系统连接
hd2018led控制系统操作手册
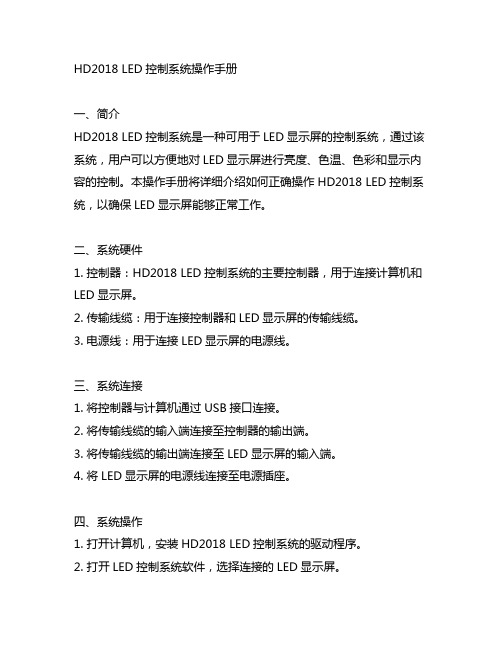
HD2018 LED控制系统操作手册一、简介HD2018 LED控制系统是一种可用于LED显示屏的控制系统,通过该系统,用户可以方便地对LED显示屏进行亮度、色温、色彩和显示内容的控制。
本操作手册将详细介绍如何正确操作HD2018 LED控制系统,以确保LED显示屏能够正常工作。
二、系统硬件1. 控制器:HD2018 LED控制系统的主要控制器,用于连接计算机和LED显示屏。
2. 传输线缆:用于连接控制器和LED显示屏的传输线缆。
3. 电源线:用于连接LED显示屏的电源线。
三、系统连接1. 将控制器与计算机通过USB接口连接。
2. 将传输线缆的输入端连接至控制器的输出端。
3. 将传输线缆的输出端连接至LED显示屏的输入端。
4. 将LED显示屏的电源线连接至电源插座。
四、系统操作1. 打开计算机,安装HD2018 LED控制系统的驱动程序。
2. 打开LED控制系统软件,选择连接的LED显示屏。
3. 在软件界面上,选择要显示的内容,并进行亮度、色温和色彩的调节。
4. 点击“发送”按钮,将设置的内容发送至LED显示屏。
五、操作注意事项1. 在操作控制系统前,请确保传输线缆和电源线连接正确,以免影响正常显示。
2. 调节亮度、色温和色彩时,需谨慎调节,避免造成LED显示屏损坏。
3. 使用过程中如遇到异常情况或故障,请及时通联售后服务人员处理。
六、常见故障及排查方法1. LED显示屏无法正常显示可能原因:传输线缆连接不良排查方法:重新检查传输线缆连接是否松动2. LED显示屏亮度不均匀可能原因:灯珠损坏排查方法:检查LED显示屏是否存在灯珠损坏情况,如有,及时更换七、系统维护1. 定期清洁LED显示屏表面,避免灰尘积累影响显示效果。
2. 定期检查传输线缆和电源线是否出现损坏,如有,及时更换。
以上便是HD2018 LED控制系统的操作手册,希望通过本手册的详细介绍,能够让用户正确、方便地操作LED显示屏,确保LED显示效果的正常,延长使用寿命。
FAS系统与第三方系统的连接(共20张PPT)
半自动控制 半自动控制
(FAS→ISCS→)操作员工作站下达控制指令→BAS→防排烟设备 IBP盘下达控制指令→IBP盘控制器→BAS→防排烟设备
通信接口 通信接口
联动控制信息(指令)流向
手动控制
环控电控柜人工单台启停设备
无无FA锡锡S系地 地屏统铁铁蔽与F火A门第灾S三与自方第动系三报统方警连连系IS接接统C:S(数FA据S通)讯按半半类两自自接级动动口监控控控制制方式设置,(第F一AS级→IB为IPS盘中CS下央→达级)控,操制设作指置员令于工→无作I锡B站P地下控铁达制控控器制制→中指屏心令蔽;→门屏控蔽制门器控制器
FANUC数控系统硬件的连接

7.I/O Link[JD1A],本接口是连接到I/O Link的。注意按照从 JD1A到JD1B的顺序连接,即从系统的JD1A出来,到I/O Link的JD1B为止 ,下一个I/O设备也是如此,如若不然,则会出现通讯错误而检测不到 I/O设备。
3)模拟主轴控制信号接口 JA40 用于模拟主轴伺服单元或变频器模拟电压的给定。
NC与模拟主轴的连接:
注: 1)SVC和EC为主轴指令电压和公共端,ENB1和ENB2为主轴使能信 号 2)当主轴指令电压有效时,ENB1,ENB2接通。当使用FANUC主轴 伺服单元时,不使用这些信号。 3)额定模拟电压输出如下:
(2)每一个DOCOM都连在印刷版上,如果使用连接器的DO信号(Y ),请确定输入DC24V到每个连接器的DOCOM。
COB104输入单元连接图
COB106输入单元连接图
COB104输出单元连接图
对于I/O LINK的所有单元来说,JD1A和JD1B的引脚分配都是一致。 I/O LINK的电缆连接如下图所示
RS232接口还可以传输或监控梯形图、DNC加工运行。
RS232传输线
DB9常用信号脚接口说明
针 接受数据 发送数据
数据终端准备 信号地
缩 针号 写 DCD 6 RXD 7 TXD 8 DTR 9 GND
功能说明
数据设备准备好 请求发送 清楚发送 振铃提示
(1)I/O单元电源接口 (2)I/O单元手轮信号接口
(3)I/O单元输入/输出接口
(3)I/O单元输入/输出接口
名称的解释:
0i-表明的是FANUC 系统的类型(名称),由这个名称 可知系统的种类和档次。
伺服驱动系统的连接与调试
• • • • • • • 重点: 1、步进电动机及驱动电路及线路连接 2、交流电动机伺服系统 3、直流伺服电动机 4、进给驱动装置的连接与调试 难点: 进给驱动装置的连接与调试
情境3:伺服驱动系统的连接与调试 情境 :
进给伺服系统是数控系统主要的子系统。如果说CNC 装置是数控系统的“大脑”,是发布“命令”的“指 挥所”,那么进给伺服系统则是数控系统的“四肢”, 是一种“执行机构”。它忠实地执行由CNC装置发来 的运动命令,精确控制执行部件的运动方向,进给速 度与位移量。
t
NC机床对数控进给伺服系统的要求 机床对数控进给伺服系统的要求
⒌ 能可逆运行和频繁灵活启停。 ⒍ 系统的可靠性高,维护使用方便,成本低。 综上所述:对伺服系统的要求包括静态和动态特性两方 面,对于高精度的数控机床,对动态性能的要求要更严一些。
进给伺服驱动系统是指进给伺服系统中的 驱动电机及 进给伺服驱动系统
位置控制单元 CNC 插补 指令 + 位置控制调节 器 速度控制单元 +
-
速度控制 调节与驱动
机械执行部件
实际 位置 反馈
实际 速度 反馈 检测与反馈单 元
电机
NC机床对数控进给伺服系统的要求 机床对数控进给伺服系统的要求
1.调速范围要宽且要有良好的稳定 性(在调速范围内) 调速范围: 一般要求:
情境3 情境3:伺服驱动系统的连接与调试 概述
一进给伺服系统的定义及组成 进给伺服系统的定义及组成
1 . 定义: 进给伺服系统(Feed Servo System)——以移动 部件的位置 速度 位置和速度 位置 速度作为控制量的自动控制系统。
ห้องสมุดไป่ตู้
项目二 数控系统硬件连接

任务二:数控系统的硬件连接训练 6) 伺服电机动力电源连接
主要包含伺服主轴电机与伺服进给电机的动力电源连接,伺服主轴电 机的动力电源是采用接线端子的方式连接,伺服进给电机的动力电源是采
用接插件连接,在连接过程中,一定要注意相序的正确。
任务一:数控机床的组成(FANUC)
主 轴 电 动 机
普通型和变频专用电动机
串行数字主轴电动机
任务一:数控机床的组成(FANUC)
主 轴 传 动 机 构
带传动(经过一级降速)
经过一级齿轮的带传动
任务一:数控机床的组成(FANUC)
主 轴 传 动 机 构
内装式电机主轴单元 (电主轴) 几级降速齿轮传动
6.αi伺服模块(SVM2)
TB1: DC300V直 流母线 CXA2B:DC 24V工作电 源与控制信 号总线
CXA2A:DC 24V工作电 源与控制信 号总线
COP10B: 驱动器 FSSB总线
JF1:伺服电 机位置编码 器反馈 CZ2L/2M: 伺服电动机 电源输出
COP10A: 驱动器FSSB 总线 JF2:伺服电 机位置编码 器反馈
CM65: SA1信 号输入
CA65: 强电信号 输出(急停)
任务一:数控机床的组成(FANUC)
CE57/53: I/O LINK 总线接口
开/关 程序保护
XS1: SS01J信号 输入
急停 开关
SS01N: 进给轴倍率 波段开关
SS01J: 主轴倍率 波段开关
XS2: SS01N信号 输入
任务一:数控机床的组成(FANUC) 三.PMC单元与I/O LINK连接
数控系统的连接及调试

实训二数控系统的连接及调试一、实验目的1、熟悉HED—21S数控系统综合试验台各个组成部件的接口。
2、读懂电气原理图,通过电气原理图独立进行数控系统各部件之间的连接。
3、了解数控系统的调试运行方法。
二、实训设备HED—21S数控系统综合实验台万用表工具三、相关知识包括数控装置,由变频器和三相异步电机构成主轴驱动系统,由交流伺服单元和交流伺服电机构成的进给伺服驱动系统,由步进电机构成的进给伺服驱动系统等的数控系统,可实现主轴驱动系统的速度控制,进给伺服驱动系统的开环、半闭环、闭环控制。
1.电源部分图 4—1 电源部分接线图2.继电器与输入/输出开关量图4-2电器部分接线图图 4—3 继电板部分接口图 4—4 输入开关量接线图图 4—5 输出开关量接线图3.数控装置与手摇单元和光栅尺图 4—6 手摇单元接线图图 4—7 数控装置与光栅尺连接4.数控装置与主轴的连接图 4—8 数控装置与主轴连接5.数控装置与步进驱动单元连接图 4—9 数控装置与步进驱动单元的连接6.数控装置与交流伺服单元的连接图 4—10 数控系统与交流伺服单元的连接7.数控系统刀架的连接图 4—11 刀架电动部分四、实训内容及骤1.数控系统的连接(1)电源回路的连接按前图接线,并用万用表检查电源电压和变压器输出端电压。
(2)数控系统继电器的输入/输出开关量连接按前图连接继电器和接触器,以及输入/输出开关量。
(3)数控装置和手摇单元的连接按前图连接手摇单元和光栅尺。
(4)数控装置和变频主轴的连接连接变频器和主轴电机强电电缆,以及数控装置和变频器信号线。
确保地线可靠。
(5)数控装置和交流伺服器的连接按前图连接交流伺服电机的强电电缆和码盘信号线,接入伺服单元电源。
地线可靠正确接地。
(6)数控装置和步进电机驱动器的连接按前图连接步进电机驱动器和步进电机,以及驱动器电源。
(7)数控系统刀架电动机的连接连接刀架电机。
2、数控系统调试(1)线路检查。
FANUC 0I系统的连接与调试

C)伺服电机动力线和反馈线都带有屏蔽,一定要将屏蔽做接地处理,并且信号线和动力线要分开接地,以免由于干扰产生报警。如下所示:
D)对于PSM的MCC(CX3)一定不要接错,CX3的1,3之间只是一个内部触点,如果错接成200V,将会烧坏PSM控制板。如下图所示正确接法。
・按[SETING]软键。(若显示警告信息,请重新设定)。
・在轴设定画面上,指定关于轴的信息,如分离型检测器接口单元的连接器号。
・按[SETING]键(若显示警告信息,重复上述步骤)。此时,应关闭电源,然后开机,如果没有出现5138报警,则设定完成。
・首先把3111#0 SVS设定为1显现伺服设定和伺服调整画面。翻到伺服参数设定画面,如下图示,设定各项(如果是全闭环,先按半闭环设定)。
FANUC系统的连接与调试
第一节硬件连接
简要介绍了0IC/0I Mate C的系统与各外部设备(输入电源、放大器,I/O等)之间的总体连接,放大器(αi系列电源模块,主轴模块,伺服模块,βis系列放大器,βiSVPM)之间的连接以及和电源,电机等的连接,和RS232C设备的连接。最后介绍了存储卡的使用方法(数据备份,DNC加工等)。
G)对于I/O Link[JD1A]是连接到I/O模块或机床操作面板的,必须连接。
H)存储卡插槽(在系统的正面),用于连接存储卡,可对参数、程序、梯形图等数据ቤተ መጻሕፍቲ ባይዱ行输入/输出操作,也可以进行DNC加工。
1)伺服/主轴放大器的连接
以上是以0iC带主轴放大器为例的连接图。
注意:A)PSM、SPM、SVM(伺服模块)之间的短接片(TB1)是连接主回路的直流300V电压用的连接线,一定要拧紧,如果没有拧的足够紧,轻则产生报警,重则烧坏电源模块(PSM)和主轴模块(SPM)。
气体报警器与DCS系统常见连接方式
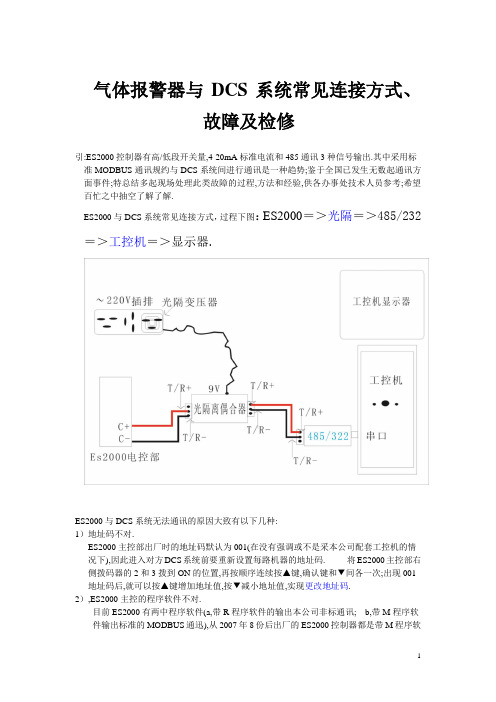
气体报警器与DCS系统常见连接方式、故障及检修引:ES2000控制器有高/低段开关量,4-20mA标准电流和485通讯3种信号输出.其中采用标准MODBUS通讯规约与DCS系统间进行通讯是一种趋势;鉴于全国已发生无数起通讯方面事件;特总结多起现场处理此类故障的过程,方法和经验,供各办事处技术人员参考;希望百忙之中抽空了解了解.ES2000与DCS系统常见连接方式,过程下图:ES2000=>光隔=>485/232=>工控机=>显示器.ES2000与DCS系统无法通讯的原因大致有以下几种:1)地址码不对.ES2000主控部出厂时的地址码默认为001(在没有强调或不是采本公司配套工控机的情况下),因此进入对方DCS系统前要重新设置每路机器的地址码._____将ES2000主控部右侧拨码器的2和3拨到ON的位置,再按顺序连续按▲键,确认键和▼间各一次;出现001 地址码后,就可以按▲键增加地址值,按▼减小地址值,实现更改地址码.2),ES2000主控的程序软件不对.目前ES2000有两中程序软件(a,带R程序软件的输出本公司非标通讯; b,带M程序软件输出标准的MODBUS通迅),从2007年8份后出厂的ES2000控制器都是带M程序软件输出为标准的MODBUS通迅信号;以上两种458通讯都有相对应的测试软件.A,若对方需要输出为标准的MODBUS通迅信号,用标准的MODBUS通迅测试软件无法通信上,但用非标通讯测试软件能通讯上;说明此批控制器程序不对,需要重新烧写程序或更换ES2000主控部.B,反之,对方已有本公司ES2000产品,后升级购用本公司DCS系统时,需要带R的程序软件输出本公司非标通讯信号,若不能非标测试软件测试;只能用标准的测试软件测试上,侧说明此批ES2000控制器程序不对,需要重新烧写程序或更换ES2000主控部.3),ES2000主控的通讯输出波特率与DCS系统输入波特率不一至.ES2000主控部的通讯波特率可以从1200到9600任意1200的整数倍设置_____将ES2000 主控部右侧拨码器的2,3和4都拨到ON的位置, 再按顺序连续按▲键,确认键和▼间各一次,此时ES2000显示屏的左上角有4800或9600等数字; 按▲键增大波特率值,按▼减小波特率值,若对方采用波特率为9600,调整ES2000的波特率也为9600即可.4),E2000与DCS系统之间的通讯回路不畅通.E2000与DCS系统的工控机之间一般要加光隔离偶合器(以下简称光隔)和485/322模快, 通讯回路不畅通故障一般先观察的电源指示灯是否正常指示,若正常指示就检查485/322模块是否插好在工控机的串口内。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Page 2/10
安装准备——检查各硬件是否齐全
MCPA(选件): 一个(可用于模拟主轴) 订货号: 6FC5312-0DA01-0AA0 模拟驱动器接口ADI4(选件): 一个 订货号:6FCS211-0BA01-0AA2 SITOP电源模块: 订货号:6EP1434-2BA00 Profibus DP 总线电缆: 订货号:6XV1 830-0EH10
转换器
© Siemens AG 2009. All Rights Reserved. Industry Sector
X333
X333 输出:Q2.0~Q3.7 端子
PP 72/48
X111
X4 X5 X20 X1
X1
X3 ADI4
X1201 X1202
X1201
X1201
X2
DP/DP 耦合器 X2
X224
CUA31
X202
驱动部分连接——模块式标准连接
系统部分
X200
X201
X202
X500
L1 L2 L3
X200
X210
X201
X210
主电源开关
RDY OUT>5V
RDY OUT>5V
X224
SMC0
CUA31
PM340 进线滤波器 进线电抗器
1Vpp – SMC20 TTL – SMC30
1 2 3 4
1 2 3 4
熔断器 主电源开关
进线电抗器 外接24V
Ready Warning I2t EP +24V EP M X200 X201 X202 X200 X201 EP M EP +24V
Active Line Module & Smart Line Module(16/36kw) Smart Line Module(5/10KW)
系统连接
1. 硬件连接准备 2. 系统硬件连接 3. 驱动eserved.
安装准备——检查各硬件是否齐全
PCU210.3: 一台 订货号: 6FC5370-0AA00-1AA0:value ( S1 ) 订货号: 6FC5370-0AA00-2AA0:plus ( S2 ) 订货号: 6FC5370-0AA00-3AA0:pro ( S3 ) 键盘: 一个 订货号:6FC5303-0DT12-1AA0(垂直安装) 订货号:6FC5303-0DM13-1AA0(水平安装) 输入输出模块PP72/48 :一块(总共可选配三块) 订货号: 6FC5611-0CA01-0AA0 配套件:1. 50芯扁平电缆(非西门子提供) 2. 50芯扁平电缆端子转换器(非西门子提供) 机床控制面板MCP(选件) 订货号:6FC5603-0AD00-0AA3(接PP72/48) 订货号:6FC5303-0AF30-1AA0(接MCPA)
RDY DC-Link
RDY DC-Link
24V + Disable Reset M RDY DC-Link
系统部分
Thank you for your attention!
© Siemens AG 2009. All Rights Reserved.
X111
X111
转换器 输出:Q0.0~Q1.7 X222 X222 端子 输入:I3.0~I5.7 转换器 X333
PP 72/48
PP 72/48
X222
X222
编码器信号
X333
驱动部分
Page 7/10
24V电源 输入:I6.0~I8.7 ADI4:地址16 ADI4:地址15 模块1:地址9 模块2:地址8输出:Q4.0~Q5.7 模块3:地址7
○书本型驱动
电源模块 : 订货号: 6SL3131-6AE-0AA0 (非调节型) 订货号: 6SL3131-7TE-6AA1 (调节型) 配套件:
电机模块 订货号:6SL3121-1TE-AA(单轴模块) 订货号: 6SL3121-2TE-AA(双轴模块) 配套件:
Page 4/10 © Siemens AG 2009. All Rights Reserved. Industry Sector
安装准备——检查各硬件是否齐全
传感器模块(若电机不带Drive-CliQ接口或外接编码器): 订货号: 6SL3055-0AA00-5BA1(SMC20) 订货号: 6SL3055-0AA00-5CA0(SMC30) 电抗器: 订货号: 6SN1111-0AA00-0V 电源滤波器 (需与电抗器配合使用): 订货号: 6SL3000-0E- A0 Drive-CliQ 电缆 订货号:6SL3060-4AU00-AA
Page 5/10
© Siemens AG 2009. All Rights Reserved. Industry Sector
安装准备——检查各硬件是否齐全
伺服电机1FK7: 订货号: 1FK7-5AF71-1K5 主轴电机1PH7: 订货号: 1PH7-2QF02-00 动力电缆: 订货号: 6FX002-5-….
X9
MCPA 接口
MCPA
X1
X2
可选用垂直键盘 电子手轮必须选 PP72/48通过Profibus X111、X222、X333 DP/DP耦合器主要用于 ADI4可以提供4组模拟 使用Drive-CliQ线与驱 MCPA直接安装在系统 推荐使用西门子 ADI4的地址可以设为 操作面板必须接 第二、三块PP72/48模 第一块PP72/48模块 需先确保安装MCPA, 通过端子转接器与 自定义操作面板只能接 别忘了接电源,可 或者水平键盘 用差分信号 与系统相连 对应PLC地址为 量输出,需要外接电源 两个Profibus网络连接 动部分相连 背板上 PP72/48的X111与 标准电源模块 15或者16,具体配置 块地址分别设为8和7 PROFIBUS地址设为9 机床电器部件相连 并且MCP接口为37芯D PP72/48,并需要修改 从SITOP模块引线 SITOP X222 过程请参看调试手册 型口 PLC程序
进线滤波器 进线电抗器
PM340
熔断器
Page 9/10
© Siemens AG 2009. All Rights Reserved. Industry Sector
X224
CUA31
X202
)
L1 L2 L3
驱动部分连接——书本型驱动标准连接
安装电源模块
Single Motor Module
X202
X200 X201 1 2 3 4 EP M EP +24V
X202 1 2 3 4 EP M EP +24V
Double Motor Module
X203
SMC0
© Siemens AG 2009. All Rights Reserved. Industry Sector
X500
1 2 3 4
Page 10/10 进线滤波器 前置触点
X201
X210
主电源开关
RDY OUT>5V
RDY OUT>5V
X224
SMC0
CUA31
PM340 进线滤波器 进线电抗器
1Vpp – SMC20 TTL – SMC30
进线滤波器 进线电抗器
PM340
熔断器
Page 8/10
© Siemens AG 2009. All Rights Reserved. Industry Sector
X6
X1202
X1202
模拟驱动器
X111
X1 X2 X1 X2 X1 X2 输入:I0.0~I2.7
端子
其他总线 设备
机 床 电 器 部 件
X5-2 X5-1 X4-2 X4-1
I/O
X2 X1
驱动部分连接——模块式标准连接
系统部分
X200
X201
X202
X500
L1 L2 L3
X200
X210
…
Page 3/10
© Siemens AG 2009. All Rights Reserved. Industry Sector
安装准备——检查各硬件是否齐全
●模块型驱动(只适用于Vaule)
控制单元适配器CUA31: 订货号: 6SL3040-0PA00-0AA0 功率模块PM340: 订货号: 6SL3210-1SE-UA0
系统部分——标准配置连接
SITOP 24V电源
802D sl PCU X30
至PP72/48模块
连接驱动器 其他可选部件连接 安装MCPA 安装MCP操作面板 安装I/O模块 连接电子手轮 连接键盘 安装电源 连接DP/DP耦合器 MCP(接PP72/48) PP72/48
连接ADI4 自定义MCP MCP(接MCPA)
U V W
信号电缆 订货号:6FX002-2….(带Driver-CliQ口) 订货号: 6FX002-2CA31-10 (不带Drive-CliQ口)
Page 6/10
© Siemens AG 2009. All Rights Reserved. Industry Sector