设备管理之OEE数据统计
设备综合效率OEE统计表
设备综合效率 OEE 统计表什么是 OEE?OEE(Overall Equipment Effectiveness)是设备综合效率的英文缩写,它是一种衡量设备综合性能的指标。
OEE 综合考虑了设备的可用时间、性能效率和质量率,可以用于评估设备在在稳定生产、高产能和良好质量方面的表现。
OEE 还可以帮助厂家识别和消除设备损失,提高生产效率。
OEE 通常用公式表示:OEE = 可用时间 / (计划生产时间 × 性能效率 × 质量率)•可用时间是指设备实际运行时间与停机时间的比例;•计划生产时间是指理论上设备应该运转的时间;•性能效率是指设备达到应有性能水平比例;•质量率是指生产出合格产品和应生产产品的比例。
设备综合效率 OEE 统计表是什么?设备综合效率 OEE 统计表是一种用于汇总和分析设备 OEE 数据的工具。
通过OEE 统计表可以记录生产线上每台设备的运行情况,从而帮助管理者识别生产过程中存在的问题。
例如,通过设备综合效率 OEE 统计表可以发现哪个设备出现了频繁的故障,哪个环节存在生产效率低下的问题等。
设备综合效率 OEE 统计表如何制作?制作设备综合效率 OEE 统计表需要搜集以下几个方面的数据:1.计划生产时间:这是设备预期运行时间,根据每条生产线的生产计划可得出。
2.实际生产时间:这是设备实际运行的时间,可以通过设备监控系统或人工记录得出。
3.计划维修时间:这是设备定期维护或修理时暂停运作的时间,根据设备维护计划预先得出。
4.实际维修时间:这是设备实际维修的时间,可以通过维修记录或设备监控系统得出。
5.可用时间:可用时间等于计划生产时间减去计划维修时间。
6.产品数量:包括生产的良品数量和次品数量。
7.良品数量:这是指通过生产线产生的合格产品数量。
8.次品数量:这是指不符合产品标准的产品数量。
9.损失时间:包括故障时间、换线时间、停机时间等。
在收集完以上数据后,可以按以下步骤制作设备综合效率 OEE 统计表:1.在电子表格软件(如 Excel)中新建一个表格,用于记录各设备的OEE 数据。
改进设备效率OEE
●什么是设备总效率(OEE)●施行OEE有什么好处●如何应用OEE统计数据的采集及计算单●如何确认瓶颈设备●设备的七大损失●如何消除设备主要损失、隐患●OEE持续改进32!设备总效率的简称即OEE,它既是一种计算方法也是一种衡量和控制的手段,现场采集数据根据OEE的计算公式算出主要的设备损失,并针对OEE值进行分析,找出降低损失的有效方法,提高OEE计算值,并通过对OEE数据进行监控以达到不断改进和提高的目的。
其计算公式为:OEE=可利用率*性能效率*合格品率33从总体来看,每个员工都可从OEE中获得益处。
首先,监控并提高OEE的目的在于更有效地使用和利用设备,设备总效率提高就意味着产量(收入)的增加、成本的减少、库存的降低(减少了流动资金)以及投资效率的提高(减少了基本固定资金)。
从长远来讲,OEE的实施和应用将增强企业的生命力,有利于企业的发展和进步,从而也使企业员工、客户、债权人和股东获益。
明确损失来源,采取对策,提高设备效率。
FTPM相关进展的工具,是监测FTPM的推行过程手段。
34设备总效率=可利用率*性能效率*合格品率其中:可利用率=实际运行时间/应运行时间*100%实际运行时间=应运行时间-所有其他停机时间(出错、设臵、调整、有记录的短时停机、会议等)应运行时间=计划运行时间-运行停机时间(工作餐/休息、执行计划性维护)性能效率=理想循环时间*总工件数/实际运行时间*100%理想循环时间:即下面三者中较小者:设备设计循环时间或:由设备达到的比期望循环时间还要好的最佳循环时间或:基于同等设备实验基础上的估计数总工件数:生产出的工件总数(包括好的与坏的)合格品率=(总工件数-有缺陷工件数)/总工件数*100% 有缺陷工件数:拒收、返工或废品工件数35计算单的应用●计划运行时间:由生产管理部门有计划事先安排的生产任务而需要的开机时间●计划停机时间:由设备管理部门与SGA制定有计划地在计划运行时间内需进行的保养、维护和合同要求的停机时间。
OEE(设备综合效率)分析与管理

OEE(设备综合效率)分析与管理嘿,伙计们!今天我们要聊聊一个非常有趣的话题:OEE(设备综合效率)分析与管理。
你知道吗,这个话题可是关乎到咱们工厂的生产效率呢!所以,我们可得认真对待,不能马虎。
让我们来简单了解一下OEE是什么吧。
OEE是设备的运转率、可用率和性能指标的综合体现,它可以帮助我们了解设备的运行状况,从而提高生产效率。
好了,现在我们已经知道了OEE的重要性,那么接下来就要看看如何进行OEE分析和管理了。
我们要做的是收集数据。
这可是个技术活儿,可不是随便拍几张照片就能搞定的。
我们需要定期对设备进行检查,记录下设备的运行时间、故障时间等信息。
这些数据可是OEE分析的基础哦!接下来,我们要对这些数据进行整理。
把相同类型的设备放在一起,把相同的时间段也放在一起。
这样一来,我们就可以更清楚地看到设备的运行状况了。
如果有数据缺失或者不准确的地方,我们要及时进行调整和补充。
整理好数据后,我们就可以开始进行OEE分析了。
这里有几个关键指标:运转率、可用率和性能指标。
运转率是指设备实际运行时间与计划运行时间的比值;可用率是指设备在规定时间内正常运行的时间占总时间的比例;性能指标则是根据设备的性能要求制定的一些标准,比如设备的输出功率、产量等。
通过这三个指标,我们可以得出设备的综合效率。
我们还可以进一步分析设备的瓶颈在哪里,从而找到提高生产效率的方法。
比如,如果发现设备的某个部件经常故障,那我们就需要及时更换或者维修这个部件,以保证设备的正常运行。
在进行OEE分析的过程中,我们还要注意数据的准确性和可靠性。
毕竟,这些数据关系到我们的生产效率,可不能马虎大意。
所以,我们在收集数据、整理数据的过程中,一定要细心、耐心地去做。
我们要把OEE分析的结果运用到实际生产中去。
比如,我们可以根据OEE分析的结果,调整生产线的布局,优化设备的使用方式等。
这样一来,我们的生产效率就会得到显著提高啦!OEE分析和管理是一个系统性的工作,需要我们从多个方面入手。
设备综合效率OEE统计报表填写指引
时间开动率:
在整个负荷时间中去除停机损失时间后可进行产品生产的时间(即 开动时间)所占的比例,与一般设备效率概念相同。 时间开动率﹦(负荷时间-停机损失时间)÷负荷时间
﹦开动时间÷ 负荷时间
几个“率”的概念: 速度开动率:
设备实际运行的速度与设计运行速度的比值。 速度开动率﹦实际运行速度÷设计运行速度。
运行或者牺牲设备寿命来提供运行速度。
(七)废品造成的时间损失 (八)试产期造成的产品缺陷
应对措施: 1、进行技术攻关,减少运行过程中不合格品的产生; 2、科学合理设计检测手段,避免质量过剩; 3、加强员工技能培训,减少设备调整、试运行时间,从而减少
试机不合格品的产生。
谢谢您的观看
显性损失时间:
设备开动过程中由于故障、调整导致的停机时间,以及设备处于 空转不出产品的时间。
隐性损失时间:
设备开动过程中由于速度降低所损失以及生产不合格品而占用的 时间。
几个时间概念: 停机损失时间:
设备开动过程中由于故障、调整导致的停机时间。
降速损失时间:
设备开动过程中由于速度降低所损失的时间。
动时间) × (合格品总量÷生产总量) ﹦合格品总量÷设计运行速度 ÷负荷时间 ﹦价值开动时间÷负荷时间 即:价值开动时间占可用生产时间(负荷时间)的比例。
几个“率”的概念: 完全有效生产率:
设备综合效率与设备利用率的乘积称为完全有效生产率,即 TEEP。 完全有效生产率﹦设备综合效率×设备利用率 其本质推论如下: TEEP﹦(价值开动时间÷负荷时间)×(负荷时间÷ 日历时间)
几个“率”的概念: 合格品率:
相对生产总量中合格品总量所占的比例。 合格品率﹦(生产总量-不合格品总量)÷生产总量
OEE计算公式+统计数据

设备稼动率 (实际稼动时间 ÷理论可稼动时
间)
实际投 入工时
(H)
19266 8354
43.36%
8354
94.33%
19266 8354
43.36%
8354
投入数/良
备注:
品数数据来 源于<OPE汇
总表>
实际稼动工
时/实际投
入工时/实
际产出有效
工时数据来
源于<日生
产报表>
设备理论可
稼动时间=
月份
ห้องสมุดไป่ตู้
投入数量 (pcs)
良品数量 (pcs)
1月 12229867 11536936 2月 3月 4月 5月 6月 7月 8月 9月 10月 11月 12月 合计 12229867 11536936
产品合格率 (良品数÷投入
数)
94.33%
2020年OEE数据统计
设备理论 可稼动时
间(H)
实际稼 动时间
设备机台数
×计划排产
天数×
19.5H
OEE数据统计
实际产出有效工 时
(实际产出÷标 准产能)
性能效率 (有效产出工时÷
实际投入工时)
OEE (产品合格率×设 备稼动率×性能效
率)
备注
10310
123.41%
50.48%
10310
123.41%
50.48%
设备综合效率OEE统计表

40
45
50
55
60
12:00 13:00 14:00 15:00 16:00
10
15
20
25
30
35
40
45
50
55
60
10
15
20
25
30
35
40
45
50
55
60
10
15
20
25
30
35
40
45
50
55
60
10
15
20
25
30
35
40
45
50
55
60
中 班
16:00 17:00 18:00 19:00 20:00
全天
A
交接班/班前准备
B
模具部件安装/消毒
C
设备调整、试车、预热
D
生产
E
日常维护/清洁
F
设备故障-待修
G
设备故障-维修
H
非常规清洁
I
任务完成后计划停机
累加
设备名称
设备型号
设备最大生产能力
OEE统计
月计划生产时间 =min
月净生产时间 =min
月时间开动率 = 月净生产时间/月计划生产时间 =min
月生产数量 =min
35
40
45
50
55
60
04:00 05:00 06:00 07:00 08:00
10
15
20
25
30
35
40
45
50
55
60
10
设备OEE计算方法
(Overall Equipment Effectiveness), 即设备综合效率,其本质就就是设备负荷时间内实际产量与理论产量的比值。
企业在进行OEE计算时常常遇到很多迷惑的问题,如工厂停水、停电、停气、停汽使设备不能工作,等待定单、等待排产计划、等待检查、等待上一道工序造成的停机,不知如何计算。
本文引入非设备因素停机的概念,修改了OEE的算法,使计算得到的OEE更能够真实反映设备维护的实际状况,让设备完全利用的情况由完全有效生产率这个指标来反映。
本文同时介绍了在不同情况下如何分析设备损失的PM分析流程。
1、 OEE表述与计算实例OEE= 时间开动率×性能开动率×合格品率其中,时间开动率 = 开动时间/负荷时间而,负荷时间 = 日历工作时间-计划停机时间开动时间 = 负荷时间–故障停机时间–设备调整初始化时间性能开动率 = 净开动率×速度开动率而,净开动率 = 加工数量×实际加工周期/开动时间速度开动率 = 理论加工周期/实际加工周期合格品率 = 合格品数量/ 加工数量在OEE公式里,时间开动率反映了设备的时间利用情况;性能开动率反映了设备的性能发挥情况;而合格品率则反映了设备的有效工作情况。
反过来,时间开动率度量了设备的故障、调整等项停机损失,性能开动率度量了设备短暂停机、空转、速度降低等项性能损失;合格品率度量了设备加工废品损失。
OEE还有另一种表述方法,更适用于流动生产线的评估, 即OEE= 时间开动率×性能开动率×合格品率而,时间开动率 = 开动时间/计划利用时间而,计划利用时间 = 日历工作时间-计划停机时间开动时间 = 计划利用时间–非计划停机时间性能开动率 = 完成的节拍数/计划节拍数其中,计划节拍数 = 开动时间/标准节拍时间合格品率 = 合格品数量/加工数量这与前述的OEE公式实际上就是同一的。
计算:停机时间 = 115+12 = 127 min计划开动时间 = 910 – 127 = 783 min时间开动率 = 783/910 = 86%计划节拍数 = 开动时间/标准节拍时间 = 783/3 = 261性能开动率 = 203/261 = 77、7%合格品率 = 一次合格品数/完成产品数 = 152/203 = 74、9%于就是得到OEE = 86% ×77、7%×74、9% = 50%2、 OEE的实质如果追究OEE的本质内涵,其实就就是计算周期内用于加工的理论时间与负荷时间的百分比。
年度设备总效率(OEE)统计表
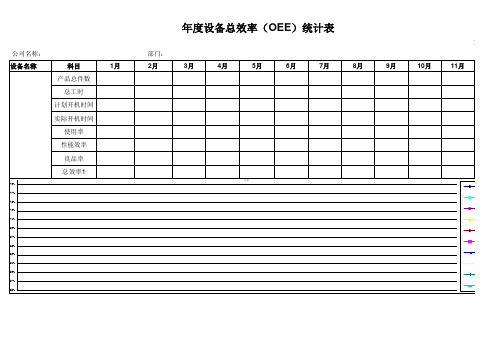
OEE是Overall Equipment Effectiveness(全局设备效率)的缩写;OEE=使用率X 性能效率 X良品率。 其中: 使用率=操作时间 / 计划工作时间 它是用来考虑停工所带来的损失,包括引起计划生产发生停工的任何事件,例如设备故障,原料短缺以及生产方法的改变等) 性能效率=(总产量/操作时间)/理想周期时间=(总产量 / 操作时间)/ 生产速率 (性能效率考虑生产速度上的损失。包括任何导致生产不能以最大速度运行的因素, 例如设备的磨损,材料的不合格以及操作人员的失误等) 良品率=良品/总产量 (质量指数考虑质量的损失,它用来反映没有满足质量要求的产品(包括返工的产品)) 利用OEE的一个最重要目的就是减少一般制造业所存在的六大损失:停机损失、换装调试损失、暂停机损失、减速损失、启动过程次品损失和生产正常运行时产生的次 品损失。
文件编号: 12月
总效率1 系列4 系列5 系列3 系列6 系列2 系列8 系列10 系列7 系列9
变等) 运行的因素,
运行时产生的次
公司名称: 设备名称
科目 产品总件数
总工时
计划开机时间
实际开机时间
使用率
性能效率
良品率
总效率1
79% 77% 75% 73% 71% 69% 67% 65% 63% 61% 59% 57% 55%
1月
年度设备总效率(OEE)统计表
部门:
2月3月4月Fra bibliotek5月6月
7月
8月
文件编号:
9月
10月
11月
月份
总效率 系列 系列 系列 系列 系列 系列 系列 系列 系列
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0 #DIV/0! ##### ##### ###### #### #### #DIV/0! 时间:
批准:
86.7% #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
18 19 20 21 22 23 24 25 26 27 28 29 30 31 总计 0 0 0 平均 ###### #### #### 编制:
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0 #DIV/0! 0
###### ###### ###### ###### ###### ###### ###### ###### ###### ###### ###### ###### ###### ###### 0 ###### 0
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0 #DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!间 班前 设备 小 会 点检 计 20 10 30 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
负荷 时间
OEE
例 480 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
450 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
45 405 90.0% 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 ### ### #### #### #### #### #### 审核:
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0
设备综合效率OEE统计
设备型号: 非计划停机时间
预 热 准 备 20 等材 换模 换工 其他 小 故障 料 具 装 停机 计 25 稼 作业 动 时间稼动 量 时 率 (件 间 ) 400
时间:2018年X月
不合 标准 实际 格 产品合 工时 工时 性能稼动 (返 格率 /小 /小 率 修) 时 时 量 10 97.5% ###### ###### ###### ###### ###### ###### ###### ###### ###### ###### ###### ###### ###### ###### ###### ###### ###### 1 1.05 98.8% #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!