认:
检
具
点
点
检
检 结
记
果
录
表
点检值 判定
计
生产线名称: 序 计量器具名 计量器具编 号 称 号 检定标准 值
量
标准样件编号:
型
检
具
点
点
检
检 结
记
果
录
表
年 月
BY-1-1,BY-1-2
点检值 判定 点检值 判定 点检值 判定 点检值 判定 点检值 判定 点检值 判定 点检值 判定 点检值 判定 点检值 判定 点检值 判定 点检值 判定 点检值 判定 点检值 判定 点检值 判定