图纸上的焊接符号大全
钢结构焊接符号大全
钢结构焊接符号大全
以下是一些常见的钢结构焊接符号:
1. 焊缝表示符号:
- 两条平行线表示连接焊缝。
- 一条波浪线表示填充焊缝。
- 一条Z字形线表示角焊缝。
- 一条斜线表示对接焊缝。
2. 焊接过渡符号:
- 一个三角形表示V形坡口。
- 一个方块表示U形坡口。
- 一个带箭头的直线表示轴向焊缝。
- 一个带箭头的曲线表示环向焊缝。
3. 焊接方法符号:
- 符号“F”表示手工电弧焊。
- 符号“M”表示金属惰性气体保护焊(如氩弧焊)。
- 符号“T”表示硬质电弧焊。
- 符号“A”表示埋弧焊。
4. 焊接质量符号:
- 符号“X”表示特殊检验要求。
- 符号“R”表示射线检验。
- 符号“U”表示超声波检验。
- 符号“M”表示磁粉检验。
- 符号“D”表示渗透检验。
注意,这只是一些常见的焊接符号,实际使用中可能还会有其他符号或组合。
请根据具体的标准和规范进行理解和使用。
氩弧焊焊接图纸符号标注大全
氩弧焊焊接图纸符号标注大全一份非常全的焊接图纸符号解析,有需要的赶紧收藏吧基本坡口符号坡口符号(注:图中“破”应为“坡”)焊接图纸符号标注图解示例焊接符号标注实例及方法在焊接结构图样上,焊接方法可按国家标准GB5185-85的规定用阿拉伯效字表示,标注在指引线的尾部。
常用焊接方法代号见表3-9所示。
如果是组合焊接方法,可用“/”分开,左侧表示正面(或盖面)的焊接方法,右侧表示背面(或打底)焊接方法。
例如V形焊缝先采用钨极氢弧焊打底,后用手工电弧焊盖面,则表示为141/111。
焊缝符号和焊接方法代号标注示例见图3-21所示。
该图表示V形坡口对接焊缝,背面封底焊,正面焊缝表面齐平,焊接方法为打底焊用手工钨极氮弧焊,盖面焊和封底焊用手工电弧焊。
焊接方式代号焊接符号表示方法钢结构焊接符号含义大全钢结构焊接符号也是依据GB324一1988《焊缝代号》来绘制。
钢结构一般属于建筑学科,属于建筑行业。
因此在钢结构焊接符号的标注中经常伴随有建筑符号、型钢符号、螺栓符号及铆钉符号等。
钢结构焊缝符号表示的方法及有关规定1、焊缝的引出线是由箭头和两条基准线组成。
其中一条为实线,另一条为虚线,线型均为细线。
2、基准线的虚线可以画在基准线实线的上侧,也可画在下侧,基准线一般应与图样的标题栏平行,仅在特殊条件下才与标题栏垂直。
3、若焊缝处在接头的箭头侧,则基本符号标注在基准线的实线侧;若焊缝处在接头的非箭头侧,则基本符号标注在基准线的虚线侧。
4、当为双面对称焊缝时。
基准线可不加虚线。
5、箭头线相对焊缝的位置一般无特殊要求,但在标注单边形焊缝时箭头线要指向带有坡口一侧的工件。
6、基本符号、补充符号与基准线相交或相切,与基准线重合的线段,用粗实线表示。
7、焊缝的基本符号、辅助符号和补充符号(尾部符号除外)一律为粗实线,尺寸数字原则上亦为粗实线,尾部符号为细实线,尾部符号主要是标注焊接工艺、方法等内容。
8、在同一图形上,当焊缝形式、断面尺寸和辅助要求均相同时,可只选择一处标注焊缝的符号和尺寸。
图纸上的焊接符号大全

图纸上的焊接符号大全内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展、基本坡口符号坡口符(注:图中“破”应为“坡”)焊接图纸符号标注图解示例焊接符号标注实例及方法在焊接结构图样上,焊接方法可按国家标准GB5185-85的规定用阿拉伯效字表示,标注在指引线的尾部。
常用焊接方法代号见表3-9所示。
如果就是组合焊接方法,可用“/”分开,左侧表示正面(或盖面)的焊接方法,右侧表示背面(或打底)焊接方法。
例如V形焊缝先采用钨极氢弧焊打底,后用手工电弧焊盖面,则表示为141/111。
焊缝符号与焊接方法代号标注示例见图3-21所示。
该图表示V形坡口对接焊缝,背面封底焊,正面焊缝表面齐平,焊接方法为打底焊用手工钨极氮弧焊,盖面焊与封底焊用手工电弧焊。
焊接方式代号焊接符号表示方法钢结构焊接符号含义大全钢结构焊接符号也就是依据GB324一1988《焊缝代号》来绘制。
钢结构一般属于建筑学科,属于建筑行业。
因此在钢结构焊接符号的标注中经常伴随有建筑符号、型钢符号、螺栓符号及铆钉符号等。
钢结构焊缝符号表示的方法及有关规定1、焊缝的引出线就是由箭头与两条基准线组成。
其中一条为实线,另一条为虚线,线型均为细线。
2、基准线的虚线可以画在基准线实线的上侧,也可画在下侧,基准线一般应与图样的标题栏平行,仅在特殊条件下才与标题栏垂直。
3、若焊缝处在接头的箭头侧,则基本符号标注在基准线的实线侧;若焊缝处在接头的非箭头侧,则基本符号标注在基准线的虚线侧。
4、当为双面对称焊缝时。
基准线可不加虚线。
5、箭头线相对焊缝的位置一般无特殊要求,但在标注单边形焊缝时箭头线要指向带有坡口一侧的工件。
6、基本符号、补充符号与基准线相交或相切,与基准线重合的线段,用粗实线表示。
点焊焊接符号
点焊焊接符号
点焊焊接符号是用来表示点焊焊接操作的图形符号,通常用于工程图纸和制造图纸中,以指示需要进行点焊的位置。
以下是常见的点焊焊接符号示例:
1. 圆圈符号(●):表示需要进行点焊的位置。
该符号可以以不同的线型或线宽绘制来表示不同的要求或规范。
2. 圆圈中带有“D”字母(○D):表示双面点焊。
即需要在两个相互接触的表面上进行点焊。
3. 圆圈中带有“X”字母(○X):表示点焊位置需要进一步详细说明。
可以通过在图例中注明具体的细节或通过图纸的文字说明来解释点焊的细节要求。
4. 线段连接的多个圆圈符号:表示需要对多个位置进行点焊,这些圆圈通常是通过一条线段连接起来。
需要注意的是,具体的点焊焊接符号可以根据不同的标准和规范而有所变化。
在具体的图纸设计中,应根据适用的标准和规范参考相关图例和说明,确保正确地使用点焊焊接符号。
另外,由于不同行业和地区可能有不同的约定和符号
表示方法,建议咨询相关专业人士以获得准确的指导。
焊接符号、补充焊接符号类型和图纸(大全)
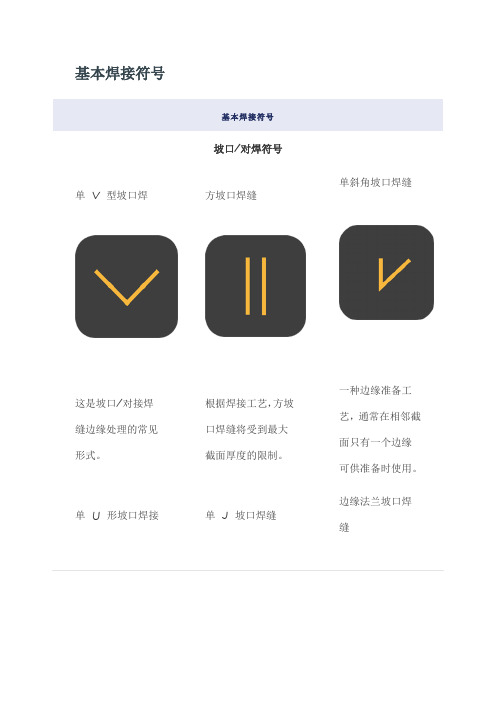
基本焊接符号单V 型坡口焊这是坡口/对接焊缝边缘处理的常见形式。
方坡口焊缝根据焊接工艺,方坡口焊缝将受到最大截面厚度的限制。
单斜角坡口焊缝一种边缘准备工艺,通常在相邻截面只有一个边缘可供准备时使用。
基本焊接符号如果截面厚度大于12 毫米,则使用这种类型的焊接来限制所需焊接金属的数量。
如果型材的厚度大于16mm,并且只有相邻型材的一个边缘可供准备,则使用这种类型的焊缝来限制所需焊接金属的数量。
根据ISO 标准,它说明了具有凸起边缘的板之间的坡口焊缝。
根据AWS 标准,它展示了法兰凹槽接头上的边缘焊缝。
角部法兰坡口焊缝带宽根面的单V型坡口焊缝带宽宽根面单坡口焊缝宽基本焊接符号它展示了带有一个凸起边缘的坡口焊缝板。
根面的单V 型坡口焊缝的ISO 标准符号。
根面单坡口焊缝的ISO 标准符号。
尽管ISO 2553中提到了这两种情况,但最好还是避免使用。
扩口V 型坡口焊缝AWS 标准符号,用于说明由两个曲扩口斜角坡口焊缝一种AWS 标准符号,用于说明由一陡峭侧面V 型坡口焊缝陡峭侧面V 型坡口焊缝的ISO 标陡峭侧面斜角坡口焊缝陡峭侧面斜角坡口焊缝的ISO 标准符号,坡口角度为15 – 30⁰,用于边缘准备。
基本焊接符号角焊缝的符号,是最常用的焊接类型。
如果没有指定,则腿长相等。
说明边缘焊缝,通常仅沉积在一侧。
一种使用完全充满焊接金属的圆形或细长孔形成重叠接头的焊接类型。
电弧点焊电阻点焊电阻缝焊缝基本焊接符号点焊是在单个点使用高热量输入进行的。
符号说明了从接头一侧进行的电弧点焊。
符号用于说明电阻点焊,需要从两侧进行操作。
点焊通常是指电阻点焊。
焊与点焊类似,但它不是单点焊接,而是以线性形式进行。
该符号表示电阻缝焊,需要从接头两侧进行操作。
弧形缝焊符号用于说明弧形缝焊,仅从接头的一侧进行焊接。
缝焊通常采用电阻缝焊,而很少使用电堆焊顾名思义,该符号的箭头线指向要涂敷焊缝金属的整个表面。
补充焊接符号补充焊接符号用于提供有关焊接接头的附加信息。
钢结构的焊接的符号含义大全
钢结构的焊接的符号含义大全
1.方框:表示焊接区域。
方框内部可出现其他符号来说明不同种类的
焊缝和连接方法。
2.直线:表示焊条或电极的位置,粗细不同代表不同的尺寸和类型。
3.尖角三角形:表示焊角度。
角度数字写在符号的中心。
4.圆角矩形:表示单面焊缝。
5.磨平:表示焊缝需要经过磨平处理。
6.两条平行垂直的直线:表示多道或多层焊接。
7.箭头:表示焊接的方向。
8.斜线:用于细化焊缝的起始和终止位置。
9.斜线加箭头:表示熔损位置。
10.数字或字母:用于表示焊缝的厚度、间距、尺寸或其他特殊要求。
11.斜线加数字/字母:表示多道焊缝的顺序。
12.字母N:表示非熔合焊缝。
13.冒号:表示焊接评级的全尺寸符号。
14.八字形:用于表示割缝。
15.折线:表示断线处有更多的焊接细节。
16.点状圆形:表示穿透焊缝。
17.实心圆:表示电弧的起始和终止点。
18.扇形:表示对焊缝进行机械清理。
19.波浪形:表示焊缝部位需进行防护或保温处理。
20.矩形框里的两条平行直线:表示通长焊缝。
这些是常见的钢结构焊接符号及其含义。
然而,要理解特定工程图纸
上的焊接符号,还需要参考相关的焊接标准和规范,因为不同国家和行业
的要求可能会有所不同。
总结起来,焊接符号是钢结构焊接工作中的重要组成部分,通过这些
符号可以准确地表示焊缝的位置、尺寸、形状和特殊要求。
掌握这些符号
并能正确阅读焊接图纸对于确保焊接过程的质量和符合设计要求至关重要。
焊接符号大全
焊接符号说明参考JIS-Z3021标准一,双法兰型焊接焊接位置形状表示记号箭头所指方向箭头相反方向二,单法兰型焊接焊接位置形状表示记号箭头所指方向箭头相反方向三,I型焊接焊接位置形状表示记号箭头所指方向箭头相反方向两面板材间距2mm板材间距2mm闪光焊接摩擦压接四,V型焊接焊接位置形状表示记号箭头所指方向箭头相反方向板厚19mm坡口深度16mm坡口开口角度60°板材间距2mm 完全熔透焊接板厚12mm坡口开口角度45°使用垫板板材间距4.8mm 焊后表面突出部分要机加处理平整部分熔透焊接板厚12mm坡口深度5mm坡口开口角度60°板材间距为0五,X型焊接焊接位置形状表示记号两面该部位机加磨平处理闪光焊接闪光焊接闪光焊接闪光焊接摩擦压接箭头对面方向9mm 坡口开口角度 箭头方向60°箭头对面方向90°板材间距3mm 闪光焊接坡口深度3mm坡口开口角度90° 板材间距为0摩擦压接坡口深度3mm坡口开口角度90° 板材间距为0六,V焊接位置形状表示记号箭头所指方向箭头相反方向T连接坡口角度45° 板材间距6.4mm 使用垫板角连接板厚25mm 坡口角度45° 坡口深度10mm 板材间距为0七,K焊接位置形状表示记号箭头所指方向闪光焊接闪光焊接摩擦压接坡口开口角度45°箭头相反方向坡口深度9mm坡口开口角度45° 板材间距2mmT连接坡口深度7mm坡口角度45°板材间距为0角连接坡口深度7mm坡口角度45°板材间距为0闪光焊接坡口深度3mm坡口角度45°摩擦压接T连接坡口深度7mm坡口角度45°八,J型焊接焊接位置形状表示记号箭头所指方向箭头相反方向坡口深度28mm坡口角度35°板材根部半径12mm板材间距2mm 摩擦压接闪光焊接闪光焊接九,焊接位置形状表示记号箭头所指方向箭头相反方向坡口深度24mm坡口角度35°板材根部半径12mm板材间距3mm十,U焊接位置形状表示记号箭头所指方向箭头相反方向部分熔透焊接坡口深度27mm完全熔透焊接坡口角度25°板材根部半径6mm板材间距为0十焊接位置形状表示记号两面部分熔透焊接坡口深度25mm坡口角度25°板材根部半径6mm板材间距为0十二,喇叭V型,喇叭X型焊接焊接位置形状表示记号箭头所指方向箭头相反方向两侧十三,喇叭型,喇叭K型焊接焊接位置形状表示记号箭头所指方向箭头相反方向两面四,角焊接焊接位置形状表示记号箭头所指方向箭头相反方向两面焊缝高度6mm焊缝高度不同时先标注小的尺寸,再标准大的尺寸用()括起表示另外这种焊高不同的场合,要表示清楚方向焊缝长度为500mm十五,角焊接(双面)焊接位置形状表示记号两面焊缝高度为6mm焊缝两侧高度不同时一边连续焊接一边是段焊两边焊缝高度为6mm段焊侧面图上没有记号表示 焊接长度为50mm焊接3处段焊间距为250mm焊接位置形状表示记号箭头所指方向箭头相反方向两面并列焊接焊缝长度50mm焊接3处焊缝间距150mm锯齿型焊接正面焊接高度6mm对面焊接高度9mm焊缝长度50mm焊缝数量正反各2处焊缝间距300mm锯齿型焊接两面焊缝高度6mm焊缝长度为50mm焊缝数量箭头侧3处箭头对面2处焊缝间距300mm十焊接位置形状表示记号箭头所指方向箭头相反方向孔直径22mm焊接4处焊缝间距100mm坡口角度60°焊接深度6mm箭头所指方向箭头相反方向宽度22mm长度50mm焊接4处焊缝间距150mm坡口角度0°焊接深度6mm十八,拍子型焊接焊接位置形状表示记号箭头所指方向箭头相反方向板材间距为0十九,堆焊焊接位置形状表示记号堆焊厚度为6mm宽度为50mm长度100mm二十,点焊,发散型焊接焊接位置形状表示记号箭头所指方向平面必须平坦,并使用电极焊接焊缝间距75mm点焊2处箭头相反方向平面必须平坦,并使用电极焊接焊缝间距25mm点焊5处箭头所指方向平面箭头相反方向二十一,填充焊接焊接位置形状表示记号二十二,焊接部位表面形状焊接位置形状表示记号对接焊,角焊表面平坦对接焊,角焊表面点焊发散型焊接发散熔接发散熔接发散熔接发散熔接凸起角焊表面凹型二十三,焊接部位处理方法焊接位置形状表示记号对接焊接突出部位进行削平处理不等高的角焊部位打磨下凹2mm 园管对接突出焊接部位进行机加磨平全周焊接的辅助记号省略场合二十四,现场焊接,全周焊接,全周现场焊接焊接位置形状表示记号现场连续角焊接全周连续角焊接圆管场合全周现场连续角焊接二十五,记号组合该部位进行削平处理该部位进行打磨处理该部位进行机加磨平处理焊接位置形状表示记号 型焊接与拍子型焊接K型焊接与角焊接型焊接与角焊接J型焊接与角焊接以及拍子型焊接组合双面J型焊接与角焊接以及进行凹型打磨组合二十六---1,射线探伤记号焊接位置形状表示记号射线探伤一般场合部分(抽检)射线探伤全部进行射线探伤场合园管对接焊接部位双管面射线探伤二十六---2,超声波探伤焊接位置形状表示记号对接焊接部位进行超声波探伤一般场合对接焊接部位进行垂直超声波探伤对接焊接部位进行斜角超音波探伤二十焊接位置形状表示记号磁粉探伤一般场合磁粉探伤荧光探伤场合渗透探伤一般场合渗透探伤荧光探伤场合渗透探伤非荧光探伤场合。
焊缝符号大全
箭头相反方向
宽度22mm 长度50mm 焊接4处 焊缝间距150mm 坡口角度0° 焊接深度6mm
十 八
焊接位置 箭头所指方向
箭头相反方向
板材间距为0
十 九
焊接位置 堆焊厚度为6mm 宽度为50mm 长度100mm
形状 形状
表示记 号
表示记 号
二 十
焊接位置 箭头所指方向 平面 必须平坦,并 使用 电极焊接
锯齿型焊接 正面焊接高度 6m对m面焊接高度 9mm 焊缝长度50mm 焊缝数量正反 各2处
焊缝间距 300mm
锯齿型焊接 两面焊缝高度 6mm 焊缝长度为 50mm 焊缝数量
箭头侧3处 箭头对面2 处焊缝间距 300mm
十 七
焊接位置 箭头所指方向
形状
表示记 号
箭头相反方向
孔直径22mm 焊接4处 焊缝间距100mm 坡口角度60° 焊接深度6mm
焊缝间距75mm
点焊2处
形状
点 焊 箭头相反方向
平必面须平坦,并 使用 电极焊接
焊缝间距25mm
点焊5处
表示记 号
箭头所指方向 平面
发散熔接
发散熔接
发 散 型 箭头相反方向 焊 接
发散熔接
发散熔接
二 十
焊接位置
形状
表示记 号
二 十
焊接位置 对接焊,角焊 表面 平坦
形状
表示记 号
对接焊,角焊 表面 凸起
焊缝长度为 500mm
十 五
焊接位置 两面焊缝高度 为6mm
形状
表示记 号
焊缝两侧高度 不同时
一边连续焊接
一边是段焊 两边焊缝高度 为6mm 段焊 焊接长度为 50mm 焊接3处 段焊间距为 250mm
各种焊接符号大全(图文详解)
焊接符号大全1、焊缝标注方法图样上焊缝有两种表示方法,即符号法和图示法。
焊缝标注以符号标注法为主,在必要时允许辅以图示法。
比如用连续或断续的粗线表示连续或断续焊缝;在需要时绘制焊缝局部剖视图或放大图表示焊缝剖面形状;用细实线绘制焊前坡口形状等等。
符号标注法:通过焊缝符号和指引线表明焊缝形式的标注方法。
2、符号标注法的要素焊缝符号标注中有许多要素,其中焊缝基本符号和指引线构成了焊缝的基本要素,属于必须标注的内容。
除焊缝基本要素外,在必要时还应加注其他辅助要素,如辅助符号、补充符号、焊缝尺寸符号及焊接工艺等内容。
3、焊缝符号及其标注(1)焊缝基本符号是表示焊缝横断面形状的符号,共有13个(详见GB/324-88),例如:(2)辅助符号是表示焊缝表面形状特征的符号。
不需要确切地说明焊缝的表面形状时可以不加注辅助符号。
辅助符号配置在基本符号固定位置。
辅助符号有3个。
(3)补充符号是为了补充说明焊缝的某些特征而采用的符号,一共有5个。
(4)特殊符号是为了满足某些特殊情况而规定的焊缝符号,共有4个。
4、指引线及其标注指引线由箭头线和基准线组成。
(1)箭头线:箭头可指向接头侧和非接头侧;箭头线相对焊缝的位置一般没有特殊要求; 允许箭头线弯折一次。
(2)基准线基准线含有实线基准线和虚线基准线。
虚线基准线可画在实线基准线的上方或下方;焊缝符号标注在实线基准线上说明焊缝在箭头侧,标注在虚线基准线上说明焊缝在非箭头侧;标注双面或对称焊缝时可不加虚线。
5、焊缝尺寸符号及其标注(1)焊缝标注有必要时可附带有焊缝尺寸符号及数据。
焊缝尺寸符号共有16个(详见GB/324-88),例如:(2)焊缝尺寸符号及数据的标注原则(如图):焊缝横截面上的尺寸标注在基本符号的左侧;长度方向的尺寸标在右侧;坡口角度、坡口面角度、根部间隙等尺寸标在基本符号的上侧或下侧。
相同焊缝数量的符号标在尾部。
在基本符号的右侧无任何标注且又无其他说明时,意味着焊缝在工件的整个长度上是连续的; 在基本符号的左侧无任何标注且又无其他说明时,表示对接焊缝要完全焊透。
焊接标识符号大全
焊接标识符号大全焊接是一种常见的金属加工方法,用于将两个或更多金属工件连接在一起。
为了确保焊接质量和安全性,对于焊接过程和焊接接头,需要使用一些标识符号来进行标识和表达。
以下是焊接标识符号的大全,包括符号名称和其意义的相关参考内容。
1. 焊缝符号:- 直线- 竖线- 斜线- 弯曲线这些符号用于表示不同类型的焊接缝形状。
通过在这些线条上添加其他符号或箭头,可以进一步指示焊接过程中的具体要求。
2. 焊接位置符号:- 平焊位置- 横焊位置- 竖焊位置- 仰焊位置- 手工焊位置- 出板面上焊接- 钢面焊接这些符号用于表示焊接工件的位置和角度。
它们通常与焊接缝符号一起使用,以指示焊接的具体位置和方向。
3. 焊接材料符号:- 表示焊丝材料的符号- 表示焊剂材料的符号- 表示焊接母材的符号这些符号用于表示焊接过程中所使用的不同材料。
它们通常与焊接过程规范中的材料规格一起使用,以确保正确选择和使用焊接材料。
4. 焊接方法符号:- 手工电弧焊- 气焊- 氩弧焊- CO₂保护焊- 切割焊这些符号用于表示不同的焊接方法。
通过在焊接过程规范中指定使用的焊接方法,可以确保焊接质量和效率。
5. 焊接质量符号:- 焊接缺陷- 焊接连接- 焊缝形状这些符号用于表示焊接质量和缺陷。
焊接质量符号可用于标识焊接过程中出现的任何缺陷或问题,以便及时纠正和改进。
6. 焊接参数符号:- 焊接电流- 焊接电压- 焊接速度- 焊接温度这些符号用于表示焊接过程中的参数和条件。
它们通常与焊接工序表一起使用,以确保按照指定的参数进行焊接。
以上是焊接标识符号的大全,包括焊缝符号、焊接位置符号、焊接材料符号、焊接方法符号、焊接质量符号和焊接参数符号。
这些标识符号在焊接工艺中具有重要的作用,能够准确表达和传达焊接过程和要求,以确保焊接质量和安全性。
在实际应用中,需要遵循相应的标准和规范,以正确理解和使用这些标识符号。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图纸上的焊接符号大全
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.
基本坡口符号
坡口符(注:图中“破”应为“坡”)
焊接图纸符号标注图解示例焊接符号标注实例及方法
在焊接结构图样上,焊接方法可按国家标准GB5185-85的规定用阿拉伯效字表示,标注在指引线的尾部。
常用焊接方法代号见表3-9所示。
如果是组合焊接方法,可用“/”分开,左侧表示正面(或盖面)的焊接方法,右侧表示背面(或打底)焊接方法。
例如V形焊缝先采用钨极氢弧焊打底,后用手工电弧焊盖面,则表示为141/111。
焊缝符号和焊接方法代号标注示例见图3-21所示。
该图表示V形坡口对接焊缝,背面封底焊,正面焊缝表面齐平,焊接方法为打底焊用手工钨极氮弧焊,盖面焊和封底焊用手工电弧焊。
焊接方式代号
焊接符号表示方法钢结构焊接符号含义大全
钢结构焊接符号也是依据GB324一1988《焊缝代号》来绘制。
钢结构一般属于建筑学科,属于建筑行业。
因此在钢结构焊接符号的标注中经常伴随有建筑符号、型钢符号、螺栓符号及铆钉符号等。
钢结构焊缝符号表示的方法及有关规定1、焊缝的引出线是由箭头和两条基准线组成。
其中一条为实线,另一条为虚线,线型均为细线。
2、基准线的虚线可以画在基准线实线的上侧,也可画在下侧,基准线一般应与图样的标题栏平行,仅在特殊条件下才与标题栏垂直。
3、若焊缝处在接头的箭头侧,则基本符号标注在基准线的实线侧;若焊缝处在接头的非箭头侧,则基本符号标注在基准线的虚线侧。
4、当为双面对称焊缝时。
基准线可不加虚线。
5、箭头线相对焊缝的位置一般无特殊要求,但在标注单边形焊缝时箭头线要指向带有坡口一侧的工件。
6、基本符号、补充符号与基准线相交或相切,与
基准线重合的线段,用粗实线表示。
7、焊缝的基本符号、辅助符号和补充符号(尾部符号除外)一律为粗实线,尺寸数字原则上亦为粗实线,尾部符号为细实线,尾部符号主要是标注焊接工艺、方法等内容。
8、在同一图形上,当焊缝形式、断面尺寸和辅助要求均相同时,可只选择一处标注焊缝的符号和尺寸。
并加注“相同焊缝的符号”,相同焊缝符号为3/4圆弧,画在引出线的转折处。
在同一图形上,有数种相同焊缝时,可将焊缝分类编号,标注在尾部符号内,分类编号采用A,B,C......在同一类焊缝中可选择一处标注代号。
9、熔透角焊缝的符号应按图1-38方式标注。
熔透角焊缝的符号为涂黑的圆圈,画在引出线的转折处。
10、用形中较长的角焊缝(如焊接实腹钢梁的翼缘焊缝),可不用引出线标注,而直接在角焊缝旁标注焊缝尺寸值K。
11、在连接长度内仅局部区段有焊缝时,按图1-40标注。
K为角焊缝焊脚尺寸。
12、当焊缝分布不规则时,在标注焊缝符号的同时。
在焊缝处加中实线表示可见焊缝,或加栅线表示不可见焊缝。
13、相互焊接的两个焊件,当为单面焊带双边不对称坡口焊缝时,引出线箭头指向较大坡口的焊件。
14、环绕工作件周围的围焊缝符号用圆圈表示,画在引出线的转折处,并标注其焊角尺寸K。
15、三个或三个以上的焊件相互焊接时,其焊缝不能作为双面焊缝标注,焊缝符号和尺寸应分别标注。
16、在施工现场进行焊接的焊件其焊缝需标注“现场焊缝”符号。
现场焊缝符号为涂黑的三角形旗号,绘在引出线的转折处。
17、相互焊接的两个焊件中,当只有一个焊件带坡口时(如单面V形),引出线箭头是指向带坡口的焊件举例
欧美焊接符号举例
4.5------表示焊点直径【3】------根据图示说明,表示此项为CC项或者SC项6-------表示此处为第六CC项或者SC项BETWEEN①AND②------表示①件和②件俩点之间的焊点12X------表示俩点之间的焊点个数为12个日本焊接符号举例
A------根据图示,表示关键或重要特性
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.。