铝合金原材料进货检验规程.doc
进货检验规程
全检
2
分形面
试模后验证分边形状
试模
全检
3
形腔
按图纸要求与造形设计检验
试模
全检
7
试模件1Βιβλιοθήκη 外观按客户要求进行检验
客户要求
2
尺寸、公差
尺寸、公差、孔径等均按图要求
全检
图纸/工艺
8
其他物资
1
外观
均按使用要求检验
全检
目测
2
材质
均按使用要求检验
全检
材质报告
3
型号
尺寸
均按使用要求检验
全检
卡尺
编制:审核:批准:
进货检验规程
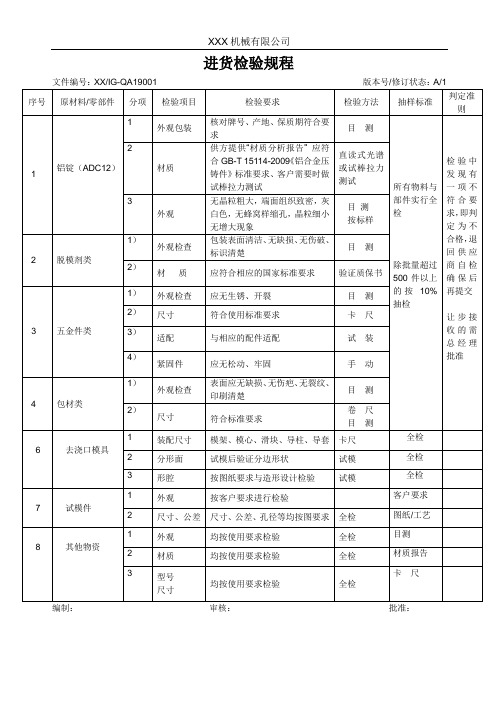
文件编号:XX/IG-QA19001版本号/修订状态:A/1
序号
原材料/零部件
分项
检验项目
检验要求
检验方法
抽样标准
判定准则
1
铝锭(ADC12)
1
外观包装
核对牌号、产地、保质期符合要求
目测
所有物料与部件实行全检
除批量超过500件以上的按10%抽检
检验中发现有一项不符合要求,即判定为不合格,退回供应商自检确保后再提交
让步接收的需总经理批准
2
材质
供方提供“材质分析报告”应符合GB-T 15114-2009《铝合金压铸件》标准要求、客户需要时做试棒拉力测试
直读式光谱或试棒拉力测试
3
外观
无晶粒粗大,端面组织致密,灰白色,无蜂窝样缩孔,晶粒细小无增大现象
目测
按标样
2
脱模剂类
1)
外观检查
包装表面清洁、无缺损、无伤破、标识清楚
目测
2)
材质
铝合金材料检验试验规范方案
范文范例参考铝合金材料检验试验规范制定/日期审核/日期批准/日期文件发行栏□ 执行董事□ 总经理□ 财务总监□ 生产副总□ 财务部□ 管理部□ 计划物料部□ 采购部□ 出口部□ 研发部□ 技术部□ 品保部□ 前加工车间□ 装配车间□ 喷涂车间□ 镜柜车间□ 杭洲湾分部范文范例参考0.1 修改履历序号章节版次修改内容生效日期1全部A0初次发行2012-07-01范文范例参考1、目的:为了保证铝合金(铝型材)材料的来料质量和满足制程中各项工艺技术要求,特制定本规范。
2、范围:2.1 本规范规定了铝合金(铝型材)材料的技术要求、检验方法、试验方法,检验标准。
2.2 本规范适用于本公司外购的所有的铝合金型材材料。
2.3 本规范规定的原材料外形尺寸和表面质量为正常检查项目,化学成分和力学分析为特殊检查项目。
3、职责:3.1 品质部:负责原材料来料检验;3.2 工程技术中心:负责新工艺、新材料的试验;3.3 采购部:负责联系与原材料供应商之间信息反馈及品质要求。
4、内容:4.1 、外形尺寸测量工具:测量工具型号精度游标卡尺0~300mm0.02mm千分卡尺0~ 25mm0.01mm4.2 铝合金型材截面尺寸:技术要求中除技术部门提供的图纸资料中有特殊要求,否则按GB5237.1-2004 执行,铝型材开口尺寸除外。
(见表 1、表 2)。
表 1铝合金型材截面尺寸及允许偏差截面尺寸 /mm公差截面尺寸 /mm公差大于至大于至01±0.11925±0.25 12±0.122538±0.30 23±0.143850±0.36 34±0.1650100±0.61 46±0.18100150±0.86 612±0.20150200±1.12 1219±0.23200350±1.37注:铝型材的长度尺寸按供需双方在订单合同的技术要求约定执行。
铝合金材料检验试验规范
铝合金材料检验试验规范制定 / 日期审核 / 日期批准 / 日期文件发行栏□ 执行董事□ 总经理□ 财务总监□ 生产副总□ 财务部□ 管理部□ 计划物料部□ 采购部□ 出口部□ 研发部□ 技术部□ 品保部□ 前加工车间□ 装配车间□ 喷涂车间□ 镜柜车间□ 杭洲湾分部修改履历序号章节版次修改内容生效日期1 全部A0 初次发行2012-07-011、目的:为了保证铝合金(铝型材)材料的来料质量和满足制程中各项工艺技术要求,特制定本规范。
2、范围:本规范规定了铝合金(铝型材)材料的技术要求、检验方法、试验方法,检验标准。
本规范适用于本公司外购的所有的铝合金型材材料。
本规范规定的原材料外形尺寸和表面质量为正常检查项目,化学成分和力学分析为特殊检查项目。
3、职责:品质部:负责原材料来料检验;工程技术中心:负责新工艺、新材料的试验;采购部:负责联系与原材料供应商之间信息反馈及品质要求。
4、内容:、外形尺寸测量工具:测量工具型号精度游标卡尺0~300mm 0.02mm千分卡尺0~25mm 0.01mm铝合金型材截面尺寸:技术要求中除技术部门提供的图纸资料中有特殊要求,否则按执行,铝型材开口尺寸除外。
(见表1、表2)。
表1 铝合金型材截面尺寸及允许偏差截面尺寸/mm公差截面尺寸/mm公差大于至大于至0 1 ±19 25 ±1 2 ±25 38 ±2 3 ±38 50 ±3 4 ±50 100 ±4 6 ±100 150 ±6 12 ±150 200 ±12 19 ±200 350 ±注:铝型材的长度尺寸按供需双方在订单合同的技术要求约定执行。
表2 铝合金型材管壁厚允许偏差mm铝合金管材壁厚允许偏差外径壁厚大于至壁厚允许偏差3 15 ±±±±±±±15 25 ±±±±±±±25 50 ±±±±±±±50 80 ±±±±±±±80 100 ±±±±±±±注:方管的外径系指为切圆直径或两平行面之间的距离。
铝合金材料检验试验规范标准
图1图2 图38.3.2支辊式弯曲装置8.3.2.1 支辊长度和弯曲压头的宽度应大于试样宽度或直径(见图1).弯曲压头的直径由产品标准规定。
支辊和弯曲压头应具有足够的硬度。
8.3.2.2除非中有规定,支辊间距离L应按照式(1)确定:L=(D+3a)± a/2 (1)注:此距离在试验期间应保持不变。
8.3.3 V型模具式弯曲装置模具的V形槽其角度应为(180°-a)(见图2),弯曲角度a应在相关产品零件图中规定。
模具的支承棱边应倒圆,其倒圆半径应为(1~10)倍试样厚度。
模具和弯曲压头宽度应大于试样宽度或直径并具有足够的硬度。
8.3.4 虎钳式弯曲装置装置由虎钳及有足够硬度的弯曲压头组成(见图3),可以配置加力杠杆。
弯曲压头直径应按照产品标准要求,弯曲压头宽度应大于试样宽度或直径。
8.4. 试样8.4.1 一般要求试验使用圆形、方形、矩形或多边形模截面的试样。
样坯的切取位置和方向应按照相关产品标准的要求。
8.4.2 试样的宽度试样宽度应按照应相关标准产品要求8.4.3 试样的厚度试样厚度应按照应相关标准产品要求8.4.4试样的长度试样厚度应按照应相关试验装置(设备)要求的长度。
8.5 试验程序特别提示:试验过程应采取足够的安全措施和防护措施。
8.5.1试验一般在10℃~35℃的室温围进行8.5.2按照相关产品的规定,试样在给定的条件和力的作用下弯曲至规定的弯曲角度(见图1、图2和图3)8.5.3试样弯曲至规定弯曲角度的试验,应将试样放于两支辊(见图1)或V形模具(见图2)上,试样轴线应与弯曲压头轴线垂直,弯曲压头在两支座之间的中点处对试样连续施加力使其弯曲,直至达到规定的弯曲角度。
可以采用图3所示的方法进行弯曲试验。
试样一端固定,绕弯曲压头进行弯曲,直至达到规定的弯曲角度。
弯曲试验时,应当缓慢地施加弯曲力,以使材料能够自由地进行塑性变形。
弯曲时,试验速率应为(1±0.2)mm/s.当使用上述方法如不能直接达到规定的弯曲角度,可将试样置于两平行压板之间(见图4),连续施加力压其两端使进一步弯曲,直至达到规定的弯曲角度。
铝合金材料检验试验规范标准
轴线保持在垂直于弯曲轴的平面内。
8.3 试验设备8.3.1一般要求弯曲试验应在配备下列弯曲装置之一的试验机或压力机上完成:a)配有两支辊和一个弯曲压头的支辊式弯曲装置,见图1b)配有一个V型器具和一个弯曲压头的V型模具式弯曲装置,见图2c)虎钳式弯曲装置,见图3图1图2 图38.3.2支辊式弯曲装置8.3.2.1 支辊长度和弯曲压头的宽度应大于试样宽度或直径(见图1).弯曲压头的直径由产品标准规定。
支辊和弯曲压头应具有足够的硬度。
8.3.2.2除非中有规定,支辊间距离L应按照式(1)确定:L=(D+3a)±a/2 (1)8.5.3试样弯曲至规定弯曲角度的试验,应将试样放于两支辊(见图1)或V形模具(见图2)上,试样轴线应与弯曲压头轴线垂直,弯曲压头在两支座之间的中点处对试样连续施加力使其弯曲,直至达到规定的弯曲角度。
可以采用图3所示的方法进行弯曲试验。
试样一端固定,绕弯曲压头进行弯曲,直至达到规定的弯曲角度。
弯曲试验时,应当缓慢地施加弯曲力,以使材料能够自由地进行塑性变形。
弯曲时,试验速率应为(1±0.2)mm/s.当使用上述方法如不能直接达到规定的弯曲角度,可将试样置于两平行压板之间(见图4),连续施加力压其两端使进一步弯曲,直至达到规定的弯曲角度。
图4 FF8.6. 试验结果的评定:L 试样长度mm9.3原理垂直于金属管纵轴线方向对规定长度的试样或金属管端部施加力进行压扁,直至在力的作用下两压板之间的距离达到相关产品标准所规定的值(见图5a和图5b)。
如为闭合压扁,试样内表面接触的宽度应至少为标准试样压扁后其内宽度b的1/2(见图5c)图59.4试验设备9.4.1试验机(可采用是冲床或钳工虎钳台)应能将试样压扁至规定的两平行压板之间的距离。
压板应具有足够的刚度。
压板的宽度应超过压扁后试样宽度,即至少为1.6D。
压板的长度应不小于试样的长度。
9.5 试样9.5.1 试样长度应不小于10mm,但不超过100mm。
铝业公司原材料检验规程
文件编号:YS-JY 受控状态:
铝业公司
原材料检验规程
第A版,0次修改
分发号:
编制人:
审批人:
2020.12.20发布 2020.12.26实施
山东.
目录 (2)
原材料检验规程 (3)
半成品检验规程 ................................ 错误!未定义书签。
成品检验规程 .................................. 错误!未定义书签。
1.铝棒进厂检验
1.1验证质保书
根据供方质量证明书,检查实物的熔炼炉号、合金牌号是否相符,是否符合要求;
1.2铝棒外观质标准
1.3铝棒尺寸偏差标准:
1.4化学成分标准:
1.5低倍组织标准
1.6根据以上标准要求,对外观质量和尺寸偏差进行逐根检验;化学成分每批对硅、镁、铁、铜、锰五个元素进行化验。
低倍组织每批次做一次检验。
1.7以上项目均合格后,则该批铸锭合格。
2、其它辅助材料的进厂检验
注:化工材料有效期国标有规定的按国标,没有规定的本厂定为三个月
3. 批次合格判别:
检验批抽样样品全部项目合格则该批材料全格。
4不合格的处理
不合格的处理按《不合格品控制程序》处理
5检验记录及标识
经检验合格的产品进行标识,按要求做好检验原始记录.。
铝合金材料检验试验规范标准[详]
![铝合金材料检验试验规范标准[详]](https://img.taocdn.com/s3/m/c309dd11a1c7aa00b42acb50.png)
表11 6061工艺性能工艺性能热加工温度 2.8融化温度490~510℃切削加工性% 655℃切削加工性% 50有良好的强度,热态下塑性良好,冷态下,切削加工性好,易焊接,耐蚀性好。
良好的抗腐蚀性、韧性,易于抛光、上色膜,阳极氧化效果优良。
8 铝合金型材抗弯试验 ( GB/T232-2010 )8.1 围:规定了测定金属材料承受弯曲塑性变形能力。
8.2 原理:弯曲试验以圆形,方形、矩形或多边形横截面试样在弯曲装置上经受弯曲塑性变形、不改变加力方向,直至达到规定的弯曲角度。
弯曲试验时,试样两端的轴线保持在垂直于弯曲轴的平面。
8.3试验设备8.3.1一般要求弯曲试验应在配备下列弯曲装置之一的试验机或压力机上完成:a)配有两支辊和一个弯曲压头的支辊式弯曲装置,见图1b)配有一个V型器具和一个弯曲压头的V型模具式弯曲装置,见图2c)虎钳式弯曲装置,见图3图1图2 图38.3.2支辊式弯曲装置8.3.2.1 支辊长度和弯曲压头的宽度应大于试样宽度或直径(见图1).弯曲压头的直径由产品标准规定。
支辊和弯曲压头应具有足够的硬度。
8.3.2.2除非中有规定,支辊间距离L应按照式(1)确定:L=(D+3a)± a/2 (1)注:此距离在试验期间应保持不变。
8.3.3 V型模具式弯曲装置模具的V形槽其角度应为(180°-a)(见图2),弯曲角度a应在相关产品零件图中规定。
模具的支承棱边应倒圆,其倒圆半径应为(1~10)倍试样厚度。
模具和弯曲压头宽度应大于试样宽度或直径并具有足够的硬度。
8.3.4 虎钳式弯曲装置装置由虎钳及有足够硬度的弯曲压头组成(见图3),可以配置加力杠杆。
弯曲压头直径应按照产品标准要求,弯曲压头宽度应大于试样宽度或直径。
8.4. 试样8.4.1 一般要求试验使用圆形、方形、矩形或多边形模截面的试样。
样坯的切取位置和方向应按照相关产品标准的要求。
图4 FF8.6. 试验结果的评定:8.6.1应按照相关产品标准的要求评定弯曲试验结果。
铝合金取样检测规范文件

铝合金取样检测规范文件一、为啥要取样检测铝合金。
你想啊,铝合金这玩意儿在好多地方都用着呢,像盖房子的窗框啦,汽车的零部件啥的。
要是质量不好,那可就麻烦大了。
所以呢,咱们得取样检测,就好比挑水果的时候,得尝尝甜不甜,这铝合金咱也得看看合不合格。
二、啥时候取样。
1. 刚生产出来的时候。
就像新出炉的面包得检查一下好不好吃一样,铝合金刚生产出来就得取样。
这时候取的样,能直接反映生产过程有没有问题。
比如说,如果在熔炼铝合金的时候哪个环节没弄好,这个时候取样就能发现。
2. 入库之前。
这就好比货物进仓库之前要检查一下。
如果铝合金要存起来备用或者卖给别人,入库之前取样检测合格了,大家心里都踏实。
不然等放了好久才发现有问题,那不是浪费时间和空间嘛。
3. 怀疑质量有问题的时候。
比如说,某个用铝合金做的产品老是出毛病,那肯定得怀疑铝合金本身的质量了。
这时候就得赶紧取样检测,就像人生病了要去看医生做检查一样。
三、在哪儿取样。
1. 不同批次。
每一批铝合金生产出来可能都有点小差别,所以每个批次都得取样。
就像不同批次的衣服,可能颜色、质量啥的会有一点不一样,铝合金也一样。
2. 不同部位。
一块铝合金材料,可能各个部位也不完全一样。
比如说一块大的铝合金板材,中间和边缘可能会有差异。
所以呢,要从不同的部位取样,就像检查一个大蛋糕,不能只看表面,里面也得挖一勺尝尝。
四、怎么取样。
1. 取样工具。
咱得用合适的工具,不能随便拿个东西就去取样。
对于铝合金,一般会用专门的切割工具,就像切蛋糕得用刀一样。
这些工具要保证切割的时候不会改变铝合金的性能,要是用个很钝的工具,把铝合金都弄变形或者弄热了,那检测出来的结果就不准了。
2. 取样数量。
不能只取一点点,也不能取太多。
取太少了,可能检测不全面;取太多了,又浪费材料。
一般来说,要根据铝合金的总量、使用目的等因素来确定取样数量。
比如说,如果是大量用于建筑的铝合金,那取样数量就要多一些,就像给很多人做饭,得多尝几口才能确定饭菜好不好吃。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铝合金进货检验规程编号:js-lhjjy-01 1. 目的
对生产用铝合金原材料进货检验过程实施控制,确保采购产品的质量符合规定的要求。
2. 范围
本规程适用于本公司采购的铝合金原材料检验。
3. 职责
3.1质管部根据仓库提供的《原材料请验单》负责对原材料进行取样;
3.2质管部对原材料指标进行检验和试验;
3.3质管部填写原材料检测记录,建立台账;
3.4质检部负责将检测结果反馈至相关部门;
3.5对不合格材料严格按照检测流程进行处理,严禁私自接收或放行。
4.进货检验判定标准
略图:
项次检测项目及名称规格值测量方式检查频率检测者
1 标记标记一致,不可有漏标记目视5条/扎质检员
2 RoHs标签查看是否清晰、完整(每扎一张)目视全检质检员
3 标签炉号标签是否完整、清晰(每扎一张)目视全检质检员
4 外观表面水纹一致,不可氧化及杂物目视10条/炉号质检员
5 包装包装是否一致,有无过松包装情形目视全检质检员
6 横截面砂眼图示区域不可有砂眼目视1条/炉号质检员
光谱仪1条/炉号质检员
7 成份符合相对应牌号成份标准(需与客户提供的
成份含量对比)
8 *抗拉强度(浇铸)≥200N/mm²拉力试验机1条/炉号质检员
9 *延伸率(浇铸)≥1.5% 拉力试验机1条/炉号质检员
目视1次/批质检员
10 样本保存每炉号铝块样本与拉力测试棒及供应商提供
样本同时保存(需注明炉号及日期)
备注:1.Pb和Cd成份超标时,退货处理。
5.检验工作程序
首次供货:
供方需将样品、自检报告单、合格证、生产许可证、营业执照和注册证书原件或复印件等交由采购部门,采购部门开具《原材料请验单》,并将供方提供的样品、自检报告单、合格证原件或复印件等材料送至质检部,质检部负责人安排质检员进行检验,质检员填写《原材料检测记录》。
如果合格,质检员和质检部负责人在《原材料请验单》上签字确认并反馈至采购部门,并填写工作联系单反馈至技术部,以据此做出鉴定报告,采购部门通知供方并列入《合格供货方清单》,根据供方情况制定初步供货份额;如果不合格,质检员和质检部负责人在《原材料请验单》上签字确认并反馈至采购部门,质检部填写《工作联系单》反馈至技术部。
合格样品要投入生产使用,需技术部出具相关证明。
非首次供货:
供方需提供质检报告、合格证等资料,仓库开具《原材料请验单》,并将《原材料请验单》和供方提供的质检报告、合格证原件或复印件等资料送至质检部,质检部确认后安排质检员进行检验,质检员填写《原材料检测记录》。
如果合格,质检员和质检部负责人在《原材料请验单》上签字确认并反馈至仓库,据此仓库入库;如果不合格,质检员和质检部负责人在《原材料请验单》上签字确认并反馈至仓库,质检部填写《质量信息反馈单》交总师办评审处理。
供方提供质的检验报告、合格证等资料由质检部存档保存。
附表:
原材料请验单
原材料检验记录表
编号:
编制:审核:批准:日期:。