膜分离在柴油加氢装置上的应用
膜分离技术在石油化工领域中的应用

膜分离技术在石油化工领域中的应用延滨1 陈翠仙1 马润宇2(1.清华大学化学工程系,北京100084;2.北京化工大学化学工程学院,北京100029)摘 要 通过分析气体膜分离、渗透汽化膜分离和膜生物反应器等膜技术在石化领域中的应用,提出应开发高性能的膜材料和膜、膜装置及过程优化,以及膜分离与其他分离技术耦合的必要性。
关键词 膜分离,气体分离,渗透汽化,膜生物反应器Application of membrane separation technology in the petrochemical industryYun Yanbin1 Chen Cuixian1 Ma Runyu2(1.Department of Chemical Engineering,Tsinghua University,Beijing100084)(2.School of Chemical Engineering,Beijing University of Chemical Technology,Beijing100029)Abstract The application of membrane technologies such as gas membrane separation,pervaporation membrane sepa2 ration and membrane bioreactor in the petrochemical industry are analyzed in this paper,and some suggestions to develop high performance membrane material and membrane,optimize membrane facility and process and combine membrane separation technique with others separation technologies are pointed out.K ey w ords membrane separation technique,gas separation,pervaporation,membrane bioreactor 膜分离技术是20世纪50年代研究开发的一种高新技术。
优化利用膜分离氢气方案
>>过程优化<<2019年6月·第4卷·第3期石油石化绿色低碳Green Petroleum & Petrochemicals摘 要:近几年来国内成品油质量升级提速,炼油企业根据市场消费变化纷纷压减柴油产量以调整产品结构,氢气资源重要性日益突出。
文章从某企业氢气资源比较紧张的实际情况出发,研究增产廉价膜分离氢气方案。
针对制约增产的膜分离氢气带水问题,通过分析原因、模拟研究,提出将膜分离氢气改去柴油加氢装置的方案,并对实施过程中出现铵盐结晶等问题提出了解决办法。
实施后有效解决了蜡油加氢新氢机带明水问题,提高了低分气中氢气组分回收利用率。
关键词:膜分离氢 回收率 经济效益优化利用膜分离氢气方案尹宁波(中国石化股份公司生产经营管理部,北京 100728)收稿日期:2019-4-28作者简介:尹宁波,工程师,学士。
2005年毕业于中国石油大学(华东)化学化工学院化学工程与工艺专业,目前主要从事生产经营计划编制工作。
某北方千万吨级炼油企业以中东高硫原油为主要原料,产品定位成品油并为下游乙烯芳烃产业链提供化工轻油。
加氢裂化等加氢装置规模占一次原油加工能力比例约25%,吨原油氢耗高达130 m 3(标准状态,以下同),可用的氢气包括天然气制氢、重整氢、乙烯氢、膜分离回收氢气等,氢气资源较为紧张。
根据该企业已有氢源、氢阱按照夹点技术测算,氢气夹点位于纯度80%左右的区域,氢气综合利用率93.3%,在同类企业中利用率较高,已有资源通过梯级利用进一步提高利用率的空间有限。
随着国家汽、柴油质量升级步伐提速、成品油消费市场对柴油需求减弱,研究如何进一步增产氢气尤其是廉价氢气,助力油品质量升级、进一步实施压减柴油措施,是企业生产经营面临的一个重要课题。
乙烯氢、重整氢、天然气制氢可通过增加资源供应、最大负荷排产实现增产,膜分离氢则需要通过优化利用方案,进一步提高回收率。
1 膜分离氢气设计工况及运行情况1.1 设计工况膜分离氢气回收单元原设计为蜡油加氢配套供氢,包括低分气、乙烯氢两个单元,处理原料合计34 900 m 3/h ,操作弹性50%~120%,回收提纯后的氢气经膜分离氢气压缩机二级压缩,再经过蜡油加氢新氢机三级压缩,为蜡油加氢装置加氢脱硫脱氮、浅度裂化使烃类饱和等反应提供氢气。
膜分离在沸腾床渣油加氢的应用
膜分离在沸腾床渣油加氢的应用膜分离技术是在分子水平上,以选择性半渗透膜为分离介质,混合物借助某种能量差为推动力(如:压力差、浓度差、电位差等)通过膜,低分子物质透过膜,大分子物质被截留,以此来分离混合物中不同分子量的物质,从而达到分离、浓缩、纯化的目的。
渣油加氢膜分离系统的主要作用是回收冷高分气中的氢气,提高循环氢纯度。
气体膜分离过程就是在压力差的驱动下,把要分离的气体通过膜分离的选择渗透作用,使混合气体分离的过程,即渗透速率的不同来实现分离的技术。
对不同结构的膜,气体通过膜的传递方式不同,因而分离机理也各异。
常见的气体通过膜的分离机理有两种:一种是气体通过多孔膜的微孔扩散机理;另一种是气体通过非多孔膜的溶解—扩散机理。
本装置采用大连欧科膜技术工程有限公司提供的中空纤维膜分离技术产品,进行氢气提纯,以维持整个系统的氢气纯度以及氢分压。
采用膜分离技术回收氢气具有技术先进、工艺流程简单、占地少、开动灵活、膜寿命长、维护及运行费用低等优点,并且投资少、投资回收期短,经济效益极为显著。
本装置可分为预处理和膜分离两部分。
预处理部分包括原料气的冷却器、气液分离器、聚结过滤器、加热器组成。
膜分离部分是本装置的主体,膜分离器是主体中的核心设备。
膜分离器的芯部是由数以万计的中空纤维丝组成,任何草率不负责任的操作都会给膜分离器带来无法挽救的损失。
因此,要求操作者不仅要有较高的技术素质,而且,应有严肃认真的工作态度。
严格遵守操作规程要求,熟练掌握本装置的工艺过程及特点,是保证膜分离装置正常运转的必要前提。
(一)工艺流程来自高压脱硫塔的循环氢(组分:H2、C1、C2、C3、NH3、H2S、C4、C6+、CO、CO2、H2O;正常压力16.88 MPa(g);正常温度56℃;原料气正常量145847Nm3/h,通过膜分离设施将其中的氢气提浓,,膜分离的渗透气和尾气分别送往下游工艺单元。
膜分离设施的单元工艺流程可以分为两个基本过程,原料气预处理过程和膜分离对氢气的提纯过程。
膜分离技术在石油化工领域的应用进展
膜分离技术在石油化工领域的应用进展膜分离技术受到越来越多的重视,而国内现阶段对于膜材料的研发、非对称膜的生产以及复合膜生产技术的开发水平已经达到了世界先进水平。
同时,膜分离技术也被广泛地应用于石油化工行业中资源的开采、输送以及加工等工业过程之中。
采用膜分离技术,可以使混合物体系的分离更加的简易,具有较高的稳定性,极大的促进了石油化工企业效益的提升,为企业综合实力的增强起到了良好的推动作用。
基于此本文分析了膜分离技术在石油化工领域的应用进展。
标签:膜分离技术;石油化工;应用进展1 膜分离技术概述社会工业化水平的不断提高,带来了一系列的环境污染问题。
人类生产和生活所导致的各种废物都超过了天然环境的最大净化能力,天然生态系统遭到严重破坏。
膜分离技术可以用来收回有用的资源,从而在环境保护中发挥作用。
膜分离技术的呈现和开展,使得经济与环境的调和开展成为可能。
膜分离技术是近些年来才迅速兴起的一项高新技术,历经近半个世纪的开展,膜分离技术越加成熟,并越来越多的应用到生物工程、石油化工工程、医药工业、食品工业、工业水处理等很多范畴。
与传统的过滤技术相比,膜分离技术可以在不依靠辅助设备的情况下以不同的速度在混合物中分离不同物质。
膜分离技术效率高、能耗低、工艺简单、无二次污染,因此在各领域中广受欢迎。
2 膜分离技术在石油化工领域的应用2.1 应用在有机溶剂混合物分离中膜分离技术不但应用干工艺用水方面,在有机溶剂混合物分离中也有所应用。
膜分离技术的传统分离方法是精馏法,应用此方法时需要先加入溶剂,这种方法耗能高、不环保,没有被广泛的使用。
随着科学技术的不断发展,研制出了渗透汽化膜、蒸汽渗透膜两种先进的膜分离技术,从而更好地对有机溶液混合物进行分离。
通常采用致密的分离膜对有机溶剂混合物进行分离,采取渗透汽化或蒸汽渗透的方式。
根据混合物中分子的溶解度及扩散系数不同,来对其进行分离,在进行分离时要注意克服有机物分子引起的分离膜结构破坏及过度溶胀等问题。
膜分离回收氢气装置及其应用总结
为 : 0 4× 0 = 1 ( h 标态 ) 5 1 8 % 40 m / , l 。
净化气体中的 N ,除 N 3 H , H 后的气体经气水分离 器、 预热器 及管道 过 滤器 后 通 过 自调 阀送 入 膜分
离器, 回收 的浓缩 H 送加氢产 品车 间作原 料气
维普资讯
小氮肥 20 年 06
第 6期
l 9
膜分 离 回收 氢气 装 置及 其应 用 总结
朱春英
( 山东青岛碱业股份有限公 司天柱化肥分公 司 260 ) 670 青岛碱业股份有限公司天柱化肥分公司现拥
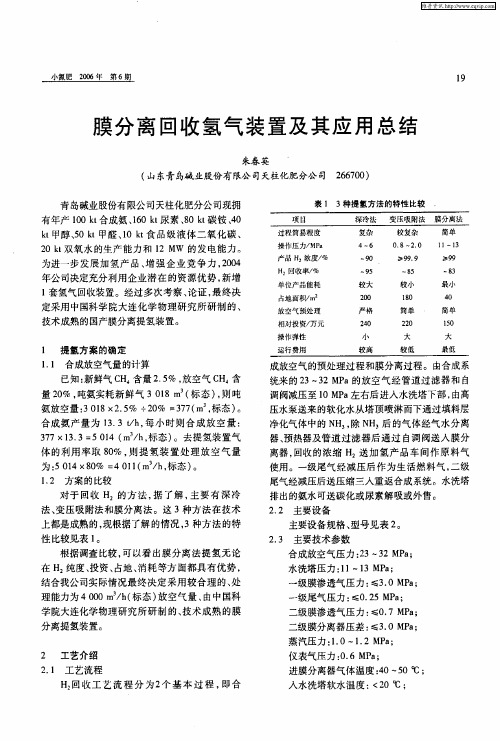
表 1 3种提氢方法 的特性 比较
成放空气的预处理过程和膜分离过程。由合成系 统来的 2 — 2M a 3 3 P 的放空气经管道过 滤器和 自 调阀减压至 1 P 左右后进入水洗塔下部, 0M a 由高 压水泵送来的软化水从塔顶喷淋而下通过填料层
合成氨产量为 1. h 每小 时则合成放空量 : 3 3t , / 37×1. 504( h 标 态 ) 7 33= 1 m/ , 。去提 氢装 置 气
尾气经减压后送压缩三人重返合成系统。水洗塔 排出的氨水可送碳化或尿素解吸或外售。 22 主要设备 . 主要设备规格、 型号见表 2 。 23 主要技术参数 . 合成放空气压力 : 3 P ; 2 3— 2M a 水洗塔压力 :1 1 P ; l ~ 3M a
一
级膜渗透气压力 : . M a ≤30 P ;
使用 。一级 尾气 经 减 压 后 作 为 生 活燃 料 气 , 二级
12 方案的比较 . 对于 回收 H 的方 法, 了解 , 据 主要有深 冷 法、 变压吸附法和膜分离法 。这 3种方法在技术 上都是成熟的 , 现根据了解的情况 , 3种方 法的特 性 比较见表 l 。 根据调查比较 , 可以看 出膜分离法提氢无论 在 H 纯度、 投资、 占地 、 消耗等方 面都具有优势, 结合我公司实际情况最终决定采用较合理的、 处 理能力为400I / ( 0 I h 标态 ) T 放空气量 、 由中国科
膜分离在石油化工领域中的应用_现状、挑战及机遇
膜分离在石油化工领域中的应用_现状、挑战及机遇膜分离在石油化工领域中的应用:现状、挑战及机遇引言随着全球经济的发展和人们对能源需求的日益增长,石油化工行业在全球范围内扮演着重要角色。
然而,石油化工过程中产生的废水和废气的处理一直是该行业面临的重大问题之一。
为了寻找高效、环保的处理方法,膜分离技术逐渐在石油化工领域中得到了广泛应用。
本文将探讨膜分离在石油化工中的应用现状、挑战及机遇。
一、膜分离在石油化工中的应用现状1.废水处理应用在炼油厂和化工厂中,产生大量的废水需要进行处理。
传统的物理化学处理方法效率较低且成本较高,而膜分离技术由于其高效、低成本、易操作的特点成为处理废水的理想选择。
膜分离技术可以通过反渗透膜去除废水中的悬浮物、油脂、重金属等有害物质。
此外,超滤膜和微滤膜也可以用于去除废水中的胶体、细菌等微生物。
2.气体分离应用除了废水处理,膜分离还可以应用于石油化工中的气体分离。
例如,膜分离技术可以用于炼油厂的轻烃回收和重烃分离。
通过选择合适的膜材料和工艺条件,可以实现轻烃的高效分离和回收,从而降低能耗和环境污染。
3.液体分离应用膜分离技术在石油化工领域还可以应用于液体分离。
例如,在炼油厂的蒸馏过程中,通过在蒸馏塔中设置特定的膜分离器,可以实现高效的分馏。
此外,膜分离还可以用于溶剂回收、催化剂分离等方面。
二、膜分离在石油化工中的挑战尽管膜分离在石油化工领域中具有广阔的应用前景,但仍然存在一些挑战。
首先,不同的废水和气体具有不同的成分和污染程度,因此需要选择适合的膜材料和工艺条件。
其次,由于石油化工过程中常常存在高温、高压、腐蚀性气体和液体的情况,膜材料的稳定性和防污性能要求较高。
此外,大规模应用膜分离技术需要大量的膜、设备和能源投入,成本较高。
因此,如何降低成本、提高膜的寿命和抗污染性能是亟待解决的问题。
三、膜分离在石油化工中的机遇尽管膜分离在石油化工领域面临挑战,但也存在巨大的机遇。
首先,随着技术的不断发展和创新,新型高性能的膜材料不断涌现,如特殊聚合物膜、无机复合膜等。
氢气膜分离技术的现状、特点和应用
M a t公司, 山s o n 它于1 9 9 年推出了 P m 中 7 “r ” 空纤维膜分离器。它广泛地用于从合成氨弛 s i
放气或从甲醇弛放气中回收氢气用于增产氨或甲醇, 从炼厂气中回收和提浓氢气用于油品
加氢以及用它来进行姚走 力调比, 生产甲醇、 乙醇等化工产品。据 1 年报导, 9 0 9 全世界已
表 3 氢气和氮气在高分子膜中的渗透分离性能1二 5' t 21 )
膜材质 二甲基硅氧烷
一  ̄ - 一
p l‘’ T) 业m"cH x 二 ( Pc z " g 10 S m 0( sm
3 F 9 1 0 ,
...,. ... ̄一 ....叫.... r ..  ̄ - . . 一  ̄  ̄-  ̄一
头角。
目前, 生产氢气膜分离器的主要厂家有: 美国的 D」 o: F记t 和日本的 U 。 I Pn、 r l 怎r t c h 工
业株式会社等。最早使用中空纤维膜分离氢气的工业试验是在 6 年代末 , u 0 D 几爪 公 司使
用聚醋中空纤维膜分离器(e 飞 p来分离氢气。山于膜的壁较厚, Pma ) * 强度不高, 器的结 分离
石脑油加氢精制 馏份油加氢精制
瓦斯油脱硫 渣油脱硫
18 9 0 .一 . 1 一5 8 4 7 一 13 1 7
13 一3 4 .7 .3
1 7 -5 4 .3 - .9 6 8 一1 . .6 3 7 68 一1 . .6 3 7
1 . 一2 . 37 07
33 2 4 -4 7
33 4 7 1- 2
前苏联的深冷机械公司以聚乙烯三甲基硅烷为膜材料, 制成了平板膜分离器, 也把它
膜分离技术在石油化工领域的应用
膜分离技术在石油化工领域的应用作者:林彬陈国需杜鹏飞肖德志来源:《当代化工》2017年第06期摘要:膜分离技术是通过扩散系数不同达到气体分离的新兴分离技术,在近十几年得到了快速度发展。
因其装置结构简单、维护费用低、能耗小等特点逐步在石油化工行业推广应用。
综述了膜分离技术在油气回收、石油产品生产加工等领域的实际情况,分析了膜分离技术的应用现状,并对膜分离技术的应用前景进行了展望。
关键词:膜;分离;石油化工中图分类号:TH 117.2 文献标识码: A 文章编号: 1671-0460(2017)06-1196-04Application of Membrane Separation Technology in Petrochemical IndustryLIN Bin, CHEN Guo-xv, DU Peng-fei, XIAO De-zhi(Dep. of Military Oil Application & Management Engineering, Logistical Engineering University, Chongqing 401311,China)Abstract: Membrane separation is a new technology based on the difference in diffusion coefficient. Due to its simple structure and relatively low cost, the membrane separation technology has been widely applied. In this paper, actual application situation of membrane separation technology in gas recovery and production of petroleum products was summarized, application prospect of membrane separation technology was discussed.Key words: Membrane;Separation;Petrochemical industry膜分离是利用气体中不同组分在高分子材料上扩散系数大小不同而达到气体分离的物理过程[1]。
膜分离技术在加氢裂化装置低分气提浓制氢气中的应用_刘黎明
石 化 技 术 与 应 用 Petrochemical Technology & Application
Vol. 33 No. 1 Jan. 2015
3 专利技术, 设计处理量为7 000 m / h, 操作弹性为
氢气作为渗透气从膜组件的壳程中流出, 压力降 至 0. 35 MPa, 先经氢气压缩机升压至 2. 3 MPa, 再 后经氢气分液罐 通过氢气冷却器冷却至 30 ℃ , 分液, 送至加氢裂化装置新氢压缩机入口, 作为 补充氢源使用。 富烃气体作为非渗透气从膜组 件的管程中流出, 经调节阀减压后去脱硫塔脱除 硫化氢, 并入燃料气管网。 膜分离装置的工艺流 程如图 1 所示。 1. 2 工艺原理
工业技术( 45 ~ 49 )
膜分离技术在加氢裂化装置低分气 提浓制氢气中的应用
刘黎明, 刘雅蕾, 王玲玲, 郭利, 李越
( 中国石油长庆石化公司, 陕西 咸阳 712000 )
摘要: 为提浓回收利用低分气中的氢气 , 中国石油长庆石化公司在加氢裂化装置上设置了 Prism 膜 Prism 膜分离单元已连续稳定运行了 4 a 多; 膜系统 自 2010 年建成投产以来, 分离单元。标定结果表明,
2010 - 11 - 27 72. 81 0. 30 0. 77 0 3. 35 9. 54 3. 16 3. 51 2. 48 1. 19 0. 93 0. 34 1. 63
2010 - 11 - 30 72. 79 0. 40 1. 21 0 0 11. 47 3. 84 3. 83 2. 64 1. 27 1. 00 0. 36 1. 30
O2 , N2 , CO2 , CH4 , C2 , C3 , C4 , 渗透 气 中 H2 , C5 , C ≥6 体 积 分 数 的 设 计 值 分 别 为 98. 03% , 0. 23% , 0. 14% , 0. 74% , 0. 62% , 0. 18% , 0. 12% , 0. 87% , 0. 36% , 0. 70% 。 标定期间渗透气的组成 如表 3 所列。 由表 3 可以看出, 标定期间渗透气组成稳定, 渗透气中氢气的体积分数变化范围为91. 44% ~ 92. 80% , 平均值为 92. 27% , 比设计值低 5. 76 个 百分点; 甲烷的体积分数比设计值高2. 52 个百分 点, 其他组分含量均与设计值基本一致 。
膜分离技术在石油化工领域中的应用
膜分离技术在石油化工领域中的应用膜分离技术是一种应用广泛的分离技术,在石油化工领域中有着重要的应用。
它通过膜的选择性通透性,将混合物中的不同组分分离出来,具有高效、节能、环保等优点。
本文将从石油化工中的膜分离技术应用的分类、具体应用案例以及未来发展趋势等方面进行探讨。
石油化工中的膜分离技术可以根据分离过程的性质和机制进行分类。
常见的分类包括气体分离、液体分离和溶剂分离。
在气体分离方面,膜分离技术广泛应用于天然气净化、氢气制备、空气分离等领域。
对于液体分离,膜分离技术可用于石油加工中的脱盐、脱水、脱烃等过程。
在溶剂分离方面,膜分离技术可用于石油化工中的溶剂回收、溶剂浓缩等工艺。
具体应用案例方面,膜分离技术在石油化工中起到了重要的作用。
以天然气净化为例,膜分离技术可以用于去除天然气中的二氧化碳、硫化氢等杂质,提高天然气的质量,使其符合管道输送要求。
在石油加工中,膜分离技术可以用于脱盐和脱水过程。
膜分离脱盐技术可以将含盐的海水或矿井水通过半透膜分离,得到低盐水或纯净水,用于石油加工中的冷却循环水、注入水等。
膜分离脱水技术则可以将含水的石油通过选择性透水的膜,去除水分,提高石油的质量,符合后续加工的要求。
此外,膜分离技术还可以用于溶剂回收和浓缩等工艺,提高工艺效率和资源利用率。
对于膜分离技术在石油化工领域的未来发展趋势,可以从以下几个方面进行展望。
首先,膜材料的研发和改进将是关键。
目前,膜分离技术的瓶颈之一是膜材料的选择和性能。
因此,通过研发新型材料、改进现有材料的性能,提高膜分离技术的可行性和经济性,将是未来的发展方向。
其次,膜分离技术与其他分离技术的结合也是未来的发展趋势。
通过与传统的吸附、蒸馏等分离技术的结合,可以实现更高效、更节能的分离过程。
此外,随着石油化工行业对产品纯度和质量要求的提高,膜分离技术也将面临更高的要求和挑战。
因此,提高膜分离技术的选择性、通透性和稳定性,将是未来的研究重点。
膜分离技术在石油化工领域中有着重要的应用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5000m3/h膜分离回收系统在柴油加氢装置上的应用
柴军
2004年9月
1 前言
随着国民经济的发展及人民生活水平的提高,对石油产品质量的需求日益提高,同时环保要求的提高,生产环境友好的清洁燃料是炼油工业发展的趋势。
燃油标准的迅速提高,对加氢改质的要求也越来越迫切,氢气的需求量迅速增加。
如何获得廉价氢源,如何经济合理的利用现有氢源,降低加氢精制成本,是炼油企业所面临的一个重要课题。
我部2#炼油 1.2Mt/a柴油加氢精制装置,高分尾气排放量约4600m3/h,尾气氢含量在80%以上,即每年约有2200t的氢气随高分尾气排入燃料气管网作为燃料烧掉。
利用气体分离技术回收加氢尾气中的氢气,并将回收氢气作为加氢装置的补充氢源,这不仅提高了氢源的利用率,缓解供氢矛盾,而且也降低了加氢精制装置的成本。
2 膜分离装置的技术原理及特点
含氢尾气回收技术主要有三种:深冷分离、变压吸附(PSA)和膜分离技术。
深冷分离是最传统的分离技术,在处理量不是很大的情况下,其操作成本较高;变压吸附技术回收氢气具有浓度高的优点,其主要缺点是回收率较低;膜分离技术回收氢气的特点是操作弹性大、设备投资少、维护及运行费用低、投资回收期短、并且占地面积小,这些特点对现有装置的改造是非常有利的。
膜法气体分离是利用气体各组分在通过膜时的渗透速率的不同来进行气体分离的。
通常直径较小或极性较强的分子,如H2、H2O、H2S等透过膜的渗透速率较快称为“快气”,而直径相对较大或极性
较弱的分子,如N2、CH4、CO等称为“慢气”。
在分离推动力的作用下,也就是气体各组分在膜两侧的分压差的作用下,“快气”在膜低压的渗透侧得到富集,而“慢气”则没有减压,在膜的非渗透侧得到富集。
膜分离的结构类似于列管式换热器,数万根极细的中空纤维集装成束后装于一壳体中,在最小的空间内提供了最大的分离膜面积,具有高效分离的特点。
由于膜分离利用原料气压力来进行气体分离,只有少量的能耗,装置内无转动部件,只需很少量的维护。
3 工艺流程及装置概况
图1 膜分离回收和提纯柴油加氢尾气中氢气工艺流程图
膜分离氢提纯工艺主要由原料气预处理和膜分离两部分组成,预处理的目的是除去加氢精制循环氢中的固体微粒和重烃,并把原料气加热到高于露点温度,从而得到即清洁而又温热的气体。
该气体可直
接进入膜分离系统,膜分离系统将氢气与其他气体分离,从而实现提纯氢气的目的。
装置预处理部分主要由一台旋风分离器、两组高效过滤器(一组备用)和一台加热器组成;膜分离部分共有5台Φ200mm×3000mm 膜分离器,前3台(其中1台备用)并联,后2台串联(见图1)。
循环氢经MDEA脱硫后进入旋风分离器,再经高效过滤器过滤,使油含量≯0.1mg/m3,固体颗粒≯0.1μ,加热器将气体加热到60℃~80℃后进入膜分离器,渗透气(提纯后的氢气)经计量后进入氢气管网,非渗透气(尾气)经减压后进入燃料气管网。
一般的情况下,膜分离装置可以将放空尾气中的氢气回收率提高至95%左右,将氢气纯度提高10~15个百分点,但这将以牺牲渗透气的压力为代价,根据装置目前的情况,回收氢将无法返回新氢压缩机入口或返回氢气管网;降低对氢气的回收率要求,提高渗透气的压力,是省却升压机的合理的方式。
故将氢气回收率定为大于80%,将渗透气的压力定为大于管网氢压。
4 工业试验结果与分析
4.1膜分离单元处理量对结果的影响
装置设计处理量为5000Nm3/h,装置实际进料气量按生产需求在4000Nm3/h~6000Nm3/h之间波动,膜分离单元不同的处理量对结果的影响见表1。
由表1数据可以看出,在进料气量不同的情况下,膜分离装置一般能将渗透气的氢纯度提高约10个百分点,在处理量<5000Nm3/h的情况下,回收氢气的纯度较低,难以达到92%的纯度,但回收率较高,大大超过80%的回收率要求;在处理量较高的情况下,回收氢气的纯度较高,回收率下降,但回收率能达到90%左右,且仍能够保持较高的压力以返回氢气管网,能够满足对回收氢的要求;同时回收率的高低也与渗透气压力有着较为密切的关系,要保持较高的渗透气压,势必会影响氢气的回收率。
4.2渗透气压力对膜分离结果的影响
渗透气压力对膜分离结果的影响见表2。
表2渗透气压力对膜分离结果的影响
*P1—原料气压力P2—渗透气压力
由表2的实验数据可以发现,在流量、原料气压力、原料气中氢
气含量发生较大波动的情况下,不同的压力比条件下的渗透气压力都能够满足氢气返回管网的要求,氢气的纯度和回收率都有一个较为满意的结果,同时也说明此装置具有较大的操作弹性。
4.3膜分离流程对氢气纯度的影响
本工艺对膜分离器采用并联加串连的组合方式,膜分离器组合流程(见图2)对氢气纯度的影响见表3。
图2 膜分离器组合流程
表3 膜分离流程对氢气纯度的影响
*处理量6047Nm/h、压力5.30Mpa、74.1℃,回收氢压力2.76Mpa、氢回收率92.50% 由表2数据可以发现,膜分离器第一级(由两个膜分离器并联组成)出口的氢气纯度可以达到99%,第二、第三级出口的氢气纯度虽
然只有88%和75%,但三股气体混合后的氢气纯度仍可以达到98%,提高10个百分点以上,氢气回收率为92.50%。
由此可见氢气回收的主要贡献者为膜分离器的第一级,而第二、第三级膜分离器则是为了进一步提高氢气的回收率。
4.4 工业运行对提纯氢纯度的影响
工业运行对提纯氢纯度的影响见图3。
由图3所显示的近100天左右的工业运转数据表明,膜分离提纯后氢气的浓度基本可以达到92%,满足返回氢气管网的纯度要求,氢气纯度最高可以达到98%,而氢气纯度偏低的原因在于膜分离装置的处理量偏低。
图3 工业运行结果对提纯氢纯度的影响80
85
9095100
0102030405060708090100
天数氢气纯度%(V )
4.5 工业运行对提纯氢回收率的影响
工业运行对提纯氢回收率的影响见图4。
图4、工业运行结果对氢气回收率的影响60
70
8090100110
0102030405060708090
100天数
回收率(V )%
由图4可以发现,膜分离装置提纯回收氢气的效果是比较好的,
氢气的回收率超过了85%,而达到或超过100%的回收率可能由于计量的误差所引起。
4.6 膜分离装置对柴油加氢的影响
膜分离装置对柴油加氢的影响见表4。
由于膜分离装置的投用,使得循环氢的纯度由平均81%左右提升至88%左右,放空尾气由约4600Nm3/h(含H2约81.5%)下降至约1100Nm3/h(含H2约35%),由此使得氢耗由平均11.39KgH2/t下降至平均10.12KgH2/t,氢耗的下降将有助于减少对氢气的需求,降低生产成本。
表4 膜分离装置对柴油加氢的影响
5 结论
膜分离装置的工业运转表明:在处理量4500Nm3/h~6000Nm3/h 范围内,膜分离提纯氢气装置能将氢气提纯至92%(V)以上,氢气回收率达到80%以上,仍能够保持较高的压力以返回氢气管网,能够满足对回收氢的要求,装置具有较大的操作弹性;膜分离装置的投用,提高了循环氢的纯度,降低了装置的氢耗,由于其很低的维护及运行费用,将带来可观的经济效益。