台达PLC通讯控制伺服教程PPT课件
台达PLC的原理与应用1ppt课件

元件说明
PLC元件 X0 X1 X2 X3 X4 X5 Y0 Y1 Y2
小学生组按钮 小学生组按钮 中学生组按钮 教授组按钮 教授组按钮 主持人按钮 小学生指示灯 中学生指示灯 教授指示灯
请大家思考程序?
基本指令-范例五
说明
X5
X0
Y1
Y2
X1
Y0
X2
Y0
Y2
Y1
X3
X4
Y0
Y1
Y2
基本指令-范例五
3. 十进制(DEC) 主要用于PLC装置(如辅助继电器、定时器、计数器、寄存器等)编号
4. BCD码 主要用于读取指拨开关的输入值
5. 16进制 在应用指令中使用,如 MOV HABCD D100
常量K: PLC指令中,通常会在一个数值前加”K”,如K100表示数值100。 使用K搭配位装置X、Y、M、S时,可以组成半字节、字节、字、双字等数值型式
台达PLC原理与应用
内容简介
PLC定義
PLC分類
PLC原理
PLC技術指標
PLC裝置
PLC指令
基本实验
中文名称:可编程控制器
PLC定义
早期的PLC是用来替代继电器、接触器控制,只能实现逻辑运算。被称为可 编程逻辑控制器(Programmable logic controller),略写PLC 。
后来,PLC功能已远远超出顺序控制范围,被称之为可编程控制器 (Programmable controller),略写PC。
PLC装置-模擬輸入/輸出功能
PLC装置-萬年歷時鐘
符号 LD 符號 OUT
功能 载入常开接点
功能 驱动线圈
程序范例
当X0=ON时,Y0=ON; 当X0=OFF时,Y0=OFF
台达PLC控制伺服说明

14应用指令简单定位设计范例14.1 台达ASDA伺服简单定位演示系统X1伺服电机Y0脉冲输出Y1正转反转/Y4脉冲清除DOP-A人机ASDA伺服驱动器WPLSoft【控制要求】z由台达PLC和台达伺服组成一个简单的定位控制演示系统。
通过PLC发送脉冲控制伺服,实现原点回归、相对定位和绝对定位功能的演示。
z监控画面:原点回归、相对定位、绝对定位。
【元件说明】PLC软元件说明M0 原点回归开关M1 正转10圈开关M2 反转10圈开关M3 坐标400000开关M4 坐标-50000开关M10 伺服启动开关M11 伺服异常复位开关M12 暂停输出开关(PLC脉冲暂停输出)M13 伺服紧急停止开关X0 正转极限传感器X1 反转极限传感器X2 DOG(近点)信号传感器X3 来自伺服的启动准备完毕信号(对应M20)X4 来自伺服的零速度检出信号(对应M21)X5 来自伺服的原点回归完成信号(对应M22)X6 来自伺服的目标位置到达信号(对应M23)X7 来自伺服的异常报警信号(对应M24)Y0 脉冲信号输出14应用指令简单定位设计范例Y1 伺服电机旋转方向信号输出Y4 清除伺服脉冲计数寄存器信号Y6 伺服启动信号Y7 伺服异常复位信号Y10 伺服电机正方向运转禁止信号Y11 伺服电机反方向运转禁止信号Y12 伺服紧急停止信号M20 伺服启动完毕状态M21 伺服零速度状态M22 伺服原点回归完成状态M23 伺服目标位置到达状态M24 伺服异常报警状态【ASD-A伺服驱动器参数必要设置】参数设置值说明P0-02 2伺服面板显示脉冲指令脉冲计数P1-00 2外部脉冲输入形式设置为脉冲+方向P1-01 0位置控制模式(命令由外部端子输入)P2-10 101当DI1=On时,伺服启动P2-11 104当DI2=On时,清除脉冲计数寄存器P2-12 102当DI3=On时,对伺服进行异常重置P2-13 122当DI4=On时,禁止伺服电机正方向运转P2-14 123当DI5=On时,禁止伺服电机反方向运转P2-15 121当DI6=On时,伺服电机紧急停止P2-16 0无功能P2-17 0无功能P2-18 101当伺服启动准备完毕,DO1=OnP2-19 103当伺服电机转速为零时,DO2=OnP2-20 109当伺服完成原点回归后,DO3=OnP2-21 105当伺服到达目标位置后,DO4=OnP2-22 107当伺服报警时,DO5=OnÚ当出现伺服因参数设置错乱而导致不能正常运行时,可先设置P2-08=10(回归出厂值),重新上电后再按照上表进行参数设置。
台达_plc_课件-第5章_编程软件

第5章 梯形图语言的编程原理
5.2 PLC梯形图与传统梯形图的区别
5.2.1 梯形图的组成元素 2 逆向回流
除扫描时间的差异外,PLC梯形图和传统梯形图还有如下“逆向回流”的差异。如图 5.5所示,若X0,X1,X4,X6为导通,其他为不导通,在传统梯形图的回路上输出Y0会如 虚线所示形成回路而为On,但在PLC梯形图中,因演算梯形图程序系由上而下,由左而右 地扫描。在同样输入条件下,梯形图编辑软件(WPLSoft)会检测出梯形图错误。
第5章 梯形图语言的编程原理
5.2 PLC梯形图与传统梯形图的区别
5.2.2 梯形图的分类 2 顺序逻辑
顺序逻辑为具有回授结构的回路,也就是将回路的输出结果拉回当输入条件,如此 在相同输入条件下,会因前次状态或动作顺序的不同,而得到不同的输出结果。图5.8为 PLC梯形图中的顺序逻辑示意图。在此回路刚接上电源时,虽X6开关为On,但X5开关 为Off,故Y3不动作。在启动开关X5按下后,Y3动作,一旦Y3动作后,即使放开启动 开关(X5变成Off),Y3因为自身的触点回授而仍可继续保持动作(此为自锁回路),其状
第5章 梯形图语言的编程原理
5.2 PLC梯形图与传统梯形图的区别
5.2.1 梯形图的组成元素 1 执行方式
PLC梯形图和传统梯形图在工作原理上是完全一致的,而实际上 PLC仅是利用微计算机,来仿真传统梯形图的动作,即利用扫描的方 式逐一地查看所有输入装置及输出线圈的状态,再将这些状态根据梯 形图的逻辑作演算,得到传统梯形图一样的输出结果。但因为微计算 机只有一个,故PLC只能逐一地查看梯形图程序,并依该程序及输入 输出状态演算输出结果,再将结果送到输出介面,然后又重新读取输 入状态 演算 输出,如此周而复始地循环运行上述动作。PLC 完成一次循环动作所用的时间称为扫描时间,其时间会随着程序的增 大而加长,此扫描时间将造成PLC从输入检知到输出反应得延迟,延 迟时间愈长对控制所造成的误差愈大,甚至无法满足控制要求,此时 就必须选用扫描速度更快的PLC。因此扫描速度是PLC的重要规格,随 着微计算机及ASIC(特定用途IC)技术的快速发展,现今PLC的扫描 速度有了极大提高。图5.4为PLC梯形图程序扫描示意图。
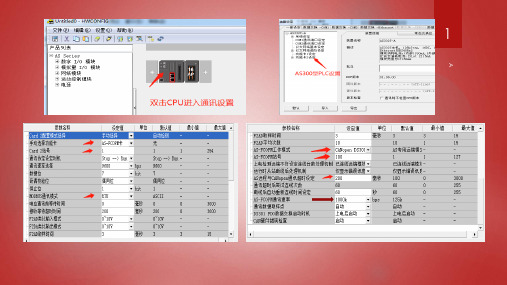
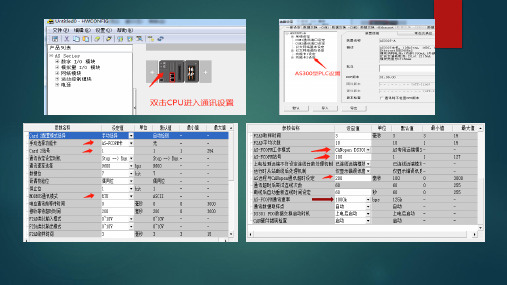
台达PLC通讯控制伺服教程
4
A
自动SDO配置:在Index(hex):选择 (P3-06)在数据(hex)输入
(1F3F),点击确认后在显示(3F1F),P3-06用于确定P4-07位功能。
5
A
PDO配置
6
A
PDO配置 7
A
P4-07位控制定义8A9 NhomakorabeaA
10
A
11
A
伺服通过软件设置站号、通信格式、波 12 特率
属性设置为同步 P5-05 (回零第一段速) RX1401 P5-75 (运行速度) RX1401 P6-03 (运行位置) RX1402 P6-21 (待机位置) RX1402 读; P0-01 (伺服报警) TX1800 P0-09 (伺服当前位置) TX1800
以下
修改监控时间,延长通讯时间
A
5;显示外部给定目标位置
18
A
A
19
定位控制时P6-03为位置来源
1;点击原点复归模式
2;选择到路径10(路径10设置为回零点进行设置)
16
3;选TYPE路径型式
4;选位置命令
A
5;选运行速度
6;p621待机位给定目标位置
决对定位伺服软件设置: (决对定位路径1设置)
1;选择到路径10
2;选TYPE路径型式
17
3;选位置命令终点
4;选运行速度(选择PLC-PDO配置运行速度P5-75)
1
A
台达PLC以Canopen控制伺服
2
在线描硬件,
SDO自动配置
A
SDO配置内容
3
A
SDO设置;p3-06(伺服DI来源设定3F1F) SDO自动 POD设置; 写; P4-05 (JOG手动控制) RX1400 属性设置为异步255 P4-07 (DI控制外部端子控制P2-10—P2-17设定端子功能) RX1401
台达PLC通讯控制伺服教程
在线描硬件,
SDO自动配置
SDO配置内容
SDO设置;p3-06(伺服DI来源设定3F1F) SDO自动 POD设置; 写; P4-05 (JOG手动控制) RX1400 属性设置为异步255 P4-07 (DI控制外部端子控制P2-10—P2-17设定端子功能) RX1401 以下属性设置为同步 P5-05 (回零第一段速) RX1401 P5-75 (运行速度) RX1401 P6-03 (运行位置) RX1402 P6-21 (待机位置) RX1402 读; P0-01 (伺服报警) TX1800 P0-09 (伺服当前位置) TX1800 P4-07 (DI伺服实计状态) TX1801 P4-09 (伺服实时位置) TX1801 P6-03 (伺服设定位置返回) TX1801 P6-21 (待机位置返回) TX1802
修改监控时间,延长通讯时间
自动SDO配置:在Index(hex):选择 (P3-06)在数据(hex)输入 (1F3F),点击确认后在显示(3F1F),P3-06用于确定P4-07位功能。
PDO配置
PDO配置
P4-07位控制定义
伺服通过软件设置站号、通信格式、波 特率
电子齿轮位路径1设置) 1;选择到路径10 2;选TYPE路径型式 3;选位置命令终点 4;选运行速度(选择PLC-PDO配置运行速度P5-75) 5;显示外部给定目标位置
定位控制时P6-03为位置来源
伺服软件DI/DO功能选择; A/B为常开、常闭切换。
原点回归伺服软件设置:(原点复归模式设置)
1;点击原点复归模式 2;P-04原点复归模式选择X,Y,Z 3;原点复归速度设定,第一段p505速度设置,第二段速度 4;路径形式(选路径10)
伺服基础培训资料PPT课件

步
光电型旋转编码器(增量型/绝对值型)
光电型旋转编码器,旋转变压器型
一般
快
好
一般(旋转变压器型可耐振动)
运行温度高
一般
基本可以免维护
较好
12
伺服系统控制
-
13
上位机
脉冲列
1.16 位置控制
アンプ 速度指令
偏差 计数器
+
-
速度环
力矩指令 电流环 +
-
M
位置感应
位置环
位置控制 ⇒ 通过对移动量(马达旋转数)的控制而达到任意目 标的位置。
電流环 速度环
伺服系统放大器Байду номын сангаас本构成图
-
速度 感应器
位置 感应器
10
伺服与变频的区别
• 主回路部分
o 整流单元(四相限电源) o 逆变单元 o 电流传感器
伺服主回路和变频器的 最大区别是:
1、过载倍数
2、电流采样精度
功率单元IPM和PIM之分,有集成模块和分离IGBT 结构
-
11
特性 力矩范围 速度范围
3轴使用
-
射出轴 夹紧轴 计量轴 送出轴
同时使用
26
• 案例一:横切
• 追剪的运动特点:
o 在设定的同步区牵引剪切部件的速度和送料速度一致,在同步区 完成剪切运动,而不同的切割长度则通过调节非同步区的速度来 适应。
-
27
• 案例二:排料
-
28
感谢聆听! Thanks
-
29
从系统的结构特点来看: 有单回伺服系统、多回伺服系统和开环伺服系统、闭环伺服系统。
-
6
伺服驱动的PLC控制课件

PLC控制技术的未来发展趋势
云端化
01
随着物联网技术的发展,PLC将实现远程云端控制,提高监控和
维护的便利性。
边缘计算
02
PLC将集成边缘计算能力,实现实时数据处理和分析,提高控制
精度。
安全性增强
03
随着工业安全意识的提高,PLC将加强安全防护功能,保障工业
系统的稳定运行。
伺服驱动的PLC控制在工业自动化领域的应用前景
控制算法设计
根据控制要求,设计合适的控制算法,如PID控制、速度控制等。
I/O映射与配置
根据实际硬件配置,进行I/O映射与配置,确保PLC控制器能够正确读取传感器数据和输出控制信 号。
运动控制指令编写
根据控制算法和I/O配置,编写运动控制指令,实现伺服驱动器的精确控制。
伺服驱动的PLC控制调试与优化
详细描述
伺服系统主要由伺服电机、伺服驱动器和控制器等组成。控制器是整个系统的核心,负责发出控制指 令,控制伺服电机的运动。伺服驱动器是连接控制器和伺服电机的桥梁,根据控制器的指令驱动伺服 电机运动。伺服电机是执行机构,根据控制指令实现精确的运动控制。
伺服系统的分类与选型
• 总结词:根据应用需求和性能指标,伺服系统可分为不同的类型,如直流伺服系统、交流伺服系统、步进伺服 系统等。选择合适的伺服系统需要考虑负载特性、精度要求、动态性能等因素。
应用场景
直流电机是一种将直流电能转 换为机械能的执行元件,具有 调速范围广、控制精度高等优 点。基于PLC的直流电机伺服 控制,能够实现精确的速度和 位置控制。
系统主要由PLC、直流电机、 驱动器等组成。PLC负责发出 控制信号,驱动器负责驱动直 流电机,直流电机根据控制信 号进行相应的动作。
台达PLC初级培训基础教程ppt课件

输入/输出故障
输入/输出模块损坏、接线错误等导致信号 无法正常传输。
程序错误
程序逻辑错误、语法错误等导致PLC运行异 常。
故障诊断流程和方法论述
观察法
通过查看PLC指示灯、显示屏等信息,判断故障 发生的大致位置。
逐步排查法
从故障现象的源头开始,逐步排查与之相关的电 路、模块等,直至找到故障原因。
ABCD
使用逻辑运算指令可以简化程序结构,提高程序可读性。
定时器/计数器指令应用举例
定时器指令
01
TON、TOF等,用于实现定时控制功能。
计数器指令
02
CTU、CTD等,用于实现计数控制功能。
定时器/计数器指令的编程技巧
03
合理选用定时器/计数器指令,可以实现精确的时序控制和计数
控制。
程序结构划分及模块化设计思想
02
03
转移条件
简化图形
在箭头上标注转移条件,明确从 一个状态转移到另一个状态的条 件。
对于复杂的状态转移图,可以通 过合并相似状态、省略中间状态 等方式简化图形。
顺序控制程序优化策略
减少程序扫描时间
优化程序结构,减少不必要的计算和判断, 降低程序扫描时间。
提高程序可读性
采用模块化编程思想,将功能相似的代码封 装成子程序或函数,提高程序可读性。
替换法
将疑似故障的模块或部件替换为正常工作的模块 或部件,观察故障是否消除。
专用工具法
使用专门的故障诊断工具或软件,对PLC进行在 线或离线诊断,快速定位故障点。
日常维护注意事项和建议
定期备份PLC程序和数据, 以防意外丢失或损坏。
定期检查电源线路和保险丝, 确保电源供应稳定可靠。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1;点击原点复归模式
2;选择到路径10(路径10设置为回零点进行设置)
16
3;选TYPE路径型式
4;选位置命令
.
5;选运行速度
6;p621待机位给定目标位置
决对定位伺服软件设置: (决对定位路径1设置)
1;选择到路径10
2;选TYPE路径型式
17
3;选位置命令终点
4;选运行速度(选择PLC-PDO配置运行速度P3
.
伺服软件DI/DO功能选择;
14
A/B为常开、常闭切换。
.
原点回归伺服软件设置:(原点复归模式设置)
1;点击原点复归模式
2;P-04原点复归模式选择X,Y,Z
15
3;原点复归速度设定,第一段p505速度设置,第二段速度
4;路径形式(选路径10)
.
原点回归伺服软件设置:(路径10设置)
4
.
自动SDO配置:在Index(hex):选择 (P3-06)在数据(hex)输入
(1F3F),点击确认后在显示(3F1F),P3-06用于确定P4-07位功能。
5
.
PDO配置 6
.
PDO配置 7
.
P4-07位控制定义
8
.
9
.
10
.
11
.
伺服通过软件设置站号、通信格式、波 12 特率
1
.
台达PLC以Canopen控制伺服
2
在线描硬件,
SDO自动配置
.
SDO配置内容
3
.
SDO设置;p3-06(伺服DI来源设定3F1F) SDO自动 POD设置; 写; P4-05 (JOG手动控制) RX1400 属性设置为异步255 P4-07 (DI控制外部端子控制P2-10—P2-17设定端子功能) RX1401
属性设置为同步 P5-05 (回零第一段速) RX1401 P5-75 (运行速度) RX1401 P6-03 (运行位置) RX1402 P6-21 (待机位置) RX1402 读; P0-01 (伺服报警) TX1800 P0-09 (伺服当前位置) TX1800
以下
修改监控时间,延长通讯时间
.
5;显示外部给定目标位置
18
.
.
19
定位控制时P6-03为位置来源