DYNAFLEX结晶器液压振动技术的研究与应用
Dynaform在实验教学中的应用
Dynaform在实验教学中的应用Dynaform是一种广泛应用于实验教学中的有限元分析软件,它在工程实验和实验教学中具有很高的应用价值。
有限元分析是一种通过数值计算方法来求解工程结构和材料力学问题的工程分析技术,它能够模拟真实的物理环境,帮助学生更好地理解工程原理和知识。
本文将探讨Dynaform在实验教学中的应用,以及它对学生学习的促进作用。
Dynaform在实验教学中的应用主要体现在以下几个方面:1. 模拟真实工程环境Dynaform可以模拟真实的工程环境,帮助学生更好地理解工程原理和知识。
通过Dynaform软件,学生可以模拟各种力学实验,如拉伸、弯曲、压缩等,从而对工程材料的性能有更深入的了解。
Dynaform还可以模拟复杂的工程结构,帮助学生分析结构的受力和变形情况,为他们打下牢固的工程基础。
2. 提供直观的实验结果Dynaform可以通过有限元分析方法,计算出实验情况下的受力和变形情况,并将计算结果以图形化的方式呈现出来。
这些直观的实验结果可以帮助学生更直观地理解工程材料的受力和变形规律,从而加深他们对工程原理的理解。
3. 培养学生的动手能力通过Dynaform软件,学生可以自行设计实验方案,模拟不同的实验情况,并分析实验结果。
这样一来,学生能够培养自己的动手能力和实验能力,提高他们的工程实践能力。
除了以上几个方面,Dynaform在实验教学中还可以帮助教师更好地开展实验教学。
可以通过Dynaform软件进行实验方案设计、实验数据分析和实验报告撰写等工作,提高实验教学的效率和质量。
Dynaform在实验教学中的应用价值非常高。
它能够帮助学生更好地理解工程原理和知识,提高他们的实验能力和创新能力。
它还可以帮助教师更好地开展实验教学工作,提高教学的效率和质量。
要充分发挥Dynaform在实验教学中的应用价值,还需要解决一些问题。
需要提高学生对Dynaform软件的应用能力,让他们能够熟练地使用软件进行各种实验模拟和分析。
连铸结晶器液压振动系统研究的开题报告
连铸结晶器液压振动系统研究的开题报告一、选题背景连铸结晶器是铸造过程中最核心的设备之一,它直接影响到连铸坯的质量和生产效率。
在连铸过程中,结晶器面临着很多挑战,例如流动状态不稳定、结晶器表面受到的液体压力和力学振动等。
其中,液压振动是最为常见和严重的问题之一。
目前,国内外都已有一些研究者对液压振动进行了探讨和研究。
但是,这些研究的很多仍处于实验或者理论层面,缺乏实际生产应用的案例支撑。
因此,对于连铸结晶器液压振动系统的深入研究具有极大的实际意义和应用价值。
二、选题意义1.提高生产效率:通过研究和改进连铸结晶器液压振动系统,可以提高铸造生产效率。
2.保证产品质量:液压振动会对结晶器表面和铸坯质量造成影响,因此,通过针对性的控制和调整,可以确保产品质量。
3.提高设备可靠性:液压振动会加速设备磨损和老化,因此,研究和改进液压振动系统可以延长设备使用寿命,提高设备可靠性。
三、研究内容1.对结晶器液压振动的原因进行探讨,分析其产生机理。
2.根据不同情况,设计并改进结晶器的液压振动系统。
3.实验验证与理论分析相结合,探究液压振动控制效果,并分析其在生产实践中的应用前景。
四、研究目标1.通过液压振动系统的改进,降低结晶器表面动摩擦系数,减小液态铝在结晶器表面的层流湍流转换,使连铸铝坯表面的起伏小。
2.减少铝液流动和变形对结晶器表面和连铸坯的影响,达到减小液压振动的目的。
3.提高铝液在结晶器表面的流动状态和稳定性,进一步保障产品质量。
五、研究方法1.基于结晶器液压振动机理的理论分析。
2.通过计算机模拟,对结晶器液压振动进行仿真分析,得出结晶器液压振动的变化趋势。
3.结合实验,针对液压振动,进行控制和调整,并评估其在生产中的效果。
4.通过实验数据和理论分析的比较,探索液压振动控制的最佳方案。
六、研究计划进度1.第一阶段(约1-2个月):对结晶器液压振动进行理论分析。
2.第二阶段(约2-3个月):通过计算机仿真,得出结晶器液压振动的变化规律。
结晶器液压振动系统仿真及其控制策略研究的开题报告
结晶器液压振动系统仿真及其控制策略研究的开题报告
主要内容:
1. 研究背景及意义:
结晶器液压振动是影响晶体质量和产量的一个重要因素。
在石油、化工、医药等领域中,大量的结晶器被广泛应用,因此对结晶器液压振动进行深入研究并开发控制
策略,具有重要意义。
2. 研究内容:
本文将对结晶器液压振动进行仿真研究,重点分析振动产生的机理和影响因素,并探究振动控制的策略和方法,为提高结晶器稳定性和晶体质量提供参考。
具体研究内容如下:
(1)建立结晶器液压振动模型,分析液体流动对结晶器的振动产生的影响因素。
(2)实现结晶器液压振动的仿真模拟,分析振动特性及产生的机理。
(3)探究振动控制策略,建立控制模型。
(4)分析控制算法,针对不同的振动情况进行自适应控制,验证控制效果。
3. 研究方法:
本研究将采用数值模拟的方法,通过建立结晶器液压振动的数学模型,结合CFD 等软件工具,进行仿真研究。
同时,引入控制理论,建立控制模型,并采用自适应控
制算法,进行控制效果验证。
4. 预期结果:
(1)实现结晶器液压振动的数值仿真,掌握其振动机理及影响因素。
(2)提出有效的振动控制策略及控制算法。
(3)验证控制效果,并实现结晶器液压振动的自适应控制。
5. 研究意义:
本研究可为结晶器液压振动的控制提供理论及技术支持,提高结晶器的生产效率和产品质量,具有重要意义。
DYNAFLEX 液压振动技术的应用
技术 与设备 , 使改造 后 的高效 连铸 机技 术水 平 始 终
处 于世 界 同类 机型 的领先 地位 。
1 D n fx的主要结构特点 ya e l
1 1 振体 质量 轻 , . 结构紧凑
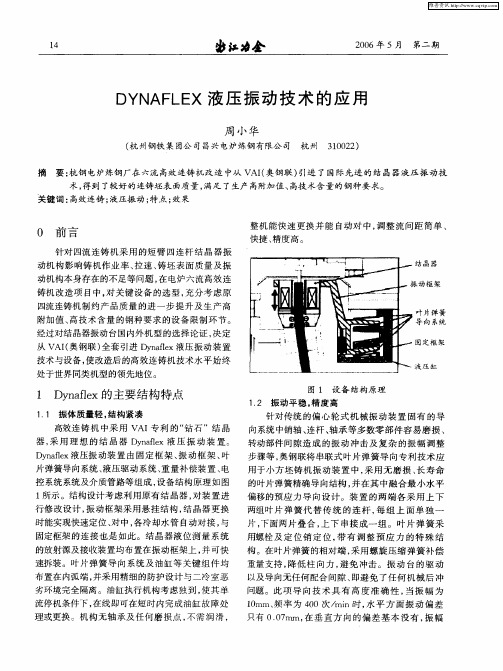
图 l 设 备 结 构 原 理
1 2 振 动 平稳 , 度 高 . 精
针对 传统 的偏 心 轮 式 机 械 振 动 装 置 固有 的导 向系统 中销轴 、 连杆 、 承 等多 数零 部件 容 易 磨 损 、 轴 转动部 件 间 隙造 成 的振 动 冲击 及 复杂 的 振 幅 调 整 步骤 等 , 钢联 将 串联式 叶 片 弹簧 导 向 专利 技 术 应 奥
修 , 修 费用 高 , 运 动 精 度 无 法保 证 。而 D . 维 且 y nf x液压振 动使 用 至 今 使 用 效 果 良好 , 优 点 体 ae l 其
维普资讯
1 4
全
26 月 二 0 年5 第 期 0
D N F Y A L X液 压 振 动 技 术 的 应 用 E
周 小华
( 州钢铁 集 团公 司昌兴 电炉炼 钢有 限公 司 杭 州 3 0 2 ) 杭 1 0 2 摘 要 : 钢 电炉炼钢 厂在 六流 高效 连铸 机 改 造 中从 V ( 杭 AI 奥钢 联 ) 引进 了 国际 先进 的 结 晶 器液 压 振 动 技 术 , 到 了较 好 的连铸 坯表 面质 量 , 得 满足 了生产 高附加 值 、 高技 术含 量 的钢种 要 求 。
构 。在 叶 片弹簧 的相 对端 , 采用 螺旋 压 缩 弹簧 补 偿 重量支 持 , 低 柱 向力 , 降 避免 冲击 。振 动 台 的 驱 动
以及导 向无 任何 配合 间 隙 、 即避 免 了任 何 机 械 后 冲
结晶器液压振动系统的研究与应用
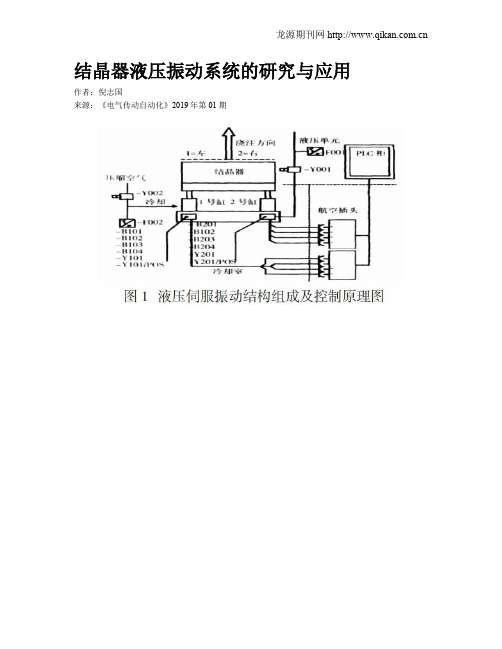
结晶器液压振动系统的研究与应用作者:倪志国来源:《电气传动自动化》2019年第01期摘要:在现代炼钢过程中,结晶器振动控制系统是影响连铸铸坯质量的重要因素,随着振动技术的发展和市场的需求,液压振动系统的应用越来越广泛。
本文通过大型炼钢3#连铸机控制系统介绍液压振动的自动化控制原理及组成。
关键词:结晶器振动; 负滑脱; 非正弦振动中图分类号: TM933 ; ; ; ; ; ; ; ; ; ; ; ; ; ; 文献标识码: AAbstract: In the modern steelmaking process, crystallizer vibration control system is an important factor affecting the quality of continuous casting slab. With the development of vibrationtechnology as well as market demand, the application of hydraulic vibration system is becomingmore and more wide. The automatic control principle and composition of hydraulic vibration is introduced in this paper through the control system of large steelmaking 3# continuous caster.Key words: Crystallizer vibration, Negative slip, Non-sinusoidal vibration1 ;引言随着炼钢技术的不断发展和进步,以及各种钢材的市场需求,使得炼钢厂对连铸机的高效化及快速化有了更高的要求,从而促使了结晶器振动技术的发展和进步。
连铸机结晶器液压振动控制技术
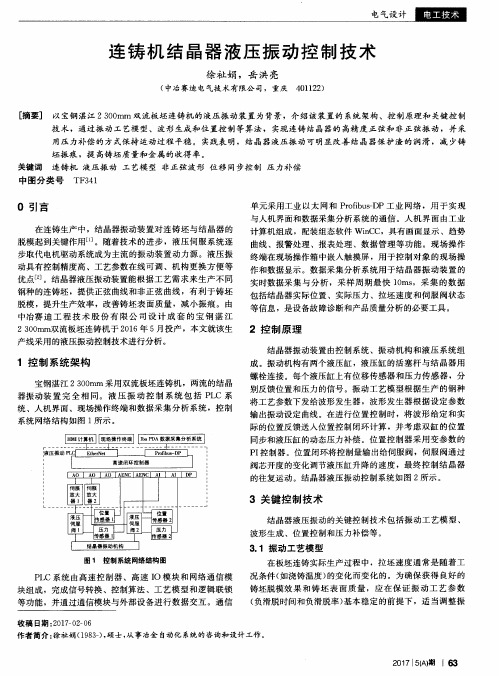
统 、人机界面、现场操作终端和数 据采集 分析系统 ,控 制
系 统 网络 结 构如 图 1 所示 。
同步和液压缸的动态压力补偿 。位置控制器采用变参数 的 P I 控制器 。位置闭环将控制量输 出给伺服阀 ,伺服 阀通过
阀芯开度的变化调节液压缸升降的速度 ,最终控制结 晶器
A O l A O l A O I A E N C l A E N Cl A缸上有位 移传感器 和压力传感 器,分 别反馈位置和压力的信号 。振动工艺模型根据生产 的钢种
将工 艺 参 数 下发 给 波形 发 生 器 ,波 形 发 生 器 根 据 设 定 参 数 输 出振 动设 定 曲线 。在 进 行位 置控 制 时 ,将 波 形 给 定 和 实 际 的位 置 反馈 送 人 位置 控 制 闭 环计 算 ,并 考 虑 双 缸 的位 置
宅 之设 计
连 铸 机 结 晶 器 液 压 振 动 控 制 技 术
徐 祉 娟 ,岳 洪 亮
( 中冶赛迪 电 气技 术有 限公 司,重庆 4 0 1 1 2 2 )
[ 摘要] 以宝钢湛江 2 3 0 0 mm双流板坯连铸机 的液压振 动装置为背景 ,介绍该装置的 系统 架构 、控制原理和 关键控制
馘 — 阀 广 1 L _ J l 传 压 感 力 器 1 L I 一 _ J l — 阀 T 2 — L _ J l 传 压 感 力 器 2 U l l
图 1 控制系统 网络结构 图
波形生成 、位置控制和压力补偿等 。
3 . 1 振 动工 艺模 型
在板坯连铸实际生产过程中,拉坯速度通常是 随着工
2 控 制 原 理
结 晶器 振动 装 置 由控 制 系 统 、振 动 机 构 和 液 压 系统 组
结晶器液压振动控制系统设计分析
甚至会拉破坯壳而造成漏钢事故 。 在保证连铸钢坯质量的前提下 , 为了提高连铸机 的拉坯速度在设备方面和工艺方面应采取以下必要
() 善与发展的一个主要方 向, 国外曾简单地称为高速连 的措施 。设备方面 的措施 主要有 :1用导热性和刚 并有合适的倒锥度 , 以保证铸坯与 铸技术 。我国则把 以高质量为基础 , 高拉速为核心 , 性 良好的结 晶器 , 有利于连铸坯冷却和保证准 实现高浇铸率 、 高作业率 的系统优化技术 , 为高效 结晶器 内壁 的良好接触 , 称 () 选 连铸技 术。随着钢铁技术领域呈现 出的革命性 的飞 确的断面形状 ;2 根据不同的钢种和连铸坯断面 ,
李海 洋
( 大连重工起重集 团有 限公 司 辽宁大连 16 3 0 5) 1
摘 要 : 高效连铸技术是 钢铁企业共 同追求 的 目标 之一 , 晶器是影响提高连铸机 的拉坯速度 的关键设备 , 晶器 的 结 结 非正常工作将 会导致连铸 过程 中的漏钢 事故 。主要针对 结晶器液压振 动控制系统进行探 讨 , 于提高钢厂生产效率 对
() 提高 。 。该文以高效连铸技术为基础 , 了解决提高 当增加二次冷却段 的长度 ;5 采用多点矫直和多辊 为 减少铸坯产生裂纹的可能性 ;6设备的安装位 () 拉坯速度 这一问题 , 从连铸 的关键设 备结 晶器上考 拉坯 , 置从 上 到下 一定 要保证 严格 地对 中。 虑, 从结晶器振动方式 以及振动系统的控制方法等方
第1 ( 期 总期 5 期 ) 0
2 1年 1 02 月
浓 体秸幼 控副
F u d P we r n miso n Co to li o r T a s sin a d nr l
No1 eil . ) .Sr 5 ( a No 0
Presentation—Dynaform在板料液压成形中的应用

Dynaform软件简介 软件简介
该部分内容上次课已有介绍,在此不再赘述。具 该部分内容上次课已有介绍,在此不再赘述。 体信息可以查阅本次课的讲义第一章和Dynaform 体信息可以查阅本次课的讲义第一章和Dynaform 用户手册。 用户手册。 Dynaform的模拟设置菜单中 的模拟设置菜单中, Dynaform的模拟设置菜单中,包含了两种类型的成 形模拟设置:一种为传统设置 另一种为自动设置 传统设置, 自动设置。 形模拟设置:一种为传统设置,另一种为自动设置。 传统设置通过菜单栏上的一个“Tools” 传统设置通过菜单栏上的一个“Tools”选项及其子 选项菜单来帮助用户对成形中的所用到的工具模型 进行逐一设置进而模拟仿真其成形过程; 进行逐一设置进而模拟仿真其成形过程;而自动设 置模块则从实际工艺出发, 置模块则从实际工艺出发,帮助用户一步一步地按 照成形工序来设置成形过程。两者的对比如表1所示: 照成形工序来设置成形过程。两者的对比如表1所示:
2.2 板料液压成形的分类
板料液压成形根据液体代替模具不同部分分为主 动式【又叫软凸模成形】 如图2.1所示 所示) 动式【又叫软凸模成形】(如图 所示)和被动 式【又叫软凹模成形或充液拉深成形】(如图2.2 又叫软凹模成形或充液拉深成形】 如图 所示)。其中被动式的成形过程如下: )。其中被动式的成形过程如下 所示)。其中被动式的成形过程如下:首先将板 料放置于凹模的上方,压边圈下行压边, 料放置于凹模的上方,压边圈下行压边,然后凸 模下行拉深,同时液压室加压直至结束, 模下行拉深,同时液压室加压直至结束,最终板 料完全贴合在凸模上得到成形零件。 料完全贴合在凸模上得到成形零件。
传统设置时液压力加载曲线的操作步骤
选择Utilities∣Load Cure∣Create Load Cure菜 选择Utilities∣Load Cure菜 单项,设置曲线编号同上文的编号一致, 单项,设置曲线编号同上文的编号一致,为曲线命 并设置关键点的时间和压力值。如下图3.3 3.3所示 名,并设置关键点的时间和压力值。如下图3.3所示
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第2 卷 2 1 年第 5 总第 19 ) 8 00 期( 4期
D AF E YN L X结 晶 器液 压 振 动 技 术 的 研 究 与应 用
孟 雷
( 济钢 第三炼 钢厂 济 南
摘 要
200 ) 5 11
介 绍 了 V ( 钢 联 ) 进 的 国 际 先进 的 DY F E 结 晶 器 液 压 振 动 技 术 的 原 理 和 结 构 特 点 , AI奥 引 NA L X
22 液 压 系统 .
D N FE Y A L X液 压振 动装 置 的 液压 系统 主要 由 液压 站及 带 伺服 阀的液 压缸 组 成 ( 图 1 , 见 ) 液压 振
动 的 动 力装 置 为液 压 站 , 作 为 动力 源 向振 动 液 它 压缸 提 供稳 定 压力 和 流量 的油液 。 由于振 动 液压 缸 处 在 高温 、 尘 、 多 潮湿 恶 劣 的环 境 中 , 因此 还 设 计 了一条 压 缩 空气 通 道 , 液 压缸 进 行 冷 却 和 吹 对 扫 。液压 振 动 的核 心 控 制 装 置 为 振 动伺 服 阀 , 它 带 有 位 置反 馈 , 以准 确 地 调 节 其 阀位 。伺 服 控 可 制 阀块 直接 安 装 在 振 动 液 压 缸 缸 体 上 , 利 于 提 有 高 系 统 的 动态 响应 性 。它 灵 敏 度 极 高 , 压 动 力 液 站 提供 动力 如 有 波动 , 服 阀 的动作 就 会失 真 , 伺 造 成 振 动 时运 动 不 平 稳 和 振 动 波 形 失 真 。 为此 , 要 在 系 统 中设 置 蓄能 器 以吸 收 各 类 波 动 和 冲击 , 保
D N FE Y A L X液压 振 动装 置振 动 曲线 为正 弦 或非 正弦 , 主要 技 术参 数 : 幅 0~1 (±6 rm; 动频 振 2 ) a 振 率4 0~20 mi; 正 弦 因数 05~ .; 率变 化 7 次/ n 非 . 07 频 05 z 振 幅变 化 1 m s非 正弦 变化 01 /。 .H ; m /; . mm s
f
l/ / / T
驱 动方 式 区分 有 机械 振 动 和液 压振 动 。液 压 振动 技 术 是 近 1 年来 开 发 的新技 术 , 0 具有 机 械 振 动所 没 有 的优越 性, 在新 建 的大 型板坯 连 铸机 上得 到 了 广 泛 的应 用 。济 钢第 三 炼 钢 厂板 坯 连 铸机 从 V I A 引进 了D N FE Y A L X液 压 振 动 装 置 , 过 几 年 的生 经 产实 践表 明 , 改善 铸坯 表面 质量有 明显 的作 用 。 对
和传统 的机械振动相 比, NAF E DY L X结晶器液压振动技术具有 明显的优 势 , 用取得 了理想的效果。 应 关 键 词 板 坯连 铸 机 结 晶器 液 压 振 动 伺服 阀
1 前 言
结 晶器振 动 装置 的主要 功 能是 使 结 晶器 按 给
L _ {
: I
I
定 的振 幅 、 频率 和波 形 倾 斜 特 性 ( 晶器 上 升 、 结 下 降 时 间及 速 度 ) 连铸 机 外 弧 线 运 动 。 其 目的 是 沿 便 于“ 脱模 ” 防 止 铸 坯 在凝 固过 程 中与 结 晶 器铜 ,
证整个 系 统 的压 力稳 定 。
振 动曲线信号传给伺服阀 , 伺服 阀即可控制振动 液 压缸 按设定 参数 振动 。
3 D A L X的结构 特点 YN F E
31 振动 装 置结构 紧凑 、 . 更换 方便
振动装置机械部分主要有 由带弯曲段支撑的 基础框架 、 套完全相同的结 晶器振动 台 、 2 振动 台 导 向及 定 位 装 置 、 质 管 路 等 组 成 。振 动 台用 来 介 支撑 和 紧 固结 晶器 , 个振 动 台 由 固定 框 架 、 每 振动 框 架 、 簧 导 向 系统 、 动 液 压缸 、 量 补偿 装 置 板 振 重 及 介 质管 路 等组 成 。结 晶器 及 振 动装 置更 换 时能 实现快速定位 、 对中, 各冷却水管 自 动对接。板簧 导 向系统 及 油缸 等 关键 组件 均 布 置在振 动 台框 架 内, 并采用 精细的防护设计与二冷室恶劣环境完
2 D N L X的液 压 系统及控 制 原理 Y AF E
21 主要技 术参 数 .
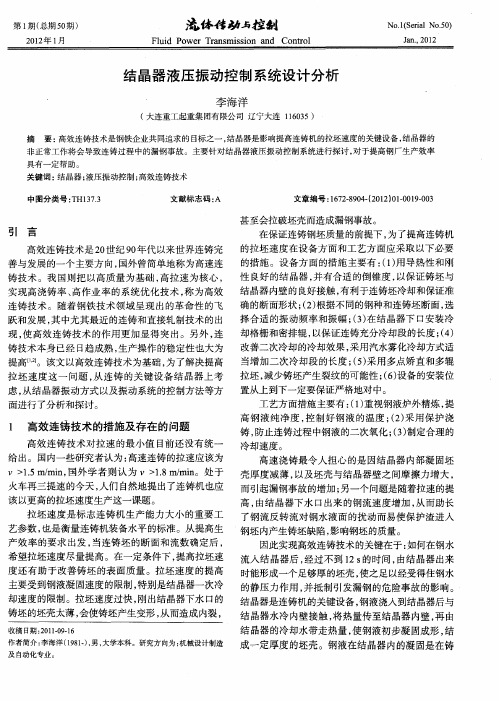
图 1 液压系统及控制原理
1 液压缸;一伺服 阀;一液压站 ;一 计算机 ;一P c 一 2 3 4 5 L
23 系统 控 制 原 理 .
D A L X液压 振 动装 置 的 动靠 伺服 阀来 YN F E 控 制 , 伺 服 阀的控 制 信号 来 自曲线生 成 器 , 而 主控 室 的计算 机 通 过 P C控 制 曲线 生成 器设 定 振 动 曲 L 线( 同时 也设 定 振 幅和 频率 ) 曲线生 成器 通 过液 。 压 缸传 来 的压力 信 号和 位 置反 馈信 号来 修 正振 幅 和频 率 。经 过修 正 的振 动 曲线 信 号转 换成 电信 号 来 控 制伺 服 阀 。只 要改 变 曲线 生成 器 的设 定 即可 改变振动波形 、 幅和频率 。曲线生成器输入信 振 号 的波形 、 幅 和频 率 可在 线 任意 设定 , 定好 的 振 设
一
l 一 8
第 2 卷 2 1 年第 5 ( 8 00 期 总第 19 ) 4期
全 隔离 , 高温性 能好 。 耐 3 振 动平稳 , . 2 精度 高 针对 传 统 的偏 心 轮式 机 械振 动 装置 固有 的导 向系 统 中销 轴 、 杆 、 承 等 多 数 零 部 件 容 易 磨 连 轴
板 发 生粘 结 而 出现 粘结 漏 钢事 故 。结 晶器 振 动装 置种类很多 , 目前 用 于板 坯 连 铸 机 的 振 动装 置按
l
/
/
} l
l
.
厂 ]
1、 1 _ _ I
, I
I : 蚀 : l f : I × - l ×
/