钳工工具清单
钳工工具分类

钳工工具分类
钳工工具是一类用于加工金属材料的手工工具,广泛应用于制造业、机械制造、航空航天、汽车制造、建筑工程等领域。
根据不同的用途和功能,钳工工具可以分为以下几类:
1. 拉钳:用于夹持、拔、拉、弯曲金属材料,常见的有直钳、弯钳、长钳、圆钳等。
2. 剪切钳:用于切割金属材料,常见的有剪切钳、剪线钳、剪铁丝钳等。
3. 手动螺纹切割工具:用于在金属材料上切割螺纹,常见的有丝锥、插齿板、丝锥夹等。
4. 手动钻孔工具:用于在金属材料上钻孔,常见的有手钻、钳钻、凿子、钻头等。
5. 手动磨削工具:用于对金属材料进行磨削、抛光等加工,常见的有砂轮、刻刀、砂纸等。
6. 其他钳工工具:包括量具、夹具、刻度、手动冲孔机等。
以上是钳工工具的一些常见分类,不同的工具适用于不同的加工需求,使用时需要注意安全操作,保护好自己的手部和眼睛。
- 1 -。
钳工工具清单(全)

名称 1 量具
游标卡尺 深度游标卡尺 外径千分尺 内径杠杆量表 百分表及表座 塞尺 分度规(画规) 螺纹规 钢板尺 角度直尺 内外卡钳 卷尺 水平仪 框式水平仪 2 扳手 活动扳手 梅花扳手 呆扳手 叉口带梅花 套筒扳手 强力套筒扳手 内六方扳手 打击呆扳手 刺轮扳手 3锤 手锤 大锤 4 管钳 5 扁铲 6 撬棍 7 手钳 轴用直口卡簧钳分内外张口 轴用曲口卡簧钳分内外张口 8 剪刀 三角刮刀 9 螺丝刀 一字型 十字形 10 拉马 手动拉马 液压拉马 11 丝锥 板牙 丝锥架 板牙架 12 锯弓 锯条 割管器 美工刀 13 锉刀 什锦锉组合 14 台钳
0.5P,1P,105P,2P 5P 150,200,250,300mm/450,500,1000mm 100,150,200,400mm 500,800,1000,1500mm 手虎钳,斜尖嘴钳,尖嘴钳 175mm,225mm,325mm 175mm,225mm,325mm 布剪刀,铁皮剪刀,平面刮刀 150,200,250mm
平口钳 15 手电钻,冲击钻,成套钻头 16 砂轮机,切割机,台式钻床,角式磨光机 17 便携式工具箱 18 吊葫芦
各规格钢丝绳 19 铜棒 20 铳子 21 平台
V型铁 22 字头(数字) 23 风动扳手
电动扳手 24 千斤顶 25 防爆电瓶车 26 电焊机 27 气焊工具
规格
150mm(带百分表),200mm,300,500mm 200mm,300mm 0-25,25-50,50-75,75-100,100-125,125-150,150-175,175-200,200-225,225-250,250-275,27550-150mm,50-300mm 0-3mm,0-5mm,0-10mm 0.05-1.0mm 150mm,200mm,250mm,300mm,500mm 公制和英制 150mm,200mm,300mm,500mm,1000mm 50×40,75×50,100×70,150×100mm 200mm,250mm,300mm,500mm 3m,5m,10m 150mm,200mm,500mm,1000mm 200×200mm
钳工常用工具

钳工常用工具 检车锤:主要是检查连接件是否有松动,就是敲螺丝,听声音判断是否松动,再就是检查机件有没有失效,比如说敲钢板弹簧,哪一片断了或者有裂纹, 一敲就知道。
除了声音,敲击故障部件手感也不一样。
12mm 以下的螺丝、非钢质和压力部件不能敲。
手锤:主要是用于敲击部件,增加一定的外力。
橡皮锤:主要是用于敲击玻璃、橡胶等易损部件。
使用注意事项:1、 敲击前,应检查锤头不得松动。
2、 敲击时,右手握住锤柄后端约10mm 处,握力适度,眼睛注视工件,锤头应平整地砸在工件上,不得倾斜,以防伤人。
錾子:是錾削用的工具,用于錾削毛坯表面的毛刺和分割材料。
握錾方式:要用左手中指、无名指和小指握着,大拇指和食指自然合拢,錾子头部伸出20mm 左右,以减少錾击对手的震动,錾子不要握的太紧。
錾削方法:錾削时,应从工作侧面的尖角处轻轻起錾,錾开缺口后再全刃工作,否则,錾子容易检车橡皮手锤弹开或打滑;切削距工件尽头lOmmn处时,应掉头錾削。
为防止飞屑或碎块伤人,作业者应戴护目镜,工作台上应放置钢网护板。
锉刀:主要用于锉销金属部件表面不平地方,进行修整。
锉刀是用高碳钢制成的,常用普通锉刀分为平锉、方锉、圆锉、半圆锉和三角锉等;还有粗锉刀、细锉、双细锉刀和油光锉刀。
使用注意事项:1、锉刀必须装柄后方可使用,否则锉刀的尾尖有可能扎伤手及手腕或身体的其他部位。
2、要正确的使用锉刀。
一般用右手握紧锉柄,左手握住或扶住锉刀的前边,两只手均匀用力,推进锉刀;断面比较小的锉刀在使用时,施力不要过大,以免使锉刀折断;锉削速度不要过快,一般在每分钟20~60次为宜。
3、锉刀和锉柄上防止油脂污染,正在锉削的工件表面也不宜被油脂污染。
防止锉刀打滑,造成事故。
4、锉削时不要用嘴吹切屑,以防切屑飞入眼内;也不要用手去清除切屑,以防切屑扎破手指和手掌,应该使用刷子清扫除掉。
5、锉刀用后,应妥善放置,不应重叠摆放,以免损坏锉齿;放在操作台上时,不要露出台面,以防掉下伤脚。
钳工常用设备和常用工具

2020年12月29日星期二
钳工常用设备和常用工具
1.1 钳工常用设备
钳台 台虎钳 砂轮机 钻床
2020年12月29日星期二
钳台也称钳桌,其样式有多人单排 和多人双排两种。
台虎钳由2~3个紧固螺栓固定在钳
台上,用来夹持工件。
砂轮机是用来刃磨刀具、工具的钳工常用设备, 也可用来磨去工件或材料上的毛刺、锐边等。
钻床是钳工常用的孔加工设备,有台式钻床、立 式钻床和摇臂钻床等。
1.2 钳工常用工具
钳工操作中常用的工具有划线、划规、样冲、平板和方 箱;錾削用的手锤和各种錾子;锯削用的锯弓和锯条;锉削 用的各种锉刀;孔加工用的各种麻花钻、锪钻和铰刀;攻丝、 套丝用的各种丝锥、板牙、铰杠、板牙架;刮削用的各种刮 刀等。
2020年12月29日星期二
谢谢!
钳工工具

第三章钳工工具钳工工具,顾名思义,就是钳工工作时所使用的工具。
所谓钳工,就是以锉、钻、铰刀、老虎钳等手工工具为主,进行机器的装配和零部件修整工作的工种叫钳工,从事钳工工作的工人也称为钳工。
钳工工具主要包括以下四类:虎钳类、锉类、锤类以及其它类。
一、虎钳类虎钳类工具的用途是用于夹紧工件,使之固定,以便进行锉削、铰扣、切割、切削等各种加工工作。
其规格均以钳口宽度表示。
1.台虎钳【别名】台口钳,普通台虎钳,老虎钳,虎钳子。
【用途】台虎钳装置在工作台(亦称钳工案子)上,用以夹紧工件,是钳工操作的必备工具。
(虎钳有台口钳和平口钳之分,台口钳就是台虎钳,用途如上。
平口钳也叫机用虎钳,其刚性和精度均优于台虎钳,是各种铣床、牛头刨床、钻床等机床上用于夹紧工件的辅助切削的工具。
)【规格】按结构型式,台虎钳分固定式和回转式(亦称转盘式)两种,回转式的,钳体能够旋转,可以把工件旋转到合适的工作位置;按其夹紧能力,台虎钳分为轻级(Q)和重级(Z)两种;台虎钳的规格以钳口宽度表示:公制(mm):75,90,100,115,125,150,200;英制(in):4″,5″,6″,8″,10″,12″。
2.桌虎钳【用途】桌虎钳的用途与台虎钳相同,但钳体安装方便,手动便可安装固定,可固定在桌子的边沿等狭小处。
桌虎钳适用于夹持小型工件。
【规格】钳口宽度(mm):25,40,50,60,65,75。
3.手虎钳【别名】手拿钳。
【用途】手虎钳是一种手持工具,用于夹持体积较小的轻巧工件,进行手持加工,如修配钥匙、锁链等。
【规格】钳口宽度:公制-25,40,50mm;英制-1″,1 1/2″,2″。
4.管子台虎钳【别名】龙门台虎钳,管子压力。
【用途】用于夹紧、固定金属管子,以便进行铰制螺纹、切断等作业。
其上下牙板的硬度为HRC45~55。
【规格】根据能夹持管子的直径(mm)范围,分为1~6号:规格(号数):1 2 3 4 5 6夹持范围:10~60 10~90 15~115 15~165 30~220 30~300二、锉类锉类工具的用途是用来锉削或修整金属以及其它硬性材料制品的表面,使之变成我们需要的形状、光洁度和精度。
钳工常用工具、量具、仪表的名称、用途与使用方法

钳工常用工具、量具、仪表的名称、用途与使用方法一、钳工常用工具1. 螺丝刀:用于拧紧或拆卸螺丝。
根据螺丝头部的槽口形状,螺丝刀可分为一字形和十字形螺丝刀。
使用时,应选用合适的螺丝刀,并确保刀口与螺丝头部槽口匹配,避免损坏螺丝。
2. 扳手:用于拧紧或拆卸螺栓和螺母。
常用的扳手有活动扳手、开口扳手和管钳等。
使用时,应选择合适的扳手,并确保扳手与螺栓或螺母匹配,避免损坏螺栓或螺母。
3. 锤子:用于敲击物体,使其变形或移位。
常用的锤子有铁锤、木锤和橡胶锤等。
使用时,应选择合适的锤子,并确保锤子的重量和形状适合于被敲击物体,避免损坏物体。
4. 钢锯:用于锯割金属材料。
使用时,应将钢锯放置在平整的表面上,并保持锯条与被锯割物体垂直。
同时,应逐渐施加压力,避免损坏锯条。
5. 电钻:用于在金属、木材或塑料等材料上打孔。
使用时,应选择合适的钻头,并确保电钻与被钻孔材料匹配,避免损坏材料。
同时,应注意安全,避免受伤。
二、量具1. 游标卡尺:用于测量长度、宽度、高度和深度等尺寸。
使用时,应将游标卡尺放置在平整的表面上,并将被测量物体放在卡尺的测量爪之间。
同时,应注意保持卡尺的清洁和精度。
2. 千分尺:用于测量微小尺寸。
使用时,应将千分尺放置在平整的表面上,并将被测量物体放在测量头上。
同时,应注意保持千分尺的清洁和精度。
3. 百分表:用于测量形状误差和位置误差。
使用时,应将百分表放置在平整的表面上,并将被测量物体放在测量头上。
同时,应注意保持百分表的清洁和精度。
4. 量角器:用于测量角度。
使用时,应将被测量物体放置在量角器的直尺上,并根据需要调整角度。
同时,应注意保持量角器的清洁和精度。
三、仪表1. 万用表:用于测量电流、电压和电阻等电气参数。
使用时,应选择合适的量程,并将红黑表笔分别插入相应的插孔中。
同时,应注意保持万用表的清洁和精度。
2. 钳形表:用于测量交流电流和电压。
使用时,应将钳形表放置在平整的表面上,并将被测量导线放入钳口中。
钳工常用工具

• ②.水平仪的使用:
• 水平仪用手拿嵌木处,不要用手长时间满握水平 仪框架,以免温度变化影响水平仪的精度。使用 水平仪时不要看到气泡居中就认为被测件就水平 了,必须将水平仪原地转180°进行第二次测量, 如果第二次测量气泡仍居中,这时才可以说水平 仪是准的,被测件是水平的。
• 例1、:第一次测量气泡居中,水平仪转 180°后气泡偏左2格,这时水平仪的误差和被测 件的高度差是:
• △h—误差格数
•
K—水平仪精度
•
L—被测段长度
• 例 经计算被测件的高度差格数为2格,被 测件的长度为2米
• 水平误差为为:
• δ=△h×K×L=2×0.02/1000×2000=0.08 毫米
• 垫塞尺法:如果被测高度差较大,水平仪 不能直接读出数,可以采用垫塞尺的方法 进行测量。
• 例如:
• 1°—29°/30=1°/30=2′
230°-320°
0°-50°
140°-230°
°°
50°-40°
• 6.水平仪;水平仪可测量水平和垂直误差。 • 水平仪的种类;框式水平仪、条形水平仪、合象
水平仪。
• ①. 水平仪的刻度原理; • 以0.02/1000为例 • 水平仪的玻璃管为一圆弧型,其半径为103米,
• ⑵读数原理:
• 主尺上的刻度单位为0.5mm,副尺套筒上圆周刻 有50格
• 其精度计算=0.5mm/50格=0.01mm
• 4.百分表、千分表;适用于圆周、内径、平面和 直线的精密测量。1001
• 种类有;百分表、千分表、内径百分表;
• ⑴.百分表;
• 百分表的大指针一周共分100格为1mm,每格为 0.01mm。小指针一周共分10格为10mm,每格为 1mm。
钳工实习实训工具、量具借用清单
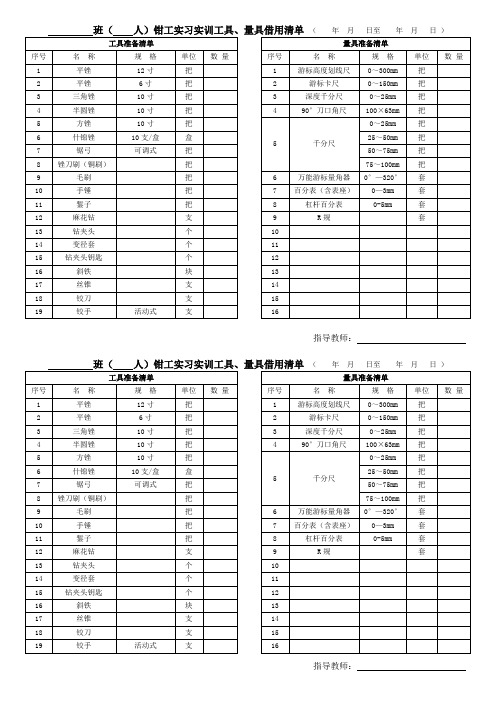
班(人)钳工实习实训工具、量具借用清单(年月日至年月日)工具准备清单量具准备清单序号名称规格单位数量序号名称规格单位数量1 平锉12寸把 1 游标高度划线尺0~300mm 把2 平锉6寸把 2 游标卡尺0~150mm 把3 三角锉10寸把 3 深度千分尺0~25mm 把4 半圆锉10寸把 4 90°刀口角尺100×63mm 把5 方锉10寸把5 千分尺0~25mm 把6 什锦锉10支/盒盒25~50mm 把7 锯弓可调式把50~75mm 把8 锉刀刷(铜刷)把75~100mm 把9 毛刷把 6 万能游标量角器0°—320°套10 手锤把7 百分表(含表座)0—3mm 套11 錾子把8 杠杆百分表0-5mm 套12 麻花钻支9 R规套13 钻夹头个1014 变径套个1115 钻夹头钥匙个1216 斜铁块1317 丝锥支1418 铰刀支1519 铰手活动式支16指导教师:班(人)钳工实习实训工具、量具借用清单(年月日至年月日)工具准备清单量具准备清单序号名称规格单位数量序号名称规格单位数量1 平锉12寸把 1 游标高度划线尺0~300mm 把2 平锉6寸把 2 游标卡尺0~150mm 把3 三角锉10寸把 3 深度千分尺0~25mm 把4 半圆锉10寸把 4 90°刀口角尺100×63mm 把5 方锉10寸把5 千分尺0~25mm 把6 什锦锉10支/盒盒25~50mm 把7 锯弓可调式把50~75mm 把8 锉刀刷(铜刷)把75~100mm 把9 毛刷把 6 万能游标量角器0°—320°套10 手锤把7 百分表(含表座)0—3mm 套11 錾子把8 杠杆百分表0-5mm 套12 麻花钻支9 R规套13 钻夹头个1014 变径套个1115 钻夹头钥匙个1216 斜铁块1317 丝锥支1418 铰刀支1519 铰手活动式支16指导教师:。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2015年省职业院校技能大赛(中职组)车工、钳
工项目竞赛技术规
一、竞赛项目及容
1.竞赛项目
本次机械类竞赛设车工技术、钳工技术两个项目,均为个人竞赛项目。
2.竞赛容与方式
根据国家职业标准《车工》、《钳工》高级工(国家职业资格三级)加工操作应达到的要求,以现场实际机床操作的方式,按图纸要求完成2~4件反映高级工技能要点的组合件加工。
车工竞赛容包括:加工外圆、孔、阶台、圆弧、外圆锥配合、外切槽、外三角螺纹、外梯形螺纹、端面槽、平面槽、偏心轴、套、滚花等。
钳工竞赛容包括:板件镶配(如凹凸、三角、四方、五角、六角、十字、圆弧、燕尾等)、钻铰孔攻丝等。
3.竞赛时间
车工技能操作考试时间:5小时
钳工技能操作考试时间:5.5小时
4.竞赛成绩
以实际操作操作成绩作为评定名次依据,同等成绩用时少排名在前。
二、竞赛命题及裁判
1.竞赛命题
实际操作试题由大赛组委会负责组织专家命题,比赛试题参照高
级工标准(略降低难度),命题工作要求提前半个月完成。
2.裁判
由组委会结合中等职业学校人才培养目标、专业教学特点和职业岗位需求,邀请相关教育教学、工程技术、行业管理、企业经营等有关方面的专家担任裁判工作。
三、竞赛场地与设施
1.竞赛场地
实操考场:车工:650平方米;钳工:1000平方米
办公场地:考务办公室2间;
选手准备和休息场地:行政楼6楼会议室
比赛前集中安排选手到赛点学校熟悉机床,允许选手通电空运行机床。
2.竞赛设备
(1)车工竞赛设备
CA6140A型卧式车床:20台(机床股份、配三爪自定心卡盘)砂轮机: 4台
(2)钳工竞赛设备
钳工台虎钳:60台
台式钻床:20台
划线平台:20只
砂轮机: 2台
(3)竞赛工、量、刃具及附件
①工、量、刃具
工、量、刃具由参赛选手自带,车工车刀要求为焊接车刀,不允许使用机夹刀,车工工、量、刃具的清单见表1;钳工工、量、刃具
的清单见表2。
表1 车工工、量、刃具清单
表2 钳工工、量、刃具清单
②车工:机床配备及附件由赛场提供,清单见表3。
表3 车工机床配备附件清单
③钳工附件:由赛场提供,清单见表4。
选手也可自带平口钳、划线平板。
表4 钳工配备附件清单
(5)毛坯及材料
①竞赛用钢件:材料45钢
②车工用毛坯为棒料:直径φ60×65 、φ60×75、φ60×110(共三件)
③钳工用毛坯为板料:80×65两件,板厚10mm(两面铣平)
(6)其它设备、用品
①消防设备:干粉灭火器若干
②服务设备:饮水机2~3台
③应急车辆:1辆
④棉纱、刷子:若干。