121弹簧设计资料
弹簧设计资料共9页
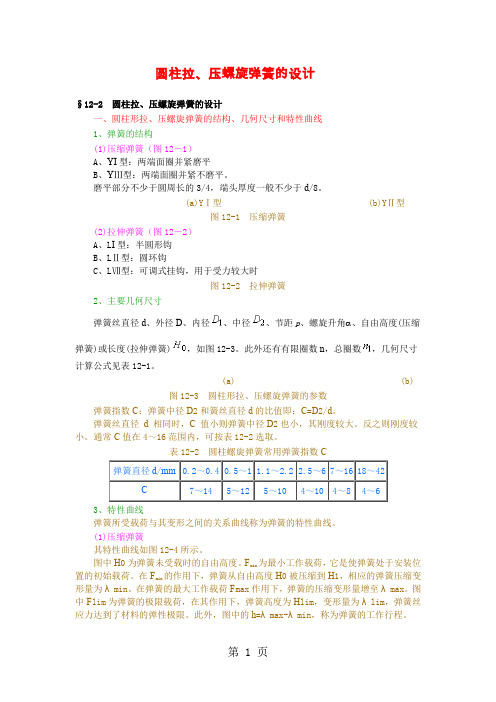
圆柱拉、压螺旋弹簧的设计§12-2 圆柱拉、压螺旋弹簧的设计一、圆柱形拉、压螺旋弹簧的结构、几何尺寸和特性曲线1、弹簧的结构(1)压缩弹簧(图12-1)A、YI型:两端面圈并紧磨平B、YⅢ型:两端面圈并紧不磨平。
磨平部分不少于圆周长的3/4,端头厚度一般不少于d/8。
(a)YⅠ型(b)YⅡ型图12-1 压缩弹簧(2)拉伸弹簧(图12-2)A、L I型:半圆形钩B、LⅡ型:圆环钩C、LⅦ型:可调式挂钩,用于受力较大时图12-2 拉伸弹簧2、主要几何尺寸弹簧丝直径d、外径D、内径、中径、节距p、螺旋升角 、自由高度(压缩弹簧)或长度(拉伸弹簧),如图12-3。
此外还有有限圈数n,总圈数,几何尺寸计算公式见表12-1。
(a) (b)图12-3 圆柱形拉、压螺旋弹簧的参数弹簧指数C:弹簧中径D2和簧丝直径d的比值即:C=D2/d。
弹簧丝直径d相同时,C值小则弹簧中径D2也小,其刚度较大。
反之则刚度较小。
通常C值在4~16范围内,可按表12-2选取。
表12-2 圆柱螺旋弹簧常用弹簧指数C3、特性曲线弹簧所受载荷与其变形之间的关系曲线称为弹簧的特性曲线。
(1)压缩弹簧其特性曲线如图12-4所示。
图中H0为弹簧未受载时的自由高度。
F min为最小工作载荷,它是使弹簧处于安装位置的初始载荷。
在F min的作用下,弹簧从自由高度H0被压缩到H1,相应的弹簧压缩变形量为λmin。
在弹簧的最大工作载荷F max作用下,弹簧的压缩变形量增至λmax。
图中F lim为弹簧的极限载荷,在其作用下,弹簧高度为H lim,变形量为λlim,弹簧丝应力达到了材料的弹性极限。
此外,图中的h=λmax-λmin,称为弹簧的工作行程。
图12-4 圆柱螺旋压缩弹簧的特性曲线图12-5 圆柱螺旋拉伸弹簧的特性曲线(2)拉伸弹簧其特性曲线如图12-5所示。
按卷绕方法的不同,拉伸弹簧分为无初应力和有初应力两种。
无初应力的拉伸弹簧其特性曲线与压缩弹簧的特性曲线相同。
弹簧设计及基础知识
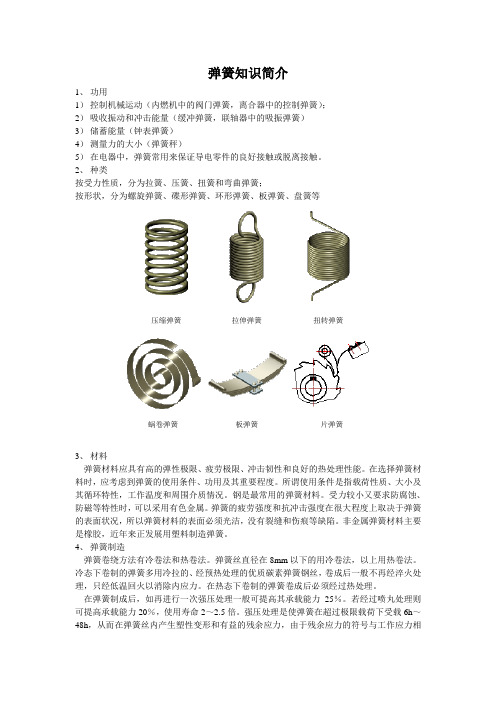
弹簧知识简介1、功用1)控制机械运动(内燃机中的阀门弹簧,离合器中的控制弹簧);2)吸收振动和冲击能量(缓冲弹簧,联轴器中的吸振弹簧)3)储蓄能量(钟表弹簧)4)测量力的大小(弹簧秤)5)在电器中,弹簧常用来保证导电零件的良好接触或脱离接触。
2、种类按受力性质,分为拉簧、压簧、扭簧和弯曲弹簧;按形状,分为螺旋弹簧、碟形弹簧、环形弹簧、板弹簧、盘簧等压缩弹簧拉伸弹簧扭转弹簧蜗卷弹簧板弹簧片弹簧3、材料弹簧材料应具有高的弹性极限、疲劳极限、冲击韧性和良好的热处理性能。
在选择弹簧材料时,应考虑到弹簧的使用条件、功用及其重要程度。
所谓使用条件是指载荷性质、大小及其循环特性,工作温度和周围介质情况。
钢是最常用的弹簧材料。
受力较小又要求防腐蚀、防磁等特性时,可以采用有色金属。
弹簧的疲劳强度和抗冲击强度在很大程度上取决于弹簧的表面状况,所以弹簧材料的表面必须光洁,没有裂缝和伤痕等缺陷。
非金属弹簧材料主要是橡胶,近年来正发展用塑料制造弹簧。
4、弹簧制造弹簧卷绕方法有冷卷法和热卷法。
弹簧丝直径在8mm以下的用冷卷法,以上用热卷法。
冷态下卷制的弹簧多用冷拉的、经预热处理的优质碳素弹簧钢丝,卷成后一般不再经淬火处理,只经低温回火以消除内应力。
在热态下卷制的弹簧卷成后必须经过热处理。
在弹簧制成后,如再进行一次强压处理一般可提高其承载能力25%。
若经过喷丸处理则可提高承载能力20%,使用寿命2~2.5倍。
强压处理是使弹簧在超过极限载荷下受载6h~48h,从而在弹簧丝内产生塑性变形和有益的残余应力,由于残余应力的符号与工作应力相反,因而弹簧在工作时的最大应力(实线)比未经强压处理的弹簧(虚线)小,所以可提高弹簧的承载能力。
强压处理是弹簧制造的最后一道工序。
为了保持有益的残余应力,强压后的弹簧不允许再进行任何热处理。
同理,经强压处理的弹簧也不宜在较高温度(150℃~450℃)和长期振动的地方应用。
由于金属的性质,冷作变形会使腐蚀过程加速,因此在有腐蚀性介质的环境中也不宜采用强压处理的弹簧。
弹簧设计资料

日本JIS B 2704~2709摘要
1- 3扭线圈弹簧 (1) 弹簧的形状 弹簧的端末形状是依安装方法、安装地方而需要特殊的形状,也非常复杂 这里的图3-3~3-5形状的形状大致区分
图3-3基本形状
(a)短的钩环 码 (b)折角 (c)直线起
22
日本JIS B 2704~2709摘要
图3-4 基本形状 (a) 直线段 (b)1段弯曲
弹 簧 特 性
20
日本JIS B 2704~2709摘要
指定长度时的荷重是,规定于其试验时的垂度是试验时的垂度20~ 80%之间,但是指定长度时的垂度是做为4mm. 等级 弹簧定数
1级 ±5% ±4%
2级 ±10% ±8%
3级 ±15% ±12%
有效圈数
3以上 10以下
10以上
弹簧定数是在於试验荷重时的垂度30~70%之间的2个荷重点 ,按照荷重的差和垂度的差和垂度来规定.
16
日本JIS B 2704~2709摘要
3-8冷间成形引张线圈弹簧的寸法及弹簧的特性许容差. 项目 许容差或范围 自由高度
a) 有弹簧特性的指定时自由高度要做为参考值。 b) 没有弹簧特性指定时自由长许容差是按照如下表. D/d 等级 1级
±1.0% 最小±0.2mm ±1.5% 最小±0.5mm ±2.0% 最小±0.6mm
特高
JISH32 150° ~200° 70
黄色
较高
JISH32 150° ~200° 70
黄色
6
常需特别制做,造价昂贵。
6
三、弹簧设计资料
记 号 d D Na L M 名称 材料直径 弹簧平均径 有效圈数 自由长 密着长 mm mm 单位 mm mm 记 号 k τ δ Pi K 名称 弹簧定数 应力修正 变量 初张力 应力修正系 数 单位 记 号 名称 单位 mm mm kgf/mm kgf/mm kgf/mm
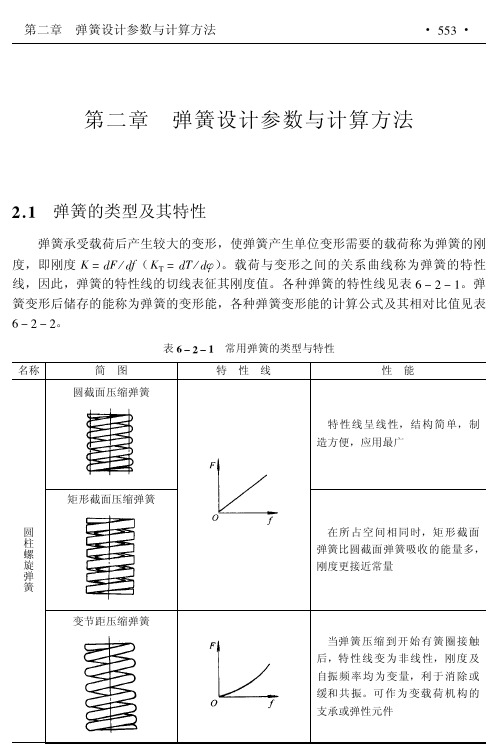
弹簧设计参数与计算方法
簧丝截面形状
极惯性矩 !)
!) *$"+ # ,%
抗扭截面系数 ’.
’. *$", # #/
变形 (
( * 01, )* # ( +"+) * 0 ,+ )* # ( +-) *!",% )"# ( &+)
!) * ’$#+# $+
’. * ’$%’0 $,
$ * &$&(-, )* # ( +"+) * &$&( ,, )* # ( +$) * %$,% ",% )"# ( &.+)
簧的端部结构见表 + 3 % 3 (,其中 4"为开口型,其余为接触型。矩形截面弹簧的端 部一般采用接触型。
%& 圆柱压缩螺旋弹簧的设计计算公式(表 + 3 % 3 #)
表中 ’ 和 ’(为曲度因数,其值按下式计算:
’(* ) * $)($ * ) * *)+ -&+$’ $ ) ’( , $ + $& % $ ) + -& ’+ $ )% + -& ’ $ ))
参数名称 工作载荷 试验载荷 压并载荷 工作行程 材料截 面尺寸
符号
关系式
!
! !
"#$ !%! !&,… !’!"#( !%
!%
!%"&#$) !’
!*
"
" + #$ , #&
%(& - ’) %( &) + ( ($ , (&) ) $
弹簧设计标准尺寸图解
弹簧设计标准尺寸图解
弹簧是一种利用弹性变形储存和释放机械能的装置。
在工程设计中,弹簧广泛应用于各种机械装置和产品中,如汽车悬挂系统、机械阀门、电子设备等。
为了确保弹簧的性能和质量,有一系列的弹簧设计标准尺寸图解供工程师和设计师参考。
弹簧的设计标准尺寸图解主要涵盖以下几个方面:
1.弹簧的形状和尺寸:通常是指弹簧的直径、长度、螺距等参数。
弹簧的形状和尺寸直接影响其弹性变形和力学性能。
例如,对于压缩弹簧,其直径和长度的选择要根据所需的弹性系数和工作压力来确定。
2.弹簧的材料和硬度:弹簧的材料通常是弹簧钢,其具有优异
的弹性变形能力和耐腐蚀性能。
而弹簧的硬度对其弹性变形和承载能力有着直接影响。
因此,在设计过程中需要考虑到弹簧的材料选择和硬度控制。
3.弹簧的坚固性和连接方式:弹簧在使用过程中需要经受很大
的力和变形,所以需要具备足够的坚固性和耐久性。
同时,弹簧与其他零部件的连接方式也非常重要,如用螺栓、固定环等。
这些连接方式需要考虑到弹簧的形状和尺寸,以及工作环境等因素。
总之,弹簧设计标准尺寸图解是工程师和设计师在设计过程中的参考依据,帮助他们选择合适的弹簧尺寸和材料,并确保弹簧在工作过程中具备良好的力学性能和耐久性。
通过合理的设
计和选择,能够提高产品的性能和质量,并确保产品的稳定和可靠性。
弹簧技术资料

430 >=<0.12 >=<0.75>=<1.00>=<0.040>=<0.030 >=<0.60 >16.00~18.00 -
430A >=<0.06 >=<0.50>=<0.50>=<0.030 >=<0.50 >=<0.25 >14.00~17.00 -
7 弹簧材料应具备特性 必须弹性高 → 抗拉强度高 , 办法 (a) 热处理 (b) 冷加工 (c) 成形后作低温退火 具有适当之韧性 → 抗拉强度与韧性成反比 → 可依据断面收缩、延伸、扭转作良否之评价。 表面状态必须良好 → 表面形成最大应力 → 实旋扭转试验、瑕疵检查试验。 必须尺寸精度高 → 要求高精度之荷重特性 → 荷重系依据径之三次方成正比。 必须具有良好之均匀性 → 卷圈加工安定性良好 → 弹簧形状之安定、荷重特性之安定。 耐蚀性必须良好 → 可防止早期疲劳之折损 → 表面处理须良好。
强度的影响因素可由公式(16-3)说明。弹簧刚度的影响因素可由公式(16-9)说明。 3 问:已知圆柱螺旋压缩(拉伸)弹簧的外载荷为 F,试分析只增大弹簧钢丝直径 d,有效圈数 n,中径 D,弹簧变形是增大还是减小?
答:在 F 作用下,只增大 d 时,变形减小;只增大 n 时,变形增大;只增大 D 时,变形增大。 4 问:现有两个圆柱螺旋拉伸弹簧,若它们的材料,弹簧钢丝直径,弹簧中径,端部结构等完全相同,仅有效圈数不同,试分析它们的
8. 通常长度: 又称不定尺长度,要求金属材料的交货长度在标准规定的长度范围内,而不要求某一具体尺寸的长度。 9. 定尺长度: 按订货要求切成固定尺寸的长度(板材的定尺是指宽度和长度),例如定尺为 5m,则交货的一批材料其长度均为 5m。 10.倍尺长度: 按需方要求的单倍尺长度切成整数倍的长度。 11. 短尺: 小于标准规定的不定尺长度下限,但不小于允许的最小长度的长度。例如,热轧优质圆钢通常长度为 2~6m,最小允许长 度为 1.5m,则长度为 1.5~2m 的就是短尺。按通常 长度交货的金属材料,允许搭配一定比例的短尺。 12. 技术条件: 标准中规定产品达到的各项性能指标和质量要求,如牌号、表面质量、物理性能、化学性能、力学性能、工艺性能、 内部组织、交货状态等。有时还包括一些供参考 的性能指标。牌号是技术条件中的首要内容,同一牌号的材料可能有不同的保证条
弹簧类零件设计

(1)创建新文件。启动Pro/ENGINEER Wildfire后,单击工具 栏中的新建文件图标 ,出现“新建”对话框。在“类型”选 项组中选择“零件”选项,在“名字”文本框内输入“Spring_3”, 在“子类型”选项组中选择“实体”选项,单击“确定”按钮完成 新文件的建立。
下一页 返回
9.2 弹簧零件创建过程
(2)设置绘图平面。从菜单栏中选取“插入”命令,从弹出的 下拉菜单中选择“扫描”→“伸出项”选项。此时系统将弹出如图 9.1(a)所示的菜单管理器,从中选择“草绘轨迹”选项,系统又 将弹出如图9.1(b)所示的菜单管理器。从中选择“平面”选项, 按照智能菜单提示区的提示,选取FRONT平面作为绘图平面。此时 系统又将弹出另一个菜单管理器,如图9.1(c)所示。从中选择 “正向”选项。最后,在系统弹出的菜单管理器,如图9.1(d)中 选择“缺省”选项,完成绘图平面的设置。
上一页 下一页 返回
9.2 弹簧零件创建过程
(2)设置绘图平面。从菜单栏中选取“插入”命令,再从弹出 的下拉菜单中选择“螺旋扫描”→“伸出项”选项。此时系统将弹 出菜单管理器,从中依次选择“常数”→“穿过轴”→“右手定 则”→“完成”选项,系统又将菜单管理器,从中选择“平面”选 项,按照智能菜单提示区的提示,选取FRONT平面作为绘图平面。 从中选择“正向”选项,选择“缺省”选项,完成绘图平面的设置。
(4)绘制扫描截面。从绘图区域右边的快捷图标中选取“圆”
工具按钮
,绘制扫描截面并标注、修改尺寸,如图9.17所示。
单击绘图区域右边的快捷图标中的“确定”按钮 ,完成扫描截
面的草图绘制。
上一页 下一页 返回
9.2 弹簧零件创建过程
(5)生成实体。完成截面绘制后,单击对话框中的“确定”按 钮完成实体的生成,如图9.20所示。 (6)保存文件。将文件保存,退出操作环境。
弹簧基础知识及设计PPT课件

5 镀锡(Sn)
除油→酸洗→镍底→镀锡
亮白色 便于焊锡,导电性一般。 3~5μm
黑锌
6
镀 锌
蓝锌
(Zn) 五彩锌
白锌
除油→酸洗→镀锌→发黑 除油→酸洗→镀锌→发蓝 除油→酸洗→镀锌→发五彩 除油→酸洗→镀锌→烘干
黑色 蓝色 五彩 白色
防锈(视产品要求) 防锈(视产品要求) 防锈(视产品要求) 防锈(视产品要求)
琴钢丝:60 # - 80 # / 60Mn – 70Mn / T8MnA / T9A
12
2.3弹簧材料的抗拉强度
不锈钢丝:304 / 316 / 631
抗拉强度σb/Mpa
抗拉强度σb/Mpa
钢丝直径 d/mm
0.080 0.090 0.10 0.12 0.14 0.16 0.18 0.20
0.23 0.26 0.29 0.32 0.35 0.40
1961~2206
2059~2305 1912~2157 1569~1814
1961~2206 1814~2059
1471~1716
1863~2108 1765~2010
1373~1618
1765~2010 1667~1912
钢丝直径 d/mm
1.60 1.80 2.00
2.30 2.60
2.90 3.20 3.50 4.00
又用于食品设备,一般仪学设备, 耐热耐蚀。
300°~480°
中
JISG43 之间(视 米灰色亮 14 线径之大 白色
小)
碳 2钢
SWC
C(碳)、Si(硅)、 硬拉钢线,用于耐蚀性差,要 Mn(锰)、P(磷) 求精度不高,钢性较脆,成形后要
线 SWB 、S(硫) 表面处理或加防锈油。