结晶器液压振动操作说明
液压振动锤安全操作规范
液压振动锤安全操作规范1. 前言本文档旨在确保使用液压振动锤时的安全操作。
液压振动锤在建筑、道路施工和其他工程项目中广泛使用,但不正确的操作可能导致事故和伤害。
因此,执行下列规范对于保障工作人员和现场安全至关重要。
2. 设备准备在使用液压振动锤之前,必须进行以下准备工作:- 确保液压振动锤处于良好工作状态,没有任何损坏或故障。
- 检查液压油的水平,并根据需要进行添加或更换。
- 确保所有液压管路连接安全可靠,没有泄漏。
- 充分了解液压振动锤的使用说明书,并将其放置在易于访问的位置。
3. 操作规范在使用液压振动锤时,请遵循以下操作规范:- 只有经过培训和获得操作许可的工作人员才能使用液压振动锤。
- 穿戴适当的个人防护装备,如安全帽、护目镜、耳塞和防护手套。
- 在操作前,清除工作区域内的杂物和障碍物,并确保人员安全撤离。
- 液压振动锤使用过程中,不得使用无线电等干扰设备,以防止发生电磁干扰。
- 执行液压振动锤的启动和停止程序时,请严格按照设备说明书上的要求进行操作。
- 在使用过程中严禁身体部位接触液压振动锤的工作部位。
- 定期清洁和维护液压振动锤,以保持其正常运行状态。
4. 应急处理在发生紧急情况时,请立即采取以下措施:- 停止液压振动锤的操作,并将其关闭。
- 立即向现场主管或安全人员报告事故,并提供相关细节和情况。
- 如有必要,提供医疗援助给受伤人员,并确保他们得到妥善照顾。
- 完成必要的记录和报告,以便事故调查和预防。
以上为《液压振动锤安全操作规范》的要点内容,希望能够提醒和指导工作人员在使用液压振动锤时注意安全,并防止潜在的事故发生。
工作人员应遵守本规范,严格执行操作规程,确保工作场所的安全。
结晶器液压振动系统设计说明书
摘要设计中介绍了结晶器液压振动系统,系统通过输入正弦电信号给伺服阀,进而控制液压缸的正弦振动。
设计过程中系统的分析了系统的工作状况,以及在该工作状况下所系统所要达到的工作要求。
设计中针对系统中的液压泵,伺服阀,液压缸等主要元件的选型进行了详细的计算。
在泵站的设计中,核心部分是泵,油箱以及蓄能器的设计计算和选型,三者的关系是相互影响的,同时,液压系统也受外在因素的诸如工作环境和工作温度的影响,这些影响对系统的影响是非常大的,这个因素考虑的不全面直接影响到系统的工作性能。
在系统的各个参数计算中,根据设计内容所给出的条件,计算出系统液压缸的位移振动曲线。
根据振动曲线方程可以求解出系统所需的最大流量,根据计算的结果确定整个系统的工作状况。
系统泵的驱动功率的计算,按照在系统振动过程中各个工况条件下所需功率的平均值,正弦振动的平均速度可以通过正弦振动方程计算出。
设计中的大部分元件都是通过相关参数的计算,根据产品的样本经行选型,以达到系统的要求。
关键词:结晶器;液压伺服系统;激振;正弦振动AbstractThe system of hydraulic vibration system for crystallizer was introduced in the design,To control the sinusoidal vibration of the cylinder, the sinusoidal signal is input into the servo valve by the computer .In the design, the working conditions is analysed,and the requirements of the system under this conditions is also analysed. For the design of the hydraulic system, the pump,servo valves, hydraulic cylinders and other major components of the Selection are detailed calculated .In the design of the pumping station, the core are calculation of the pump, storage tank of the design and selection, the relations among each other are impacted, at the same time, The hydraulic systems are also impacted by external factors such as the working environment and temperature The impact of these effects on the system is very great, if this factor is not taken into consideration, There will be direct impact on the performances of the system.The various parameters of the system is calculated according to the contents of the conditions, and we can calculate the displacement vibration curve of the hydraulic cylinder of the system. According to vibration curve equation,we can work out the most flow of the system , And determine the working conditions according to the results of the whole system. The calculation of the pump-driven power of the system is the average of the power required in the vibration of the system under the working conditions. And the sine vibration equation can be calculated.The most components are selected through the calculation of the relevant parameters, based on a sample of the products selection, to meet the system requirements.Key words: Crystallizer; Hydraulic servo system; Exciting vibration; Sinusoidal vibration目录前言 (1)1 系统设计方案确定 (1)1.1 伺服系统设计方案 (1)1.2 控制方案 (2)1.3 主要技术参数 (2)1.4 系统工作情况分析 (2)2 设计计算 (2)2.1 系统振动 (2)2.2 液压缸设计计算 (3)2.2.1 油缸的设计原则 (3)2.2.2 油缸的选型 (3)2.2.3 油缸参数计算 (4)2.3 泵的选择计算 (5)2.3.1 泵的选择计算原则 (5)2.3.2 系统流量计算 (5)2.3.3 流量计算 (5)2.3.4 泵的参数计算 (6)2.4 液压泵的驱动功率及电机的选择 (6)2.4.1 驱动功率计算 (6)2.4.2 电动机的选择 (7)2.5 阀的选择计算 (7)2.5.1 伺服阀的选取 (7)2.5.2 液控单向阀的选取 (8)2.5.3 电磁换向阀的选取 (8)3 辅助元件的选择计算 (8)3.1 管路 (9)3.1.1 壁厚的计算 (9)3.1.2 内径计算 (10)3.1.3 软管 (10)3.1.4 管接头 (11)3.2 油箱的设计计算 (11)3.2.1 油箱设计原则 (11)3.2.2 油箱参数设计计算 (11)3.2.3 油箱容量的计算 (12)3.2.4 油箱内工作介质体积估算 (12)3.3 系统发热功率计算 (13)3.3.1 液压泵的功率损失 (13)3.3.2 阀的损失功率 (13)3.3.3 管路以及其它功率损失 (13)3.3.4 系统总的功率损失 (13)4 溢流阀的选取 (14)4.1 溢流阀的作用 (14)5 过滤器的选择 (14)5.1 过滤器的配置 (14)5.2 压油过滤器 (15)5.3 回油过滤器 (15)6 循环冷却系统的设计计算 (15)6.1 各个参数计算 (15)6.2 动力源螺杆泵的选取 (16)6.3 驱动电机的选择 (16)6.4 循环过滤器的选择 (16)6.5 热交换器的选择 (17)6.5.1 计算散热面积 (17)6.5.2 冷却水量的计算 (17)6.6 加热器 (18)6.8 压力表的选择 (18)7 液位计的选择8 液压工作介质的选取 (19)9 控制阀阀块的设计 (19)结束语 (19)参考文献 (21)致谢 (22)前言随着高效连铸技术在冶金工业生产中的快速发展和使用,结晶器的振动技术便成了连铸生产过程中的关键技术之一,结晶器的振动参数,直接影响连铸坯的质量。
液压振动锤安全使用手册
液压振动锤安全使用手册1. 引言液压振动锤是一种常用的建筑工程设备,用于土壤或混凝土的加固和压实。
本手册旨在为使用液压振动锤的工作人员提供必要的安全指导和操作技巧。
2. 基本原理液压振动锤利用液压系统产生的压力,通过振动锤头传递震动力量到作业物体上,以达到加固和压实的效果。
3. 安全操作要点为了确保使用液压振动锤的安全性,请遵循以下操作要点:3.1 选择合适的振动锤在选择振动锤前,应根据工程需要和作业条件综合考虑,并确保振动锤具备相关的安全认证和合格检测报告。
3.2 正确安装振动锤在安装振动锤时,应确保固定牢固并与工作平台接合紧密。
并按照制造商的指导手册进行正确的安装和连接。
3.3 正确佩戴个人防护装备在使用液压振动锤时,工作人员应佩戴个人防护装备,包括安全帽、护目镜、防护手套和防滑鞋等。
这样可以降低事故风险和保护工作人员的安全。
3.4 确保作业区域安全在使用振动锤时,应确保作业区域内无障碍物,并清除可能造成危险的物品或杂物。
3.5 注意电气安全在操作液压振动锤时,应确保电源接线正确并接地可靠,以避免电气安全事故的发生。
3.6 控制振动锤的操作在操作振动锤时,应按照制造商的操作要求和操作手册进行操作。
避免超负荷使用,以确保设备正常运行和工作人员的安全。
3.7 定期检查和维护定期检查和维护是保证振动锤正常运行和延长使用寿命的重要措施。
请按照制造商的指导手册进行定期检查、清洁和维护。
4. 事故预防和应急措施在使用液压振动锤时,若发生意外事故,应及时采取应急措施并报告上级主管部门。
为了事故预防,请注意以下几点:- 遵循操作规程和安全指导;- 定期进行设备检查和维护;- 加强培训和教育,提高工作人员的安全意识;- 建立健全的安全管理体系。
以上是液压振动锤安全使用手册的简要内容,工作人员在使用液压振动锤时,请务必遵守相关的操作规程和安全要求。
提高安全意识,确保工作人员的生命安全和设备的正常运行。
结晶器振动全解
连铸技术
结晶器振动参数对拉速的影响
研究表明,采用高频振动有利于提高拉坯速度, 而且提高拉速还有利于减少振痕。但在一定的 工艺条件下,拉坯速度受到冷却速度及设备精 度的限制,提高拉速将会导致拉漏率的上升。
23
连铸技术
2.2. 结晶器正弦振动的特性分析
目前描述负滑脱的参数较多,对于同一振幅、频率和拉 速的情况下,这些参数给出了不同的数值。但它们当 中独立的参数只有两个:负滑动率 NS 和负滑脱时间 tN。因为负滑脱参数直接关系到铸坯的脱模和铸坯的 质量,所以参数 NS和tN被称为工艺参数。 目前国外有关文献报道,大多数的负滑脱时间取值范围 在 0.1s ~ 0.25s,认为对于不同的钢种最佳负滑动 时间为 0.1s 左右。至于负滑动率 NS,国内外有关 文献报道在 NS值为-20%~240%范围内变化进行 浇铸,结果对铸坯脱模及表面质量没有任何不利影响。 可见,对于负滑动率 NS 的取值范围是很宽的,工艺 参数的确定主要是确定负滑动时间。
27
连铸技术
28
连铸技术
① 全部 tN 曲线与 Ns=-0.024 的射线交于顶点,在一 定的拉速范围内,对于任何一拉速和 tN 曲线都有两 个交点,它们分别对应一个高频率和一个低频率。这 两个频率对应相同的负滑动时间。 ② 全部 tN、Ns 曲线相交于坐标系原点 0 点,曲线的 下部相互靠近,并重合于 Ns=-0.3634(负滑动率极 限值)曲线。s 值越大它们越靠近,tN值越小它们重 合的线段越长,tN=0 时与 Ns=-0.3634 曲线全部 重合。 ③ 增大 s 值,可增大 tN 曲线在拉速 Vc轴上的投影, 因此可根据不同的工作拉速选择相应的 s 值。
4
连铸技术
1—同步式振动 2—负滑脱振动 3—正弦振动 图 1 结晶器振动方式
液压振动功能说明书
结晶器液压振动功能说明书
1 计算值和技术规格 y 根据拉速计算振频和振幅并定期发送到振动控制系统。更新时间<1 秒钟。 y 通过人工方式从 HMI 获取波形曲线(正弦曲线/非正弦曲线曲线等)。 y 控制系统对属于参数表中所列波形的伺服参数(根据系统存储器中 存储的公式)连续更新,以便使结晶器振动系统的波形输出值能迅 速将拉速的微小变化计入在内。 y 从一种波形成到另一种波形的转换可以从通过网络利用 HMI 进行。 y 当拉速改变时,根据 2 级系统或 HMI 上设定的曲线在振幅和振频方 面改变波形
在“浇注”或“尾坯”模式下,当结晶器发生意外停振时,可以通过OS1 上的灯光按钮“结晶器振动:开始”,再次尝试启动结晶器。
3.2 自动启动/停机 前提: -选择“浇铸”或“拉尾坯”方式 -液压缸校准 -振动液压系统就绪 -振动系统通讯正常 -振动系统状态良好 -OS1 上的事故停机按钮没有启动
2
功能: 结晶器将随着拉矫机的启动而自动启动(即浇注开始),除非结晶器已在运行之 中。 在选择“拉尾坯”方式5分钟后或尾坯长度超过1.5m后结晶器振动将停止。
2 操作要求 y 波形:正弦、非对称正弦波形。 y 振频:50~350 次/分钟。(范围 50~280 次/分钟) y 振幅:0~±7mm。(允许范围 0~±5.0mm) y 非对称性:根据波形曲线,其范围为 0.0~0.4。
液压振动装置维修说明书
安阳钢铁股份有限公司双流板坯连铸机工程设备维修说明书(结晶器液压振动装置)室审:王军组审:刘水池审核: 代宗岭编写: 林刚中冶京诚工程技术有限公司炼钢工程技术所二零零七年五月目录1. 描述2. 特别指导3. 润滑大纲4. 图纸1. 描述1.1 概述1.2 部件描述1.3 技术参数1.1 概述振动驱动装置使振动台架与结晶器一起作上下运动。
振幅和频率都可调。
要求结晶器作这种运动是为了不使坯壳与结晶器粘连。
结晶器冷却水管线通过底座、液压振动装置、过渡框架和结晶器框架。
底座还对弯曲段起导向作用。
漏钢时,在起吊前,铸坯必须在弯曲段和第一弧形扇形段之间切开。
在温度低于0°C (32°F)时需延长停机时间,排干液压振动装置和供水线中的冷却水!移动过渡框架时,必须在振动台架水封上放置盖板(一)(B226G45-52),移动结晶器时,必须在过渡框架水封上放置盖板(一)、(二)(B226G44-5、-6)以防止水循环回路受到污染。
1.2 部件描述液压振动装置的主要部件如下:-振动台架B226G45-3-振动装置底座B226G45-19-振动驱动装置B226G45-30-振动导向装置B226G45-351.2.1振动台架B226G45-3振动台架通过过渡框架承载结晶器,为结晶器提供冷却水并传递振动。
振动台架与过渡框架之间的冷却水连接是通过平面密封圈B226G45-3中件5、件6、件7来实现的。
四个活节螺栓和两个对中块用于把持和对中过渡框架。
过渡框架与结晶器之间的冷却水连接是通过平面密封圈B226G44-3中件14、件17、件18来实现的。
四个活节螺栓和两个对中块用于把持和对中结晶器。
当把结晶器安装到过渡框架上,以及把过渡框架安装到振动台架上时会自动完成对中和水路连接。
1.2.2 振动装置底座B226G45-19振动装置底座用于放置振动驱动装置、振动台架、过渡框架和结晶器。
另外,通过底座为结晶器提供冷却水。
DYNAFLEX结晶器液压振动技术的研究与应用
第2 卷 2 1 年第 5 总第 19 ) 8 00 期( 4期
D AF E YN L X结 晶 器液 压 振 动 技 术 的 研 究 与应 用
孟 雷
( 济钢 第三炼 钢厂 济 南
摘 要
200 ) 5 11
介 绍 了 V ( 钢 联 ) 进 的 国 际 先进 的 DY F E 结 晶 器 液 压 振 动 技 术 的 原 理 和 结 构 特 点 , AI奥 引 NA L X
22 液 压 系统 .
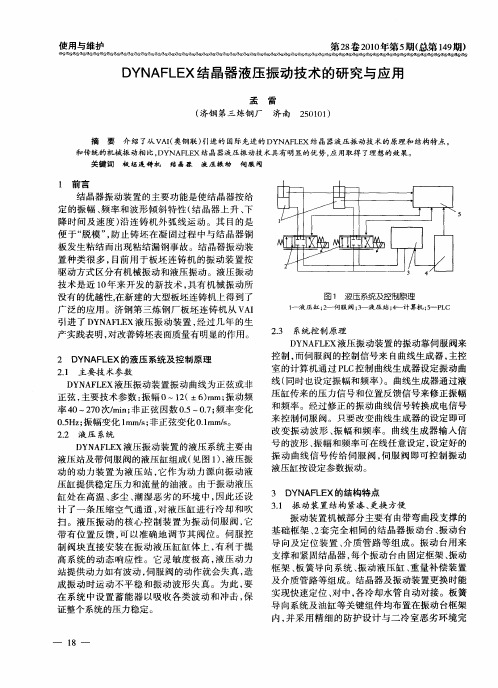
D N FE Y A L X液 压振 动装 置 的 液压 系统 主要 由 液压 站及 带 伺服 阀的液 压缸 组 成 ( 图 1 , 见 ) 液压 振
动 的 动 力装 置 为液 压 站 , 作 为 动力 源 向振 动 液 它 压缸 提 供稳 定 压力 和 流量 的油液 。 由于振 动 液压 缸 处 在 高温 、 尘 、 多 潮湿 恶 劣 的环 境 中 , 因此 还 设 计 了一条 压 缩 空气 通 道 , 液 压缸 进 行 冷 却 和 吹 对 扫 。液压 振 动 的核 心 控 制 装 置 为 振 动伺 服 阀 , 它 带 有 位 置反 馈 , 以准 确 地 调 节 其 阀位 。伺 服 控 可 制 阀块 直接 安 装 在 振 动 液 压 缸 缸 体 上 , 利 于 提 有 高 系 统 的 动态 响应 性 。它 灵 敏 度 极 高 , 压 动 力 液 站 提供 动力 如 有 波动 , 服 阀 的动作 就 会失 真 , 伺 造 成 振 动 时运 动 不 平 稳 和 振 动 波 形 失 真 。 为此 , 要 在 系 统 中设 置 蓄能 器 以吸 收 各 类 波 动 和 冲击 , 保
D N FE Y A L X液压 振 动装 置振 动 曲线 为正 弦 或非 正弦 , 主要 技 术参 数 : 幅 0~1 (±6 rm; 动频 振 2 ) a 振 率4 0~20 mi; 正 弦 因数 05~ .; 率变 化 7 次/ n 非 . 07 频 05 z 振 幅变 化 1 m s非 正弦 变化 01 /。 .H ; m /; . mm s
板坯液压振动HMI操作说明

1.主画面完成状态监视与操作选择2.振动系统工艺参数显示工艺上的过程参数。
3.子项功能描述(1) 振动前可以通过点击“振动条件满足”标签,查看振动的条件---- >(2)振动参数设定在振动子窗口中点击“结晶器振动参数设定”按钮。
弹出窗口:在“L1”方式下,可以修改设定的振幅、振频、非正弦系数;此时,对振动表的操作无效。
在“L2”方式下,可以编辑振动参数表。
此时“L1”级方式下的操作无效,不接受输入操作。
在“L2”方式下,选择“写表操作”,可以编辑振动参数表。
分别填入表号、A1、A2、F1、F2、As,分别按回车键后,点击“写入”按钮,新的振动表就被存储生成。
每次都要对存入的数据验证无误。
在“L2”方式下,选择“读表操作”,在装载参数表处,填入想要读取的事先存储的振动参数表的表号;按回车键后,就可完成读表操作,读到的表以蓝色带显示选定。
此时写表操作无效。
(3)振动测试工具在振动子窗口中点击“结晶器振动测试工具”按钮。
弹出窗口:在“维修模式”下,在选择了“测试允许”方式下,方可进行测试工作。
点击“零点标定”按钮,可以对振动单元位置标定机械零位。
点击“向上”按钮,可以驱动振动单元向上运动,到位后“高位”灯亮。
点击“向下”按钮,可以驱动振动单元向下运动,到位后“低位”灯亮。
点击“偏移量位置”按钮,可以驱动振动单元向对中位运动,到位后“对中位”灯亮。
注:“向上”、“向下”、“偏移量位置”操作,必须在“零位标定“操作之后。
点击“振动开始”按钮,可以驱动振动单元振动。
点击“振动停止”按钮,可以停止振动单元振动。
注:测试时的振幅、振频、非正弦系数要在测试前输入,振动系统运行时,不能修改参数。
(4)结晶器振动表在振动子窗口中点击“结晶器振动表”按钮。
弹出窗口:表明当前选择的振动表参数。
4.振动液压站表明液压站运行的状态。
选择振动液压站画面窗口,集中自动控制。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
液压振动电控操作说明液压振动系统简介:一套液压振动系统主要包括二个振动单元。
每个振动单元由一个电液伺服阀和一个位移传感器组成它的执行环节和反馈环节;一套PLC电控系统负责控制二个单元按照工艺要求协调动作;画面人机接口系统方便操作人员监视和操控振动单元,同时也方便电气人员维护设备;其它还包括液压站,液压阀台,蓄能器等相关设备。
操作方式:液压振动电控主要有自动和手动控制方式。
自动联锁控制方式:这是它的主要工作方式,将振动台与开浇联锁,开浇的同时,启动液压振动。
常用于正常浇铸。
自动解锁控制方式:将振动台与开浇解锁。
常用于停浇后,随时让振动台工作。
手动升降控制方式:手动操作振动单元上升和下降。
常用于检修和调试时设置参数。
手动故障控制方式:振动台做上升和下降周期运动。
常用于在振动台位移传感器工作不正常时,又需要振动台短时工作一段时间。
这种控制方式不能保证振动台的偏摆精度,慎用此种控制方式。
应凌钢要求,此功能取消。
振动方式:液压振动台主要有正弦曲线振动方式和非正弦曲线振动方式。
它由非线性度参数As 决定。
当As=50%表明振动方式为正弦曲线;当As<50%表明振动方式为非正玄曲线,在一个振动周期时间内,上升快,下降慢。
当As>50%表明振动方式为非正弦曲线,在一个振动周期时间内,上升慢,下降快。
人机接口画面简介:图1-1如上图1-1所见,液压振动主画面由主体示意图,显示参数,控件组成。
主画面控件为:“液压油通断阀控制”:主要作用控制通断阀接通和切断。
点击此控件将弹出通断阀控制子画面如图1-2所示:点击控件“开”,此控件颜色变绿,表明通断阀接通;点击控件“关”,此控件颜色变红,表明通断阀切断;点击控件“返回”,此子画面消失,画面返回到主画面状态。
图1-2“振动器控制”:主要作用控制振动器的运行方式。
点击此控件将弹出振动器控制子画面如图1-3所示:点击控件“1#缸”,此控件颜色变绿,表明控制对象为1#缸;点击控件“2#缸”,此控件颜色变绿,表明控制对象为2#缸;点击控件“双缸”,此控件颜色变绿,表明控制对象为1#和2#缸;控件“自动”和操作台转换开关相关联,转换开关选择为“自动”,此控件显示自动,转换开关选择为“手动”,此控件显示手动。
在显示自动时,显示“启动”和“停止”控件,点击控件“启动”,此控件颜色变绿,和左侧控件一起表明控制对象按设定曲线开始振动;点击控件“停止”,此控件颜色变红,和左侧控件一起表明控制对象停止振动;在显示手动时,显示“上升”,“下降”和“停止”控件,点击控件“上升”,和左侧控件一起表明控制对象上升运动;点击控件“下降”,和左侧控件一起表明控制对象下降运动;点击控件“停止”,此控件颜色变红,和左侧控件一起表明控制对象停止运动;点击控件“返回”,此子画面消失,画面返回到主画面状态。
图1-3“联动解锁”:控件“联动解锁”和操作台转换开关相关联,转换开关选择为“联锁”,此控件显示“振动器联动”,表明振动台进入自动联锁控制方式;转换开关选择为“解锁”,此控件显示“联动解锁”,表明振动台进入自动解锁控制方式。
“故障复位”:主要作用为复位振动台故障。
在振动台振动时,当1#缸和2#缸不同步,且误差值大于1mm,时,振动台停止振动,控件“故障复位”显示为红色,表明振动台故障。
在故障状态时振动台控制系统锁死。
点击控件“故障复位”,此控件显示为灰色,表明振动台故障消失,振动台控制系统恢复正常。
“转至第二流振动”:主要作用在一流和二流液压振动之间切换。
点击控件“转至第二流振动”,显示“转至第一流振动”,表明控制一流振动台;点击控件“转至第一流振动”,显示“转至第二流振动”,表明控制二流振动台。
图1-4“优化调试画面1”:主要作用通过修改相关参数,优化振动器的运行特性。
点击此控件将弹出优化调试1子画面如图1-4所示:控件“比例系数Kp”,作用为微调幅值。
当振幅实际值微大于振幅给定值,减小Kp值,当振幅实际值微小于振幅给定值,增加Kp值;控件“积分系数Ki”,作用为稳定幅值;Kp,Ki值相互关联,如果调整不协调,振动系统将发生剧烈震荡,不能正常工作。
控件“前馈系数Kff”,作用为粗调幅值。
当振幅实际值大于振幅给定值,减小Kff值,当振幅实际值小于振幅给定值,增加Kff值;控件“同步系数Ks”,作用为调整两缸之间的同步误差;控件“同步误差”,作用为显示两缸之间的幅值实际值之差;控件“幅值1”,作用为显示1#缸振动幅值的实际值;控件“幅值2”,作用为显示2#缸振动幅值的实际值;图1-5“优化调试画面2”:主要作用通过修改相关参数,提供振动器的基本参数。
点击此控件将弹出优化调试2子画面如图1-5所示:控件“一号缸振动零位”,作用为设定1#缸振动幅值为零时的位置绝对值。
通常等于冲程最小值+(冲程最大值-冲程最小值)/2;控件“两缸零位振幅偏差”,作用为设定两缸振动幅值为零时的位置绝对值偏差。
通常等于两缸降到最低位置时,1#缸位置绝对值-2#缸位置绝对值;控件“冲程最大值”,作用为设定油缸最大冲程时的绝对位置。
将两缸升到最高位,取两缸位置绝对值的最大值;控件“冲程最小值”,作用为设定油缸最小冲程时的绝对位置。
将两缸降到最低位,取两缸位置绝对值的最小值;“位置绝对值1”,作用为显示1#缸实际位置绝对值;“位置绝对值2”,作用为显示2#缸实际位置绝对值;其它如振幅,压力控件都为显示参数,显示振动台的基本状态。
图2-1如上图2-1所见,液压振动曲线设置画面由主体示意图,显示参数,控件组成。
它由频率和拉速曲线设定,振幅和拉速曲线设定,“偏差率”设定,“配方选择”,“保存修改”,“确定”等控件组成。
频率和拉速曲线设定:每隔0.1米/分钟设定一个与此对应的频率值,单位为次/分钟;拉速两者之间的频率值,由程序插值,自动生成。
输入范围为30-300次/分钟。
如果振动台在振动,频率给定值将变红,显示当前频率给定值。
振幅和拉速曲线设定:每隔0.1米/分钟设定一个与此对应的振幅值,单位为微米;拉速两者之间的振幅值,由程序插值,自动生成。
输入范围为最大振幅。
最大振幅作为限幅值输入。
如果振动台在振动,振幅给定值将变红,显示当前振幅给定值。
“偏差率”:作用为设定振动曲线为正弦还是非正弦曲线。
输入范围为30-70。
当偏差率=50%表明振动方式为正弦曲线;当偏差率<50%表明振动方式为非正玄曲线,在一个振动周期时间内,上升快,下降慢。
当偏差率>50%表明振动方式为非正弦曲线,在一个振动周期时间内,上升慢,下降快。
“配方选择”:作用为调出“配方”子菜单。
点击控件“配方选择”,将调出“配方”子菜单,提供5个配方,配方保存有频率和拉速曲线设定值,振幅和拉速曲线设定值,偏差率设定值。
显示为绿色的配方控件,为当前有效配方。
“保存修改”:作用为将修改后的配方保存到当前有效配方中。
点击控件“保存修改”,将修改后的频率和拉速曲线设定值,振幅和拉速曲线设定值,偏差率设定值保存到显示为绿色的配方中。
“确定”:作用为将当前有效配方下载到PLC中。
保存修改后,如要此新配方起作用,点击控件“确定”,将新值下载到PLC中执行。
图3-1如上图3-1所见,液压振动曲线查看画面由主体示意图,“请输入您想查看的偏差率”,“返回”控件组成。
“请输入您想查看的偏差率”:作用为输入不同的偏差率值,显示它所对应的振动曲线。
输入范围为30-70。
“返回”:作用为返回到上级菜单。
调试部分调试分为接线,硬件和软件部分调试。
接线调试包括:校验电控柜内接线,电控柜与现场设备接线,各现场设备接线;硬件调试包括:位移传感器,伺服阀,伺服阀A,B口压力传感器,液压通断阀,蓄能器气压压力继电器,液压压力继电器。
软件调试包括:下载程序到PLC,通过画面设定振动台基本参数,优化振动台振动参数。
接线注意事项:伺服阀和位移传感器到电控柜的接线距离不大于30米。
位移传感器电源线,数据线分别对绞连接。
伺服阀插头正面接线示意图(焊接头为背面)。
D,E线对绞;F,B线对绞;G为屏蔽线。
其它设备按图接线。
伺服阀插头示意图软件调试:一般情况,在出厂时程序已经下载到了PLC中。
接线正确后,将电控柜上电,PLC应该没有红灯亮。
位移传感器:如果FM452模块有红灯亮,那么可能位移传感器断线,或者接线不正确。
处理完后,点击“优化调试画面2”控件,“位置绝对值1”和“位置绝对值2”显示控件应有数字显示。
伺服阀A,B口压力传感器:启动液压站,通过画面操作通断阀开,画面压力应该有显示值,其值范围0-25Mpa。
如果画面压力显示为25Mpa,表明该压力传感器有问题,检查接线或者调换该处压力传感器。
如果全部压力显示不正常,检查液压站是否运行。
伺服阀:将系统选择到“手动解锁模式”,通过画面操作振动单元上升,“位置绝对值1”和“位置绝对值2”数字显示值应该增加,点击停止后,再点击下降,其值应该减小。
同时随着操作,压力显示值也应该左大右小,或者右大左小不断变化。
如果点击上升,位置绝对值减小;点击下降,其值增加,那么说明伺服阀方向反了,将伺服阀D,E线在端子排处互倒。
如果操作振动单元不动,压力显示值不变,请检查伺服阀接线;如果振动单元不动,压力显示值变化,请调高液压站系统压力。
设定“优化调试画面2”的数值:将系统选择到“手动解锁模式”,点击下降,待振动单元下降到位后,取“位置绝对值1”和“位置绝对值2”的最小值输入到“冲程最小值”;(“位置绝对值1”-“位置绝对值2”)的值输入到“两缸零位振幅偏差”;点击停止后,点击上升,待振动单元上升到位后,取“位置绝对值1”和“位置绝对值2”的最大值输入到“冲程最大值”;最后将1#缸最小值+(1#缸最大值-1#缸最小值) /2输入到“一号缸振动零位”。
“优化调试画面2”调试完毕。
设定“优化调试画面1”的数值:将系统选择到“自动解锁模式”,选择配方,在画面控件“拉速”中输入典型拉速值,如1.6m/min,操作振动台“启动”按钮,振动台起振,如果实际幅值同给定幅值比较,误差较大,调节前馈系数Kff,如果误差值偏大,减小Kff,如果误差值偏小,增大Kff;如果实际幅值同给定幅值比较,误差忽大忽小, 调节比例系数Kp,如果误差值经常偏大,减小Kp,如果误差值经常偏小,增加Kp;积分系数Ki影响系统稳定。
尽量将误差值调整到50um内。
注意,Kp,Ki值相互影响,需要多次凑试,且其值不具有唯一性。
调节同步系数Ks,可以影响同步误差值,尽量将同步误差值调整到50um内。
“优化调试画面1”调试完毕。
如果振动单元振动位置偏低,那么增加“一号缸振动零位”值,如果偏高,降低此值。
不断改变拉速,观察振幅,频率和负滑脱时间的数值变化;改变偏差率,观察负滑脱时间的数值变化,如果偏差率>50%,负滑脱时间将减小,如果偏差率<50%,负滑脱时间将增加。