机械设备单体试车记录
鼓风机试车记录
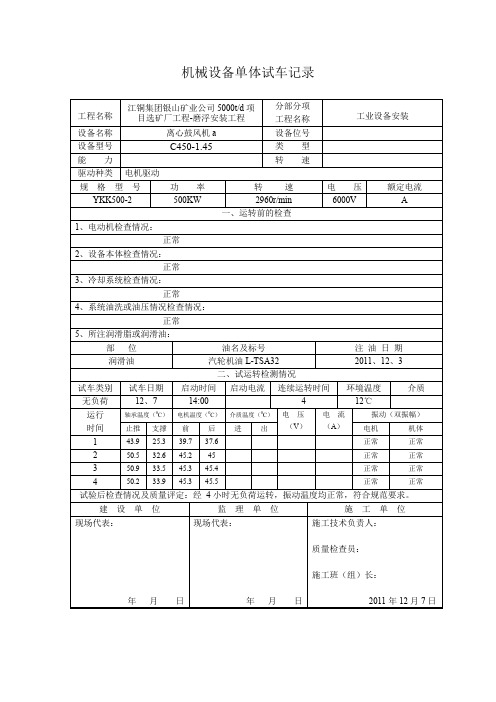
工程名称江铜集团银山矿业公司5000t/d项目选矿厂工程-磨浮安装工程分部分项工程名称工业设备安装设备名称离心鼓风机a 设备位号设备型号C450-1.45类型能力转速驱动种类电机驱动规格型号功率转速电压额定电流YKK500-2 500KW 2960r/min 6000V A一、运转前的检查1、电动机检查情况:正常2、设备本体检查情况:正常3、冷却系统检查情况:正常4、系统油洗或油压情况检查情况:正常5、所注润滑脂或润滑油:部位油名及标号注油日期润滑油汽轮机油L-TSA32 2011、12、3二、试运转检测情况试车类别试车日期启动时间启动电流连续运转时间环境温度介质无负荷12、7 14:00 4 12℃运行时间轴承温度(0C)电机温度(0C)介质温度(0C)电压(V)电流(A)振动(双振幅)止推支撑前后进出电机机体1 43.9 25.3 39.7 37.6 正常正常2 50.5 32.6 45.2 45 正常正常3 50.9 33.5 45.3 45.4 正常正常4 50.2 33.9 45.3 45.5 正常正常试验后检查情况及质量评定:经4小时无负荷运转,振动温度均正常,符合规范要求。
建设单位监理单位施工单位现场代表:年月日现场代表:年月日施工技术负责人:质量检查员:施工班(组)长:2011年12月7日工程名称江铜集团银山矿业公司5000t/d项目选矿厂工程-磨浮安装工程分部分项工程名称工业设备安装设备名称离心鼓风机b 设备位号设备型号C450-1.45类型能力转速驱动种类电机驱动规格型号功率转速电压额定电流YKK500-2 500KW 2960r/min 6000V A一、运转前的检查1、电动机检查情况:正常2、设备本体检查情况:正常3、冷却系统检查情况:正常4、系统油洗或油压情况检查情况:正常5、所注润滑脂或润滑油:部位油名及标号注油日期润滑油汽轮机油L-TSA32 2011、12、3二、试运转检测情况试车类别试车日期启动时间启动电流连续运转时间环境温度介质无负荷12、7 14:00 4 12℃运行时间轴承温度(0C)电机温度(0C)介质温度(0C)电压(V)电流(A)振动(双振幅)止推支撑前后进出电机机体1 43.5 25 39.5 37.4 正常正常2 50 32.2 45.1 45 正常正常3 50.2 33.5 45.3 45.7 正常正常4 51 33.8 45.4 46 正常正常试验后检查情况及质量评定:经4小时无负荷运转,振动温度均正常,符合规范要求。
热轧机组单体试车方案
热轧机组单体试车方案清晨的阳光透过窗帘,洒在笔记本的键盘上,我的手指轻轻敲击着,回忆起那些年在热轧机组现场的日子。
下面,我就以“热轧机组单体试车方案”为主题,为大家详细阐述一下我的想法。
一、试车前的准备工作1.人员准备:确定试车人员名单,包括操作人员、维修人员、安全员等,确保人员数量充足,技能熟练。
2.设备准备:检查热轧机组设备,确保各部件完好,无故障。
特别是关键部件,如电机、减速器、轴承等,要重点检查。
3.材料准备:准备好试车所需的材料,如钢坯、润滑油、冷却水等。
4.安全措施:制定试车安全措施,确保试车过程中人员安全。
二、试车流程1.启动设备:按照操作规程,启动热轧机组设备,观察设备运行情况。
2.空载运行:让设备空载运行一段时间,检查设备运行是否平稳,各部件是否正常。
3.负载运行:逐渐增加负载,观察设备运行状况,检查电机、减速器等关键部件的负载能力。
4.调整参数:根据试车情况,调整设备运行参数,如速度、温度等,以达到最佳工作状态。
5.检查设备:在试车过程中,随时检查设备各部件的磨损情况,发现问题及时处理。
6.数据记录:记录试车过程中的各项数据,如温度、压力、速度等,为后续分析提供依据。
三、试车后的处理1.停机检查:试车结束后,立即停机,对设备进行详细检查,排除故障。
2.数据分析:对试车数据进行分析,找出设备存在的问题,提出改进措施。
3.整改落实:根据分析结果,对设备进行整改,确保设备正常运行。
四、注意事项1.安全第一:试车过程中,始终把安全放在首位,确保人员安全。
2.操作规程:严格按照操作规程进行试车,避免违规操作导致设备损坏。
3.人员培训:加强试车人员培训,提高操作技能和安全意识。
4.及时沟通:试车过程中,发现问题时,及时与相关部门沟通,共同解决问题。
5.记录详细:详细记录试车过程,为后续分析提供依据。
时光荏苒,岁月如梭。
热轧机组单体试车方案,承载着我十年的经验和心血。
希望这篇方案能为大家提供一些帮助,让我们一起为我国的热轧事业努力!注意事项:1.安全意识要到位:试车现场,安全隐患无处不在,一旦疏忽,后果不堪设想。
系统设备单机试车方案
系统设备单机试车方案(1)电机1、试车前准备1.1脱开连轴器,将电机与减速机或泵体等设备分离。
1.2检查固定连接部位有无松动。
1.3盘车检查电机转子运转是否灵活,有无异常现象。
1.4 检查电源电压与电机明牌上标识的电压是否一致,接线是否牢固,电机绝缘是否符合电气要求。
1.5点动电机检查转向是否符合工艺要求。
2、电机试运转启动电机进行2小时空运转。
检查空载电流、温升、振动是否正常,有无异响。
(2)减速机及搅拌器1、试车前准备1.1电机单试合格,电机转向符合要求。
1.2各固定连接部位应无松动。
1.3各润滑部位加注润滑剂的规格和数量应符合设备技术文件的规定。
1.4各指示仪表安全保护装置及电控装置均应灵敏、准确、可靠。
1.5盘车应灵活,无异常现象。
1.6减速机机架和减速机应水平。
1.7检查电机轴和减速机输入轴以及减速机输出轴与搅拌轴的同轴度,如果是刚性连轴器连接其同轴度下表的规定,如果是弹性连轴器其误差不得大于所用连轴器的许用补偿量。
1.8 电源电压应与电机铭牌上标识的电压一致,接线牢固,电机绝缘符合电气要求。
2、减速机试运转2.1 启动电机进行减速机试运转。
首先检查该机油位是否在规定范围内,低速试运转30分钟,然后逐渐调节至与工况相同的转速试运转,并检查电机电流、温升、振动和减速机润滑、声音、温升及渗、漏油等情况是否正常,搅拌轴的运转是否平稳,摆动幅度是否在允许的范围内并做好记录。
2.2 减速机空载运行正常后,向储槽或反应釜中加入规定量的自来水,准备进行减速机负荷试车。
2.3 检查储槽或出料阀有无漏液现象,并做好记录。
2.4 启动搅拌器在与工况条件相同的负荷下运转24小时,前2小时每30分钟记录一次电机电流、温度和减速机油温及搅拌器转速,以后每2小时记录一次直至试车结束。
3、停车3.1 降低搅拌器转速在低速下运转30分钟。
3.2 按下电机停止按钮。
(3)离心泵1、试车前准备1.1电机单试合格,电机转向与泵体叶轮标注的转向一致。
单体试车方案
单机试车方案一、单机试车设备及试车目的1、试车设备:泵:P1301、P1302、P1303、P1304、P1305、P1401、P1402、P1403、P1404、P1405、P1406、P1407、P1408、P1409破渣机:H1301捞渣机:L1301搅拌器类:A1301、A1302、A1401、A1402真空带式过滤机:M1401、P14102、试车目的单机试车前,总承包单位组织设计单位、施工单位、业主各职能部门分专业进行全面检查:查设计漏项、施工质量、安全隐患,对查出的问题定任务、定人员、定措施、定时间整改。
通用机泵、搅拌机械、传动设备、电气、仪表、自控、报警系统都要进行单机试车,目的是检验设备性能、安装质量是否达到设计要求。
3、单机试车应具备条件1)、单机传动设备(包括辅助设备)经过详细检查润滑、密封、冷却系统、油循环系统达到要求,施工记录、技术资料符合要求。
2)、试车有关管道已全部配完,临时管道、盲板以按要求设置,管道经清洗吹扫合格。
3)、试车设备供电条件具备,电气绝缘试验完成,仪表、自控系统能投入使用。
4)、试车现场工完料尽场地清,安全隐患消除。
5)、试车方案、有关操作规程已审批公布。
6)、试车小组成立,专职技术人员和操作人员已确定。
7)、试车记录表格齐全。
P1301试车方案一、试车名称:DGMB50/10高压煤浆泵二、试车目的和要求1 本试车的目的是进行性能测试,以检查产品各项参数能否达到设计规定指标,机组运行是否可靠,本试验以新鲜水做介质进行现场试车。
2、在试车工况下a、测定水量、进出口压力、温度、各轴承温度及电机轴功率。
b、进行主机机械振动测量。
c、进行噪声测量。
d、管线连接是否正常。
e、检查供油、推进液是否正常。
f、模拟报警、停机工况,检查仪表工作是否正常。
三、试车条件1、机组、管线、仪表、电器安装到位。
2、临时性仪器、仪表和材料压力计 1台流量计 1台便携式测振仪 1台手持式数字红外测温仪 1台临时过滤器滤网专用工具四、试车方法与步骤1、机械试运拆下联轴器,点动电机,判断电机转向和泵的转向是否一致2、试车安装好联轴器,按单体操作开启P1301。
泵设备单机试车方案
泵设备单机试车方案泵设备单机试车方案一、概述装Z泵类设备较多,在装Z开车以前要试验每台泵的性能,并检查有无制造缺陷。
试车过程中在泵的入口管线上应安装临时过滤网。
泵的试车同时也是对有关管线及设备的清洗。
封闭的循环回路应当使流过的正常路线越长越好,整个工艺系统可以分成几段进行循环,也可以把全部的泵同时开动起来。
操作人员应熟悉泵和电机制造厂家提供的资料,并应遵守其中的一些专门规定。
二、编制说明本工程泵设备主要用于输送有腐蚀性的流体介质,本方案主要阐述泵的单机试运行,试车介质为清水,本试车由施工单位、建设单位及设备供应商一起参与。
三、编制依据1、安装使用说明书及随机资料。
2、《机械设备安装工程施工及验收通用规范》GB™-98 3.《压缩机、风机、泵安装工程施工及验收规范》GB*****-98五、试车前的准备试车前应检查下列工作是否完成:1、检查各转动设备,用手盘车,应灵活,无卡滞现象,配电柜是否符合要求,及电机接线端子是否符合产品要求。
2、用兆欧表测试电机绕组及电缆绝缘电阻,确保绝缘电阻值不得低于0.5MQ;3、检查电机绕组接法是否与电机铭牌相符;4、用万用表检查电缆的连续性,确保电缆完好;5、电缆接线牢固、电缆标牌悬挂正确;6、联轴器是否脱开,对于确实无法脱开的应在取得厂方的同意后连同机械部分一同试运行。
7、参加试运转的人员,应熟悉设备的构造、性能、设备技术文件,并应掌握操作规程及试运转操作。
8、设备木体及周围环境应清理干净,设备附近不得进行有粉尘的或噪音较大的作业。
9、对参加试运转人员应进行安全技术交底,要做到分工明确责任到人。
10、设备的试车,应根据设备生产厂家的技术资料进行,或生产厂家有关技术人员进行现场指导。
成立试车小组,使设备试车工作有序进行。
六、单机试车2、电机的单体试车11准备工作(1)全部安装工作结束并验收合格,现场清理干净。
(2)对照施工图纸,检查电机及其附属电器设备是否符合有关技术要求,确认无问题,方可进行试车。
单机试车一般程序及质量控制点

(0)富翻如钿)FUNOE EMERGE [CHMIGZHOU)单机试车一般程序及质量控制点一、单机试车总体要求1.1 通用机泵、搅拌机械、驱动装置、大机组及与其相关的电气、仪表、计算机等的检测、控制、联锁、报警系统,安装结束均要进行单机试车,目的是检验设备的制造、安装质量和设备性能是否符合规范和设计要求。
1.2 除大机组等关键设备外的转动设备的单机试车,由承包商单位、施工单位组织,建立试车小组,由施工单位编制试车方案和实施,建设(生产)单位配合,设计、供应、质监、监理等单位参加。
1.3 单机试车时需要增加的临时设施(如管线、阀门、盲板、过滤网等),由施工单位提出计划,施工部审核,施工单位施工。
1.4 单机试车所需要的电力、蒸汽、工业水、循环水、脱盐水、仪表风、工业风、氮气、燃料气、润滑油(脂)、试车物料等由建设(生产)单位负责供应。
1.5 单机试车过程要及时填写试车记录,单机试车合格后,由承包商单位、施工单位组织生产、工程管理、监理、施工、设计、质监等人员确认、签字。
1.6 大机组等关键设备试车应具备以下条件:a)机组安装完毕,质量评定合格;b)系统管道耐压试验和冷换设备气密试验合格;c)工艺和蒸汽管道吹扫或清洗合格;d)动设备润滑油、密封油、控制油系统清洗合格;e)安全阀调试合格并已铅封;f)同试车相关的电气、仪表、计算机等调试联校合格;g)试车所需要的动力、仪表风、循环水、脱盐水及其它介质已到位;h)试车方案已批准,指挥、操作、保运人员到位;测试仪表、工具、防护用品、记录表格准备齐全;i)试车设备与其相连系统已隔离开,具备自己的独立系统;j)试车区域已划定,有关人员凭证进入k)试车需要的工程安装资料,施工单位整理完,能提供试车人员借阅;l)消防设施、灭火器材配备到位。
1.7 大机组等关键设备单机试车,EPC总包方、施工单位组织,成立试车小组,由施工单位编制试车方案,经过施工、生产、设计、制造厂、监理等单位联合确认。
单机试车一般程序及质量控制点
-单机试车普通程序及质量控制点1.1 通用机泵、搅拌机械、驱动装置、大机组及与其相关的电气、仪表、计算机等的检测、控制、联锁、报警系统,安装结束均要进行单机试车,目的是检验设备的创造、安装质量和设备性能是否符合规*和设计要求。
1.2 除大机组等关键设备外的转动设备的单机试车,由承包商单位、施工单位组织,建立试车小组,由施工单位编制试车方案和实施,建设(生产)单位配合,设计、供应、质监、监理等单位参加。
1.3 单机试车时需要增加的暂时设施(如管线、阀门、盲板、过滤网等) ,由施工单位提出计划,施工部审核,施工单位施工。
1.4 单机试车所需要的电力、蒸汽、工业水、循环水、脱盐水、仪表风、工业风、氮气、燃料气、润滑油(脂)、试车物料等由建设(生产)单位负责供应。
1.5 单机试车过程要及时填写试车记录,单机试车合格后,由承包商单位、施工单位组织生产、工程管理、监理、施工、设计、质监等人员确认、签字。
1.6 大机组等关键设备试车应具备以下条件:a)机组安装完毕,质量评定合格;b)系统管道耐压试验和冷换设备气密试验合格;c)工艺和蒸汽管道吹扫或者清洗合格;d)动设备润滑油、密封油、控制油系统清洗合格;e)安全阀调试合格并已铅封;f)同试车相关的电气、仪表、计算机等调试联校合格;g)试车所需要的动力、仪表风、循环水、脱盐水及其它介质已到位;h)试车方案已批准,指挥、操作、保运人员到位;测试仪表、工具、防护用品、记录表格准备齐全;i)试车设备与其相连系统已隔离开,具备自己的独立系统;j)试车区域已划定,有关人员凭证进入k)试车需要的工程安装资料,施工单位整理完,能提供试车人员借阅;l)消防设施、灭火器材配备到位。
1.7 大机组等关键设备单机试车, EPC 总包方、施工单位组织,成立试车小组,由施工单位编制试车方案,经过施工、生产、设计、创造厂、监理等单位联合确认。
试车操作由各运行部熟悉试车方案、操作方法、考试合格取得上岗证的人员进行操作。
单体试车方案
1 编制说明1.1 山东兖矿国泰化工有限公司20万吨/年醋酸工程,醋酸标段共有机泵44台(其中离心泵41台,计量泵2台,深井泵1台),活塞式压缩机1台,搅拌器2台。
1.2 机泵、压缩机试车利用工艺管线及临时管线以及正式设备(塔、贮罐、容器)形成一个封闭的系统完成试运转。
1.3因施工进度要求,成品塔(T2403)、脱水塔(T2402)、脱轻塔(T2401)、提馏塔(T2404)塔盘及填料在试车时均已安装完毕,泵P2402AB、P2403AB、P2404AB、P2405AB、P2406AB、P2407AB、P2409AB 试车时需铺设临时管线与设备废酸槽(V2406)形成封闭回路完成试运转。
2 编制依据2.1 《压缩机、风机、泵安装工程施工及验收规范》 GB50275-98 2.2 《机械设备安装工程施工及验收通用规范》 GB50231-982.3 《化工机器安装工程施工及验收规范》(中小型活塞式压缩机)HGJ206-922.4 《化工机器安装工程施工及验收规范》(化工用泵)HGJ207-83 2.5 《化学工业大、中型装置试车工作规范》 HGJ231-912.6 泵、压缩机、搅拌器安装使用说明书(随机资料)3 施工准备3.1施工技术准备3.1.1单机试车方案已经编制,且经过审批。
3.1.2 单机试运转流程图已绘制,经审核确认符合设备循环试车要求。
3.1.3试车前,技术人员向施工班组作详细技术交底,使参与试车人员清楚、熟悉试车程序。
3.1.4各种记录表格、检测机具均已准备齐全。
3.2施工现场准备3.2.1单体试车的设备安装工作已全部结束,经建设单位、监理公司、施工单位等三方联合检查认可,具备试运转条件。
3.2.2安装记录齐全、垫铁隐蔽工作完成、二次灌浆工作结束,砼强度达到设计要求。
3.2.3参与试运转的管道试压吹扫完成,相关设备已清洗干净。
3.2.4冷却水系统、电气系统运行正常可靠,在线仪表灵敏、准确,安全保护联锁动作可靠。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
部位
油名及标号
注油日期
电机轴承座
二、试运转检测情况
试车类别
试车日期
启动时间
启动电流
连续运转时间
环境温度
介质
无负荷
运行
时间
轴承温度(0C)
电机温度(0C)
介质温度(0C)
电压
(V)
电流
(A)
振动(双振幅)
前
后
前
后
进
出
电机
机体
试验后检查情况及质量评定:经小时无负荷运转,振动温度均正常,符合规范要求。
建设单位
监理单位
施工单位
现场代表:
年月日
现场代表:
年月日
施工技术负责人:
质量检查员:
施工班(组)长:
年月日
机械设备单体试车记录
工程名称
江铜瓮福40万吨/年硫酸装置项目
分部分项
工程名称
循环水站工段循环水泵安装
设备名称
循环水泵
设备位号
P1401 b
设备型号
DFSS400-460
类型
能力
转速
驱动种类
规格型号
机械设备单体试车记录
工程名称
江铜瓮福40万吨/年硫酸装置项目
分部分项
工程名称
循环水站工段循环水泵安装
设备名称
循环水泵
设备位号
P1402a
设备型号
DFSS350-430
类型
能力
转速
驱动种类
规格型号
功率
转速
电压
额定电流
YKK400-4WF1
280kW
1485r/min
6000V
31.7A
一、运转前的检查
质量检查员:
施工班(组)长:
年月日
机械设备单体试车记录
工程名称
江铜瓮福40万吨/年硫酸装置项目
1、电动机检查情况:
2、设备本体检查情况:
3、冷却系统检查情况:
4、系统油洗或油压情况检查情况:
5、所注润滑脂或润滑油:
部位
油名及标号
注油日期
电机轴承座
2#锂基脂
二、试运转检测情况
试车类别
试车日期
启动时间
启动电流
连续运转时间
环境温度
介质
无负荷
运行
时间
轴承温度(0C)
电机温度(0C)
介质温度(0C)
电压
5、所注润滑脂或润滑油:
部位
油名及标号
注油日期
电机轴承座
2#锂基脂
二、试运转检测情况
试车类别
试车日期
启动时间
启动电流
连续运转时间
环境温度
介质
无负荷
运行
时间
轴承温度(0C)
电机温度(0C)
介质温度(0C)
电压
(V)
电流
(A)
振动(双振幅)
前
后
前
后
进
出
电机
机体
试验后检查情况及质量评定:经小时无负荷运转,振动温度均正常,符合规范要求。
机械设备单体试车记录
工程名称
德兴铜矿富家坞矿区技术改造前期酸性水库及泵站工程
分部分项
工程名称
圆盘浇铸机循环水
设备名称
循环水泵
设备位号
设备型号
类型
能力
转速
驱动种类
规格型号
功率
转速
电压额Leabharlann 电流一、运转前的检查1、电动机检查情况:
2、设备本体检查情况:
3、冷却系统检查情况:
4、系统油洗或油压情况检查情况:
启动时间
启动电流
连续运转时间
环境温度
介质
无负荷
运行
时间
轴承温度(0C)
电机温度(0C)
介质温度(0C)
电压
(V)
电流
(A)
振动(双振幅)
前
后
前
后
进
出
电机
机体
试验后检查情况及质量评定:经小时无负荷运转,振动温度均正常,符合规范要求。
建设单位
监理单位
施工单位
现场代表:
年月日
现场代表:
年月日
施工技术负责人:
启动时间
启动电流
连续运转时间
环境温度
介质
无负荷
运行
时间
轴承温度(0C)
电机温度(0C)
介质温度(0C)
电压
(V)
电流
(A)
振动(双振幅)
前
后
前
后
进
出
电机
机体
试验后检查情况及质量评定:经小时无负荷运转,振动温度均正常,符合规范要求。
建设单位
监理单位
施工单位
现场代表:
年月日
现场代表:
年月日
施工技术负责人:
400kW
1480r/min
6000V
45.8A
一、运转前的检查
1、电动机检查情况:
2、设备本体检查情况:
3、冷却系统检查情况:
4、系统油洗或油压情况检查情况:
5、所注润滑脂或润滑油:
部位
油名及标号
注油日期
电机轴承座
2#锂基脂
二、试运转检测情况
试车类别
试车日期
启动时间
启动电流
连续运转时间
环境温度
介质
功率
转速
电压
额定电流
YKK400-4WF1
400kW
1480r/min
6000V
45.8A
一、运转前的检查
1、电动机检查情况:
2、设备本体检查情况:
3、冷却系统检查情况:
4、系统油洗或油压情况检查情况:
5、所注润滑脂或润滑油:
部位
油名及标号
注油日期
电机轴承座
2#锂基脂
二、试运转检测情况
试车类别
试车日期
功率
转速
电压
额定电流
YKK400-4WF1
280kW
1485r/min
6000V
31.7A
一、运转前的检查
1、电动机检查情况:
2、设备本体检查情况:
3、冷却系统检查情况:
4、系统油洗或油压情况检查情况:
5、所注润滑脂或润滑油:
部位
油名及标号
注油日期
电机轴承座
2#锂基脂
二、试运转检测情况
试车类别
试车日期
建设单位
监理单位
施工单位
现场代表:
年月日
现场代表:
年月日
施工技术负责人:
质量检查员:
施工班(组)长:
年月日
机械设备单体试车记录
工程名称
江铜瓮福40万吨/年硫酸装置项目
分部分项
工程名称
循环水站工段循环水泵安装
设备名称
循环水泵
设备位号
P1402c
设备型号
DFSS350-430
类型
能力
转速
驱动种类
规格型号
(V)
电流
(A)
振动(双振幅)
前
后
前
后
进
出
电机
机体
试验后检查情况及质量评定:经小时无负荷运转,振动温度均正常,符合规范要求。
建设单位
监理单位
施工单位
现场代表:
年月日
现场代表:
年月日
施工技术负责人:
质量检查员:
施工班(组)长:
年月日
机械设备单体试车记录
工程名称
江铜瓮福40万吨/年硫酸装置项目
分部分项
工程名称
质量检查员:
施工班(组)长:
年月日
注:1公斤力厘米2=0.098兆帕
机械设备单体试车记录
工程名称
江铜瓮福40万吨/年硫酸装置项目
分部分项
工程名称
循环水站工段循环水泵安装
设备名称
循环水泵
设备位号
P1401 c
设备型号
DFSS400-460
类型
能力
转速
驱动种类
规格型号
功率
转速
电压
额定电流
YKK400-4WF1
循环水站工段循环水泵安装
设备名称
循环水泵
设备位号
P1402b
设备型号
DFSS350-430
类型
能力
转速
驱动种类
规格型号
功率
转速
电压
额定电流
YKK400-4WF1
280kW
1485r/min
6000V
31.7A
一、运转前的检查
1、电动机检查情况:
2、设备本体检查情况:
3、冷却系统检查情况:
4、系统油洗或油压情况检查情况:
无负荷
运行
时间
轴承温度(0C)
电机温度(0C)
介质温度(0C)
电压
(V)
电流
(A)
振动(双振幅)
前
后
前
后
进
出
电机
机体
试验后检查情况及质量评定:经小时无负荷运转,振动温度均正常,符合规范要求。
建设单位
监理单位
施工单位
现场代表:
年月日
现场代表:
年月日
施工技术负责人:
质量检查员:
施工班(组)长:
年月日
注:1公斤力厘米2=0.098兆帕