光学冷加工常见不良解读
光学加工不良对策
E、鏡片邊太薄時,治ห้องสมุดไป่ตู้和砂掛皿發生干涉。
F、壓力加重。
、將合皿修復至標准
、對策:
A、境大砂掛皿徑至標准值。
B、減小擺動幅度,調整偏擺位置(往皿中心調整)
C、修正CG及砂掛NO.1之Δh
D、供水增大或采取“中央供水”
E、取消治具或修理治具,使之不再干涉砂掛皿。
調整壓力時,應檢測NR動向,並以修皿,調整擺動來對應。
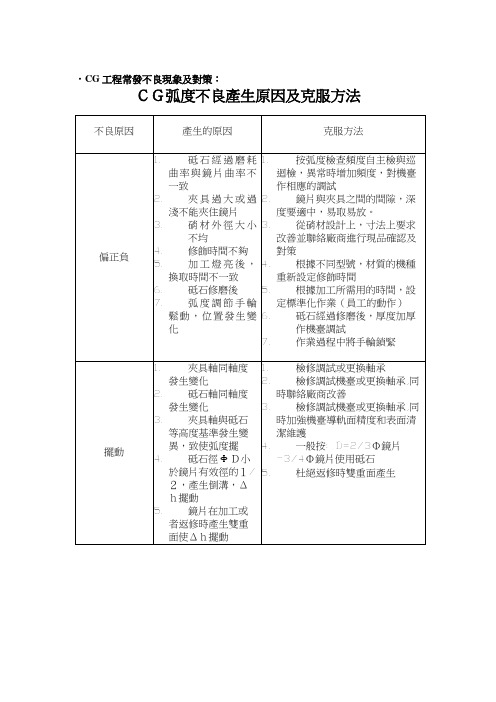
•CG工程常發不良現象及對策:
CG弧度不良產生原因及克服方法
不良原因
產生的原因
克服方法
偏正負
1.砥石經過磨耗曲率與鏡片曲率不一致
2.夾具過大或過淺不能夾住鏡片
3.硝材外徑大小不均
4.修飾時間不夠
5.加工燈亮後,換取時間不一致
6.砥石修磨後
7.弧度調節手輪鬆動,位置發生變化
1.按弧度檢查頻度自主檢與巡迴檢,異常時增加頻度,對機臺作相應的調試
、更換或修整研磨皿,使曲率半徑符合設計要求。
、調整擺動幅度,一般減小擺動幅度和偏心位移量或作對稱擺動可減少消除凹心理;毛刷去除中心部研磨粉。
、適當抬升串棒或將壓力放低。
、修正治具。
、調偏擺動。
中高
(凹心或局部高)
、鏡片和研皿接觸太緊,沒有磨到中心。
、研磨皿中心偏低,中心磨削量不足。
、擺動幅度太小或偏心位移量太小。
、不良鏡片NR太高,返修末能反修過來。
、治具重心太高,加工時振動。
、砂掛皿面形不規則。
、擺動偏稱位置不當。
、減少砂掛皿徑至標准。
、換上治具。
、返修時間適當延長。
、降低治具重心。
、修砂掛皿使之規格,如合皿有變更先修合皿。
光学冷加工常见不良汇总
講師:趙繼凡 日期:2008- 8-8
內容提要
光學鏡片加工簡介 光學冷加工工序簡介 特性不良 非特性不良 檢查方法
光學加工簡介
• 光學鏡片加工按加工方式分為熱加工與冷 加工兩種 • 熱加工指的是熱壓成型的加工方式,如非 球面的加工。 • 冷加工為利用傳統的物理研削的加工方式, 目前大多數的球面鏡片加工均屬于冷加工。
樹葉狀
光帶狀
點或氣泡狀
特性不良.膠合
• 膠合寸法不良為肉厚,偏芯
肉厚:兩片鏡片膠合后由于單片肉厚搭配不當造成完品 肉厚超差 偏芯:兩片鏡片膠合后中心光軸的重合度超差。
特性不良.涂墨
• 五、涂墨不良:外觀不良,寸法不良;
A、溢墨:由于墨劑過多或手法不當,墨溢出涂墨范圍; B、涂墨不均:墨涂的不均勻或墨的顏色不一致; C、墨淡:墨的色澤過淡,無法達到消光的目的; D、污痕:涂墨后呈現密集的點狀或指印等痕跡,原因為涂 墨前污染涂墨面導致; E、不到位:涂墨區域未完全涂完; F、脫墨:墨的附著力不足﹐墨層在外力作用下(如超聲波清 洗等)產生墨層脫离鏡片。
特性不良.涂墨
• 涂墨的寸法不良:偏心,外徑,H值
涂墨后墨的厚薄會影響到以上寸法,需根據鏡片的形狀確定 各鏡片的涂墨厚度,以芯取寸法為主,保證完品寸法不超 差。
特性不良.洗凈
• 六、洗凈不良:外觀
A、洗凈傷痕:在洗凈過程中超聲波過強,造成正面細條狀 或網狀傷痕; B、水印:一般呈現在鍍膜完品,可觀察到膜下水紋狀痕跡, 此不良為洗凈脫水不完全所造成; C、藍條對角破裂:因洗凈藍條不合適,造成對角破裂;
亮點:由于芯取邊過粗糙,造成涂墨后墨劑無法均勻沁
入,,呈顆粒狀白色發亮點狀分布。 亮點
特性不良.芯取
光学零件冷加工中防腐蚀方法探讨
光学零件冷加工中防腐蚀方法探讨鉴于光学零件冷加工的过程中,由于受各种环境因素的影响,光学玻璃抛光表面的腐蚀极大的困扰着光学冷加工行业的生产,尤其是近几年来,光学玻璃零件中使用ZK、ZF、LaK、ZBaF这些化学稳定性差的系列产品越来越多,零件表面被腐蚀的现象更加严重,因此探讨光学零件冷加工中的防腐蚀方法、提高光学玻璃抛光表面的抗腐蚀能力就显得极其重要。
本文根据多年来在实际加工过程中摸索出的一些防腐经验并结合有关资料,对光学零件冷加工中防腐蚀方法作简要分析。
标签:光学零件冷加工;防腐蚀;方法简单地说光学零件冷加工也就是对已经熔炼好的光学材料进行切割、铣磨、精磨、抛光、清洗等,在这些过程中,由于受到各工序所用辅料和环境温、湿度的影响,光学玻璃抛光表面的腐蚀现象极其普遍,被腐蚀的比例低则10%以上,高则达到100%,极大地影响光学玻璃的生产和利用。
研究表明,采用临时涂层保护法对易腐蚀的ZF、ZK、ZBaF等玻璃具有比较好的效果。
一、防腐蚀方法的难点因为每种玻璃熔炼时都必须要保证它的光学性能及物理化学性能,因此很难做到用改变玻璃的化学组成来提高玻璃的化学稳定性。
1.以R2O—PbO—SiO2成份为基础的ZF系列稳定性差。
我们知道,硅酸盐玻璃的耐潮性首先决定于二氧化硅的含量,硅氧四面体(SiO4)相互连接程度愈大则稳定性愈好。
若玻璃中碱土金属氧化物(RO)的含量增大,玻璃中硅氧结构网络断裂愈多会使玻璃的稳定性下降。
同样,若玻璃中碱金属氧化物(如R2O)的含量增大则稳定性也会下降。
各种氧化物对玻璃的影响一般可归结为:①SiO2含量增大,玻璃的稳定性强;②R2O含量增加,玻璃的稳定性下降;③RO含量增加,玻璃的稳定性下降。
因此,对以R2O—PbO—SiO2成份为基础的ZF系玻璃来说,其PbO含量可达65~70%,稳定性很差。
2.对以BaO—ZnO—B2O3—SiO2成份为基础的ZK系列稳定性差。
ZK系列对玻璃来说,其Ba含量可45~50%,稳定性很差。
光学冷加工年度总结
一、前言时光荏苒,岁月如梭。
转眼间,一年又即将过去。
在这一年的时间里,我国光学冷加工行业在技术创新、市场拓展、人才培养等方面取得了显著成果。
为了更好地总结经验、查找不足、明确方向,现对2021年度光学冷加工工作进行总结。
二、工作回顾1. 技术创新方面(1)自主研发:在2021年度,我司加大了研发投入,成功研发了多项光学冷加工新技术、新工艺,提高了产品的性能和稳定性。
(2)引进消化吸收:积极引进国外先进的光学冷加工技术,结合国内实际情况进行消化吸收,提升了我国光学冷加工行业的整体技术水平。
(3)产学研合作:加强与高校、科研院所的合作,推动产学研一体化,培养了一批光学冷加工领域的优秀人才。
2. 市场拓展方面(1)国内市场:积极开拓国内市场,与多家知名企业建立了长期合作关系,市场份额不断扩大。
(2)国际市场:加强与国际市场的交流与合作,积极参与国际展会,提升了我国光学冷加工产品在国际市场的知名度和竞争力。
3. 人才培养方面(1)内部培训:定期组织内部培训,提高员工的专业技能和综合素质。
(2)外部交流:鼓励员工参加国内外光学冷加工领域的学术交流活动,拓宽视野,提升自身能力。
(3)校企合作:与高校合作,培养光学冷加工领域的优秀人才,为行业发展提供人才支持。
4. 质量管理方面(1)严格执行ISO9001质量管理体系,确保产品质量。
(2)加强过程控制,提高生产效率。
(3)持续改进,降低不良品率。
三、取得的成绩1. 技术创新方面:成功研发了多项光学冷加工新技术、新工艺,提升了产品的性能和稳定性。
2. 市场拓展方面:国内市场份额不断扩大,国际市场竞争力不断提升。
3. 人才培养方面:培养了一批光学冷加工领域的优秀人才,为行业发展提供了人才支持。
4. 质量管理方面:产品质量稳定,不良品率持续降低。
四、不足与反思1. 技术创新方面:虽然取得了一定的成果,但与国外先进水平相比,仍存在一定差距。
2. 市场拓展方面:在拓展国际市场过程中,面临一定的竞争压力。
光学冷加工抛光技术

光学冷加工抛光技术
光学冷加工抛光技术是一种利用光学原理进行表面修整和抛光的高精度加工方法。
相比传统的机械抛光,光学冷加工抛光技术具有以下优势:
1. 高精度: 光学冷加工抛光技术可以达到亚纳米级的表面精度,适用于高要求的光学元件和器件的加工。
2. 无接触: 光学冷加工抛光技术利用光束进行加工,不需要与
工件接触,避免了机械抛光可能带来的刮擦和损伤。
3. 无热效应: 光学冷加工抛光技术在抛光过程中不会产生热量,避免了传统热加工可能引起的热应力和热变形问题。
4. 高效率: 光学冷加工抛光技术可以同时对多个表面进行加工,提高了加工效率。
光学冷加工抛光技术的基本原理是利用光束的聚焦和控制来进行表面修整和抛光。
通过调整光束的聚焦参数,可以控制加工深度和加工形状,从而实现精确的表面加工。
光学冷加工抛光技术在光学器件制造、半导体加工、精密机械加工等领域有着广泛的应用。
它不仅可以提高光学元件和器件的质量和性能,还可以降低制造成本和提高生产效率。
光学冷加工抛光技术

光学冷加工抛光技术引言:光学冷加工抛光技术是一种先进的表面加工技术,可以在不增加材料温度的情况下,提高材料表面质量和精度。
本文将对光学冷加工抛光技术进行详细介绍,并探讨其在工业制造领域的应用前景。
一、光学冷加工抛光技术的原理光学冷加工抛光技术是利用激光在材料表面产生微观热效应,通过控制激光参数和加工条件,实现对材料表面的微观结构调控和去除。
具体来说,光学冷加工抛光技术利用高能激光束对材料表面进行扫描,产生微小的熔融区域和快速冷却,使材料表面的微观结构发生变化,从而实现抛光效果。
二、光学冷加工抛光技术的优势1. 高效性:光学冷加工抛光技术可以快速去除材料表面的缺陷和粗糙度,大大提高加工效率。
2. 精度高:光学冷加工抛光技术可以实现对材料表面微观结构的精细调控,从而获得高精度的表面质量。
3. 热影响小:光学冷加工抛光技术在加工过程中不会增加材料的温度,避免了热引起的变形和损伤。
4. 环保性:光学冷加工抛光技术不需要使用化学溶剂和磨料,减少了对环境的污染。
三、光学冷加工抛光技术的应用领域1. 光学元件制造:光学冷加工抛光技术可以用于制造光学镜面、透镜等光学元件,提高其表面质量和光学性能。
2. 精密机械制造:光学冷加工抛光技术可以应用于精密机械零件的加工,如航空航天器件、半导体器件等,提高其表面质量和加工精度。
3. 光纤通信:光学冷加工抛光技术可以用于光纤端面的加工,提高光纤的传输效率和信号质量。
4. 光学薄膜涂层:光学冷加工抛光技术可以用于光学薄膜涂层的制备,提高薄膜的平整度和光学性能。
四、光学冷加工抛光技术的发展趋势1. 多波长激光应用:将多种波长的激光进行组合,可以实现对不同材料的高效抛光。
2. 全自动化加工系统:引入机器视觉和自动控制技术,实现光学冷加工抛光技术的全自动化生产。
3. 远程加工能力:通过激光束传输技术,实现对远程材料的抛光加工,拓展了应用范围。
4. 材料适应性提高:研发新的材料适应性加工方法,扩大光学冷加工抛光技术的适用范围。
光学镀膜产品常见不良分析及改善方法
光学镀膜产品常见不良分析及改善方法镀膜产品的不良,部分是镀膜工序的本身造成的,部分是前工程遗留的不良,镀膜最终的品质是整个光学零件加工的(特别是抛光、清洗)的综合反映,对策镀膜不良时必须综合考虑,才能真正找到不良产生的原因,对策改善才能取得成效。
一、膜强度膜强度是镜片镀膜的一项重要指标,也是镀膜工序最常见的不良项。
膜强度的不良(膜弱)主要表现为:① 擦拭或用专用胶带拉撕,产生成片脱落;② 擦拭或用专用胶带拉撕,产生点状脱落;③ 水煮15分钟后用专用胶带拉撕产生点状或片状脱落;④ 用专用橡皮头、1Kg力摩擦40次,有道子产生;⑤ 膜层擦拭或未擦拭出现龟裂纹、网状细道子。
改善思路:基片与膜层的结合是首要考虑的,其次是膜表面硬度光滑度以及膜应力。
膜强度不良的产生原因及对策:① 基片与膜层的结合。
一般情况,在减反膜中,这是膜弱的主要原因。
由于基片表面在光学冷加工及清洗过程中不可避免地会有一些有害杂质附着在表面上,而基片的表面由于光学冷加工的作用,总有一些破坏层,深入在破坏层的杂质(如水汽、油汽、清洗液、擦拭液、抛光粉等,其中水汽为主要),很难以用一般的方法去除干净,特别对于亲水性好,吸附力强的基片尤其如此。
当膜料分子堆积在这些杂质上时,就影响了膜层的附着,也就影响了膜强度。
此外,如果基片的亲水性差、吸附力差,对膜层的吸附也差,同样会影响膜强度。
硝材化学稳定性差,基片在前加工过程中流转过程中,表面已经受到腐蚀,形成了腐蚀层或水解层(也许是局部的、极薄的)。
膜层镀在腐蚀层或水解层上其吸附就差,膜牢固度不良。
基片表面有脏污、油斑、灰点、口水点等,局部膜层附着不良,造成局部膜牢固度不良。
改善对策:㈠加强去油去污处理,如果是超声波清洗,应重点考虑去油功能,并保证去油溶液的有效性;如若是手擦,可考虑先用碳酸钙粉擦拭后再清擦。
㈡加强镀前烘烤,条件许可,基片温度能达到300℃以上更好,恒温20分钟以上,尽可能使基片表面的水汽、油汽挥发。
冷挤压模调试过程中常见缺陷、产生原因及解决方法

冷挤压模调试过程中常见缺陷、产生原因及解决方法常见缺陷图示产生原因解决方法正挤压件外表产生环形裂纹及鱼鳞状裂纹内孔产生裂纹1.凹模锥度偏大2.凹模结构不合理3.润滑不好4.材料塑性不好1. 调整凹模偏角2. 采用两层工作带的正挤压凹模3. 更换润滑剂4. 改用塑性好的材料或采用中间退火工艺正挤压件端部产生缩孔1. 凹模工件带尺寸太大2. 凹模锥角偏大3. 凹模入口外圆角太小4. 凹模表面不光洁5. 凹模端面不光亮6. 毛坯润滑不良1. 调整凹模工作尺寸2. 修正凹模使锥角变小3. 加大凹模入口外圆角4 抛光凹模表面5.降低凸模表面粗糙度等级6.采用良好的表面处理及润滑方法反挤压表面产生环形裂纹1.毛坯直径太小2.凹模型腔不光洁3.毛坯表面出啦及润滑不良4.毛坯塑性太差1.增加毛坯直径,使毛坯与凹模内孔配合紧一些。
最好使毛坯直径大于型腔直径0.01~0.02mm2抛光凹模3.做好表面处理和润滑4.采用最好的软化处理规范,提高毛坯的塑性。
挤压后矩形工件开裂 1.间隙不合理2.凸模工作圆角半径不合理3.凸模结构不合理4.凸模工作端面锥角不合理1.矩形长边间隙应小于短边间隙2.矩形长边圆角半径应小于短边圆角半径3.矩形长边工作带应大于短边工作带4.取长边锥角大于短边锥角反挤压薄壁零件挤压后壁部缺少金属1.凸、凹间隙不均匀2.上、下模垂直及平行度不好3.润滑剂太多4.凸模细长,稳定性差1.重新调整间隙使之均匀2.重新装配,调整垂直度及平行度3.少涂润滑剂4.在凸模工作面加开工艺槽反挤压件单面起皱 1.间隙不均匀2.润滑不好,不均匀1.调整凸、凹模,使间隙均匀2.保证良好、均匀的润滑反挤压件内孔产生环状裂纹1.毛坯表面处理及润滑不好2.凸模表面不光洁3.毛坯塑性不好1.采用良好的毛坯表面处理及润滑方法,如对2A11、2A12冷挤压最好表面鳞化后,用工业菜子油润滑2.抛光凸模3.采用最好的软化热处理规范,提高毛坯的塑性挤压表面被刮伤 1.模具硬度不够2.毛坯表面处理及润滑不好1.重新淬火,提高硬度,模具工作部分镀硬或软氮化、渗硼等2.采用良好的表面处理及润滑工艺反挤压件外表产生环状波纹润滑不良改用皂液润滑方法反挤压件上端壁厚大于下端壁厚凹模型腔退模锥度太大减少或不采用退模锥度反挤压件伤端口部不直1.凹模型腔深度不够2.卸件板安装高度低1.增加凹模型腔深度2.提高卸件板安装高度,避免工作件上端与卸件板相碰反挤压件侧壁底部变薄及与高度不稳定1.底部厚度不够2.毛坯退火硬度不均匀3.润滑不均匀4.毛坯尺寸超差1.增加底部厚度2.提高热处理质量3.提高润滑质量4.控制毛坯尺寸正挤压件端部产生毛刺1.间隙太大2.毛坯硬度太高1.减小凸、凹模间隙值2.提高毛坯退火质量正挤压件发生弯曲 1.模具工作部分形状不对称2.润滑不均匀1.修改模具工作部分尺寸2.提高润滑质量加压件壁厚相差太大 1.毛坯退火硬度不均匀2.凸、凹模装配后不再同一轴心上3.模具没有准确向导4.反挤压凹模顶角太小,也引起挤压件偏心5.反挤压件毛坯直径太小,放在凹模内太松引起坯件偏斜1.修改退火工艺2.重新装配3.调整模具导向精度4.加大顶角5.加大毛坯直径,与凹模配合严密正挤压空心件侧壁断裂凸模心轴露出长度太长减小心轴长度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
特性不良.涂墨
• 涂墨的寸法不良:偏心,外徑,H值
涂墨后墨的厚薄會影響到以上寸法,需根據鏡片的形狀確定 各鏡片的涂墨厚度,以芯取寸法為主,保證完品寸法不超 差。
特性不良.洗凈
• 六、洗凈不良:外觀
A、洗凈傷痕:在洗凈過程中超聲波過強,造成正面細條狀 或網狀傷痕; B、水印:一般呈現在鍍膜完品,可觀察到膜下水紋狀痕跡, 此不良為洗凈脫水不完全所造成; C、藍條對角破裂:因洗凈藍條不合適,造成對角破裂;
• 寸法不良:
肉厚表(百分表,千分表)、外徑表(螺旋測微器)、 高度規、偏芯顯微鏡、分光儀(鍍膜光譜)、 干涉儀(研磨面精度R值)、原器(研磨面本數)
THE END 以上謝謝
光學鏡片冷加工工序簡介
• • • • • • • • 切削(CG) 砂掛 研磨 芯取(定芯) 鍍膜 膠合 涂墨 洗凈
特性不良與非特性不良
• 所謂特性不良是指在光學冷加工中,該工 序造成的特性不良; • 所謂非特性不良是指在光學冷加工中,各 工序均有可能造成的不良。
特性不良.來料
一、來料不良
鏡片毛胚來料不良分寸法不良和材料不良。 寸法不良是指外徑、倒角、肉厚、R值超出毛胚圖面 規格。 材料不良主要指鏡片中觸摸不到的不良。
非特性不良.破裂
• 崩邊:鏡片邊緣芯取面或研磨面的破損; • 崩口:鏡片因受沖擊或作業不規范造成的大面積剝離; • 炸裂:因受力不均勻或烘烤溫度過高導致從中心到邊緣
裂開的現象;
• 內裂:沒有裂開或破損的裂痕,反射觀察時會發亮或閃
爍,透射不明顯。
非特性不良.燒蝕
• 燒蝕:鏡片表面與空氣中的活性物質發生氧化反應,所
樹葉狀
光帶狀
點或氣泡狀
特性不良.膠合
• 膠合寸法不良為肉厚,偏芯
肉厚:兩片鏡片膠合后由于單片肉厚搭配不當造成完品 肉厚超差 偏芯:兩片鏡片膠合后中心光軸的重合度超差。
特性不良.涂墨
• 五、涂墨不良:外觀不良,寸法不良;
A、溢墨:由于墨劑過多或手法不當,墨溢出涂墨范圍; B、涂墨不均:墨涂的不均勻或墨的顏色不一致; C、墨淡:墨的色澤過淡,無法達到消光的目的; D、污痕:涂墨后呈現密集的點狀或指印等痕跡,原因為涂 墨前污染涂墨面導致; E、不到位:涂墨區域未完全涂完; F、脫墨:墨的附著力不足﹐墨層在外力作用下(如超聲波清 洗等)產生墨層脫离鏡片。
A、膜落:鏡片表面蒸鍍膜層附著力不夠,經洗凈或擦拭后出現條狀或塊 狀膜層脫落現象。造成此不良的原因為上鍍前基底清潔度不夠,蒸鍍 時真空鍍不夠,或烘烤溫度不夠。 B、膜不:膜層表面出現的點狀或條狀未上鍍現象或膜層不一致現象。造 成此不良的原因為鏡片蒸膜時表面有灰塵或絮狀物附著。 C、膜欠:鏡片研磨面周邊未上鍍現象(月牙形,周邊全周,單邊)。 造成此不良的原因為鏡片與鍍膜治具吻合度不佳。 D、粒大:鍍膜過程中,蒸鍍藥材飛濺、噴射,附著在鏡片上的現象。 E、膜色NG,重膜等。
光學冷加工常見不良與分析
講師:趙繼凡 日期:2008- 8-8
內容提要
光學鏡片加工簡介 光學冷加工工序簡介 特性不良 非特性不良 檢查方法
光學加工簡介
• 光學鏡片加工按加工方式分為熱加工與冷 加工兩種 • 熱加工指的是熱壓成型的加工方式,如非 球面的加工。 • 冷加工為利用傳統的物理研削的加工方式, 目前大多數的球面鏡片加工均屬于冷加工。
亮點:由于芯取邊過粗糙,造成涂墨后墨劑無法均勻沁
入,,呈顆粒狀白色發亮點狀分布。 亮取加工前排反面,造成芯取加工
后導角反面的現象。
特性不良.芯取
芯取最突出的特性不良為寸法不良:
外徑( Φ ),偏心,導角,弧高(H值)
特性不良.鍍膜
• 三、鍍膜不良:外觀不良,寸法不良
特性不良.研磨
研磨寸法不良
面本數、面精度、肉厚、曲率半徑(R值)
特性不良.芯取
• 三、芯取不良:外觀不良,寸法不良
夾傷:芯取加工夾具有毛刺,造成邊緣弧狀或點狀傷痕
弧狀
特性不良.芯取
破裂:鏡片研磨面邊緣因受力不均造成炸裂,芯取造成的
破裂多為連綿鋸齒狀,是進刀過快或砥石磨合不好造成。
特性不良.芯取
特性不良.鍍膜
鍍膜寸法不良為分光NG,即鍍后測試時在各波 長段反射率超出圖面規定的范圍。
特性不良.膠合
• 四、膠合不良:外觀不良,寸法不良
A、氣泡:膠合層圓形呈氣泡狀不良,為膠合時膠水揉膠不均勻或 排氣不徹底造成。 B、干膠:膠合層進外徑面干燥的膠水,呈亮邊或干裂狀,原因為 擦膠或刮膠侵蝕了膠合層。 C、內污:膠合層雜質或臟污,呈點狀分布,原因為膠合面清潔鍍 不夠。 D、脫膠:膠合層分離,呈干涉條紋、點等剝離狀。
形成的塊狀或點狀不良。
塊狀
點狀
非特性不良.燒蝕
A、白燒蝕:多因鏡片研磨面暴露在空氣時間過長,鍍膜
前表面清潔不徹底,此外還有部分為材質問題,造成鏡片 表面白色霧狀或塊狀物附著;
B、膜色燒蝕:鏡片表面發生氧化后,經鍍膜形成一種不
規則的,膜色差異較明顯的塊狀不良。
各項不良檢查方法
• 外觀不良:
A、先透射再反射檢查:傷痕,砂目,膠合面不良,材不, 白燒蝕; B、反射檢查:膜色燒蝕,涂墨不良,鍍膜不良,破裂; C、哈氣檢查:鍍膜前較難發現的燒蝕和水印。
气泡
雜質
特性不良.研磨
• 二、研磨不良:外觀不良,寸法不良
傷痕:研磨加工時﹐因取拿不當或測量手法不當﹑研磨皿
有顆粒不良將鏡片表面刮傷。有線狀,點狀和弧形
條狀
點狀
特性不良.研磨
砂目:鏡片拋光面因粗磨完品較粗糙或精磨度不足﹐所留
下的點狀或网狀不良。
點狀
點狀
網狀
特性不良.研磨
• 研磨不良砂目分析
1、周邊性:研磨不徹底或磨耗量不夠,鏡片研磨面的周邊 有閃爍亮點; 2、全面性:研磨不徹底或磨耗量不夠,整片鏡片研磨面均 有閃爍亮點; 3、粗亮點:鏡片研磨面研磨不徹底或磨耗量不夠,形成較 粗的閃爍亮點。
非特性不良
非特性不良是指各工程均會發生的不良,主要有 傷痕,破裂,燒蝕
非特性不良.傷痕
• 動作傷痕:因操作不規范造成的不規則點狀或條狀刮傷; • 測量傷痕:在量測過程中因檢具或測量儀器有毛刺,或
測量手法不當,造成的刮傷或壓傷;
• 擦拭傷痕:擦拭過程中用力不當或鏡片表面有顆粒灰塵,
造成擦拭后螺旋狀或大面積條狀。