数控铣槽机设备日常点检综合记录表(新)
合集下载
数控中心设备日常保养、点检记录表
操作员
日
9.每日工作完成后进行清洁清扫工作
操作员
日
10.维持机器四周环境整洁
操作员
日
11.检查工作灯,警示灯是否正常
维护员
日
12.检查油压单元管是否有渗漏现象
维护员
日
13.清洗热交换器的空气滤网,冷却泵、润滑油泵滤网
维护员
周
14.检查刀具拉栓是否松动,刀把是否清洁
维护员
周
15.检查三轴机械原点是否偏移
操作员
日
3.检查气动三联件油液面高度;每天将气动三联件滤油罐内水气由排水开关排出
操作员
日
4.检查空气压力为5kg以上
操作员
日
5.检查主轴内锥孔空气吹气是否正常,用干净棉布擦拭主轴内锥孔
操作员
日
6.清洁刀库刀臂和刀具,尤其是刀套
操作员
日
7.清洁暴露在外的极限开关以及碰块
操作员
日
8.清除工作台、机床内、三轴伸缩护罩上的切削物
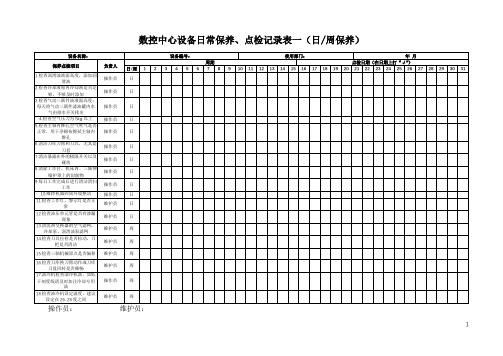
数控中心设备日常保养、点检记录表一(日/周保养)
设备名称:
设备编号:
使用部门:
年月
保养点检项目
负责人
周期
点检日期(在日期上打“√”)日/周123
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
1.检查润滑油液面高度,添加润滑油
操作员
日
2.检查冷却液箱内冷却液是否足够,不够及时添加
日
9.每日工作完成后进行清洁清扫工作
操作员
日
10.维持机器四周环境整洁
操作员
日
11.检查工作灯,警示灯是否正常
维护员
日
12.检查油压单元管是否有渗漏现象
维护员
日
13.清洗热交换器的空气滤网,冷却泵、润滑油泵滤网
维护员
周
14.检查刀具拉栓是否松动,刀把是否清洁
维护员
周
15.检查三轴机械原点是否偏移
操作员
日
3.检查气动三联件油液面高度;每天将气动三联件滤油罐内水气由排水开关排出
操作员
日
4.检查空气压力为5kg以上
操作员
日
5.检查主轴内锥孔空气吹气是否正常,用干净棉布擦拭主轴内锥孔
操作员
日
6.清洁刀库刀臂和刀具,尤其是刀套
操作员
日
7.清洁暴露在外的极限开关以及碰块
操作员
日
8.清除工作台、机床内、三轴伸缩护罩上的切削物
数控中心设备日常保养、点检记录表一(日/周保养)
设备名称:
设备编号:
使用部门:
年月
保养点检项目
负责人
周期
点检日期(在日期上打“√”)日/周123
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
1.检查润滑油液面高度,添加润滑油
操作员
日
2.检查冷却液箱内冷却液是否足够,不够及时添加
数控铣床设备日常点检表

数控铣床设备日常点检表
设备编号: 序号 检 查 事 项 周期 1
每日 每日 每日 每 每日 每日 每日 每日 每日 每日 每日 每日 每日
点检单位主管:
年 点检者:
月
2
3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 # 26 # 28 29 30 31
8 9 10 11 12 13 14 注:在日常点检未发现异常:“√”,休息或放假:“O”,发现异常打“×”应在“异常情况记录”栏予以记录,并联系相关人员处理。
1 设备电路是否通畅 2 数控系统功能显示正常 3 各手柄操作灵活,定位可靠 4 变速箱主轴箱右面油标一半以上 5 主轴箱变速箱按令正常运行无异响 6 三控制轴润滑正常移动正常无异响 7 三控制轴重复定位正常 8 刀库刀塔按指令正常转动 9 对刀仪是否正常 10 机械传动是否正常 11 机械是否漏油、漏水 12 切削液容量检查,不足时添加 13 机床照明齐全、完好 点 检 者 签 字 1 异 常 情 况 记 录 2 3 4 5 6 7
设备编号: 序号 检 查 事 项 周期 1
每日 每日 每日 每 每日 每日 每日 每日 每日 每日 每日 每日 每日
点检单位主管:
年 点检者:
月
2
3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 # 26 # 28 29 30 31
8 9 10 11 12 13 14 注:在日常点检未发现异常:“√”,休息或放假:“O”,发现异常打“×”应在“异常情况记录”栏予以记录,并联系相关人员处理。
1 设备电路是否通畅 2 数控系统功能显示正常 3 各手柄操作灵活,定位可靠 4 变速箱主轴箱右面油标一半以上 5 主轴箱变速箱按令正常运行无异响 6 三控制轴润滑正常移动正常无异响 7 三控制轴重复定位正常 8 刀库刀塔按指令正常转动 9 对刀仪是否正常 10 机械传动是否正常 11 机械是否漏油、漏水 12 切削液容量检查,不足时添加 13 机床照明齐全、完好 点 检 者 签 字 1 异 常 情 况 记 录 2 3 4 5 6 7
CNC设备日常保养点检记录表

7:设备日常点检表月底各设备使用单位收集后交由设备保存
说明
3:月保养由机修每月最后一天完成
8:设备点检表月底由使用部门统一收取交由设备保存一年
需数字记录的须量化
5:记录符合,“√ ”表示良好 “×”标上异常 “/”不开机
机台表面/护罩打扫清洁干净(无油 污)冷却水箱、四周5S 气压是否正常(0.5-0.6)
指示灯仪表开关是否正常(目视)
急停开关是否正常(测试)
检查X、Y、Z护罩是否正常并清扫
机台是否漏油、漏气、漏水(看听)
开启机床检查油雾机是否正常
机台运行是否有异响异常
检查主轴内吹气是否正常 机台润滑站(68#)主轴冷却机(专用冷 却油)润滑是否良好并加油 定时清洁主轴油冷机上空气过滤网配 电箱滤网
3
检查设备安全防范保护
检查集中润滑站是否正常
4
检查XYZ导轨润滑、异响
5
保养人
6
机修
机修签名:
使用部门确认:
7
1:每日上班前5分钟完成日点检,日常保养,指定专人加油,每班下班前清洁整机
6:本表要求各设备使用单位落实、实施、填写、发现问题及时报告设备,必须课长审核
2:每周最后一天下班之前10分钟完成 周保养5S
操作员点检
使用部门确认
设备签名
周点检项目(周一)
每周最后一天监督使用部门彻底清洁 清扫机台及周围5S
检查设备是否有异响
一周
二周
三周
四周
月保养项目
清洗主轴锥孔 检查清洁配电箱、电器是否正常、异味
保养情况记录/更换配件记录
序号 型号
规格
数量
签名
1
检查设备是否润滑正常
数控机床日常维护保养点检记录表

设计类别数控机床设备编号1234567891011121314151、开机是否正常
2、设备有无异状
月维护部门:主管审核:
点 检 项 目
3、油箱及润滑装置的油质,油量安全装置及电源等
是否良好.
4、切断电源,清扫擦试设
备,清理工作场地,保持设
备及所附工具清洁
保养2、底地清洗设备,清除油
污
保养人:
5、检查并紧固全部日保养周保
养6、全面查看安全防
保养人:
1、认真清扫控制柜
2、检查,清洗或更
3、检查全部按扭和
4、检查全部电磁铁( ) 月 份
保养人:
点检项目
点 检 状 况1、在每周末和节假日前,
用1-2H较彻
第一周第二周第三周第四周第五周设备日常维护保养点检记录表
设备型号产
16171819202122232425262728293031表格编号:点 检 状 况
点 检 项 目固全部电缆接头并杳看有无腐蚀,破损。
安全防护设施是否完整牢固。
控制柜台内部是否清洁
洗或更换通风系统的空气滤清器是否良好。
按扭和指示灯是否正常。
电磁铁和限位开关是否正常。
份 点 检 状 况
记录表
产地
购买日期。
(精品)铣床日常维护保养点检记录表(精品文档)
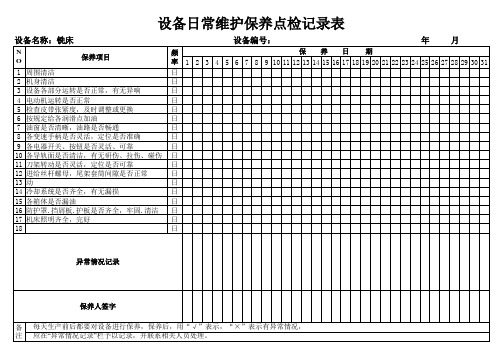
设备日常维护保养点检记录表
设备名称:铣床
设备编号:
年月
N
保养项目
O
1 周围清洁 2 机身清洁 3 设备各部分运转是否正常,有无异响 4 电动机运转是否正常 5 检查皮带张紧度,及时调整或更换 6 按规定给各润滑点加油 7 油窗是否清晰,油路是否畅通 8 各变速手柄是否灵活,定位是否准确 9 各电器开关、按钮是否灵活、可靠 10 各导轨面是否清洁,有无研伤、拉伤、碰伤 11 刀架转动是否灵活,定位是否可靠 12 进丝给杆丝,光杆杆螺,母开,关尾杆架是套否筒灵间活隙,有是无否跳正动常和窜 13 动 14 冷却系统是否齐全,有无漏损 15 各箱体是否漏油 16 防护罩.挡屑板.护板是否齐全,牢固.清洁 17 机床照明齐全,完好 18
17
18
19
频率 每月 每月 每月 每月 每月 每月 每月 每月 每月
每年 每年 每年 每年 每年 每年
保养日期
年月
保养检查结果 保养人
备 注
注:以上检查内容,每月定期由操作工执行并记录检查结果。如有任何异常,需要告知负责人,及时解决问题。
频
保养日 期
每率 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
日每
日每
日每
日每
日每
日每
日每
日每
日每
日每
日每
日每
日每
日每
日每
日每
日每
日
异常情况记录
保保养,保养后,用“√”表示,“×”表示有异常情况, 注 应在“异常情况记录”栏予以记录,并联系相关人员处理。
设备名称:铣床
设备编号:
年月
N
保养项目
O
1 周围清洁 2 机身清洁 3 设备各部分运转是否正常,有无异响 4 电动机运转是否正常 5 检查皮带张紧度,及时调整或更换 6 按规定给各润滑点加油 7 油窗是否清晰,油路是否畅通 8 各变速手柄是否灵活,定位是否准确 9 各电器开关、按钮是否灵活、可靠 10 各导轨面是否清洁,有无研伤、拉伤、碰伤 11 刀架转动是否灵活,定位是否可靠 12 进丝给杆丝,光杆杆螺,母开,关尾杆架是套否筒灵间活隙,有是无否跳正动常和窜 13 动 14 冷却系统是否齐全,有无漏损 15 各箱体是否漏油 16 防护罩.挡屑板.护板是否齐全,牢固.清洁 17 机床照明齐全,完好 18
17
18
19
频率 每月 每月 每月 每月 每月 每月 每月 每月 每月
每年 每年 每年 每年 每年 每年
保养日期
年月
保养检查结果 保养人
备 注
注:以上检查内容,每月定期由操作工执行并记录检查结果。如有任何异常,需要告知负责人,及时解决问题。
频
保养日 期
每率 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
日每
日每
日每
日每
日每
日每
日每
日每
日每
日每
日每
日每
日每
日每
日每
日每
日每
日
异常情况记录
保保养,保养后,用“√”表示,“×”表示有异常情况, 注 应在“异常情况记录”栏予以记录,并联系相关人员处理。
数控设备日常点检表

班 次
1 2
3
4
5 6
7
8
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
白 中 白 中 白 中 白 中 白 中 白 中 白 中 白 中 白 中
各部位油压是否 白 正常 中 操作工确认 白
主管确认
1: 操作人员必须认真,细致的按照本表格项目对设备进行保养与检查,保持表格干净,完整,不得弄虚作假!否 则责任人接受处罚。 2: 操作人员点检设备时发现异常需要维修时应及时告知车间班组长,由车间班组长负责确 认,必要时联系设备维修人员安排维修。 3: 车间班组长负责不定期巡视各设备点检情况,发现保养不到位,弄虚 作假的必须对该员工进行批评教育并要求加强保养力度。 4: 车间主管负责确认当月所有设备保养有效性和真实 性,并于次月5号前交到设备管理部门存档。
签名:
A:
B:
C:
D:
E:
F:
G:
设备日常点检与交接班记录表
设备名称: 精铣六沟道
日 期
记录 方法
月
正常 √ 异常 Х
设备编号:
年
文件编号:JP/QR201-05
检查内容
设备内外及周围 地面是否清洁干 净(5S) 电气箱门是否关 闭严密 XZ导轨丝杆润滑 是否 正常 各部位油量、冷 却水 是否足够 是否有漏油、漏 水现 象 各部位螺丝是否 紧固 各部位电机运行 是否过热、异响 、异常震动 各部位过滤网散 热 翅片是否清洁干 净 检具、模具、加 工程 式是否正确
机床设备日常点检表
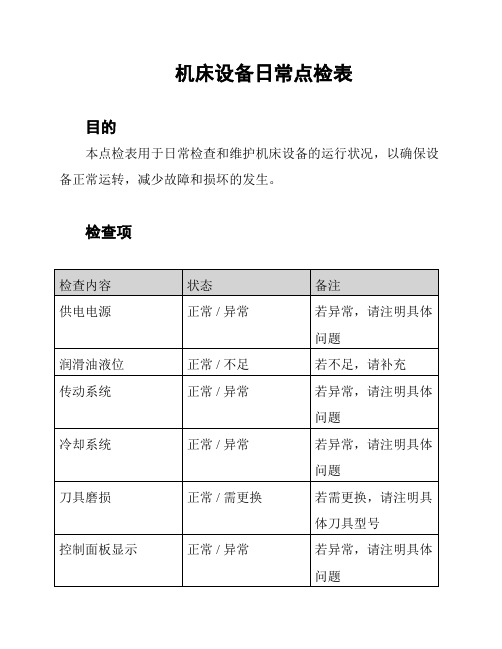
机床设备日常点检表
目的
本点检表用于日常检查和维护机床设备的运行状况,以确保设备正常运转,减少故障和损坏的发生。
检查项
使用说明
1. 每日使用本点检表进行机床设备的日常点检。
2. 对每个检查项进行观察和检测,将状态填写在“状态”栏。
3. 若某项检查状态异常,请在“备注”栏注明具体问题。
4. 如需补充润滑油或更换刀具等操作,请在“备注”栏注明具体型号或操作。
5. 检查完成后,将点检表归档保存。
注意事项:
- 若发现异常状态,请及时进行处理或报修。
- 点检过程中请注意安全,确保落地开关和紧急停机装置正常可用。
数控机床日常点检表
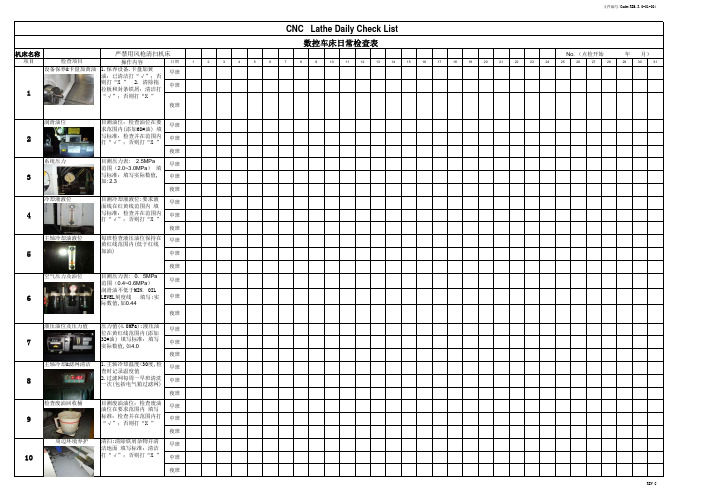
周边环境养护
清扫:清除铁屑杂物并清 洁地面 填写标准:清洁
早班
10
打“√”;否则打“X ” 中班
夜班
REV C
5
目测油位:检查油位在要 求范围内(添加68#油) 填 写标准:检查并在范围内 打“√”;否则打“X ”
目测压力表: 2.5MPa 范围(2.0~3.0MPa) 填 写标准:填写实际数值, 如:2.3
目测冷却液液位:要求液 面线在红黄线范围内 填 写标准:检查并在范围内 打“√”;否则打“X ”
每班检查液压油位保持在 黄红线范围内(低于红线 加油)
早班 中班 夜班 早班 中班 夜班 早班 中班 夜班 早班 中班
空气压力及油位
6
目测压力表: 0.5MPa 范围(0.4~0.6MPa) 润滑油不低于MIN. OIL LEVEL刻度线 填写:实 际数值,如0.44
夜班 早班 中班 夜班
液压油位及压力值
压力值(4.0MPa);液压油 位在黄红线范围内(添加
早班
7
32#油) 填写标准:填写 中班
实际数值,如4.0
夜班
主轴冷却&滤网清洁
1.主轴冷却温度<30度,检 查时记录温度值
早班
8
2.过滤网每周一早班清洗 中班 一次(包括电气箱过滤网)
夜班
检查废油回收桶
9
目测废油油位:检查废油 油位在要求范围内 填写 标准:检查并在范围内打 “√”;否则打“X ”
早班 中班 夜班
否则打x早班中班夜班主轴冷却油液位每班检查液压油位保持在黄红线范围内低于红线加油早班中班夜班空气压力及油位目测压力表
文件编号/Code:RE6.3.0-01-004
CNC Lathe Daily Check List
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
中建二局广东建设基地有限公司
设备日常点检综合记录表
车 间 序 号
1 JD-LM-DJ
铝模车间 点检项目
安全装置是否有效
ห้องสมุดไป่ตู้
设备名称 班 次
一班 二班
数控铣槽机
设备编号
XC0401 检查日期
设备所在 位置 201
B05柱 年
责 一班: 月
任
人
二班:
1
2
3
4
5
6
7
8
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
11
手动试车是否正常
1、设备使用人每日按照点检项目对设备进行检查,确保设备运行正常,并签名确认; 2、若设备出现异常应及时停止使用,并通知机修人员维修,并将问题点清楚记录说明; 3、每日点检后,在点检表上对应日期进行标识,正常“√”、异常“×”、已维修“△”
4、设备管理员不定时检查设备点检情况,发现问题予以及时纠正及上报处理
2 3 4
各刀架限位档铁、螺母是否松动 机械设备有无漏水漏油 机各处螺丝是否紧固
一班 二班 一班 二班 一班 二班 一班
5
润滑系统是否正常 二班 一班 二班 一班 二班 一班 二班 一班 二班 一班 二班 一班 二班 设备点检注意事项 设备异常和维修记录
6 7 8 9 10
传动系统有无异物 自、手动润滑机油油位 各导面润滑良好、无拉伤及研伤 气压是否正常 油压是否正常