低压法聚乙烯装置中脱挥净化氮气的用量分析_宋广杰
聚乙烯排放气回收技术研究
1聚乙烯排放气包括通过出料系统排出的反应气体(包括乙烯、共聚单体、冷凝剂、氢气等)及氮气吹扫气体。
排放气中各组分及其浓度根据生产工艺及生产牌号的不同而存在较大区别。
如果将有效组分进行分离,既可以实现排放气回收利用,又减少环境污染以及经济损失。
目前,传统的回收流程是将排放气进行多级压缩,然后进行低温冷凝回收烃类凝液。
随后,有机蒸汽膜分离技术在聚乙烯装置上开始大量应用,近几年来,无动力深冷分离技术在聚乙烯工艺排放气回收上成功应用。
这些技术的成功应用,大幅度提高了排放气中有效组分的利用。
1 压缩冷凝技术1.1 基本原理压缩冷凝法作为Unipol工艺中传统回收技术,首先排放气通过低压冷却器进行冷却,随后进行第一次压缩和冷凝,部分重烃冷凝后进行回收,对未冷凝的气体由回收气压缩机进行二次压缩,通过高压冷却器和冷凝器降温冷凝,气液混合物进入高压凝液罐进行气液分离,分离出的冷凝液与低压冷凝液通过泵送回反应系统进一步利用,而气体则排往火炬。
1.2 回收效果由于排放气中仅含有少量的可凝性烃,因此大量的不凝气被无效地压缩和冷却,从而影响了压缩冷凝技术的经济性。
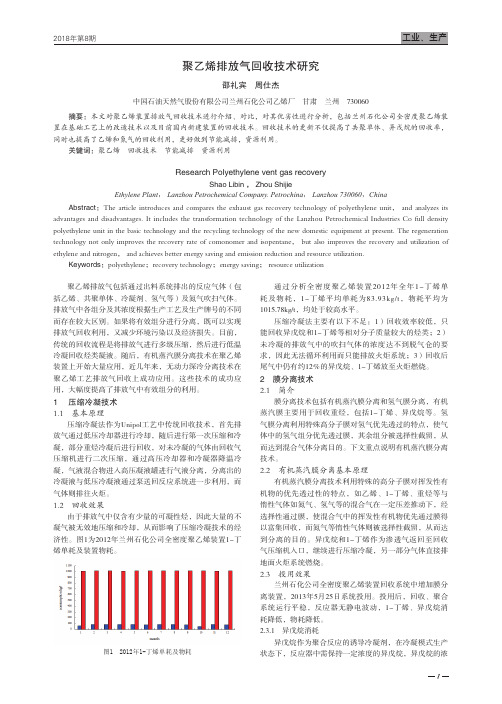
图1为2012年兰州石化公司全密度聚乙烯装置1-丁烯单耗及装置物耗。
图1 2012年1-丁烯单耗及物耗通过分析全密度聚乙烯装置2012年全年1-丁烯单耗及物耗,1-丁烯平均单耗为83.93kg/t,物耗平均为1015.78kg/t,均处于较高水平。
压缩冷凝法主要有以下不足:1)回收效率较低,只能回收异戊烷和1-丁烯等相对分子质量较大的烃类;2)未冷凝的排放气中的吹扫气体的浓度达不到脱气仓的要求,因此无法循环利用而只能排放火炬系统;3)回收后尾气中仍有约12%的异戊烷、1-丁烯放至火炬燃烧。
2 膜分离技术2.1 简介膜分离技术包括有机蒸汽膜分离和氢气膜分离,有机蒸汽膜主要用于回收重烃,包括1-丁烯、异戊烷等。
氢气膜分离利用特殊高分子膜对氢气优先透过的特点,使气体中的氢气组分优先透过膜,其余组分被选择性截留,从而达到混合气体分离目的。
乙烯装置氮气预冷及低排放开停工优化措施

子石化分公司乙烯装置氮气预冷开车的过程ꎬ在正式投料前通过裂解气压缩机进行氮气循环对冷箱系统
进行预冷ꎬ将冷箱最低温度降低至 - 120 ℃ ꎮ 另外ꎬ针对具体流程进行了相应的技术改造ꎬ对预冷后的冷
分离区域进行提前充压至进料压力ꎬ同时对热分离区进行提前充压充液全回流操作ꎬ一旦接料可直接产
进入脱丙烷塔ꎬ塔底碳四及重组分送往脱丁烷塔
后ꎬ其塔顶产品送出界区ꎬ塔釜碳五送汽油加氢装
置ꎮ 脱丙烷塔塔顶物料送往碳三加氢系统ꎬ将物
气在正常冷箱预冷温度下不会被液化ꎬ总流量不
但氮气预冷也存在局限性ꎮ 首先ꎬ裂解炉投料后
需用大量裂解气置换裂解气压缩机、冷箱及脱甲
烷系统中的氮气ꎬ造成开车物料浪费ꎮ 其次ꎬ氮气
系统中通入氮气ꎬ并由裂解气压缩机压缩到一定
为富氢气ꎮ 另外ꎬ冷箱分离罐的凝液和碳二吸收
压力后ꎬ进入预冷及深冷系统ꎮ 同时ꎬ在乙烯、丙
塔塔底物料被送至脱甲烷塔系统ꎬ且脱甲烷塔塔
烯冷剂和高压氮气自身节流膨胀降温的作用下给
顶产出高压甲烷ꎬ塔底的乙烯和乙烷组分被进一
步送至乙烯精馏塔ꎬ其中乙烯精馏塔和乙烯制冷
少物料排入火炬的损失ꎬ降低开车风险ꎮ 另外ꎬ氮
提供 3 个级别的冷剂ꎬ分别为 - 38 ℃ 、 - 19 ℃ 和
会减小ꎬ这 能 防 止 压 缩 机 在 预 冷 期 间 发 生 喘 振ꎮ
为 - 101 ℃ 、 - 80 ℃ 和 - 57 ℃ ꎬ而丙烯制冷系统
10 ℃ ꎮ
脱乙烷塔系统的碳三及更重的组分经冷却后
碳三吸收塔顶进入碳二加氢单元ꎬ碳三吸收塔的
送至不合格罐ꎬ以及热分精馏塔系统提前充压充
线性低密度聚乙烯装置排放气回收工艺分析
57低密度聚乙烯装置在生产运行过程中,会排放出包含有丁烯-1、异戊烷、乙烯、甲烷、丁烷、氮气等成分的混合气体。
此时,若缺乏良好的回收工艺作为支持,将使得尾气中大量的有价值成分被浪费,不利于相关企业的经济性运行。
此外,随着我国工业领域中低密度聚乙烯装置的投产量级不断增加,市面上聚乙烯产品的价格竞争愈演愈烈。
在此背景下,企业只有寻找出有效的节能降耗与循环利用路径,降低聚乙烯产品的生产成本,才能在激烈的市场洪流中站稳脚跟。
据此,我们有必要对线性低密度聚乙烯装置的排放气回收工艺展开探究讨论。
一、线性低密度聚乙烯装置排放气回收工艺的基本类型冷凝法是线性低密度聚乙烯装置排放气回收中最常用的工艺类型,且在传统时期以两步冷凝法为主。
两步冷凝法的工艺流程为:首先,依托低压冷凝装置对尾气中一定量的液体进行回收。
然后,再对压缩机实施升压处理,由此形成高压力、低温度的装置内环境,对尾气中的大部分液体进行回收。
在此过程中,压缩机的出口压力值与尾气中液体的回收量级可呈现出同步增长的线性关系,即压缩机的出口压力值越高,其对低密度聚乙烯装置尾气中液体的回收效果就越好。
同时,由于压缩机处于积极的运行状态,冷凝装置的工作压力可被有效分担,从而达到降低冷凝剂用量的节能效果。
但需要注意的是,压缩机出口压力的大幅升高,是以压缩机运行功率的同步增长为代价的。
而冷凝装置工作压力、运行效率的降低,也会在一定程度上引发冷却水的高消耗问题。
从整体来看,两步冷凝法虽然能降低冷凝装置的运行功率与冷凝剂的用量,但其对压缩机、冷却水的运行影响也是比较明显的,所以并不能达到高水平的节能降耗回收效果。
为了解决两步冷凝法的缺陷问题,相关人员研发出了一种改良后的一步冷凝回收工艺。
与原工艺相比,一步冷凝法的主要区别在于删除了低压冷凝这一初期环节,即低密度聚乙烯装置尾气中液体的回收量级不再受到低压冷凝装置影响。
在此背景下,压缩机承担了绝大部分的液体回收任务,因此其功率会有所升高,但冷凝装置的运行耗电量会显著降低。
大型LNG全容储罐干燥置换氮气用量计算方法
大型LNG全容储罐干燥置换氮气用量计算方法
张宝和;张元杰;卞琦;孙波;李作伟
【期刊名称】《石油工程建设》
【年(卷),期】2024(50)1
【摘要】大型LNG全容储罐的压力测试都采用水压进行,试压结束后必须对LNG 储罐进行干燥置换。
工程中较多采用氮气持续吹扫的方法进行干燥置换,会造成成本高、氮气用量大、工期较长等影响,另外其理论计算方面的不完善也会使LNG全容储罐干燥置换的相关计算产生误差。
为合理节省且准确预估干燥置换氮气用量,结合项目实际情况分别介绍及分析持续吹扫式和压涨式两种干燥置换方法,同时考虑氧含量及露点等参数影响,推导出氮气用量计算公式并编制相关计算软件,与现场具体施工情况进行对比分析表明:最终得出的干燥置换综合计算方法能够较为快速准确地计算氮气用量及作业工期,可为大型LNG全容储罐干燥置换相关的理论计算及施工作业提供参考。
【总页数】5页(P75-79)
【作者】张宝和;张元杰;卞琦;孙波;李作伟
【作者单位】海洋石油工程股份有限公司
【正文语种】中文
【中图分类】TE9
【相关文献】
1.液化天然气全容罐干燥置换氮气用量计算
2.全容式LNG储罐干燥置换工程施工新技术
3.大型LNG储罐氮气干燥和置换技术探讨
4.浅析全容式LNG储罐干燥置换技术
5.LNG全容储罐干燥置换用氮量影响因素分析
因版权原因,仅展示原文概要,查看原文内容请购买。
聚乙烯装置能耗分析及降低措施
聚乙烯装置能耗分析及降低措施摘要:乙烯是石油化工生产的龙头,其能耗直接影响整个化工系统的经济效益。
燕山石化乙烯装置是我国第一家30万吨/年乙烯生产企业。
经过两次大规模改造,乙烯生产能力达到80万T/A,装置电耗高于国内同类装置。
分析了乙烯工业的先进水平和燕山乙烯装置的运行状况,通过调整原料结构,优化原料质量,确定了能耗、优化方向和相应的优化措施,优化裂解炉操作,降低蒸汽消耗,提高产品附加值效率,显著降低乙烯发电厂能耗。
关键词:聚乙烯装置;能耗分析;降低措施前言:燕山石化烯烃是我国第一批从国外进口年产30万吨乙烯的企业。
两次大容量扩建成为“两头尾”格局后,老裂纹区和新裂区都有一系列的裂解炉、淬火和压缩系统。
加压后,气体进入分离器进行低温分离。
预计乙烯生产能力71万吨/年,最大生产能力84万吨/年,乙烯是工业化工的“龙头”。
她的活动水平在一定程度上反映了整个石油化工行业的生产水平,能源的消耗直接影响到整个化工系统的效益。
因此,降低乙烯装置的能耗具有重要的现实意义。
一、装置的简述燕山石化乙烯装置采用管式蒸汽裂解和低温顺序分离工艺。
装置生产的石脑油加氢处理尾油、界区外轻烃、循环乙烷、蒸汽是在裂解炉丙烷中产生的。
生产的裂解气分五个阶段进行压缩,分别是洗油、水洗和压缩裂解气,洗涤后在干燥器中干燥后经冷却器、二甲醚、脱乙烷塔、脱丙烷、脱丁烷塔进行三级碱压缩,分离出氢气、甲烷、氢气和氢气C2、C3、C4、裂解汽油和氢气其他组分,包括氢气、C4和裂解汽油作为产品进入电池边界;C2组分通过C2水合反应器和乙烯精馏塔进料,边界送至水合反应器C3、甲烷汽提塔和丙烯精馏塔后生产聚合乙烯产品,C3组分产生聚合丙烯,并在电池边界发送。
丙烯制冷机、乙烯制冷压缩机和二元制冷压缩机提供低温分离能力。
二、装置能耗分析近年来聚乙烯装置的消耗品中,电耗下降最明显,压缩空气的下降趋势和水、氮、蒸汽能耗先下降后上升后下降。
发电厂能耗占总能耗的比重最大,电耗主要集中在制粒范围。
气相法聚乙烯装置排放气回收工艺浅析
气相法聚乙烯装置排放气回收工艺浅析气相法聚乙烯是一种广泛应用于生产塑料制品的方法,而在聚乙烯生产过程中,气体排放是无法避免的。
近些年来,环保意识的提高和环境污染问题的严重性也引起了人们对于排放气体的处理方式的关注。
因此,本文将对气相法聚乙烯装置排放气回收工艺进行浅析,探究气体排放减量管理的重要意义和气体回收技术的应用。
一、排放气体的种类与对环境的影响在气相法聚乙烯生产过程中,可能会排放出甲烷、乙烯、丙烷、丁烷等多种气体。
这些气体的排放不仅会对环境造成直接的污染,还可能会引起气味扰民、健康危害等影响。
在严格的环境监管要求下,企业需对其排放气体进行减量控制,以保障环境的清洁和员工的健康安全。
因此,采用气回收技术对其进行收集处理是一种较为可行的方案。
二、气回收技术在聚乙烯生产中的应用1、纯利用法回收该方法主要是通过将废气与其它气体混合再利用,以达到节能减排的目的。
比如将废气与乙烯气体进行混合再压缩,从而达到平衡节能减排的目的。
2、吸附法回收该方法主要是通过一定的吸附介质如活性炭、分子筛等物质对废气进行吸附,然后再进行脱附和回收。
常见的吸附材料如硅胶、氧化铝等。
吸附法回收的优点是效率较高,使用方便,而其缺点是吸附材料易饱和,需要周期性更换,对环境也有一定污染。
3、液相法回收该方法是将废气通过液态吸收剂进行吸收,吸收后进行分离、处理和回收,比如采用乙二醇、聚氧化乙烯等化合物作为吸收剂。
此方法的优点是安全可靠、处理效率高,但其缺点也是吸收剂易饱和,需要进行循环再生,且回收成本较高。
三、气体回收技术的重要性气体排放减量管理旨在控制排放的气体量,以降低气体对环境的污染和对员工健康的危害,提高环保意识,加强企业环保管理。
因此,对气体排放的处理和回收应趋于规范和专业,以推进全球环保事业的发展。
同时,气体回收技术的应用也能够改善聚乙烯生产企业的能耗效率,降低生产成本,提高聚乙烯生产商的整体竞争力,具有较大的经济社会效益。
低压法聚乙烯装置中脱挥净化氢气的用量分析
・2 l・
解 的气 体 也 就 越 多 ; 于气 体 溶 解 在 聚 合 物 中 是 由
聚 合物 与 溶 质 之 间 的 亲 合 力 相 互 作 用 的定 温度 下 丁烯 一1和 乙烯
的 亨利 常 数列 于 表[ : 2 ]
表 1 丁 烯 一1 乙烯的亨利 常数 和
到系统 净 化 的 目的 , 引入 太 多 , 增 大 回收 系 统 的 将 处 理 量 , 成 不 必 要 的 浪 费 。通 过 考 察 几 套 同 类 造
此 单 体在 聚 乙烯 中 都 有 较 高 的 溶 解 度 , 着 反 应 随
器 中排 出的 树 脂 一 起 排 人 出 料 及 脱 气 系 统 中 , 在 这 一 过程 中 , 聚合 物 的脱挥 通 常 经历 3个 阶段 _ : 】 j
晶 区域在 聚 合 物 中 所 占 的 含 量 越 多 , 合 物 中溶 聚
收 稿 日期 :0 1 9—0 ; 回 日期 :02—0 —0 。 20 —0 4修 20 4 1
为 聚 乙烯 在 输 送 和 贮 存 过 程 中 , 解 的 烃 类 物 质 溶
会 释 放 出来 , 加 了聚 乙烯 粉尘 爆 炸 的危 险 性。 增
经 过 1k /m 左 右 的卸 料罐 。 因此 可 认 为 树脂 在 0gc 2
多牌号 的 聚 乙 烯 产 品 。 由 于 产 品有 结 晶 缺 陷 , 因
要 的一 步 , 不 仅 能 够 极 大 程 度 地 降低 单 体 及 共 它 聚单 体损 失 , 且 还 能 提 高 聚 乙 烯 产 品 的运 输 与 而 贮 存 安全 性 。因此 , 整 个 脱 挥 系统 中 , 性 气 体 在 惰 引入 量 的 多 少 是 一 关 键 因 素 。若 引 入 少 了 , 不 达
Spheripol聚丙烯工艺低压脱气回收系统管理经验小结
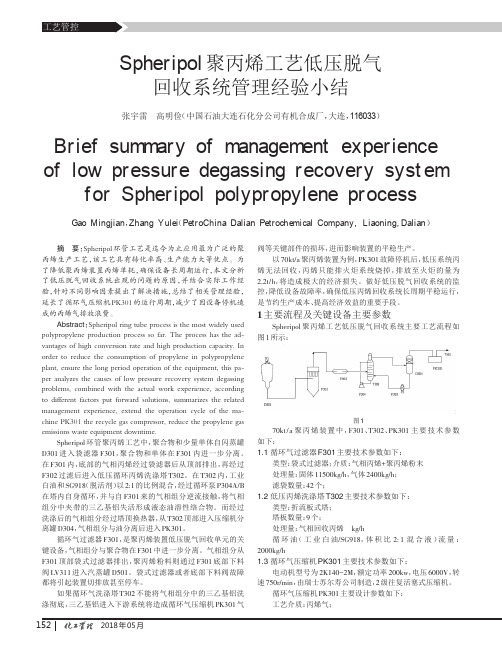
Spheripol聚丙烯工艺低压脱气回收系统管理经验小结张宇雷高明俭(中国石油大连石化分公司有机合成厂,大连,116033)Brief sum m ary of m anagem ent experience of low pressure degassing recovery syst emf or Spheripol polypropylene processGao Mingjian,Zhang Yulei(PetroChina Dalian Petrochemical Company,Liaoning,Dalian)摘要:Spheripol环管工艺是迄今为止应用最为广泛的聚丙烯生产工艺,该工艺具有转化率高、生产能力大等优点。
为了降低聚丙烯装置丙烯单耗,确保设备长周期运行,本文分析了低压脱气回收系统出现的问题的原因,并结合实际工作经验,针对不同影响因素提出了解决措施,总结了相关管理经验,延长了循环气压缩机PK301的运行周期,减少了因设备停机造成的丙烯气排放浪费。
Abstract:Spheripol ring tube process is the most widely used polypropylene production process so far.The process has the ad⁃vantages of high conversion rate and high production capacity.In order to reduce the consumption of propylene in polypropylene plant,ensure the long period operation of the equipment,this pa⁃per analyzes the causes of low pressure recovery system degassing problems,combined with the actual work experience,according to different factors put forward solutions,summarizes the related management experience,extend the operation cycle of the ma⁃chine PK301the recycle gas compressor,reduce the propylene gas emissions waste equipment downtime.Spheripol环管聚丙烯工艺中,聚合物和少量单体自闪蒸罐D301进入袋滤器F301,聚合物和单体在F301内进一步分离。