铝合金建筑型材检验报告
建筑铝型材检验检测报告
产品名称
铝合金建筑型材
商标
生产日期/批号
型号规格
样品编号
1#〜2#
样品等级
样品数量
1m×2根
样品状态
样品到达日期
送样人员
委托单位
生产单位名称
委托单位地址
生产单位地址
委托单位邮编
生产单位邮编
委托单位电话
生产单位电话
检验地址
检验日期
检验依据
GB/T5237.4-2017铝合金建筑型材第4部分:喷粉型材委托单位提供产品图纸
以下空白
检验结论
经检验,该样品所检项目符合GB/T5237.4-2017标准要求。
(检验报告专用章)签发日期:
备注
/
批准:审核:主检:
检验检测报告
序号
检测项目技术要求源自单位实测值单项结论
1
化学成分
Si
0.20~0.6
%
0.43
合格
Fe
≤0.35
%
0.21
Cu
≤0.10
%
0.05
Mn
≤0.10
%
0.02
Mg
0.45~0.9
4
膜层性能
膜厚(局部膜厚)
装饰面上的膜层局部厚度应不小于40μmo
Um
68;65
合格
附着性(干附着性)
应达到O级
级
0;O
序号
检测项目
技术要求
单位
实测值
单项结论
4
膜层性能
附着性(沸水附着性)
应达到O级
级
0;0
合格
附着性(湿附着性)
应达到O级
级
铝单板检验报告范文

铝单板检验报告范文铝单板是一种常见的建筑装饰材料,具有质轻、抗风化、防火等优点,被广泛应用于建筑外立面、天花板、幕墙等装饰和保护工程。
为了确保铝单板的质量,需要进行相关的检验和测试。
本报告将对铝单板的检验过程和结果进行详细介绍。
一、外观检验首先对铝单板的外观进行检验。
外观检验主要包括铝板表面平整度、色差、氧化膜厚度等指标的检测。
可以通过目视观察铝单板的表面是否平整、是否有明显的色差和氧化膜的厚度是否符合要求等进行判断。
此外,还可以运用显微镜等仪器对铝单板的表面进行放大观察,以检测表面是否有明显的瑕疵和缺陷。
二、尺寸检验其次对铝单板的尺寸进行检验。
尺寸检验主要包括长度、宽度、厚度等指标的测量。
可以使用尺子、卡尺等工具来进行测量,确保铝单板的实际尺寸与规定的尺寸是否相符。
三、物理性能检验再次对铝单板的物理性能进行检验。
物理性能检验包括抗拉强度、抗冲击性能、硬度等指标的测试。
可以使用拉力试验机、冲击试验机、硬度计等设备来进行实验,得出铝单板的相应物理性能指标。
四、化学成分检验此外,还需要对铝单板的化学成分进行检验。
化学成分检验主要包括对铝单板中各种元素的含量进行分析。
可以采用化学分析方法,如X射线荧光光谱分析等,来测定铝单板中铝、镁、铜、锌等元素的含量,以及是否超过了规定的限量要求。
五、耐候性检验最后对铝单板的耐候性进行检验。
耐候性检验主要是通过模拟自然环境的气候条件,如阳光、雨水、风等,对铝单板进行暴露试验,观察铝单板在不同环境条件下的性能变化。
可以通过比较试验前后铝单板的外观变化、抗风化性能等指标的变化来评估其耐候性能。
根据以上检验内容,对铝单板进行了全面的检验和测试。
通过外观检验,确认铝单板表面平整,无色差和瑕疵。
尺寸检验发现铝单板的实际尺寸与规定尺寸相符。
物理性能检验显示铝单板具有良好的抗拉强度、抗冲击性能和硬度。
化学成分检验结果表明铝单板中的各种元素含量符合要求。
最后的耐候性检验显示铝单板具有良好的耐候性能。
铝合金门窗成品检验报告
铝合金门窗成品检验报告1. 引言铝合金门窗作为一种常见的建筑材料,广泛应用于住宅、商业和工业建筑中。
它们具有轻质、耐腐蚀、耐久、易于加工和维护等优点。
为了确保铝合金门窗产品的质量,我们进行了一系列的成品检验。
本报告将详细介绍我们的检验方法、结果和结论。
2. 检验方法为了对铝合金门窗成品进行全面的检验,我们采用了以下方法:2.1 外观检验外观检验是我们首要进行的步骤。
主要包括以下几个方面: - 门窗表面是否有明显的划痕、凹陷或氧化现象; - 角部连接是否牢固,无明显的缝隙; - 玻璃是否完好,无裂纹或破损; - 门窗的边缘是否平整,无毛刺或锯痕。
2.2 结构检验结构检验主要关注门窗的强度和稳定性。
我们通过以下方式进行检验: - 对门窗的框架进行压力测试,以确保其强度能够承受正常使用条件下的压力; - 测量门窗的尺寸,包括高度、宽度和厚度,以确保其符合设计要求; - 检查门窗的开启和关闭机制,确保其灵活性和稳定性。
2.3 功能性检验功能性检验是确保门窗在正常使用条件下能够完好运行的关键。
我们采用以下方法进行检验: - 开启和关闭门窗多次,观察其是否顺畅无阻; - 测试门窗的密封性,检查是否有漏风或漏水现象; - 测试门窗的隔音性,使用噪音源测试其对噪音的阻隔效果。
3. 检验结果基于以上的检验方法,我们对铝合金门窗成品进行了全面的检验,并得出以下结果:•90%以上的门窗外观无明显瑕疵,其它10%存在轻微划痕,不影响使用;•所有门窗的角部连接均牢固,无明显缝隙;•所有门窗的玻璃完好,无裂纹或破损;•门窗的边缘平整,无毛刺或锯痕;•所有门窗的框架通过压力测试,满足强度要求;•门窗的尺寸符合设计要求;•所有门窗的开启和关闭机制灵活可靠;•门窗的密封性良好,无漏风或漏水现象;•门窗具有较好的隔音性能。
4. 结论根据以上的检验结果,我们可以得出以下结论:铝合金门窗产品在外观、结构和功能性方面经过全面的检验,大部分产品符合质量要求。
铝合金材料产品合格证书、性能检测报告汇总表MQ2.1.1
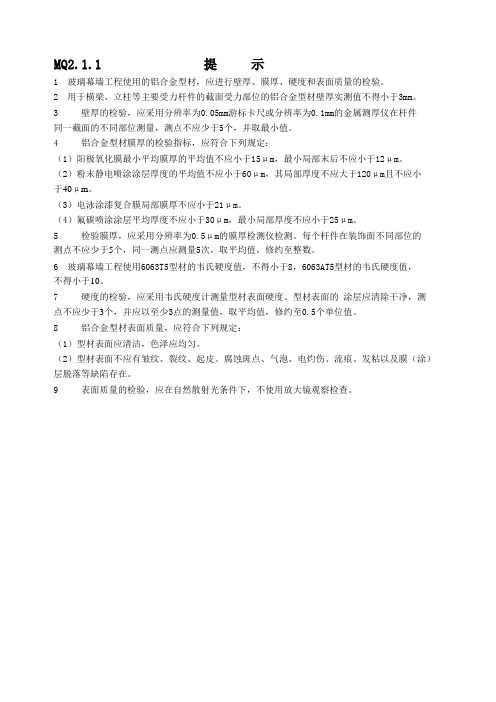
MQ2.1.1 提 示
1 玻璃幕墙工程使用的铝合金型材,应进行壁厚、膜厚、硬度和表面质量的检验。
2 用于横梁、立柱等主要受力杆件的截面受力部位的铝合金型材壁厚实测值不得小于3mm。
3 壁厚的检验,应采用分辨率为0.05mm游标卡尺或分辨率为0.1mm的金属测厚仪在杆件
同一截面的不同部位测量,测点不应少于5个,并取最小值。
4 铝合金型材膜厚的检验指标,应符合下列规定:
(1)阳极氧化膜最小平均膜厚的平均值不应小于15μm,最小局部末后不应小于12μm。
(2)粉末静电喷涂涂层厚度的平均值不应小于60μm,其局部厚度不应大于120μm且不应小
于40μm。
(3)电泳涂漆复合膜局部膜厚不应小于21μm。
(4)氟碳喷涂涂层平均厚度不应小于30μm,最小局部厚度不应小于25μm。
5 检验膜厚,应采用分辨率为0.5μm的膜厚检测仪检测。
每个杆件在装饰面不同部位的
测点不应少于5个,同一测点应测量5次,取平均值,修约至整数。
6 玻璃幕墙工程使用6063T5型材的韦氏硬度值,不得小于8,6063AT5型材的韦氏硬度值,
不得小于10。
7 硬度的检验,应采用韦氏硬度计测量型材表面硬度。
型材表面的 涂层应清除干净,测点不应少于3个,并应以至少3点的测量值,取平均值,修约至0.5个单位值。
8 铝合金型材表面质量,应符合下列规定:
(1)型材表面应清洁,色泽应均匀。
(2)型材表面不应有皱纹、裂纹、起皮、腐蚀斑点、气泡、电灼伤、流痕、发粘以及膜(涂)层脱落等缺陷存在。
9 表面质量的检验,应在自然散射光条件下,不使用放大镜观察检查。
铝合金检验报告

≥10
16-18
合格
局部膜厚
≥8
15-18
合格
3
壁厚
≥1.5
1.56
合格
以下空白
结论
1.依据GB 5237.0-2008 《铝合金建筑型材》第二部分 《阳极氧化型材》进行检验,所检项目1-2项合格
2.依据GB/T 8478-2008《铝合金门窗》进行检验 所检项目第3项合格
备注
代码 807
批准: 审核: 检验: 编写:
监督登记号:K201606第0071号检验依据:GB 5327.2-2008 GB/T8478-2008
见证员及见证员登记号:刘京南/穗建协办2016080004H号 检验类别:常规见证检验
共1页第1页
序号
检验项目
标准要求
检验结果
单项判定
1
韦氏硬度 HW
≥8
15
合格
2
阳极氧化膜厚度(AA10级чm广东省建材产品检验中心
检验报告
委托单位:娄底市恒丰建筑公司 报告编号:GD2016-01364
样品名称:铝合金型材 样品编号:16-01364-1
型号及规格:6063T5 1.5mm 样品数量:2组
生产单位:广铝集团公司 委托日期:2016年6月22日
工程名称及部位: 试验日期:2016年6月22日
铝板检验报告

铝板检验报告**铝板检验报告**报告编号:AL-20210501检验日期:2021年5月1日检验对象:厚度为6mm的6061-T6铝板(以下简称“被试材料”)一、检验目的本次检验旨在验证被试材料的化学成分、物理性质是否符合相关标准和合同要求,为产品质量控制提供依据。
二、检验方法对被试材料进行以下检验:1.化学成分检验:采用光谱分析法,检测样品中铝、镁、硅、铁、铜、锰、锌、钛、铬、镉等元素的含量。
2.力学性能检验:采用机械试验法,测定样品的抗拉强度、屈服强度、延伸率、冲击韧性等物理性质。
3.表面质量检验:采用肉眼和放大镜观察法,检查样品表面是否有氧化、皮纹、划痕、气泡等缺陷。
三、检验结果1.化学成分:经检验,被试材料中铝、镁、硅、铁、铜、锰、锌、钛、铬、镉等元素的含量均符合ASTM B221标准和合同要求,化学成分合格。
2.力学性能:被试材料的抗拉强度为335MPa,屈服强度为310MPa,延伸率为12%,冲击韧性为22J/cm2,各项物理性质符合ASTM B209标准和合同要求,力学性能合格。
3.表面质量:经肉眼观察和放大镜检查,被试材料表面平整光滑,无氧化、皮纹、划痕、气泡等缺陷,表面质量合格。
四、结论经过本次检验,被试材料的化学成分、物理性质和表面质量均符合相关标准和合同要求,可接受。
五、建议1.在生产过程中,应加强对原材料的选择和控制,确保被试材料的化学成分符合要求。
2.在生产过程中,应加强对加工工艺和环境的控制,以减少被试材料表面质量缺陷的产生。
六、附录ASTM B221标准ASTM B209标准。
铝合金材料产品合格证书、性能检测报告汇总表MQ2.1.1

铝合金材料产品合格证书、性能检测报告汇总表MQ2.1.1技术负责人:质量检查员:提示1 玻璃幕墙工程使用的铝合金型材,应进行壁厚、膜厚、硬度和表面质量的检验。
2 用于横梁、立柱等主要受力杆件的截面受力部位的铝合金型材壁厚实测值不得小于3mm。
3 壁厚的检验,应采用分辨率为0.05mm的游标卡尺或分辨率为0.1mm的金属测厚仪在杆件同一截面的不同部位测量,测点不应少于5个,并取最小值。
4 铝合金型材膜厚的检验指标,应符合下列规定:(1)阳极氧化膜最小平均膜厚的平均值不应小于15цm,最小局部膜厚不应小于12цm。
(2)粉末静电喷涂涂层厚度的平均值不应小于60цm,其局部厚度不应大于120цm且不应小于40цm。
(3)电泳涂漆复合膜局部膜厚不应小于21цm。
(4)氟碳喷涂涂层平均厚度不应小于30цm,最小局部厚度不应小于25цm。
5 检验膜厚,应采用分辨率为0.5цm的膜厚检测仪检测。
每个杆件在装饰面不同部位的测点不应少于5个,同一测点应测量5次,取平均值,修约至整数。
6 玻璃幕墙工程使用6063T5型材的韦氏硬度值,不得小于8,6063A T5型材的韦氏硬度值,不得小于10。
7 硬度的检验,应采用韦氏硬度计测量型材表面硬度。
型材表面的涂层应清除干净,测点不应少于3个,并应以至少3点的测量值,取平均值,修约至0.5个单位值。
8 铝合金型材表面质量,应符合下列规定:(1)型材表面应清洁,色泽应均匀。
(2)型材表面不应有皱纹、裂纹、起皮、腐蚀斑点、气泡、电灼伤、流痕、发粘以及膜(涂)层脱落等缺陷存在。
9 表面质量的检验,应在自然散射光条件下,不使用放大镜,观察检查。
幕墙用钢材及五金(衬垫)产品合格证书、性能检测报告汇总表MQ2.1.2技术负责人:质量检查员:提示1 钢材应符合下列要求:(1)幕墙工程使用的钢材,应进行膜厚和表面质量的检验。
(2)钢材表面应进行防腐处理。
当采用热镀锌处理时,其膜厚应大于45цm;当采用静电喷涂时,其膜厚应小于40цm。
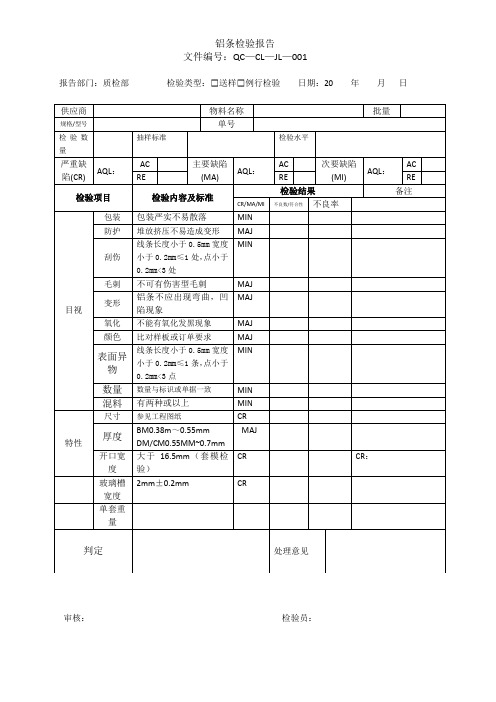
铝条检验报告
MAJ
开口宽度
大于16.5mm(套模检验)
CR
CR:
玻璃槽宽度
2mm±.2mm
CR
单套重量
判定
处理意见
报告部门:质检部检验类型:☐送样☐例行检验日期:20年月日
审核:检验员:
供应商
物料名称
批量
规格/型号
单号
检验数量
抽样标准
检验水平
严重缺陷(CR)
AQL:
AC
主要缺陷(MA)
AQL:
AC
次要缺陷(MI)
AQL:
AC
RE
RE
RE
检验项目
检验内容及标准
检验结果
备注
CR/MA/MI
不良数/符合性
不良率
目视
包装
包装严实不易散落
MIN
防护
堆放挤压不易造成变形
MAJ
刮伤
线条长度小于0.5mm宽度小于0.2mm≤1处,点小于0.2mm<3处
MIN
毛刺
不可有伤害型毛刺
MAJ
变形
铝条不应出现弯曲,凹陷现象
MAJ
氧化
不能有氧化发黑现象
MAJ
颜色
比对样板或订单要求
MAJ
表面异物
线条长度小于0.5mm宽度小于0.2mm≤1条,点小于0.2mm<3点
MIN
数量
数量与标识或单据一致
MIN
混料
有两种或以上
MIN
特性
尺寸
参见工程图纸
CR
厚度
BM0.38m~0.55mm