常用冲压材料的化学成分及力学性能参考表
冲压常用材料材质标准及希望范围 pdf

SUS301 1/4H
270以上
1/2H
310以上
3/4H
370以上
H
430以上
EH
490以上
SUS304 软料
200以下
1/4H
210以上
1/2H
250以上
3/4H
310以上
H
370以上
2B---压延, BA---光辉
T=0.8mm以内
希望范围HV 270-300 310-360 370-410* 430-470* 490-520 150-180* 200-230* 260-290 310-360 370-400
材质
代号 硬度范围HV
C5210R 1/2H
140-205
H
185-235
EH
210-260
SH
230-270
希望范围HV 170-190 190-210* 210-230* 230-250*
Cu+Sn+P:99.7%.比重:8.8 T=0.5mm以内
4.洋白铜JIS-H3110
材质
代号
C7521R
9.PET 材质 B-H型
B-R型
代号 遮光型
一般型
代表类别 1B:表示炭素涂装厚度为0.018 2B:表示炭素涂装厚度为0.030 MB:表示深浅颜色 EB:表示导电处理
8.低铍铍铜
材质
代号
C1750
O
已做热处理
H
T=0.5mm以内
硬度范围HV 200-250 230-290
希望范围HV 200-250 230-290
常用五金材质(JIS)标准
1.青铜JIS-H3100
材质
常用冲压材料介绍
硬度
64 50 48 46 < 88 < 88 < 88 < 88 < 88 < 88 < 90 82-83.3 -
-
备注
无退火热轧钢 引伸用
深引伸用 一般商业等级钢
拉伸性能钢 深拉伸性能钢
奥氏体系列 奥氏体系列 奥氏体系列 奥氏体系列 奥氏体系列 奥氏体系列 铁素体系列 回氏体系列
一般纯铜 9/1 红铜
一般的计算中,冲压材料的剪切应力 = 0.8 * 抗拉强度b
注:1 Pa = 1 N/m2 = 1x10-6 N/mm2 = 1.01972x10-7 Kg/mm2
②﹑延伸率
在材料拉伸试验中,试样拉断后,由于保留了塑性变形,试样长度由原来的L变成了L1,用百分比表示
的比值
=(L1-L)/ L
就称为延伸率。均匀延伸率U是在单向拉伸过程中出现局部缩颈时,也就是发生拉伸过程失稳定 时的延伸率。如果板材的延伸率大,对所有的伸长类冲压成形都是有利的。当延伸率大时,胀形、 翻边的成形极限也大。因此,大多数的优质冲压钢都具有较高的均匀延伸率。
HRB ≤90 ≤90 ≤90 ≤90 ≤86 ≤90 ≤90 ≤95 ≤90 ≤95 ≤90 ≤90 ≤90 ≤90 ≤90 ≤90 ≤90 ≤90 ≤90 ≤95
特性
经过表面处理可得到高强度,有很好的抗粒界腐蚀性 经过表面处理可得到高强度 典型奥氏体不锈钢 较软,适于深拉深 适于深拉深和Stretch Forming 有很好的抗粒界腐蚀性 特别适于深拉深成形,成形后有轻微的磁化 比SUS304有更好的抗氧化性 拥有很高的抗氧化性 同SUS309S有同样的抗氧化性 拥有很高的抗氧化性 有很高的抗氧化性,成形后有轻微的磁化 有很好的抗粒界腐蚀性 通过在316中添加Cu来增强其抗硫酸腐蚀性 有很好的抗粒界腐蚀性 通过在316中添加Mo来增强其抗粒界腐蚀性 有很好的抗粒界腐蚀性 在304中添加Ti,有极好的抗粒界腐蚀性 在305中添加Ni,有极好的抗粒界腐蚀性 拥有防止产生应力造成的微裂纹和裂纹扩散的性能
冷冲压模具材料的化学成分及机械性能

冲压模具材料的化学成分及机械性能铸铁用焊条DMA-100 铸铁修补接合使用铜合金硬面堆焊焊条2模具在汽车、运输、机械、电器产品、家庭用品、办公用品、光学器材、玩具、建材、航空等几乎所有行业中都有应用,做为产品大量生产的母体手段,日益发挥着重要作用,为保证工厂的生产效率和产品质量方面的要求,对各种模具在经久耐用、生产精度上的要求更加严格。
影响生产。
即使是造价便宜的模具,采用修补方式,也会将原来的使用寿命提高1—2能够掌握的。
供技术支持,我们的焊接材料适用于冲压模、拔丝模、连铸模、塑胶模、锻造模等冷热作模具刃口工具等。
冷作冲压模具使用焊接材料应用规范及注意事项专用焊条冲压模具母材,由于现在的主流为合金工具钢或铸铁,施焊相对于碳钢来讲,非常的困难,会出现各种问题。
合金工具钢含碳量和其它元素较多,为较易淬火材料,焊接时多发生裂纹。
这是模具钢本身所要求的材料特性所决定的。
另一方面,铸铁自身的延伸率较差,焊接时热输入容易引淬硬和开裂,同时易产生气孔,为较难焊接材料。
鉴于上述原因,模具钢的焊接非常困难,我们应该注意如下事项:1.1.为防止开裂,应依据模具钢母材或焊接材料,进行预热并控制层间温度。
必要时进行后热并缓冷。
2.2.预热尽可能将温度控制在均一的水平,只能进行局部预热的情况下,在焊接部周围50mm的范围内均一加热;加热时使用长而弱的火焰,在大面积范围内缓慢地加热到100℃左右。
3.3.为了防止气孔的发生,要完全清除焊接部的锈迹、油污,使用焊条要烘干。
4.4.焊接尽量使用低电流,使熔深较浅,这样不仅可以得到应有的性能,而且可以防止气孔、咬边现象。
5.5.为了防止开裂,焊道的起始端尽量避免在角落,要用圆头榔头锤敲击每条焊道,从焊接终点开始往起点处敲击,大力敲击最好敲击到焊道平整光滑,模具堆焊的缺陷及对策(铸铁)模具焊接的注意事项模具母材,由于现在的主流为合金工具钢或铸铁,施焊相对于碳钢来讲,非常的困难,会出现各种问题。
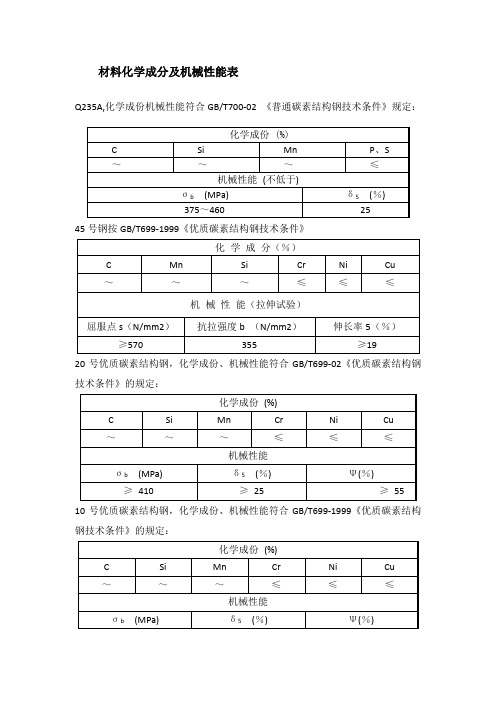
材料化学成分及机械性能表
材料化学成分及机械性能表
Q235A,化学成份机械性能符合GB/T700-02 《普通碳素结构钢技术条件》规定:
45号钢按GB/T699-1999《优质碳素结构钢技术条件》
20号优质碳素结构钢,化学成份、机械性能符合GB/T699-02《优质碳素结构钢技术条件》的规定:
10号优质碳素结构钢,化学成份、机械性能符合GB/T699-1999《优质碳素结构钢技术条件》的规定:
铸造碳钢ZG270-500化学成份
铸造碳钢ZG270-500机械性能
QAl9-4化学成份:
CuNi2Si的化学成份
CuNi2Si的机械性能
QAl9-4化学成份:
QAl9-4机械性能
T2纯铜的化学成分符合GB/T5231-1985《加工铜的牌号及化学分》,力学性能符合GB/T13808-1992《铜及铜合金挤制棒
铝合金6082化学成份
铝合金6082机械性能
ZL114A铸造铝合金,其化学成分符合GB/T1173-1995《铸造铝合金》的规定,机械性能符合GB/T1173-1995的规定。
06Cr19Ni10按GB/T1220-2007《不锈耐酸钢技术条件》
12Cr18Ni9按GB/T1220-2007《不锈耐酸钢技术条件》
锌锭化学成份符合GB/T470-97《锌分类及技术条件》规定,牌号不低于2号锌:。
冲压金属材料(简单版)

(二)黃銅 二 黃銅 合 金 C2600 C2680 C2720 C2801 Cu 68.5 ~ 71.5 64.0 ~ 68.0 62.0 ~ 64.0 59.0 ~ 62.0 Pb ≦0.05 ≦0.05 ≦0.07 ≦0.10 Fe Zn
≦0.05 余量 ≦0.05 余量 ≦0.07 余量 ≦0.07 余量
伸長率,% ≧35 ≧28 / ≧35 ≧28 / ≧35 ≧28 / ≧15 /
硬度HV 75~125 85~145 105~175 75~125 85~145 105~175 75~125 85~145 ≧105 105~160 ≧130
(三)鈹銅帶材 三 鈹銅帶材
牌號 C17000 C17200 C17300 C17400 C17410 C17500 C17510 C17530 Be 1.60~1.79 1.80~2.00 1.80~2.00 0.15~0.5 0.15~0.5 0.40~0.7 0.20~0.6 0.2~0.4
Zn
0.10 0.10 0.10 0.25 0.25 5.1~ 6.1
(Si+Fe)≦0.95
0.6 0.25 0.50 0.4~ 0.8 0.40
0.7 0.40 0.50 0.7 0.50
合金記號之解釋﹕ 合金記號之解釋﹕
AL5052 H32 第一位:1.純鋁 4.Al-Si系合金 2.Al-CU系合金 5.Al-Mg系合金 3.Al-Mn系合金 6.Al-Mg-Si合金
狀態 H/4 C2600 H/2 H H/4 C2680 H/2 H H/4 C2720 H/2 H C2801 H/2 H
合金
抗拉強度,Mpa 340~405 395~440 490~540 340~405 380~440 470~540 340~405 385~440 485~550 410~485 485~585
冲压常用材料表冲压件常用材料介绍解析
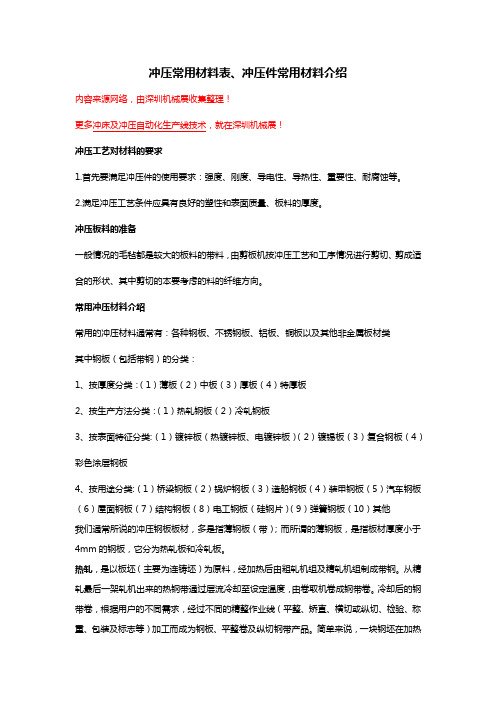
冲压常用材料表、冲压件常用材料介绍内容来源网络,由深圳机械展收集整理!更多冲床及冲压自动化生产线技术,就在深圳机械展!冲压工艺对材料的要求1.首先要满足冲压件的使用要求:强度、刚度、导电性、导热性、重要性、耐腐蚀等。
2.满足冲压工艺条件应具有良好的塑性和表面质量、板料的厚度。
冲压板料的准备一般情况的毛毡都是较大的板料的带料,由剪板机按冲压工艺和工序情况进行剪切、剪成适合的形状、其中剪切的本要考虑的料的纤维方向。
常用冲压材料介绍常用的冲压材料通常有:各种钢板、不锈钢板、铝板、铜板以及其他非金属板材类其中钢板(包括带钢)的分类:1、按厚度分类:(1)薄板(2)中板(3)厚板(4)特厚板2、按生产方法分类:(1)热轧钢板(2)冷轧钢板3、按表面特征分类:(1)镀锌板(热镀锌板、电镀锌板)(2)镀锡板(3)复合钢板(4)彩色涂层钢板4、按用途分类:(1)桥梁钢板(2)锅炉钢板(3)造船钢板(4)装甲钢板(5)汽车钢板(6)屋面钢板(7)结构钢板(8)电工钢板(硅钢片)(9)弹簧钢板(10)其他我们通常所说的冲压钢板板材,多是指薄钢板(带);而所谓的薄钢板,是指板材厚度小于4mm的钢板,它分为热轧板和冷轧板。
热轧,是以板坯(主要为连铸坯)为原料,经加热后由粗轧机组及精轧机组制成带钢。
从精轧最后一架轧机出来的热钢带通过层流冷却至设定温度,由卷取机卷成钢带卷。
冷却后的钢带卷,根据用户的不同需求,经过不同的精整作业线(平整、矫直、横切或纵切、检验、称重、包装及标志等)加工而成为钢板、平整卷及纵切钢带产品。
简单来说,一块钢坯在加热后(就是电视里那种烧的红红的发烫的钢块)精过几道轧制,再切边,矫正成为钢板,这种叫热轧。
冷轧:用热轧钢卷为原料,经酸洗去除氧化皮后进行冷连轧,其成品为轧硬卷,由于连续冷变形引起的冷作硬化使轧硬卷的强度、硬度上升、韧塑指标下降,因此冲压性能将恶化,只能用于简单变形的零件。
轧硬卷可作为热镀锌厂的原料,因为热镀锌机组均设置有退火线。
冲压金属材料
(七)﹑元素影響 在軋制工藝等不變時﹐各成份對鍍鋅鋼板 性能影響如下 1﹒提高強度﹔碳﹑硅﹑錳﹑磷 2﹒降低塑性﹔碳﹑硅 3﹒增加冷脆性﹔磷﹑碳﹑硅 4﹒惡化焊接性﹔硫﹑磷﹑碳 5﹒改善切削加工﹔硫﹑錳﹑磷 6﹒惡化沖壓性﹔碳﹑硅﹑磷﹑硫﹑
(八)﹑常用厚度及公差
1﹒GI料實際供貨﹔0.597 0.686 0.781 0.891 0.974 1.166 1.50 2﹒EG料﹔現用0.5 0.6 0.7 0.8 1.0 1.2 2.0 另外可選擇系列 0.4 0.65 0.75 0.9 1.4 1.6 1.8 2.3 2.5 (各種材料儘量選擇系列尺寸)
S
0.050
2﹒機械性能
抗拉強度 MPa ≧270 伸長率%(按板厚划分﹐mm) ≧1.2~1.6 ≧27 ≧1.6~3.2 ≧29 ≧3.2 ≧31
主要產品 扁鋼胚 不銹鋼小鋼胚 熱軋不銹鋼黑皮 鋼板 熱軋不銹鋼黑皮 鋼捲
熱軋不銹鋼No.1 鋼捲
冷軋不銹鋼2D鋼 捲
冷軋不銹鋼2B鋼 捲
冷軋不銹鋼BA鋼 捲Fra bibliotek1.0~1.5
0.10 0.3~0.9 0.15 0.30
/
2.2~2.8 1.2~1.8 0.8~1.2 2.1~2.9
0.10
0.10 0.25 0.25
5.1~ 6.1
七.銅合金帶材(黃銅﹑磷青銅﹑鈹銅)
類 別 紫 銅 主要合金 性 能 用途
無氧銅(TU); 工業純銅
比 重 8.9﹐ 熔 點 1083℃﹒ 良 好 導 不直接用于結 電性﹑導熱性﹑抗腐蝕性.塑性 构材料,用作配 制合金 很好,強度太低﹒
常用衝壓金屬材料
一.熱軋碳素鋼板(SPHC) 二.冷軋碳素鋼板(SPCC) 三.鍍鋅鋼板(SECC)
国内外常用材料钢 化学成分 机械性能对照表

无缝 0.17~0.24 0.17~0.37 0.35~ 0.65 无缝 0.17~0.24 0.17~0.37 0.35~ 0.65 无缝 ≤0.30 0.10~ 0.35 0.30~ 1.00 无缝 ≤0.32 ≤0.35 0.30~ 0.8 无缝 ≤0.30 0.10~ 0.35 0.30~ 1.00 无缝 ≤0.30 ≥0.10 0.29~ 1.06 无缝 ≤0.35 ≥0.10 0.29~ 1.06
1Cr5Mo 1Cr5Mo
日 JIS G3462-88 JIS G3467-88
STBA25 STFA25
本 JIS G3458-88
STPA25
美 ASTM A213/A213m-95a T5 国 ASTM A335/A335m-95a P5
日 JIS JIS
本 JIS
G3462-88 G3467-88 G3458-88
美
TP304H
国 ASTM A335/A335m-95a TP304H
德 DIN 17456-85 国 DIN 17485-85
5CrNi810 5CrNi810
国 中 GB 2270-80
1Cr18Ni10
日 JIS G3459-88 本 JIS G3463-88
SuS304LTP SuS304LTB
国 CNB(对外)
中 GB 5310-95 国 GB 5310-95
JIS G3459-88
日
JIS G3463-88
本
JIS G3467-88
12Cr1MoV 1Cr19Ni9 1Cr19Ni9 SuS304TP SuS304HTP SuS304TB SuS304HTB SuS304TF SuS304HTF
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2
0.025 0.015 0.015
0.15 0.15 0.22 0.22
审核:
270 350-470 315 390-510 355 430-550 380 450-590 420 480-620 460 520-670 500 550-700 550 600-760 600 650-820 650 700-880
-
0.1
0.5
0.12
0.6
0.6 0.025 0.025 0.015
1
0.025 0.025 0.015
1.1 0.025 0.025 0.015
1
0.03 0.03 0.12
1.6 0.025 0.025 0.015
1.6 0.025 0.025 0.015
2
0.03 0.03 0.02
1.8 0.025 0.025 0.015
0.2 0.18
0.2
0.2
GB/T1591-
2008低合金
高强度结构
钢
0.2
0.18
0.18
0.18
Si≤
0.3 0.35 0.35 0.35
0.5
0.5
0.5 0.6 0.6 0.6 0.6
化学成分 %
Mn≤ P≤ S≤ Alt≥ Nb
0.5 0.035 0.04 -
1.2
0.045 0.05
-
HC260LA HC300LA HC340LA B340LA HC380LA HC420LA B410LA HC460LA HC500LA
0.1
0.5
0.1
0.5
Q/BQB419- 0.1
0.5
2009低合金 0.12
-
高强度冷连 轧钢带
0.1
0.5
Q_WG(LZ)08- 0.1
0.5
2008
0.2
HC550/980DP
0.23
0.6
3
0.04 0.015 0.01
HC820/1180DP
0.23
0.6
3
0.04 0.015 0.01
0.2
690 770-940
-
-
≥270
-
240
≥270
-
220
≥270
-
210
≥270
-
190
≥270
- 250-320 450 - 300-390 500 - 280-380 590 - 340-440 590 - 340-500 590 - 550-660 690 - 420-550 780 - 500-650 780 - 400-590 780 - 550-730 980 - 820-1130 1180
10
页次:3/24a
T<3
T≥3
315 390-510
20
24
0a
355 430-550
19
23
0.5a
420 480-620
16
19
0.5a
460 520-670
14
17
1a
500 550-700
12
14
1a
550 600-760
12
14
1.5a
600 650-820
11
13
2a
650 700-880
20
20
20
0.2
420 520-680
19
19
19
0.2
460 550-720
17
17
17
0.2
500 610-770
17
17
17
0.2
550 670-830
16
16
16
0.2
620 710-880
15
15
15
审核:
页次:1/4
≥1.6
弯曲弯心直 径(纵)
0.00 0.5a
a
1.5a
20 21
20
0.03 0.03 -
1.8
0.03 0.025 -
0.025 0.02 -
0.03 0.03 -
2
0.03 0.025 -
0.025 0.02 -
0.03 0.03 -
2
0.03 0.025 -
0.025 0.02 -
20
20
20
0.2
345 470-630
21
21
21
0.2
390 490-650
0.6
2
2.1
0.15 0.22
0.3 0.3 0.3 0.3 0.5 0.6 0.35
0.5
0.05 0.05 0.3 0.5 0.5 0.05 0.5 0.5 0.3 0.5
0.5 0.75 1.4 1.5 1.8
2 1.8 1.3 1.4 1.5 1.6 1.7 0.5 0.5-1.2 0.5-1.2 1.3 1.5 0.5 1.2 1.6 1.6 1.6
1a
400 550-650
23
1a
215 360-510
20
245 430-580
18
325 510-680
16
0.5a 1a 1a
280 270-440
31
1a
240 270-420
37
0a
核准:
版本SP:HEA/0 SPHF DD11 DD12 DD13 DD14 BRC1 BRC2 BRC3
23 20 19 18 16 14 12 12 11 10
页次:2/4 14
38 40 42 44 46
20
0.5a
16
1a
0a 0a 0.5a 0.5a 0.5a 1a 1a 1.5a 1.5a 2a
核准:
版H本R7:00AF/0
0.12
S315MC S355MC S420MC S460MC S500MC S550MC S600MC S650MC S700MC
CR260LA CR300LA CR340LA CR380LA CR420LA
Q/BQB3022009冷成型 用热连轧钢
带及钢板
0.06 0.06 0.12 0.1 0.08 0.08 0.08 0.05 0.03
0.05 0.05 0.05 0.07 0.07 0.07 0.05 0.05 0.05
1.7 0.025 0.025 0.015
0.15 0.15 0.15
0.15 0.15
0.15 0.15
260-330 300-380 340-420 340-460 380-480 420-520 410-560 460-560 500-600
350-430 380-480 410-510
≥440 440-560 470-590
0.035 0.035 -
1.7
0.03 0.03
-
0.03 0.025 -
0.025 0.02 -
0.035 0.035 -
0.035 0.035 -
1.7
0.03 0.03
-
0.03 0.025 -
0.025 0.02 -
0.03 0.03 -
1.8
0.03 0.025 -
0.025 0.02 -
32
33
355
≥540
A50/21 A50/22
420
≥590
A50/19 A50/20
295
440
34
1a
340 420-540
19
25
380 450-590
420
480-620
T<3.0 A80mm
460 520-670
500 550-700
18
23
16
T≥3.0 A5.65
21
14
19
12
17
0.045 -
0.045 0.05
-
1.4
0.045 -
0.04 0.04 -
0.035 0.035 -
0.045 0.05 -
1.5
0.045 0.045
-
0.04 0.04 -
0.035 0.035 -
Ti≤
屈服强度
Mpa
不
小于
抗拉强度 Mpa
-
195 315-430
-
215 335-450
-
-
版本:A/0
牌号
Q195
-
Q215
A
B
A
Q235
B
C
D
A
Q275
B
C
D
A
B
Q345
C
D
E
A
B
Q390
C
D
E
A
B
Q420
C
D
E
C
Q460
D
E
C
Q500
D
E
C
Q550
D
E
C
Q620
D
E
编制:吴建锋
执行标准 C≤
GB/T7002006 碳素
结构钢
0.12 0.15
0.22 0.2 0.17
0.24 0.21 0.2
0.03
0.03
0.025 0.025
0.03
0.03 0.03 0.03 0.03 0.03 0.03 0.03 0.03 0.025 0.03 0.03
0.035
0.025
0.025 0.025 0.025