Inventor模流分析操作步骤_130816
模流分析教程

2、注塑机
3、注塑模具
4、注塑成型过程
1、充填 充填时间是指注塑机螺杆向前移动并推动塑料前进所消耗的时间,既在保压之前的时间 2、保压 填充结束后以某一压力维持住螺杆知道浇口冷却凝固所消耗的时间成为保压时间。弥补 材料本身的可压缩性及冷却收缩。 3、冷却 保压结束后压力开始释放,一直到成品冻结因子达到100%这段时间成为冷却时间。 4、开模 整个行程包括模具打开、成品顶出、模具闭合等。
1、注塑原理
★注塑是将塑料熔体以高压高速注入闭合的模具型腔内,经过冷却定型后,得到和模具型 腔一致的塑料制品,其整个流程就是注塑原理。 ★采用注塑成型得到的塑料制品,不仅精度高、质量好,而且生产效率高,可以加工出外 形复杂、花纹精细的塑料制品,塑料具有美观轻巧、耐磨耐腐蚀、优异的绝缘性能,已经 受到非常广泛的应用。
划分网格 网格诊断与修复 选择分析类型 选择成型材料 创建浇注系统与冷却系统 设置注射位置
设置工艺参数
执行求解运算 查看分析结果
9 、 CAD 模型导入
常见CAD软件格式有:IGES、STL、STP 等格式。 现有具备有完好无损的3D模型图,导入 CAD Doctor 2010软件进行曲面处理。修复 破损的曲面和线条。 修复完破损曲面和残缺以后,在以udm 格式 输出或保存。
流动分析最终是为了获得最佳保压阶段设置,从而尽可能地降低保压曲线引起的制品收缩、翘曲等质 量缺陷。 冷却分析目的 根据冷却效果计算出冷却时间的长短,确定成型周期所用的时间。
15、产品分析(填充、冷却、变形
16、模流分析报告
课后感
• 大家如何认知 Moldflow 软件 • 大家对 Moldflow 前景如何看法 • 大家对 Moldflow 是一个怎样的评价
SimpoeWorks模流分析应用实例
为何模拟结果与实际不同(2)?
机台最大射出压力
A Professional CAE Package of Plastic Injection Mold
仿真结果与实际对象短射比较
A Professional CAE Package of Plastic Injection Mold
我们的改善建议
减少局面区域厚度改善塑流缝合位置
A Professional CAE Package of Plastic Injection Mold
流动分布性 03
A Professional CAE Package of Plastic Injection Mold
The 3rd brake light of vehicles
阀浇口于50充填后开启863ccprofessionalcaepackageplasticinjectionmold流动分布性02professionalcaepackageplasticinjectionmold缝合线熔合线分布a级表面aclasssurface没有缝合线professionalcaepackageplasticinjectionmold更改设计03professionalcaepackageplasticinjectionmold减少局面区域厚度改善塑流缝合位置professionalcaepackageplasticinjectionmold流动分布性03professionalcaepackageplasticinjectionmold3rdbrakelightprofessionalcaepackageplasticinjectionmold原始设计professionalcaepackageplasticinjectionmoldsimpoemoldmodelinletpointoriginaldesignprofessionalcaepackageplasticinjectionmold不平衡流动分布1流道模穴不平衡流动流道模穴不平衡流动professionalcaepackageplasticinjectionmold不平衡流动2不平衡流动慢不平衡流动快professionalcaepackageplasticinjectionmold不平衡流动3professionalcaepackageplasticinjectionmold更改设计依客户设计要求增加流道直径减少流道直径professionalcaepackageplasticinjectionmold更改设计流动分布professionalcaepackageplasticinjectionmold更改设计流动分布1问题依然存在professionalcaepackageplasticinjectionmold移动进浇位置15mm增大直径去除外圈流道我们的建议更改设计professionalcaepackageplasticinjectionmold灌点压力更改设计professionalcaepackageplasticinjectionmold流动分布professionalcaepackageplasticinject
inventor教程

Inventor高级培训教程通过基础培训,我们已经初步掌握了运用Autodesk Inventor进行设计的流程和方法。
在本教程中,通过若干个练习,使我们深入地学习Inventor的造型、装配等有关内容。
课程安排如下:1. 草图绘制能力1.绘制如下草图:2.退出草图编辑状态,在“特征”工具栏中单击“拉伸”工具.选择对称拉伸方式,距离5mm,截面如下:3.拉伸成功之后,在浏览器中生成“拉伸1”特征。
该特征包含先前绘制的草图,右键单击该草图图标,选择“共享草图”,然后再次使用拉伸工具。
选择对称拉伸方式,距离20mm,选择截面如下:得到如下实体:2。
打孔1.打开零件文件“打孔.ipt”。
2.右键单击上平面,选择“新建草图":注意Inventor会自动将实体边界投影到当前草图中来.然后用草图工具中的“点,孔中心点”命令绘制一个打孔中心点,结束草图,得到如下草图:3.在特征工具栏单击“打孔"工具。
选择中间的草图点作为打孔中心,在“打孔”对话框中各选项卡做如下设置,其余保持缺省值:选项卡选项值类型终止方式贯通直孔螺纹形状螺纹孔螺纹类型ANSI公制M截面大小公称尺寸10在对话框所示孔形中将距离设为3;4.再次选择上平面新建草图,这次直接利用系统自动投影生成的四个圆弧中心作为打孔中心。
5.在不同的对角处以不同的孔参数打孔:选项卡选项值类型终止方式贯通倒角孔选项倒角角度906.对话框所示孔形中,孔径为3mm,倒角处孔径为4。
选项卡选项值类型终止方式贯通沉头孔螺纹形状螺纹孔、全螺纹螺纹类型ANSI公制M截面大小公称尺寸 4对话框所示孔形中,沉头孔径6mm,沉头深度1mm。
最终得到如下图所示结果:3. 拔模斜度1.打开文件“拔模.ipt”.2.单击“拔模斜度”命令图标,如图指定“拔模方向”和“拔模面”,并指定“拔模角度"为5 deg。
3.确定后得到如下图所示结果:4. 零件分割1.打开零件文件“分割。
Moldflow基本操作

1
一般只需处理这两项
右键选取
2
此处输入1,即表示1以下 的圆角都会被选中---点击 OK。
3
点击ALL则所有小于1的圆角 全被简化成直角。
Moldflow基本操作
4
简化以后
斜角的处理跟圆角的方法同理
1 3
2
1、再将简化模式改为转换模式。
3、此部分显示都为0,则表 示产品基本没有问题。
工艺设置
1
设置相应的参数。必须 选择注塑机的大小,其 它的数据可以采用默认 或者根据实际需要进行 设定。
4
设置完工艺参数后,基本就已经完成了。可以Mo进ldf行low分基本析操作计算。
2 3
立即分析
1 2
Moldflow基本操作
在进行分析过程中,我们可以了解到一些相关的参数设置跟信息。 速度与压力之间的转换
Moldflow基本操作
2、连通区域---因现在划分的只是单单两个产品,所以数量显示为2。在网格划分、修复到 浇口、流道等,最后在执行分析之前这个数据一定是1。否则无法分析。 3、自由边---此处显示5,则表示有5条边不受约束。一般出现自由边则表示网格会有破洞。 需要把它修复到0。也就是不能有自由边出现。 4、交叉边---三角形网格之间边与边交叉在一起,必须修复为0。 5、配向不正确的单元---也需要修复为0,这个有一个命令可以自动修复。 6、相交单元---两个或多个网格、柱体交叉在一起。需要修复为0。 7、完全重叠单元---两个或多个网格、柱体重叠在一起,需要修复为0。 8、最大纵横比---这个是指三角形最长边和最短边的比。最理想的网格就是等边三角形,三 条边都相等。针对双层面网格一般做充填分析的话这个最大纵横比需要修复到10以下,冷 却、翘曲需要修复到6左右,更精密的需要修复到4以下。若采用实体(3D)网格,则最大 纵横比在30~50之间。 9、匹配百分比---一般需要在85以上,低于85的可以采用实体(3D)网格。若低于60的, 是无法进行分析的。
模流分析流程
模流分析流程 5、网格厚度
模流分析流程 目录 1、设定产品坐标 2、导入产品 3、划分网格 4、网格检查 5、网格厚度 6、成形窗口分析 7、3D网格转换 8、流道建造 9、冷却水建造 10、冷却分析 11、填充保压分析 12、翘曲分析
模流分析流程 6、成形窗口分析
选择成形窗口分析序列。
模流分析流程 1)质量
模流分析流程 目录 1、设定产品坐标 2、导入产品 3、划分网格 4、网格检查 5、网格厚度 6、成形窗口分析 7、3D网格转换 8、流道建造 9、冷却水建造 10、冷却分析 11、填充保压分析 12、翘曲分析
模流分析流程 2、导入产品
网格划分先要作成”双层面“,修 正后视情况转成3d网格。
模流分析流程 目录 1、设定产品坐标 2、导入产品 3、划分网格 4、网格检查 5、网格厚度 6、成形窗口分析 7、3D网格转换 8、流道建造 9、冷却水建造 10、冷却分析 11、填充保压分析 12、翘曲分析
模流分析流程 12、翘曲分析 1)参数设定 定好射出、保压条件后,就可以进行翘曲分析了。 一般选择小变形项。
2)分析结果
指定模温和料温后,根据 成形质量确定注射时间。
2)区域图
模流分析流程 目录 1、设定产品坐标 2、导入产品 3、划分网格 4、网格检查 5、网格厚度 6、成形窗口分析 7、3D网格转换 8、流道建造 9、冷却水建造 10、冷却分析 11、填充保压分析 12、翘曲分析
模流分析流程 7、3D网格转换
模流分析流程 目录 1、设定产品坐标 2、导入产品 3、划分网格 4、网格检查 5、网格厚度 6、成形窗口分析 7、3D网格转换 8、流道建造 9、冷却水建造 10、冷却分析 11、填充保压分析 12、翘曲分析
2024年Inventor基础培训教程
Inventor基础培训教程一、引言AutodeskInventor是一款强大的三维机械设计软件,广泛应用于产品设计和制造领域。
本教程旨在为零基础用户介绍Inventor的基本功能和使用方法,帮助读者快速掌握Inventor的基本操作,为深入学习打下坚实基础。
二、软件界面与功能模块1.软件界面启动Inventor后,映入眼帘的是其直观、易用的界面。
软件界面主要包括栏、菜单栏、工具栏、浏览器、绘图区和状态栏等部分。
2.功能模块Inventor包含多个功能模块,以满足不同设计需求。
主要模块如下:(1)零件设计:用于创建和编辑三维零件模型。
(2)装配设计:用于将多个零件组合成装配体,并进行分析和仿真。
(3)工程图:用于创建和编辑二维工程图。
(4)钣金设计:用于设计钣金零件。
(5)焊接设计:用于设计焊接结构和焊接工艺。
(6)框架设计:用于设计框架和管路系统。
(7)模具设计:用于设计注塑模具。
(8)线路设计:用于设计电气线路和电缆。
三、基本操作与工具1.鼠标操作在Inventor中,鼠标操作至关重要。
左键用于选择和拖动对象,右键用于打开上下文菜单,中键用于平移和缩放视图。
2.视图控制视图控制工具位于界面右下角,包括旋转、平移、缩放等操作。
通过鼠标滚轮和键盘快捷键也可以实现视图控制。
3.工具栏Inventor的工具栏位于界面顶部和左侧,提供了丰富的设计工具。
通过右键工具栏,可以自定义显示的工具栏和命令。
4.命令输入在命令框中输入命令名称,可以快速执行相关操作。
输入命令时,系统会自动提示可能的命令,方便用户选择。
5.浏览器浏览器用于显示和管理当前文档中的零件、装配体和工程图。
通过浏览器,可以轻松地切换和编辑不同组件。
四、零件设计1.创建草图在零件设计模块中,需要创建草图。
草图是二维图形,用于定义三维模型的轮廓。
选择“草图”命令,在绘图区绘制草图。
2.创建特征基于草图,可以创建各种特征,如拉伸、旋转、扫掠等。
选择相应的命令,设置参数,即可三维模型。
Inventor模流分析操作步骤_130816
1.点击打开
2.文件类型,变更为 * prt 格式
2. 进入模具设计模块
1.点击保存 2.点击工具
3.点击创建 模具设计
3.取文件名
1.文件名 (设计型番)
4. 零件显示
1.右健单击 后,点完成
5. 调整产品放置方向
1.点击 调整方向
2.可以点击 产品面,调 整产品方向
6.选择材料
2.点击 结果动画制作
1.如:双击 填充时间, 点击其它 分析结果 也一样的 方式可以 看动画.
3.点 击播放,或 暂停,来选择截 图片的效果
4. 再点开始
9.零件工艺设置(自行输入,要求的参数)
1.点击 型芯型腔 2.点击 零件工艺 设置 3.在这些参 数,要填写进 要求的数值
10.出现分析摘要
1. 点零件 填充分析
2. 点开始
11.点击出分析结果
1.点击 左边的树组 2.点击 结果 3.再双击填 充时间等各 结果就OK
12. 分析结果做动画
1.点击 选择材料
2.可以点击(搜索),来 查找正确的材料2. 可以搜索的项目, 来源自找材料7. 调整产品放置方向
1.点击 浇口位置
3. 浇口会随着 光标位置放置
2.可以点击(位置), 在 平幕上会有小点出现
8.零件工艺设置(自动的,不精确)
1.点击 型芯型腔 2.点击 零件工艺 设置
3.在建议里, 中等光洁度
本节主要介绍了使用Moldflow分析的工作流程

本节主要介绍了使用Moldflow分析的工作流程,包括前期的准备工作、获得最佳成型的工艺参数、分析中所需要的工艺参数设置、查看分析结果、在分析结果基础上做出优化设计等规范的操作步骤。
1 文件另存为选择“文件”下拉菜单中“保存副本(A)”指令,需要将一个完好的几何模型另存为moldflow可读入的格式,如图1所示。
不同的软件可以另存为不同格式的副本,其中MPI可以读入的包括igs,iges,ans,unv,bdf,pat,out,stl 等。
其中以stl、igs档最为常用。
在“保存副本”的对话框中选择副本的文件格式,如图2所示。
2 另存文件格式对网格划分的影响转档时不同文件格式对moldflow 中网格划分有不同的影响:1.另存为stl格式。
在Pro/E 中以Part 档为源档导出的使用最多,它的好处是在精度要求的情况下,导出后的stl 档不会丢失源档的特征。
缺点是需要源档很好的完好性,一定要是完好无损的源档才可以以STL 档导出。
2.另存为igs格式。
优点是导入moldflow后网格的匹配率比stl要高,缺点是在源档破坏的情况下也能导出,由于没有提示信息,转档过程中出现的重叠或缺失的特征,会增加网格的缺陷,无意丢失的细微特征很难被发现,容易造成分析错误。
对于一些重要的微小特征的丢失,也许要等到去查看其他成型的问题时候才会被发现,耽搁使用者宝贵的时间。
所以对igs档的使用要谨慎。
3 编辑输出模型的精度确定副本文件格式后弹出“导出stl”对话框,如图3 所示。
点击“坐标系”下的黑色箭头,选择模型的坐标系,可确保转档后几何模型在MPI中的坐标轴走向与源档一样,规避了倾斜的状况。
在“弦高控制”下的两栏中通过调整“弦高”和“角度控制”,可在转档过程中对STL 档的转出精度做出一些调整。
点击“确定”。
模型就可以成功导出。
4 在Moldflow6.1中新建工程项目每一个工程项目在Moldflow6.1 中都有一个相互独立的模块,属于共同项目中的所有案例信息都是保存在这个项目的路径下,也就是说以工程项目命名的资料文件夹里。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2.点击 结果动画制作
1.如:双击 填充时间, 点击其它 分析结果 也一样的 方式可以 看动画.
3.点 击播放,或 暂停,来选择截 图片的效果
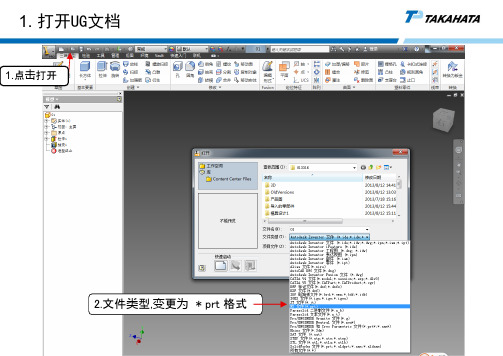
1. 打开UG文档
1.点击打开
2.文件类型,变更为 * prt 格式
2. 进入模具设计模块
1.点击保存 2.点击工具
3.点击创建 模具设计
3.取文件名
1.文件完成
5. 调整产品放置方向
1.点击 调整方向
2.可以点击 产品面,调 整产品方向
6.选择材料
4. 再点开始
9.零件工艺设置(自行输入,要求的参数)
1.点击 型芯型腔 2.点击 零件工艺 设置 3.在这些参 数,要填写进 要求的数值
10.出现分析摘要
1. 点零件 填充分析
2. 点开始
11.点击出分析结果
1.点击 左边的树组 2.点击 结果 3.再双击填 充时间等各 结果就OK
12. 分析结果做动画
1.点击 选择材料
2.可以点击(搜索),来 查找正确的材料
2. 可以搜索的项目, 来查找材料
7. 调整产品放置方向
1.点击 浇口位置
3. 浇口会随着 光标位置放置
2.可以点击(位置), 在 平幕上会有小点出现
8.零件工艺设置(自动的,不精确)
1.点击 型芯型腔 2.点击 零件工艺 设置
3.在建议里, 中等光洁度