台达通讯示范程序及说明
台达通讯示范程序及说明
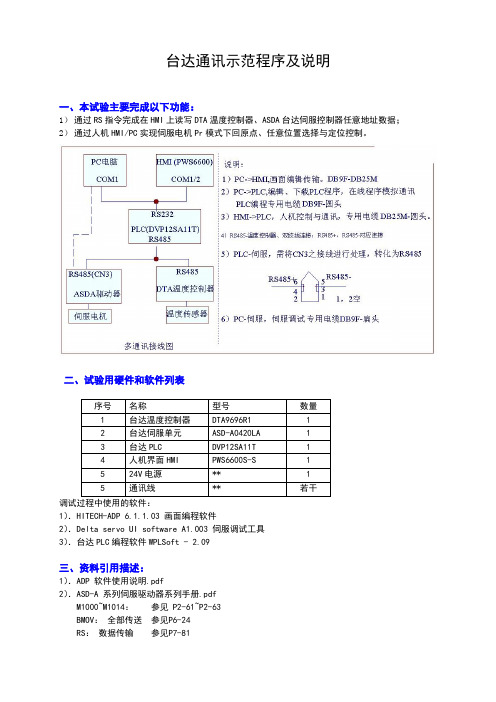
台达通讯示范程序及说明一、本试验主要完成以下功能:1)通过RS指令完成在HMI上读写DTA温度控制器、ASDA台达伺服控制器任意地址数据;2)通过人机HMI/PC实现伺服电机Pr模式下回原点、任意位置选择与定位控制。
二、试验用硬件和软件列表序号名称型号数量1台达温度控制器DTA9696R112台达伺服单元ASD-A0420LA13台达PLC DVP12SA11T14人机界面HMI PWS6600S-S1524V电源**15通讯线**若干调试过程中使用的软件:1).HITECH-ADP 6.1.1.03 画面编程软件2).Delta servo UI software A1.003 伺服调试工具3).台达PLC编程软件WPLSoft - 2.09三、资料引用描述:1).ADP 软件使用说明.pdf2).ASD-A 系列伺服驱动器系列手册.pdfM1000~M1014:参见 P2-61~P2-63BMOV:全部传送参见P6-24RS:数据传输参见P7-81ASCI:HEX转为ASCII 参见P7-97HEX:ASCII转为HEX 参见P7-102CCD:校验码参见P7-1053)台达温度控制器DTA系列操作手册四.程序中的关键部分编写思路1)“二补码”的计算:一个8位十六进制数(如**H)的二补码的计算方法是:FFH-**H+01H=100H-**H2)编程的时候请参考章节(RS:数据传输参见P7-81)ASCII表3)下面我们以写数据为例来说明编程思路如下图所示,在PLC启动正向RUN的瞬间,写入初始化数值(图中左列所示);由人机界面输入16进制数地址(如4700H),通过ASCI指令将其每一位转化为ASCII码存放到D60(D80)开始的4个数据寄存器中,然后通过BMOV指令送到D105…D108(D109…D112)中。
数据传入以后,从地址ADR1/0开始,两个一组依次相加计算校验码(见程序说明)。
台达 说明书07-通讯联机模式
在进行通讯联机操作前请先确定PC与PLC已完成硬件上联机工作(PC的RS232通讯口及PLC通讯口之间已建立联机)。
WPLSoft在通讯功能上提供更多样的操控工具(例:窗口装置监控、缓存器列表传输、速度设定……等),方便使用者可以利用WPLSoft来进行编辑、监控及测试等相关设计工作。
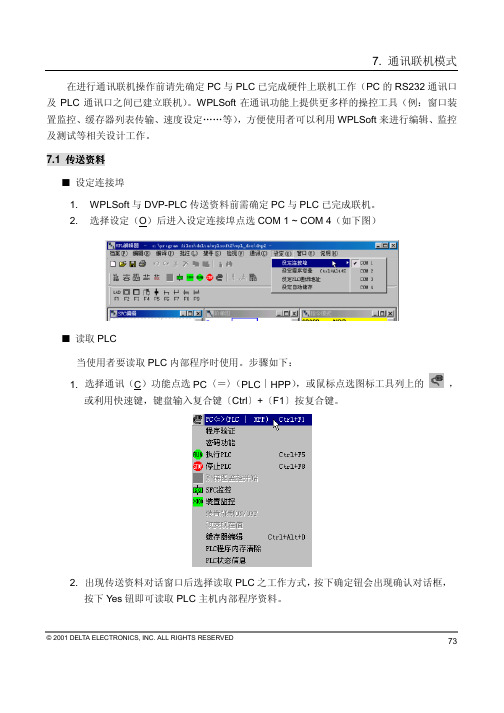
7.1 传送资料设定连接埠1. WPLSoft与DVP-PLC传送资料前需确定PC与PLC已完成联机。
2. 选择设定(O)后进入设定连接埠点选COM 1 ~ COM 4(如下图)读取PLC当使用者要读取PLC内部程序时使用。
步骤如下:1. 选择通讯(C)功能点选PC〈=〉(PLC∣HPP),或鼠标点选图标工具列上的,或利用快速键,键盘输入复合键〔Ctrl〕+〔F1〕按复合键。
2. 出现传送资料对话窗口后选择读取PLC之工作方式,按下确定钮会出现确认对话框,按下Yes钮即可读取PLC主机内部程序资料。
© 2001 DELTA ELECTRONICS, INC. ALL RIGHTS RESERVED 7374写入PLC1. 使用者执行WPLSoft自磁盘读取一项目或由阶梯图编辑、指令编辑设计一个新的PLC程序,要传送至DVP-PLC主机时,选择通讯(C)功能点选PC〈=〉(PLC∣HPP),或鼠标点选图标工具列上的,或利用快速键,键盘输入复合键〔Ctrl〕+〔F1〕。
2. 于传送资料(*注一)对话窗口选择写入PLC工作方式;WPL提供2种传送方式:全部传送与部分传送。
全部传送:将WPLSoft目前程序区内存全部写入DVP-PLC主机(如下图)。
部分传送:由使用者设定欲传送之程序区内存的起始及结束地址,将此部分程序写入DVP-PLC主机(如下图)。
© 2001 DELTA ELECTRONICS, INC. ALL RIGHTS RESERVED© 2001 DELTA ELECTRONICS, INC. ALL RIGHTS RESERVED75*注一:在执行写入功能前,必须注意PLC 必须在停止(STOP )的状态,若PLC 为运行(RUN )状态,则WPLSoft 会发出PLC 执行中禁止写入的警告讯息(如下图)。
台达plc网口通讯程序
台达plc网口通讯程序在现代工业自动化系统中,PLC(可编程逻辑控制器)是扮演着重要角色的设备。
而台达PLC凭借其稳定可靠、功能强大的特点,在工业自动化领域备受青睐。
在台达PLC的应用中,网口通讯程序是不可或缺的一部分。
本文将对台达PLC网口通讯程序进行探讨,帮助读者更好地了解这方面的知识。
首先,让我们来理解什么是台达PLC的网口通讯程序。
网口通讯程序是指通过PLC的网口与其他设备进行数据交换和通信的程序。
PLC的网口通讯程序可以实现与计算机、传感器、执行器等设备之间的数据传输和交换,使工业自动化系统能够更加高效地运行。
在台达PLC中,网口通讯程序可以使用多种协议,如Modbus、Ethernet/IP等,以满足不同应用需求。
接下来,我们将重点介绍一种常用的台达PLC网口通讯程序——Modbus协议。
Modbus协议是一种通信协议,用于在不同设备之间传输数据。
在台达PLC中,Modbus协议可通过串口或网口进行数据传输。
在使用Modbus协议进行网口通讯时,PLC可以作为主站或从站。
主站负责发送请求数据,从站负责接收和响应请求。
编写台达PLC的网口通讯程序需要以下几个步骤。
首先,需要进行硬件连接。
将PLC的网口与其他设备的网口相连,确保连接稳定可靠。
然后,在PLC的编程软件中进行相应的配置。
根据通讯协议的要求,设置PLC的通讯参数,如通讯地址、波特率等。
接下来,编写通讯程序。
根据具体的需求,编写读取数据、发送数据等函数,以完成数据的交换和通信。
最后,进行测试和调试。
通过对通讯程序的测试和调试,确保程序的稳定性和可靠性。
需要注意的是,在编写台达PLC的网口通讯程序时,应考虑以下几个方面。
首先,要遵循通讯协议的规范和要求。
根据不同的通讯协议,遵循相应的数据格式和传输规则,以确保数据的正确传输和解析。
其次,要考虑网络的稳定性和安全性。
网络环境可能存在噪声、干扰等问题,因此应采取相应的措施,如使用防干扰线缆、设置网络安全策略等,以确保通讯的稳定和可靠。
台达PLC通讯调试方法
台达PLC通讯调试方法。
你的串口协议是对的,与PLC的默认协议完全相符,PLC不用再作协议设定。
你发送的数据中有几个错误:1、尾码不是0A0D,而应是0D0A。
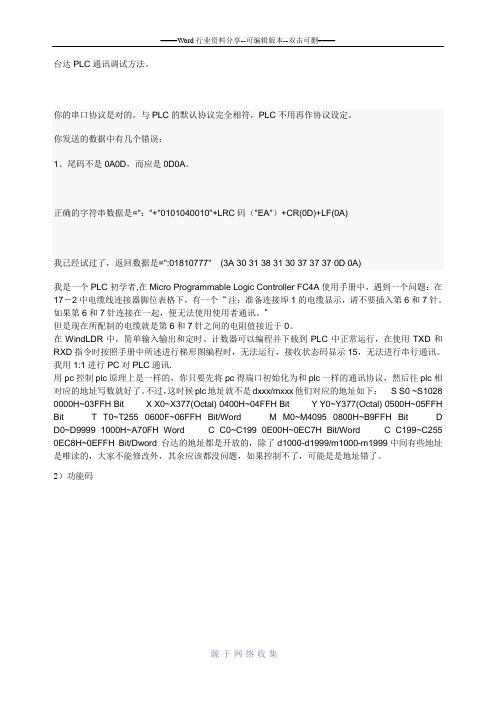
正确的字符串数据是=":"+"010*******"+LRC码("EA")+CR(0D)+LF(0A)我已经试过了,返回数据是=":01810777" (3A 30 31 38 31 30 37 37 37 0D 0A)我是一个PLC初学者,在Micro Programmable Logic Controller FC4A使用手册中,遇到一个问题:在17-2中电缆线连接器脚位表格下,有一个“注:准备连接埠1的电缆显示,请不要插入第6和7针。
如果第6和7针连接在一起,便无法使用使用者通讯。
”但是现在所配制的电缆就是第6和7针之间的电阻值接近于0。
在WindLDR中,简单输入输出和定时、计数器可以编程并下载到PLC中正常运行,在使用TXD和RXD指令时按照手册中所述进行梯形图编程时,无法运行,接收状态码显示15,无法进行串行通讯。
我用1:1进行PC对PLC通讯.用pc控制plc原理上是一样的,你只要先将pc得端口初始化为和plc一样的通讯协议,然后往plc相对应的地址写数就好了。
不过,这时候plc地址就不是dxxx/mxxx他们对应的地址如下:S S0 ~S1028 0000H~03FFH Bit X X0~X377(Octal) 0400H~04FFH Bit Y Y0~Y377(Octal) 0500H~05FFH Bit T T0~T255 0600F~06FFH Bit/Word M M0~M4095 0800H~B9FFH Bit D D0~D9999 1000H~A70FH Word C C0~C199 0E00H~0EC7H Bit/Word C C199~C255 0EC8H~0EFFH Bit/Dword 台达的地址都是开放的,除了d1000-d1999/m1000-m1999中间有些地址是唯读的,大家不能修改外,其余应该都没问题,如果控制不了,可能是是地址错了。
配合台达PLC MODBUS例程
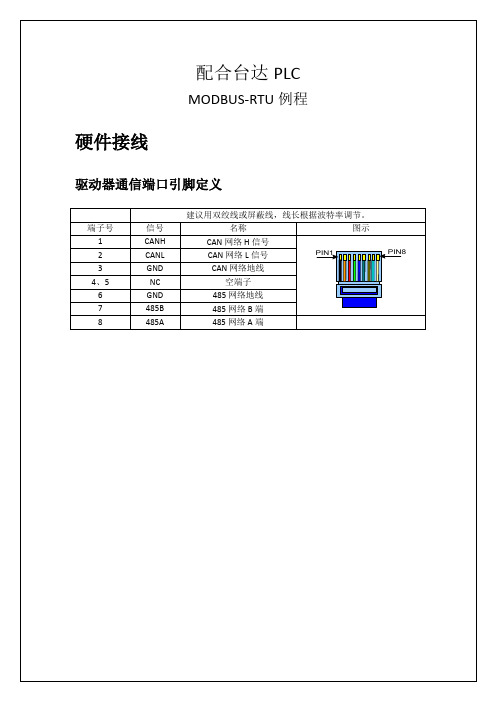
01 10 60 81 00 02 04 00 64 00 00 XX XX(XX XX位CRC校验,指令会自动附加在程序后面)
说明:当M1为ON时,通PLC的COM1写入D100中的数据到1号从站寄存器地址0x6000中。当数据接收完毕后,置位M2为ON,通PLC的COM1写入D101-D102中的数据到1号从站寄存器地址0x6081中。
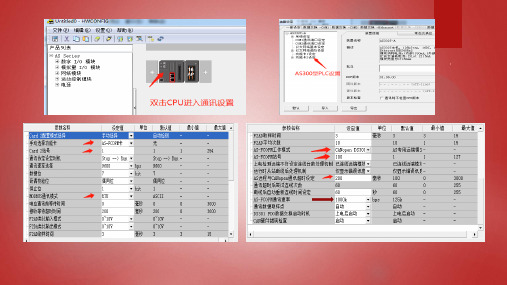
打开台达ISPSoft编程软件→选择PLC的CPU型号
设置通信参数
双击HWCONFIG→再双击PLC图标→选择通讯的COM口→设置通信参数→确定
从站参数:Modbus-RTU模式,数据位8,停止位1,无奇偶校验。
以上参数,从站是默认的,不能修改,主站设置需和从站一致,不一致则通信失败。
波特率可根据实际需求调整,但主、从站也需一致。(从站波特率设置请参考对应产品硬件手册)
注:此变更功能不会修改HWCONFIG所设定之原始参数;
当PLC断电后再重新上电,通讯端口将执行HWCONFIG
所设定之参数。
用户设定
系ห้องสมุดไป่ตู้清除
示例程序
送信标志
每触发一个指令都需要置位送信标志,数据传送完成后该标志系统会自动清除。
功能码
01 03 60 41 00 06 XX XX(XX XX位CRC校验,指令会自动附加在程序后面)
4、S:欲读写之数据(Source or Destination)。由用户设定寄存器,将欲写入数据长度的数据事先存入寄存器内。或数据读取后存放之寄存器。
5、n:读写数据长度(Data Length)。当使用word类型通讯功能码时,设定的数据量不可以大于100 words。
6、本指令于程序中使用次数并无限制,但是不同通讯指令,在同一时间使用相同的通讯端口时,仅会只有一个指令被执行。另外搭配各通讯口的发送标志时,也需特别注意得要在此指令的前一行设定,否则容易造成2个通讯口各自独立的通讯数据互相混用的情况。
台达PLC通讯控制伺服教程
以下
修改监控时间,延长通讯时间
-
原点回归伺服软件设置:(原点复归模式设置) 1;点击原点复归模式 2;P-04原点复归模式选择X,Y,Z 3;原点复归速度设定,第一段p505速度设置,第二段速度 4;路径形式(选路径10)
-
原点回归伺服软件设置:(路径10设置) 1;点击原点复归模式 2;选择到路径10(路径10设置为回零点进行设置) 3;选TYPE路径型式 4;选位置命令 5;选运行速度 6;p621待机位给定目标位置
-
台达PLC以Canopen控制伺服
在线描硬件,
SDO自动配置
-
SDO配置内容
-
SDO设置;p3-06(伺服DI来源设定3F1F) SDO自动 POD设置; 写; P4-05 (JOG手动控制) RX1400 属性设置为异步255 P4-07 (DI控制外部端子控制P2-10—P2-17设定端子功能) RX1401
-
自动SDO配置:在Index(hex):选择 (P3-06)在数据(hex)输入 (1F3F),点击确认后在显示(3F1F),P3-06用于确定P4-07位功能。
-
PDO配置
-
PDO配置Biblioteka -P4-07位控制定义
-
-
-
-
伺服通过软件设置站号、通信格式、波 特率
-
电子齿轮比的设置
-
伺服软件DI/DO功能选择; A/B为常开、常闭切换。
台达PLC和昆仑通态触摸屏通讯设置带程序及通信线制作说明
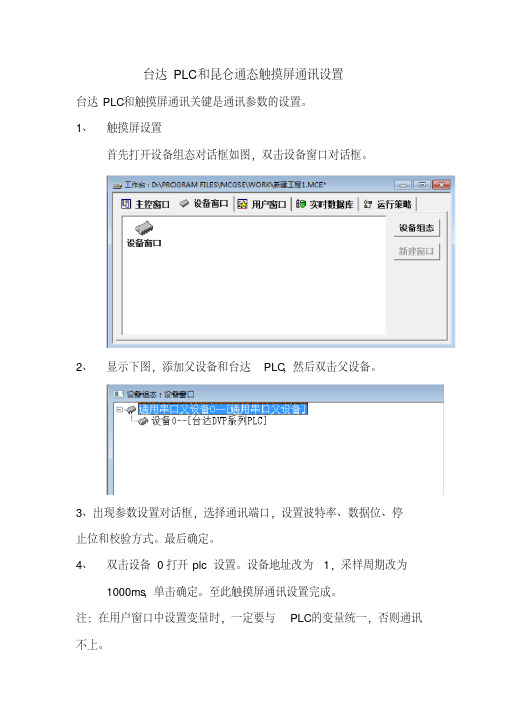
台达PLC和昆仑通态触摸屏通讯设置
台达PLC和触摸屏通讯关键是通讯参数的设置。
1、触摸屏设置
首先打开设备组态对话框如图,双击设备窗口对话框。
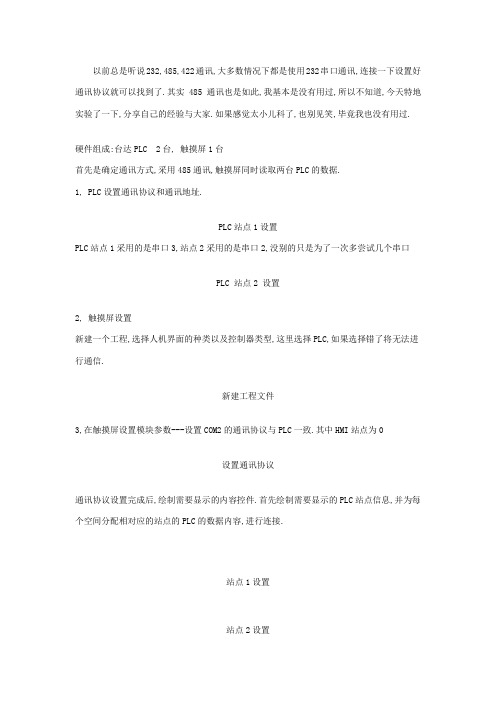
2、显示下图,添加父设备和台达PLC,然后双击父设备。
3、出现参数设置对话框,选择通讯端口,设置波特率、数据位、停
止位和校验方式。
最后确定。
4、双击设备0打开plc设置。
设备地址改为1,采样周期改为
1000ms,单击确定。
至此触摸屏通讯设置完成。
注:在用户窗口中设置变量时,一定要与PLC的变量统一,否则通讯不上。
台达PLC通讯参数设置。
1、台达PLC自带有通讯程序,点击向导下面的通讯程序,出现下图
选择
COM2单击确定。
2、出现PLC通讯参数设置对话框
里面的数据位、停止位还有校验位一定要与触摸屏设置完全一样,而且通讯站号打钩,也要与触摸屏设置成一样的站号。
条件式LD X 0可改为M1000。
点击下一步
3.
选择MODBUS数据传输
4.置条件输入,可视情况而定,单击完成。
通讯设置完成。
5.点击完成后程序里会增加以下程序。
6.通信线制作:
台达PLC485口的+和-分别和昆仑通态触摸屏的7和8脚焊接。
台达触摸屏和多台plc485通讯教程
以前总是听说232,485,422通讯,大多数情况下都是使用232串口通讯,连接一下设置好通讯协议就可以找到了.其实485通讯也是如此,我基本是没有用过,所以不知道,今天特地实验了一下,分享自己的经验与大家.如果感觉太小儿科了,也别见笑,毕竟我也没有用过.
硬件组成:台达PLC 2台, 触摸屏1台
首先是确定通讯方式,采用485通讯,触摸屏同时读取两台PLC的数据.
1, PLC设置通讯协议和通讯地址.
PLC站点1设置
PLC站点1采用的是串口3,站点2采用的是串口2,没别的只是为了一次多尝试几个串口
PLC 站点2 设置
2, 触摸屏设置
新建一个工程,选择人机界面的种类以及控制器类型,这里选择PLC,如果选择错了将无法进行通信.
新建工程文件
3,在触摸屏设置模块参数---设置COM2的通讯协议与PLC一致.其中HMI站点为0
设置通讯协议
通讯协议设置完成后,绘制需要显示的内容控件.首先绘制需要显示的PLC站点信息,并为每个空间分配相对应的站点的PLC的数据内容,进行连接.
站点1设置
站点2设置
设置完成后,检查每个控件对的地址是否正确.看右上角读取存储器的地址
检查存取地址 1
检查存取地址 2
检查完毕进行联机运行,查看显示是否正确.
这个是所有的产品都是台达的情况下,看起来设置比较简单,并没有想象的那么复杂.改天如果能够遇到个不是台达的产品,单独使用触摸屏或者PLC用485读取数据看看,在于大家分享.
附硬件连线。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
精心整理
台达通讯示范程序及说明一、本试验主要完成以下功能:
1)通过RS指令完成在HMI上读写DTA温度控制器、ASDA台达伺服控制器任意地址数据;2)通过人机HMI/PC实现伺服电机Pr模式下回原点、任意位置选择与定位控制。
二、试验用硬件和软件列表
序号名称型号数量
1 台达温度控制器DTA9696R1 1
2 台达伺服单元ASD-A0420LA 1
3 台达PLC DVP12SA11T 1
4 人机界面HMI PWS6600S-S 1
5 24V电源** 1
5 通讯线** 若干
调试过程中使用的软件:
1).HITECH-ADP 6.1.1.03画面编程软件
2).DeltaservoUIsoftwareA1.003伺服调试工具
3).台达PLC编程软件WPLSoft-2.09
三、资料引用描述:
1).ADP软件使用说明.pdf
2).ASD-A系列伺服驱动器系列手册.pdf
M1000~M1014:参见P2-61~P2-63
BMOV:全部传送参见P6-24
RS:数据传输参见P7-81
ASCI:HEX转为ASCII参见P7-97
HEX:ASCII转为HEX参见P7-102
CCD:校验码参见P7-105
3)台达温度控制器DTA系列操作手册
四.程序中的关键部分编写思路
1)“二补码”的计算:
一个8位十六进制数(如**H)的二补码的计算方法是:FFH-**H+01H=100H-**H
2)编程的时候请参考章节(RS:数据传输参见P7-81)ASCII表
3)下面我们以写数据为例来说明编程思路
如下图所示,在PLC启动正向RUN的瞬间,写入初始化数值(图中左列所示);由
人机界面输入16进制数地址(如4700H),通过ASCI指令将其每一位转化为ASCII码存放到D60(D80)开始的4个数据寄存器中,然后通过BMOV指令送到D105…D108(D109…D112)中。
数据传入以后,从地址ADR1/0开始,两个一组依次相加计算校验
码(见程序说明)。
在一个PLC扫描周期,需要将数据写入指定的地址当中去,以免产生错误,但是在人机
界面上,在同一时间只能写入一个数据,为解决这个矛盾,我们采用先把数据写入PLC 的数据寄存器中,待地址和数据都写好以后,人为地给一个触发信号,将数据同时写入。
补码计算子程序:
时间的处理方法:分时处理——在不同时间段进行不同的读写操作。
如:
时间段M0----温度控制器写操作。