孔、轴的公差与国家标准
2.2公差与配合国家标准
( 3 6 +270 +140 +70 +46 +30 +20 +14 +10 +6 +4 0 偏 +5 +6 +10-1+Δ -4+Δ -4 -8 +Δ 0
孔 6 10 +280 +150 +80 +56 +40 +25 +18 +13 +8 +5 0 差 +5 +8 +12-1+Δ -6+Δ -6 -10+Δ 0
9
2.2 公差与配合国家标准
基本尺寸分段 为简化和方便使用,采用尺寸分段的方法。 尺寸不大于 500 mm的为常用尺寸段,分 13个主尺寸段; 500~3150 mm尺寸段,分8个尺寸段; 3150~10 000 mm尺寸段,分 5个尺寸段。
10
2.2 公差与配合国家标准
标准公差 (表2-4)
标 准 公 差 数 值 表
11
2.2 公差与配合国家标准
2 基本偏差系列
1) 基本偏差(基本偏均指靠近零线的偏差,与公差等级无关)及
其代号 标准对轴和孔各规定了28个公差带位置,分别由28个基本偏 差表示。 基本偏差代号用英文字母表示。小写代表轴,大写代表孔。 在26个字母中去掉5个容易混淆的字母I(i)、L(l)、O(o)、 Q(q)、W(w),增加7个双写字母CD(cd)、EF(ef)、FG(fg)、 JS(js)、ZA(za)、ZB(zb)、ZC(zc),作为基本偏差代号,共 有28个代号。
可根据基本尺寸、轴的基本偏差代号和公差等级查表2-7获得轴 的基本偏差数值
第3章-孔、轴公差与配合-第2节常用尺寸孔、轴《极限与配合》国家标准的构成

第3章孔、轴公差与配合
一、孔、轴标准公差系列
例4:基本尺寸φ45 mm(在>30mm~50mm 尺寸段)的IT6与
IT7的公差值。
解:公差单位
计算基本尺寸 D 30 50 38.73
(mm)
i 0.45 3 38.73 0.00138.73 1.56 (m)
二、孔、轴基本偏差系列
4. 孔的基本偏差系列
A
B
+
0-
孔 CCD D
E EF F FG
G
H
JS J
K
基准孔
M
N
P
R
S
T
UV
X
零线 0
Y Z ZA
ZB基ZC本尺寸
A~G
JS
EI为正值 H J
J~ZC:基本偏差皆为上偏差
EI=0
JS的公差带相对 于零线对称分布
第3章孔、轴公差与配合
二、孔、轴基本偏差系列
第3章孔、轴公差与配合
二、孔、轴基本偏差系列
例5:利用标准公差数值表(附表3-2)和轴的基本偏差数值表,
确定Φ50f8轴的极限偏差数值。
解:(1)公差数值确定:
由附表3-2查得基本尺寸为50mm的标准公差数值IT8=39µm;
(2)基本偏差确定:
由附表3-4查得基本尺寸为50mm,且代号为f的轴基本偏差为上
第3章孔、轴公差与配合
二、孔、轴基本偏差系列
(2)特殊规则 给定某一标准公差等级的孔与高一级的轴相配合(如H7/p6和 P7/h6),并要求两者的配合性质相同(具有相同的极限过盈和间 隙),基轴制孔的基本偏差数值按下式计算: ES=-ei+ Δ; Δ=ITn-IT(n-1)=Th-Ts 应用场合:
第二章 孔和轴的公差与配合分析
8
12
18
30
48
75
0.12 0.15
0.18
0.48
0.75
1.2
1.8
0.4
0.6
1
2.5
4
6
9
15
22
36
58
90
0.22
0.36
0.58
0.90
1.5
2.2
0.5
0.8
1.2
2
358源自111827
43
70
110
0.18
0.27
0.43 0.52
0.70
1.10
1.8
2.7
>18~30
2.5 0.6 0.6 1 1.5 1.5 2.5 4 4 7 6 11 9 13 16 21 25 33 39 52 62 84 100 130 160
一
极限偏差的数值可能是正值、负值或零值。故
基 本 术 语 及 定 义
在偏差值的前面除零值外,应标上相应的“+”
号或“-”号。 2) 实际偏差:实际尺寸-基本尺寸所得代数差。 综上所述: 偏差是以基本尺寸为基数,从偏离基本尺 寸的角度来表述有关尺寸的术语。
一
尺寸公差(简称公差)
允许尺寸的变动量。
数值:等于最大极限尺寸与最小极限尺寸之差的 绝对值或上偏差与下偏差的差的绝对值。 表示:孔用Th表示;轴用Ts表示。 Th=︱Dmax- Dmin︱=︱ES-EI︱ Ts=︱dmax-dmin︱=︱es-ei︱ 注意:公差值无正负含义;不应出“+”“-”号。
Ymin
轴
一
过渡配合
过渡配合:可能具有间隙也可能具有过盈的配合。 此时,孔的公差带与轴的公差带相互重叠。 Xmax=Dmax-dmin=ES-ei + 0 Xav(或Yav)=(Xmax+Ymax)/2 Ymax=Dmin-dmax=EI-es 孔
孔、轴的公差与国家标准

孔的基本直径为40mm,上偏差为+0.034m 下偏差为+0.009mm ,公差为0.025mm
ф 65M8
ф 120h7
ф 60s7
五、一般公差——线性尺寸的未注公差
任务提出 1.线性尺寸的一般公差概念
任务分析 相关知识 任务实施 任务评价
线性尺寸:一般公差是在车间普通工艺条件下, 机床设备一般加工能力可保证的公差。在正常维 护和操作情况下,它代表经济加工精度。 国标规定:采用一般公差时,在图样上不单独注 出公差,而是在图样上、技术文件或技术标准中 作出总的说明。
任务提出:
为了便于生产,实现零部件的互换 性和满足不同的使用要求,国标对相 应的零部件的加工尺寸的变动量进行 了统一的规定。现在我们就来研究是 如何规定的,通过学习,我们应该掌 握如何应用。
用两种方法分别查表确定下列尺寸的 极限偏差和公差值。 ф 40G7 ф 36f6 ф 30S5 ф 50js7 ф 65H4 ф 35F8 ф 80m8 ф 50R6
任务提出 任务分析 相关知识 任务实施 任务评价
任务提出 任务分析
二、基本偏差 1.基本偏差及其代号
国标《极限与配合》中规定,用以确定公差带相 对于零线位置的上偏差或下偏差,称为基本偏差。 基本偏差一般为靠近零线的那个偏差。
相关知识
任务实施 任务评价
特别注意:一个零件有声偏差和下偏差两个,但 对一个零件的尺寸公差带只能规定其中一个偏差 为基本偏差。
任务提出 任务分析 相关知识 任务实施 任务评价
六、温度条件
极限与配合》标准中明确规定:尺 寸的基准温度为20℃。
规定的含义:图样上和标准中规定的 极限与配合是在20℃时给定的,因此 测量结果应以工件和测量器具的温度 在20℃时为准。
基孔制、基轴制公差带、配合、基本偏差数值表
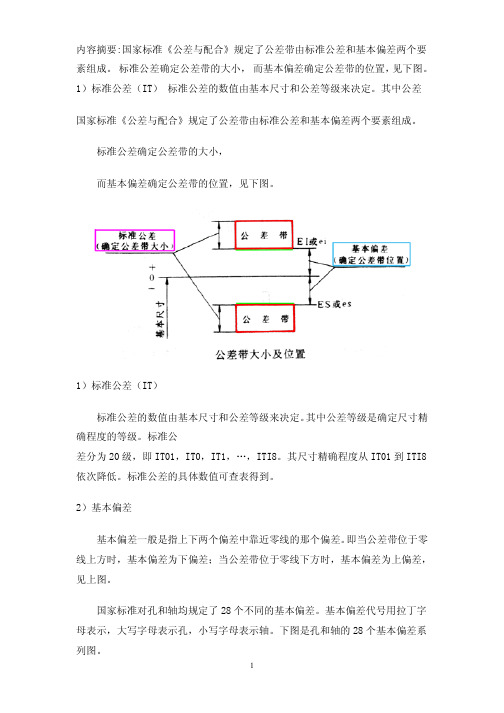
内容摘要:国家标准《公差与配合》规定了公差带由标准公差和基本偏差两个要素组成。
标准公差确定公差带的大小,而基本偏差确定公差带的位置,见下图。
1)标准公差(IT)标准公差的数值由基本尺寸和公差等级来决定。
其中公差国家标准《公差与配合》规定了公差带由标准公差和基本偏差两个要素组成。
标准公差确定公差带的大小,而基本偏差确定公差带的位置,见下图。
1)标准公差(IT)标准公差的数值由基本尺寸和公差等级来决定。
其中公差等级是确定尺寸精确程度的等级。
标准公差分为20级,即IT01,IT0,IT1,…,ITI8。
其尺寸精确程度从IT01到ITI8依次降低。
标准公差的具体数值可查表得到。
2)基本偏差基本偏差一般是指上下两个偏差中靠近零线的那个偏差。
即当公差带位于零线上方时,基本偏差为下偏差;当公差带位于零线下方时,基本偏差为上偏差,见上图。
国家标准对孔和轴均规定了28个不同的基本偏差。
基本偏差代号用拉丁字母表示,大写字母表示孔,小写字母表示轴。
下图是孔和轴的28个基本偏差系列图。
从基本偏差系列图可知,轴的基本偏差从a到h为上偏差(es),且是负值,其绝对值依次减小;从j到2c为下偏差(ei),且是正值,其绝对值依次增大。
孔的基本偏差从A到H为下偏差(E1),且是正值,其绝对值依次减小,从J到ZC为上偏差(Es),且是负值,其绝对值依次增大;其中H和h的基本偏差为零。
JS和js对称于零线,没有基本偏差,其上,下偏差分别为+IT/2和-IT/2。
基本偏差系列图只表示了公差带的各种位置,所以只画出属于基本偏差的一端,另一端则是开口的,即公差带的另一端取决于标准公差(IT)的大小。
7-6 极限与配合按零件图要求加工出来的零件,装配时不需要经过选择或修配,就能达到规定的技术要求,这种性质称为互换性。
零件具有互换性,便于装配和维修,有利于组织生产协作,提高经济效益。
建立极限与配合制度是保(GB/T1800、证零件具有互换性的必要条件。
孔、轴的公差与国家标准

任务提出 2.线性尺寸的一般公差标准
任务分析 相关知识 任务实施 任务评价
(1)适用范围:既适合于金属切削加工的尺 寸,也适用于一般冲压加工的尺寸,非金属 材料和其他工艺方法加工的尺寸也可参照采 用。国家标准规定线性尺寸的一般公差适用 于非配合尺寸。 (2)公差等级与数值:f(精密级)、m(中 等级)、c(粗糙级)和v(最粗级)。
任务提出 任务分析 相关知识 任务实施 任务评价
一般公差线性尺寸的极限偏差数值
任务提出 任务分析
一般公差倒圆半径与倒角高度尺寸的极限偏差数值
相关知识
任务实施 任务评价
任务提出 3.线性尺寸的一般公差的表示方法
任务分析 相关知识 任务实施 任务评价
在图样上、技术文件或技术标 准中用线性尺寸的一般公差标准号 和公差等级符号表示。例如,当一 般公差选用中等级时,可在零件图 样上(标题栏上方)表明:未注明 尺寸按GB/T 1804-m。
查一查
查孔、轴的基本偏差表确定下列各尺寸的标准公 差和基本偏差,并计算另一极限偏差。
(1)φ8e7 (2)φ50D8 (3)φ80R6
查 一 查
φ8e7
查得轴的 上偏差为 -0.080mm
查 轴的基本偏差数值表
查 一 查
φ8e7
查得轴的 公差为 0.015mm
查 标准公差数值表
任务提出 任务分析 相关知识 任务实施 任务评价
孔的基本直径为40mm,上偏差为+0.034mm 下偏差为+0.009mm ,公差为0.025mm
ф 65M8
ф 120h7
ф 60s7
五、一般公差——线性尺寸的未注公差
任务提出 1.线性尺寸的一般公差概念
任务分析 相关知识 任务实施 任务评价
第2章 孔、轴公差与配合-1

我国发布的与孔、轴尺寸精度有直接联系的孔、轴公差与配合方面的国家标准:
●GB/T 1800.1-2009《产品几何技术规范(GPS) 极限与配合 第1 部分:公差、偏差和配合的基础》
●GB/T 1800.2-2009《产品几何技术规范(GPS) 极限与配合 第2 部分:标准公差等级和孔、轴极限偏差表》
Ea Da D; ea da d ;
四、配合和配合制
1. 配合 配合是指基本尺寸相同的,相互结合的孔和轴 公差带之间的关系。
◆根据孔和轴公差带位置之间的关系,配合可分为间隙配合、 过盈配合和过渡配合三种类型 。
轴
+
孔
孔
0 -
轴
孔轴
公称尺寸
间隙配合
过盈配合
过渡配合
基本 尺寸
基本 尺寸
配合
2. 间隙或过盈
◆下极限偏差,简称下偏差(孔EI、轴ei)
●极限偏差是指极限尺寸减其基本尺寸所得的代数差。
◆上(下)极限偏差是指上(下)极限尺寸减其基本尺寸所得的代数差。
上极限偏差:
ES Dmax D;
下极限偏差:
EI Dmin D;
es dmax d ei dmin d
(3-1) (3-2)
d
基本尺寸、极限尺寸和极限偏差、尺寸公差
50(00.025 ) 孔
5(0 -0.050 -0.066
)
轴
Da 50.01mm da 49.946mm
求:孔和轴的极限偏差、公差和实际偏
差,并画出该孔、轴的公差带示意图。
ES Dmax D; es dmax d
EI Dmin D; ei dmin d
Th Dmax Dmin ES EI Ts dmax dmin es ei
孔、轴尺寸公差与配合
基本偏差系列
轴a~h: 基本偏差=es(-、0)
k~zc: 基本偏差=ei(+) h(基准轴): 基本偏差es = 0 孔A~H:基本偏差=EI(+ 、0) K~ZC:基本偏差=ES(-) H (基准孔) :基本偏差EI = 0 JS和js的公差带完全对称于零线 轴: es =IT/2 ei = - IT/2 孔: ES =IT/2 EI = - IT/2
-0.014
»Φ20 -0.035
基本偏差系列
例:试用查表法确定Φ20H7/p6和Φ20P7/h6的孔和轴极限偏 差,计算极限过盈,画出公差带图。 +35
+0.021
+22
Φ20
H7 ( 0 ) p6 ( +0.035 )
+21
+0.022
+
0 -
Φ20mm
-13
-0.014
Φ20
P7 ( -0.035 ) h6 ( 0 )
基本术语和定义
有关偏差与公差的术语及定义
尺寸公差:允许尺寸的变动量。
孔的公差:TD= Dmax – Dmin = ES- EI 轴的公差:Td= dmax – dmin = es - ei 尺寸公差带图:
+0.033
+
TD
0
0
-
-0.02
Td -0.041
Φ 30
基本术语和定义
《互换性与测量技术实践》模块一
孔、轴尺寸公差与配合
二00五年九月
模块一:主要内容
互换性概述
极限与配合的基本术语和定义 有关孔和轴的定义 有关尺寸的术语及定义 有关公差和偏差的术语及定义 有关配合的的术语及定义 基准制(配合制)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
相关知识
任务实施 任务评价
公差等级是划分尺寸精确程度高低的标志。虽然 在同一公差等级中,不同基本尺寸对应不同的标 准公差值,但这些尺寸被认为具有相等的精确程 度。
任务提出 任务分析 相关知识 任务实施 任务评价
公差等级越高,零件的精度也越高, 但加工难度大,生产成本高;
反之 公差等级越低,零件的精度也越低, 但加工难度小,生产成本降低。
《公差配合与技术测量》
任务三 孔、轴的公差与国家标准
翟珈2014.12
任务三 孔、轴的公差与国家标准
技能目标
学会查阅基本偏差数值表和标准公差数 值表
知识目标
标准公差 基本偏差 公差带 孔、轴极限偏差数值的确定 一般公差
任务三 孔、轴的公差与国家标准
任务提出 任务分析 相关知识 任务实施 任务评价
任务提出:
为了便于生产,实现零部件的互换 性和满足不同的使用要求,国标对相 应的零部件的加工尺寸的变动量进行 了统一的规定。现在我们就来研究是 如何规定的,通过学习,我们应该掌 握如何应用。
用两种方法分别查表确定下列尺寸的 极限偏差和公差值。 ф 40G7 ф 36f6 ф 30S5 ф 50js7 ф 65H4 ф 35F8 ф 80m8 ф 50R6
三、公差带
1.公差带代号
孔、轴公差带代号由基本偏差代号与公差等级 数字组成。
例如: 孔公差带代号 H9、D9、B11、S7、 T7轴公差带代号 h6、d8、k6、s6、 u6
任务提出 任务分析 相关知识
2.图样上标注尺寸公差的方法
基本尺寸与公差带代号表示 基本尺寸与极限偏差表示 基本尺寸与公差带代号、极限偏差共同表示
(3)代号k、K和N随公差 等级的不同而基本偏差数值 有两种不同的情况(K、k可 为正值或零值,N可为负值 或零值),而代号M的基本 偏差数值随公差等级不同则 有三种不同的情况(正值、 负值 或零值)。
(4)代号j、J及P~ZC的基 本偏差数值与公差等级有关。
任务提出 任务分析 相关知识 任务实施 任务评价
查一查
查孔、轴的基本偏差表确定下列各尺寸的标准公 差和基本偏差,并计算另一极限偏差。
(1)φ8e7 (2)φ50D8 (3)φ80R6
查 一 查
φ8e7
查得轴的 上偏差为 -0.080mm
查 轴的基本偏差数值表
查 一 查
φ8e7
查得轴的 公差为 0.015mm
查 标准公差数值表
任务提出 任务分析 相关知识 任务实施 任务评价
任务提出 任务分析
2.另一极限偏差的确定
我们已经查表得到了一个 偏差数值那另一个怎么得 到呢?
相关知识 任务实施 任务评价
另一个极限偏差的数值,可由极限偏差和标准公 差的关系式进行计算。
轴 es=ei+IT 或 ei=es-IT 孔 ES=EI+IT 或 EI=ES-IT
任务提出 任务分析 相关知识 任务实施 任务评价
任务提出 任务分析 相关知识
2.基本尺寸分段
从理论上讲,同一公差等级的标准公差数值也 应随基本尺寸的增大而增大。
尺寸分段后,同一尺寸段内所有的基本尺寸, 在相同公差等级的情况下,具有相同的公差值。
任务实施 任务评价
例如:基本尺寸40mm和50mm都在大于30mm 至50mm尺寸段,两尺寸的IT7数值均为0.025mm。
任务实施 任务评价
ф 40G7 任务提出
只标注公差带代号的方法(适用于大批量的生产要求)
任务分析
相关知识 任务实施 任务评价
只标注上、下极限偏差数值的方法(适用于单件或小 批量的生产要求)
公差带代号与极限偏差值共同标注的方法(适用于批 量不定的生产要求)
3.公差带系列 任务提出
任务分析
相关知识
任务实施 任务评价
φ8e7
查得轴的上偏差ei=-0.080mm 查得轴的公差为IT=0.015mm 上偏差es=ei+IT=-0.080+0.015=+0.070mm
任务提出 任务分析 相关知识 任务实施 任务评价
任务提出 任务分析
二、基本偏差 1.基本偏差及其代号
国标《极限与配合》中规定,用以确定公差带相 对于零线位置的上偏差或下偏差,称为基本偏差。 基本偏差一般为靠近零线的那个偏差。
相关知识
任务实施 任务评价
特别注意:一个零件有声偏差和下偏差两个,但 对一个零件的尺寸公差带只能规定其中一个偏差 为基本偏差。
任务分析 相关知识 任务实施 任务评价
国家标准 《极限与配合》 中规定的公差称为标准公差。
标准公差的数值与两个因素 有关——标准公差等级和基本 尺寸分段。
任务提出 任务分析
1.标准公差等级
公差等级——确定尺寸精确程度的等级。 国家标准设置了20个公差等级 “IT”表示标准公差,后面的数字表示公差等级
基本尺寸至500mm的一般、常用和优先轴公差带
任务提出 任务分析 相关知识 任务实施 任务评价
基本尺寸至500mm一般、常用和优先孔公差带
比一比,看谁厉害!?
解释下列代号含义
ф 40G7
孔的基本直径为40mm,基本偏差代号为G 公差等级为7级,公差为7
ф 60s7
任务提出 任务分析 相关知识
基本偏差的代号:用拉丁字母表示,大写字母表 示孔的基本偏差,小写字母表示轴的基本偏差。
孔和轴的基本偏差代号
任务实施 任务评价
2.基本偏差系列图及其特征
(1)孔和轴同字母的基本 偏差相对零线基本呈对称分 布。
(2)在基本偏差数值表中 将js划归为上偏差,将JS划 归为下偏差。
任务提出 任务分析 相关知识 任务实施 任务评价
任务三 孔、轴的公差与国家标准
做为一名技术工人,你在加工产 品时,该怎样确定所加工产品是合 格的?若不合格该如何处理?
国家标准对零部件的加工控制采用公差带,公 差带由标准公差和基本偏差两个要素组成。
任务提出
任务三 孔、轴的公差与国家标准
一、标准公差
四、孔、轴极限偏差数值的确定
任务提出 1.基本偏差的数值
任务分析 相关知识 任务实施 任务评价
(1)基本偏差代号有大、小写之分,大写的查孔 的基本偏差数值表,小写的查轴的基本偏差数值表。 (2)查基本尺寸时,对于处于基本尺寸段界限位 置上的基本尺寸该属于哪个尺寸段,不要弄错。 (3)分清基本偏差是上偏差还是下偏差。 (4)代号j、k、J、K、M、N、P~ZC的基本偏差 数值与公差等级有关,查表时应根据基本偏差代号 和公差等级查表中相应的列。