真皮沙发的制作工艺与流程
沙发生产工艺流程图
沙发生产工艺流程图沙发是家居生活中常见的一种家具,而沙发生产过程中需要经过多个环节和步骤。
本文将介绍沙发生产的工艺流程。
首先,在沙发生产的最初阶段,设计师会进行初步的设计,确定沙发的风格、尺寸等。
然后,根据设计图纸进行材料采购,包括木材、海绵、布艺等。
接下来,生产车间中的木工师傅会根据图纸进行木骨架的制作。
首先,根据设计要求切割木材。
然后进行木材的加工和打磨,确保木骨架的质量。
接着,木工师傅会将不同的木材部件进行拼接和固定,形成一个稳固的沙发骨架。
同时,辅助工人会在木骨架上进行检查,确保没有任何瑕疵。
然后,进入下一个环节,是对沙发进行填充和包覆的过程。
金属师傅负责制作弹簧和其他金属零部件,并将其安装在沙发骨架上,以提供舒适的弹性。
与此同时,海绵师傅会根据设计要求,将不同密度、不同高度的海绵进行裁剪和固定,填充在沙发骨架上。
海绵的填充要均匀、紧密,以保证沙发的舒适度。
接着,裁缝师傅会根据设计图纸,选择合适的布艺,并将其裁剪成不同形状的布片。
然后,裁缝师傅会用缝纫机将布片缝制在一起,并贴合在沙发骨架上。
最后,辅助工人会对填充和包覆过程进行质量检验,确保沙发的质量。
最后一个环节是沙发的组装和包装。
这一步需要沙发生产中的多个工种协同完成。
首先,组装师傅会将填充和包覆好的沙发骨架进行组装,安装其他配件,如靠背、扶手等。
然后,检验师傅对已组装好的沙发进行全面的检查,确保没有缺陷并符合设计要求。
最后,包装工人会将沙发进行包装,并贴上相应的标签和说明书。
整个过程中,严格控制质量的同时,也需要满足客户的需求。
因此,在每个环节都需要经过质检员的检验,并及时解决发现的问题。
上述是一种常见的沙发生产工艺流程,当然,根据不同的生产工厂和不同的设计要求,具体的流程可能会有所不同。
但总体来说,木骨架制作、填充包覆和组装包装是一个较为通用的沙发生产工艺流程。
沙发制作工艺流程

沙发制作工艺流程沙发制作工艺流程沙发作为我们日常生活中必不可少的家具之一,受到了广大消费者的喜爱。
但是你是否了解沙发是如何制作出来的呢?下面就来介绍一下沙发制作工艺流程。
首先,沙发制作的第一步是设计和研发。
设计师根据消费者的需求和市场趋势,进行描绘和构思。
然后,根据设计图纸制作样品,以便进行后期的改良和调整。
接下来,定型模板的制作。
根据沙发的样品或者设计图纸,制作一个沙发的定型模板。
这个模板将用于生产过程中的各个环节,确保沙发的每一个部分的尺寸和形状都符合要求。
然后,开始进行材料的采购。
根据沙发的设计和样品,进行各种原材料的采购,包括木材、海绵、织物等。
这些材料的质量对沙发的舒适度和耐久性有着重要影响,所以选择合适的材料至关重要。
制作沙发的骨架是下一步。
木工师傅根据定型模板和设计要求,使用木材制作沙发的骨架。
骨架的制作需要精确的尺寸和平整的表面,以确保沙发的稳固性和外观。
然后,开始进行海绵的填充和裁剪。
根据沙发的款式和设计要求,裁剪合适尺寸的海绵。
然后,将海绵填充到沙发的坐垫、靠背等部位,以提供舒适的坐感和支撑力。
接着,进行织物和皮革的制作。
根据设计要求,选择合适的织物或者皮革,并进行裁剪和缝制。
织物或者皮革的质地和颜色都是根据消费者的喜好和设计师的建议来选择的。
最后,进行沙发的组装和打磨。
将制作好的沙发骨架和填充好的坐垫、靠背等部位进行组装。
然后,对沙发进行打磨和修饰,以使其表面光滑、无毛刺,并进行最后的质量检验。
以上就是一个较为简单的沙发制作工艺流程。
每一步都需要经验丰富的师傅和精密的设备来保证沙发的质量和外观。
希望通过这些工艺流程的介绍,能让大家更加了解沙发的制作过程,增加对沙发的欣赏和理解。
沙发的生产工艺

沙发的生产工艺沙发作为家居产品中的一种重要家具,它的生产工艺至关重要。
一个好的生产工艺,可以保证沙发的质量和舒适度,提高产品的竞争力。
下面是一个关于沙发生产工艺的简单介绍,希望能对您有所帮助。
1. 确定设计方案:在沙发生产工艺中,首先需要确定沙发的整体设计方案,包括沙发的款式、尺寸、样式等。
设计方案需要综合考虑市场需求和消费者的喜好。
2. 材料准备:选择合适的材料是沙发生产工艺中非常重要的一部分。
沙发的主要材料包括木材、织物、海绵和弹簧等。
经过合理搭配,可以提高沙发的坚固度和舒适度。
3. 框架制作:沙发的框架通常由木材制作而成。
框架的制作需要精确的测量和裁剪,确保每个零件的尺寸准确无误。
框架的连接通常使用榫卯结构或金属夹板,以保证整个沙发的稳定性。
4. 海绵填充:填充海绵是沙发生产工艺中的重要步骤。
首先,需要根据沙发的形状和尺寸,裁剪合适的海绵。
然后,将海绵固定在沙发的框架上,以提供舒适的坐感。
5. 织物覆盖:选择合适的织物可以增加沙发的美观性和耐用性。
织物覆盖通常需要进行裁剪和缝制工序,以确保织物完美地贴合在沙发上。
此外,织物的颜色和花纹也需要根据设计方案进行选择。
6. 弹簧安装:弹簧是沙发中提供支撑和弹性的重要组成部分。
在沙发生产工艺中,弹簧一般会安装在海绵和织物之间,以提供足够的弹性和舒适度。
7. 细节处理:在沙发生产工艺的最后阶段,还需要进行一些细节处理工作。
这包括沙发的抛光和喷漆,以及其他装饰细节的添加。
细节处理的目的是增加沙发的美观度和质感。
总结起来,沙发的生产工艺涉及到设计方案的确定、材料的准备、框架制作、海绵填充、织物覆盖、弹簧安装和细节处理等多个环节。
每个环节都需要精细的操作和严格的把控,以保证沙发的质量和舒适度。
随着技术的不断进步和消费者需求的不断提高,沙发的生产工艺也在不断改进和发展,为市场提供更好的产品。
沙发生产制作过程和生产流程
沙发生产制作过程和生产流程(图片介绍)一、沙发框架制作、打底▼沙发框架制作。
采用木材和复合板(三合板),目前沙发框架基本都采用复合板,复合板的好处容易加工、成本低廉、不易生虫不易腐蚀、强度高等特点经。
木材一般需干燥处理过。
▼材料规格,一般主结构公分厚,主结构部份采整块实木制作,经双面抛光,根据沙发档次需要平面可采用公分三合板或复合纸。
▼应细节注意。
▼注意接口缝合精确,切勿马虎。
▼沙发背架打上橡筋带!因为背架的承受力道不像坐架那么大,故使用橡筋带即可。
也有人用所谓的黑皮带,是利用废弃轮胎制成的。
▼沙发座架打底,采用S弹簧加上小拉簧。
也有人将橡筋带或黑皮带用在坐架上,这样承受力比较差。
在过去的老式沙发都不是这种,这是最新的二、裁剪▼你看到的沙发,每一个面都是一块板,谓之皮板,将皮板放置于牛皮上绘制,注意避开不合格皮。
稍后开始剪皮。
也可用刀片划,当然如果是布的就可以用电剪刀了,一次可以裁剪多层。
▼剪皮,技术成份低,剪习惯、剪的漂亮就可以了,但这种方式只能适合小规模生产需要。
▼剪好皮之后,把沙发坐垫、扶手、靠背、分类打包,以便于下一个"缝纫″能顺利的高效率的生产。
▼缝纫,平车,将剪裁好的皮,一块一块接合,缝纫这道工序是非常重要的,关系到一套沙发的外观工艺品质,这机器看起来很吓人的,像日本的重机,特雷通嘉善厂全是这个品牌的,看看它的身躯,而且价格不菲▼压明线,利用单针车进行压线,依沙发设计而定,属装饰的一种,可以利用线条强调出沙发的型样,明线要求自由扒开、宽窄均匀、无丛线接线、线迹顺直为好。
如需要接线可以从接线处把线头拉到反面打结。
切勿丛线。
▼压线。
利用双针车压线。
可以说是装饰线,也是因为平车相接后,皮面摊开正面时,平车相接处会叠两层皮,利用双针车将相叠处缝牢,不仅相接处不易断开,套装在沙发骨架上也会比较平整。
当然这双针的工细不细、牢不牢固,其实也很有大的学问就是了!▼这一台德国PFAFF高头的双针车,看样子年龄比我们小不了哪里。
真皮沙发的制作工艺与流程
真皮沙发的制作工艺与流程我把真皮沙发的制作过程给大家介绍一下,希望大家能对真皮沙发有进一步的了解,以后买沙发要注意哪些。
看过后感觉有帮助请多多给朋友分享!一、沙发框架制作、打底▼沙发框架制作。
采用木材和复合板(三合板),目前沙发框架基本都采用实木木材和复合板,复合板的好处容易加工、不易生虫不易腐蚀、强度高等特点。
木材都经过高温气化、干燥处理过。
▼材料规格,一般主结构2.6公分厚,主结构部份采整块实木制作,经四面抛光,根据沙发档次需要平面可采用0.2-0.4公分三合板或复合板。
▼应注意细节。
▼注意接口缝合精确,切勿马虎。
▼沙发背架打上橡筋带!因为背架的承受力道不像坐架那么大,故使用橡筋带即可。
也有人用所谓的黑皮带,是利用废弃轮胎制成的。
▼沙发座架打底,采用S弹簧。
也有人将橡筋带或黑皮带用在坐架上,这样承受力比较差。
在过去的老式沙发都不是这种,这是最新的。
二、裁剪▼你看到的沙发,每一个面都是一块板,谓之皮板,将皮板放置于牛皮上绘制,注意避开不合格皮。
稍后开始剪皮。
也可用刀片划,当然如果是布的就可以用电剪刀了,一次可以裁剪多层。
▼剪皮,技术成份低,剪习惯、剪的漂亮就可以了,但这种方式只能适合小规模生产需要。
▼剪好皮之后,把沙发坐垫、扶手、靠背、分类打包,以便于下一个〝缝纫〞能顺利的高效率的生产。
▼缝纫,平车,将剪裁好的皮,一块一块接合,缝纫这道工序是非常重要的,关系到一套沙发的外观工艺品质,这机器看起来很吓人的,像日本的重机,特雷通嘉善厂全是这个品牌的,看看它的身躯,而且价格不菲。
▼压明线,利用单针车进行压线,依沙发设计而定,属装饰的一种,可以利用线条强调出沙发的型样,明线要求自由扒开、宽窄均匀、无丛线接线、线迹顺直为好。
如需要接线可以从接线处把线头拉到反面打结。
切勿丛线。
▼压线。
利用双针车压线。
可以说是装饰线,也是因为平车相接后,皮面摊开正面时,平车相接处会叠两层皮,利用双针车将相叠处缝牢,不仅相接处不易断开,套装在沙发骨架上也会比较平整。
沙发生产制作过程和生产流程

沙发生产制作过程和生产流程(图片介绍)一、沙发框架制作、打底▼沙发框架制作。
采用木材和复合板(三合板),目前沙发框架基本都采用复合板,复合板的好处容易加工、成本低廉、不易生虫不易腐蚀、强度高等特点经。
木材一般需干燥处理过。
▼材料规格,一般主结构公分厚,主结构部份采整块实木制作,经双面抛光,根据沙发档次需要平面可采用公分三合板或复合纸。
▼应细节注意。
▼注意接口缝合精确,切勿马虎。
▼沙发背架打上橡筋带!因为背架的承受力道不像坐架那么大,故使用橡筋带即可。
也有人用所谓的黑皮带,是利用废弃轮胎制成的。
▼沙发座架打底,采用S弹簧加上小拉簧。
也有人将橡筋带或黑皮带用在坐架上,这样承受力比较差。
在过去的老式沙发都不是这种,这是最新的二、裁剪▼你看到的沙发,每一个面都是一块板,谓之皮板,将皮板放置于牛皮上绘制,注意避开不合格皮。
稍后开始剪皮。
也可用刀片划,当然如果是布的就可以用电剪刀了,一次可以裁剪多层。
▼剪皮,技术成份低,剪习惯、剪的漂亮就可以了,但这种方式只能适合小规模生产需要。
▼剪好皮之后,把沙发坐垫、扶手、靠背、分类打包,以便于下一个"缝纫″能顺利的高效率的生产。
▼缝纫,平车,将剪裁好的皮,一块一块接合,缝纫这道工序是非常重要的,关系到一套沙发的外观工艺品质,这机器看起来很吓人的,像日本的重机,特雷通嘉善厂全是这个品牌的,看看它的身躯,而且价格不菲▼压明线,利用单针车进行压线,依沙发设计而定,属装饰的一种,可以利用线条强调出沙发的型样,明线要求自由扒开、宽窄均匀、无丛线接线、线迹顺直为好。
如需要接线可以从接线处把线头拉到反面打结。
切勿丛线。
▼压线。
利用双针车压线。
可以说是装饰线,也是因为平车相接后,皮面摊开正面时,平车相接处会叠两层皮,利用双针车将相叠处缝牢,不仅相接处不易断开,套装在沙发骨架上也会比较平整。
当然这双针的工细不细、牢不牢固,其实也很有大的学问就是了!▼这一台德国PFAFF高头的双针车,看样子年龄比我们小不了哪里。
沙发工艺流程
沙发工艺流程
《沙发工艺流程》
沙发是我们日常生活中常见的家居用品,而其制作过程却是一个复杂的工艺流程。
在制作沙发的过程中,需要经过多道工序和精细的工艺,才能最终完成一件美观、舒适的沙发产品。
首先,制作沙发的第一道工序是设计。
设计师需要根据市场需求和风格趋势,进行沙发款式和结构的设计,确定沙发的大小、形状、材质等。
设计出符合人体工程学的舒适沙发结构,并进行相关的图纸绘制和样板制作。
接下来是原材料采购。
在沙发制作工艺流程中,选材环节至关重要。
从木材、泡沫、弹簧、布料等原材料中,选择质量好、环保的材料,对于沙发的质量和使用寿命有着至关重要的影响。
然后是沙发的加工制作。
经过设计和原材料的准备,接下来就是沙发的制造阶段。
这一阶段主要包括木工制作、泡沫填充、布料缝制等流程。
木工师傅进行沙发框架和扶手的制作和组装,泡沫工人根据设计尺寸和弹性要求填充沙发,并进行修整,最后是裁剪和缝制沙发的布料。
最后是沙发的组装和包装。
将加工好的各个部件进行组装,添置沙发的脚、靠垫和配件等。
最后进行沙发的整体包装,包括包装膜、纸箱、运输标识等。
然后进行最后的质检,确保每一件沙发的质量都符合标准。
总的来说,沙发的工艺流程是一个复杂而精细的过程。
需要设计师、木工师傅、泡沫师傅、缝纫工人等多个环节的协同合作,才能完美呈现一件优质的沙发产品。
真皮沙发是如何制作出来的
真皮沙发是如何制作出来的随着行业的技术变更和创新以及消费者对生活个性化越来越高的需求,现在的产品已经涵盖了很多理性和感性的东西,通过设计师对美学、力学、人体工程学的理解,领悟中西家具发展文化,源源不断的设计理念完全渗透在产品的开发上。
1)结构? ? 沙发分内架和外架两种。
它们各具优点和特色,并有着不同的审美情趣与特点A、外架:外架是通过外木架或其它五金类组成的架构支撑沙发的全部,很直观地表达沙发的外部结构。
B、内架:内架是通过外面的包装物掩盖了沙发的实体,直观地表达外部的皮、布和其它装饰材料。
(2)沙发的材料知识与保养A.1:皮革知识:皮的使用大约有300年历史,原有手工制作随社会文明的进步和科技的发展现已演变成机械加工。
意大利属皮革之都,主要产地是南美洲、欧洲、巴西、阿根廷、泰国、中国等地。
优质牛皮(高价牛皮)多选用圈养牛为主,此类皮质没有野牛的打斗伤痕,蚊虫叮咬留下的痕迹,病疾所致的疤痕,圈养牛皮纤维织体紧密,表面有清晰细密的毛孔,透气性和触感俱佳,对人体刺激极低。
毫无疑问,这类皮的价格在皮质种类中是昂贵的,由于原青皮崇尚天然浸染,不经过人工喷涂粉饰,保留着皮革的原色、原纹、无经过机械加工,在浸染过程中,即使是同时受色的一张皮,有时也会出现差异,故在沙发产品上,就有同一幅皮及同一位置之间也有受色不均的深浅色现象,这是真皮的特性。
由于真皮是浸染受色不经人工补饰,牛本身受伤的疤痕也有时会清楚呈现在沙发上,在导购过程中可引导客户放心使用,疤痕不会爆裂,这也是真皮(青皮)的特性。
另由于牛的肚腩位置皮肤组织较松,故沙发有某些部位会有松施及皱皮,这足以证明是真皮而不是人造皮。
A.2:真皮的特性由于牛皮的每一部分的皮肤组织密度有所不同,故有受色不均匀或纹理粗细不一的现象,因此,一张牛皮会有颜色不均的现象。
真的好皮,只经天然漂染,因此气孔密度疏,透气程度高,有轻软舒适的感觉。
相反,人造皮或是劣质皮种,经过多种人工喷涂粉饰、气孔密、形成透气程度低、触摸时会有粗糙的感觉。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
真皮沙发的制作工艺与流程
我把真皮沙发的制作过程给大家介绍一下,希望大家能对真皮沙发有进一步的了解,以后买沙发要注意哪些。
看过后感觉有帮助请多多给朋友分享!
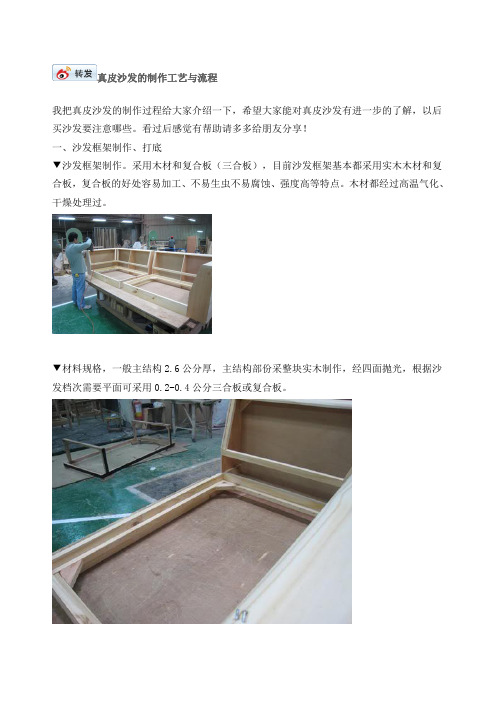
一、沙发框架制作、打底
▼沙发框架制作。
采用木材和复合板(三合板),目前沙发框架基本都采用实木木材和复合板,复合板的好处容易加工、不易生虫不易腐蚀、强度高等特点。
木材都经过高温气化、干燥处理过。
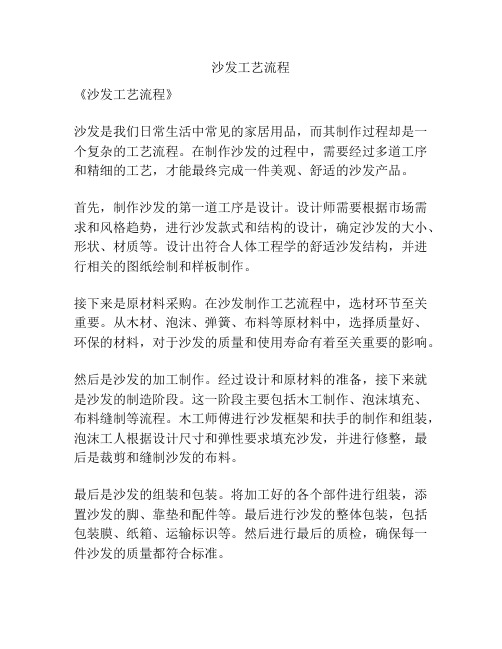
▼材料规格,一般主结构2.6公分厚,主结构部份采整块实木制作,经四面抛光,根据沙发档次需要平面可采用0.2-0.4公分三合板或复合板。
▼应注意细节。
▼注意接口缝合精确,切勿马虎。
▼沙发背架打上橡筋带!因为背架的承受力道不像坐架那么大,故使用橡筋带即可。
也有人用所谓的黑皮带,是利用废弃轮胎制成的。
▼沙发座架打底,采用S弹簧。
也有人将橡筋带或黑皮带用在坐架上,这样承受力比较差。
在过去的老式沙发都不是这种,这是最新的。
二、裁剪
▼你看到的沙发,每一个面都是一块板,谓之皮板,将皮板放置于牛皮上绘制,注意避开
不合格皮。
稍后开始剪皮。
也可用刀片划,当然如果是布的就可以用电剪刀了,一次可以裁剪多层。
▼剪皮,技术成份低,剪习惯、剪的漂亮就可以了,但这种方式只能适合小规模生产需要。
▼剪好皮之后,把沙发坐垫、扶手、靠背、分类打包,以便于下一个〝缝纫〞能顺利的高效率的生产。
▼缝纫,平车,将剪裁好的皮,一块一块接合,缝纫这道工序是非常重要的,关系到一套沙发的外观工艺品质,这机器看起来很吓人的,像日本的重机,特雷通嘉善厂全是这个品牌的,看看它的身躯,而且价格不菲。
▼压明线,利用单针车进行压线,依沙发设计而定,属装饰的一种,可以利用线条强调出沙发的型样,明线要求自由扒开、宽窄均匀、无丛线接线、线迹顺直为好。
如需要接线可以从接线处把线头拉到反面打结。
切勿丛线。
▼压线。
利用双针车压线。
可以说是装饰线,也是因为平车相接后,皮面摊开正面时,平车相接处会叠两层皮,利用双针车将相叠处缝牢,不仅相接处不易断开,套装在沙发骨架上也会比较平整。
当然这双针的工细不细、牢不牢固,其实也很有大的学问就是了!
▼这一台德国PFAFF高头的双针车,看样子年龄比我们小不了哪里。
呵呵!
三、泡绵黏合
▼沙发架身泡绵黏合,看似简单,但贴的准跟不准,对于最后皮套钉装后的成品漂不漂亮大有关系!
▼坐垫泡绵黏合成型。
结构是泡绵+乳胶+泡绵,这些材料的质量较好,一般不直接接触人体,磨损较小,起到支撑填充的效果。
早期的沙发一般的填充物使用过树叶。
四、钉装、套装沙发外套
▼注意套时需平整,到位。
▼根据沙发的外表适度的定位打枪钉。
▼将坐垫皮套套到坐框架上,根据沙发的外表适度的定位打枪钉。
▼将上述两者组合以后的组装完成照。
▼沙发完成后,从外表材质来看这套沙发属于比较高档次的,一般市场上的沙发用料是达不到这样的标准。
以上这些照片介绍是本人收集整理,是让大家对于制作沙发有一个简单的概念,有些步骤会因为沙发结构不同而有所不同,但基本生产流程都是这样,也不定代表这样的生产方式
与过程,是每个人都这样做的,相信随着行业的创新,沙发的生产也会逐步脱离这种生产模式。
欢迎大家有任何疑问都可以提出。