东洋注塑机基本参数
注塑机的基本参数及型号表示

注塑机的基本参数及型号表示注塑机的基本参数注塑机的基本参数能较好地反映出注塑成型制品的大小,注塑机的做功能力以及对被加工物料的种类,品级范围和制品质量的评估,是设计,制造,选择和使用注塑机的依据。
1,注塑量——在对空注射条件下,注塑螺杆或柱塞作一次最大注塑行程时,注塑系统所能达到的最大注出量。
该参数在一定程度上反映了注塑机的加工能力,标志着该注塑机能成型塑料制品的最大质量,是注塑机的一个重要参数,注塑量一般有二种表示方式,一种以PS为标准(密度ρ=1.05g/cm3)用注出熔体的质量(g)表示,另一种是用注出熔体的容积(cm3)来表示根据定义,注塑螺杆一次所能注出的最大注塑容量的理论值为:螺杆头部在其垂直与轴线方向的最大投影面积与注塑螺杆行程的乘积。
QL =π/4 D2 S注塑机在工作过程中是达不到理论值的,因为塑料的密度随温度,压力的变化而发生相应变化,,因此,注塑容量需作适当修正,修正后的注塑容量为Q=αQL =π/4 D2 Sα, α——射出系数,一般为0.7∽0.9,在注塑机上加工塑料制品,一般制品的质量及浇注系统总用料量以不超过注塑机注塑量的25%∽70%为好,2,注塑压力——螺杆或柱塞端面作用于熔体单位面积上的力,注塑压力的大小与注塑机结构,流动阻力,制品形状,塑料的性能,塑化方式,塑化温度,模具结构,模具温度和对制品精度要求等因素有关,实际生产中,注塑压力能在机器容许的范围内调节,注塑压力的大小要根据实际情况进行选用,一般注塑压力选择范围如下。
A 、物料流动性好,制品形状简单,臂厚较大,一般注塑压力小于340∽540Kgf/cm2 。
适用于LDPE,PA等物料的加工。
B、物料熔体黏度较低,制品精度一般,注塑压力为680∽980Kgf/cm2 。
适用于PS,HDPE等物料的加工。
C 、物料熔体黏度中等或较高,制品精度有要求,形状复杂,注塑压力为980∽1370Kgf/cm2 。
适用于PP,PC等物料的加工。
注塑机基本参数表
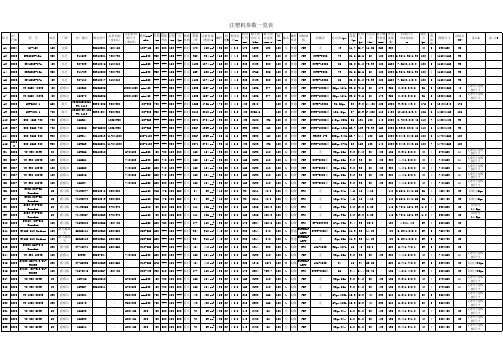
HV-150 IS350GS-19A. IS450GS-27A IS350GS-19A IS450GS-27A VC 2550/400TE VC 2550/400TE HTF650X/1 HTF780X/1 DUO 4550/700 DUO 3550/700 DUO 3550/900 DUO 5550/900 VC 330/80TE VC 330/120TE VC 330/120TE VC 330/120TE VC 330/120TE ET25/280-35 Concept ET25/280-35 Concept ET50/370-200 Concept ET50/370-200 Concept ET100/420-310 Concept ET150/610 Dragon ET150/610 Dragon ET200/560-840 Concept VC 330/120TE ET200/560-840 ELEXISS ET100/420-310 ELEXISS VC 330/80TE VC 330/80TE VC 1050/220TE VC 1050/220TE VC 200/50TE VC 200/50TE VC 200/50TE VC 200/50TE VC 200/50TE VC 200/50TE
注塑机参数一览表
机号 A1 A2 A3 A4 A5 A6 A7 A8 A9 A10 A13 A14 A15 B1 B2 B3 B4 B5 B6 B7 B8 B9 B10 B11 B12 B13 B14 B15 B16 B17 B18 B19 B20 B21 B22 B23 B24 B25 B26 出厂 日期 2004 2003 2003 2003 2003 2005 2005 2003 2003 2007 2007 2006 2006 ★ 2006 2007 2007 2
注塑机参数(修订版)

機台型號品牌最大鎖模力單位:T機型 (最大射膠量)單位:OZ四柱間距 (W*L )單位:MM 最大容模厚度(H) 單位:MM 模板最大開距單位:MM 1#450F2東華45059780*103082015602#450F2東華45059780*103082015603#380F2V 東華38039740*99074014504#450F2東華45059780*103082015605#HS235A 恒生23524540*72053010306#HS235A 恒生23524540*72053010307#HS180A 恒生18016450*6104608708#HS180A 恒生18016450*6104608709#HS150A 恒生15012410*57046082010#HS150A 恒生15012410*57046082011#HS120A 恒生1207.5380*51038071012#HS120A 恒生1207.5380*51038071013#JT100恒生1008400*53538075014#HS90A 恒生904330*38031056416#HS-180B-Ⅱ恒生18016450*61046087017#190F2V 東華19016510*680510100018#8007M/C 仁興807400*39038059019#HS-180B-Ⅱ恒生18016450*61046087020#8007M/C 仁興807400*39038059021#JT100恒生1008400*53538075022#JT100恒生1008400*53538075023#8004M/C 仁興804350*36030054024#HS-180B-Ⅱ恒生18016450*61046087025#HS-180B-Ⅱ恒生18016450*61046087026#8004M/C 仁興804350*36030054027#LD2-160PC 力達16016430*59042082028#8004M/C 仁興804350*36030054029#FT700豐鐵715500*48035045030#FT700豐鐵715500*48035045031#320F2V 東華32030660*890660125032#320F2V 東華32030660*890660125033#HS280A 恒生28030590*790590113034#HS280A恒生28030590*7905901130備注:1)機型單位:OZ,中文譯作:盎司,是英文Ounce的縮寫,是一種重量單位,1OZ=28.35克。
各规格注塑机技术参数

各规格注塑机技术参数注塑机是一种常用于制造塑料制品的设备,具有不同的规格和技术参数。
下面将介绍一些常见注塑机的技术参数。
首先是注塑机的射出量和射出压力。
射出量是指每秒钟射出的塑料量,单位通常是克/秒或克/小时。
射出压力是指在注塑过程中应用于塑料的压力,单位通常是千牛顿。
注塑机的闭模力也是一个重要的技术参数。
闭模力是指机器在封闭模具时所施加的力,通常以吨为单位。
闭模力的大小决定了机器的稳定性和生产效率。
另一个重要参数是模具开口间距。
模具开口间距是指模具在关闭时的最大间距,也就是模具最大尺寸。
这个参数决定了可以使用的模具大小和制造的产品尺寸。
注塑机的射胶机构也有一些关键的技术参数。
其中一个是螺杆直径。
螺杆直径是指注塑机中用于推送和混合塑料颗粒的螺杆的直径。
螺杆直径的大小会影响到注塑机的射胶能力和生产效率。
螺杆的长径比也是一个重要参数。
长径比是指螺母的长度与直径之比。
长径比的选取与塑料的类型和工艺有关,不同的塑料需要不同的长径比来保证良好的注塑效果。
注塑机的加热功率也是一个关键技术参数。
加热功率是指用于加热注塑机螺筒和模具的功率需求。
加热功率的大小决定着注塑机可以处理哪种类型的塑料以及生产的效率。
此外,还有一些其他的技术参数需要考虑。
例如,注塑机的最大开模距离、最大注塑压力、最大模具尺寸、射出速度等等。
这些参数会根据不同的注塑机型号和制造商而有所差异。
总结起来,注塑机的技术参数包括射出量、射出压力、闭模力、模具开口间距、螺杆直径、螺杆长径比、加热功率等。
这些参数的大小决定了注塑机的生产能力、稳定性和适用范围,根据具体的生产需求选择合适的注塑机是非常重要的。
注塑机基本参数表
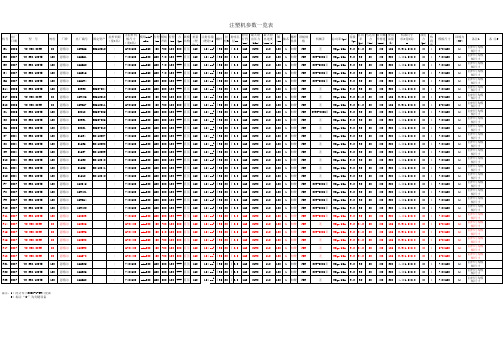
机器尺寸 (长*宽*高) m 3.9*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 3.9*1.5*2.0 3.9*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 3.9*1.5*2.0 3.9*1.5*2.0 3.9*1.5*2.0 3.9*1.5*2.0 3.9*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0 4.4*1.5*2.0
注塑机参数一览表
机号 B1 B2 B3 B4 B5 B14 B17 B18 C1 C2 C6 C7 C8 C9 C10 C11 C12 F7 F8 F9 F10 F11 F14 F15 F16 F17 F18 F21 F22 F23 出厂 日期 2006 2007 2007 2007 2007 2005 2006 2006 2005 2005 2005 2004 2004 2004 2004 2004 2004 2007 2007 2007 2007 2007 2007 2007 2007 2007 2007 2007 2007 2007 型 号 吨位 80 120 120 120 120 120 80 80 120 120 120 120 120 120 120 120 120 120 120 120 120 120 80 80 80 80 80 120 120 120 厂牌 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 恩格尔 出厂编号 159856 165551 165552 165316 165194 52392 159406 159857 52818 52391 52821 51534 51536 51537 51532 51505 51510 162545 159421 159864 159422 158823 162386 162396 162538 162390 166570 165325 165326 165550 M0507004 M0612010 M0612011 M0507005 M0507006 M0507010 M0412037 M0412038 M0412039 M0412040 M0412041 M0412042 固定资产 M0612012 拉杆间距 (宽*高) / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / 开模 无拉杆机 模厚min行程 板尺寸 max (mm (宽*高) ) 670*600 min250 450 740*680 740*680 740*680 740*680 740*680 670*600 670*600 740*680 740*680 740*680 740*680 740*680 740*680 740*680 740*680 740*680 740*680 740*680 740*680 740*680 740*680 670*400 670*400 670*400 670*400 670*400 740*680 740*680 740*680 min300 min250 min250 min250 min300 min200 min200 min300 min300 min300 min300 min300 min300 min300 min300 min300 min300 min300 min300 min300 min300 min200 min200 min250 min200 min200 min300 min300 min300 最大 模板 开距 (mm 700 顶出 行程 (mm ) 100 锁模 射出 注射容量 锁模 射 射咀孔 螺杆 力 重量 (理论)g 结构 咀R 径mm (kn (理 ) 论)g 800 直压 162 154 cm3 ∮ 35 20 ∮ 2.5 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 162 154 cm ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 3.0 154 cm ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 3.0 154 cm ∮ 35 20 ∮ 2.5 154 cm3 ∮ 35 20 ∮ 2.5 154 cm3 ∮ 35 20 ∮ 3.0 154 cm ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 3.0 154 cm ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 3.0 154 cm ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 3.0 154 cm ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 3.0 154 cm ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 2.5 154 cm3 ∮ 35 20 ∮ 2.5 154 cm3 ∮ 35 20 ∮ 2.5 154 cm ∮ 35 20 ∮ 2.5 154 cm3 ∮ 35 20 ∮ 2.5 154 cm3 ∮ 35 20 ∮ 3.0 154 cm ∮ 35 20 ∮ 3.0 154 cm3 ∮ 35 20 ∮ 3.0
注塑机基本动作和基本参数
三. 顶针(Ejector)
• 又名托模,将模具上的制品托起,使之脱离模具的过程。 • 顶针动作由顶针出和顶针进组成,顶针出分两段完成,顶针进也分两
段完成;各段分别有速度压力设定;各段有终止位置设定;顶针模式 有次数和震动两种方式供选择;若特别模具不用顶针也可脱模,可关 闭顶针;顶针次数:顶针顶出的数量;顶针停留时间:顶针顶出后到 顶针开始后退的时间间隔,亦即顶针顶出后停留时间;震动顶针次数: 顶针顶出一次,顶针前后震动的数量;震动顶针后退位置:震动顶针 后退位置值不能小于顶出第一段结束位置值,也不能小于顶针进第一 段结束位置值,且不能大于顶出第二段结束位置值;半自动时顶针停 留:半自动条件下,模具脱模制品要求,顶针顶出取下模具制品后, 进行下一周期。对这样的情况,将“半自动时顶针停留”置“开”; 开模中顶针:在开模过程中同时进行顶针动作,亦即同步顶针;开模 中顶针位置:开模到该设定位置时开始顶针动作。 • 顶针进的第二段终止位置值不得小于原点位置值;一般设定为2~ 5mm; • 顶针出的第二段终止位置即顶出终止位置设定值不能大于顶针最大行 程值。
注塑机基本动作和基本参数
第一节 注塑机基本动作
• 注塑机具有能一次成型外型复杂、尺寸精确或带有金属嵌件的质地密致的塑料制品,被广泛应用 于国防、机电、汽车、交通运输、建材、包装、农业、文教卫生及人们日常生活各个领域。注射 成型工艺对各种塑料的加工具有良好的适应性,生产能力较高,并易于实现自动化。在塑料工业 迅速发展的今天,注塑机不论在数量上或品种上都占有重要地位,从而成为目前塑料机械中增长 最快,生产数量最多的机种之一。
状态(即粘流态)的塑料注射入闭合好的模腔内,经固化定型后取得制品的工艺过程。 • 注射成型是一个循环的过程,每一周期主要包括:定量加料—熔融塑化—施压注射—充模冷却—
各规格注塑机技术参数

各规格注塑机技术参数注塑机是一种用于制造塑料制品的机械设备,主要通过将熔融塑料注入模具中,然后冷却硬化成型,最后取出成品。
不同型号和规格的注塑机具有不同的技术参数,下面将介绍一些常见的注塑机技术参数。
第一个重要的参数是注射容量(注射量),它表示每次注射到模具中的塑料量,单位通常是克(g)或立方厘米(cm³)。
注射容量是根据注射缸和螺杆的直径和行程来计算的,决定了每个周期注塑的质量。
然后是射出压力,它表示材料被注入模具时所需的压力。
通常用千帕(KPa)或兆帕(MPa)来表示。
射出压力取决于注射容量和注射速度,因此注射容量和射出压力之间有一定的关联。
接下来是射出速度,它表示注射材料进入模具的速度。
射出速度是由液压系统控制的,通常用毫米/秒(mm/s)来表示。
射出速度是根据注射时间和注塑机的射出行程来计算的。
注塑机的闭模力也是一个重要的技术参数。
闭模力表示模具在注射材料时需要施加的力量,单位通常是吨(T)。
闭模力的大小取决于模具大小和复杂性,以及注射材料的特性。
另一个重要的参数是射出时间,它表示注射材料进入模具所需的时间。
射出时间是根据射出速度和注射容量来计算的,通常用秒(s)来表示。
接下来是保压时间,它表示注塑材料在模具中保持压力的时间。
保压时间取决于材料的特性和模具的要求,通常用秒(s)来表示。
注塑机的开模力也是一个重要的技术参数。
开模力表示打开模具时所需的力量,单位通常是吨(T)。
开模力的大小取决于模具大小和复杂性。
最后一个重要的参数是机器尺寸,包括注塑机的长度、宽度、高度和重量。
机器尺寸是根据每个型号的注塑机的设计和要求来确定的。
总之,注塑机的技术参数包括注射容量、射出压力、射出速度、闭模力、射出时间、保压时间、开模力和机器尺寸等。
不同的注塑机具有不同的技术参数,根据实际生产需求选择适合的注塑机是非常重要的。
注塑机的基本参数
注塑机参数与注塑工艺参数注塑成形技术系统培训教材SANSEI精密注塑成形蔡军注塑机装置的技术参数1.螺杆直径mm2.螺杆长径比L/D3.螺杆压缩比4.螺杆行程cm5.理论注射容积cm36.最大注射重量(以PS计算)g7.螺杆最大转速r/min8.最大塑化能力kg/h9.注射压力MPa10.注射速率g/s11.注射时间s12.注射座推力与喷嘴推力kN13.喷嘴行程cm14.喷嘴伸出量(即伸出模具安装平面的长度)cm 进一步的技术参数:15.注射速度mm/s16.螺杆最大扭矩N/m17.螺杆驱动功率kW18.喷嘴球半径mm19.螺杆驱动方式(如油压马达、电动马达等)20.回复率。
合模装置的技术参数1.合模力kN2.开模力kN3.开模行程cm4.拉杆有效间距mm5.最大、最小模厚mm6.模板间的最大间距mm7.顶出力kN8.顶出行程mm9.模板定位孔直径mm10.移模速度m/s11.模板尺寸(H*V)mm12.模具安装尺寸可进一步提供的参数:13.拉杆直径mm14.调模驱动功率kN15.调模方式:如手动、电动、液压、马达等。
16.合模方式:如机械式、液压式、机械-液压式等。
17.顶出方式:机械、液压、气动等。
18.顶针数量19.顶出次数20.顶针速度其它整机性能参数1.油泵马达功率kN2.电热量kW3.油箱容量L4.料斗容量kg5.外形尺寸(长*宽*高)m6.机器重量kg7.空循环时间s8.单耗Kw/kg9.最大油泵压力MPa10.总用电量kW与成形工艺有关的参数1.最大的注射量(通常要求制品与浇注系统所需塑料量为注射重量75%-80%)2.合模力(足够的合模力才能保证成形模具的锁紧,精密制品需要的合模力为模具所需合模力的1.5倍)与模具有关的参数1.嘴头部球面半径2.模板上的定位孔3.拉杆间的有效间距4.模具的厚度5.模板上模具安装螺孔(或T形槽)的尺寸与取出制品有关的参数1.合模距离必须小于注塑机的最大开模距离,确认最大开模距离2.顶出装置与顶出行程距离的确认和顶杆位置与顶杆数量的确认与机器安装有关的参数1.总用电量的确认2.贮油箱容量的确认3.注塑机外形尺寸的确认4.整机重量的确认5.冷却介质的确认螺杆结构形式的选用渐变形螺杆是一种有较长压缩段的螺杆,塑化时能量转换较为缓和,主要用于非结晶型材料,如:PVC、PS、HIPS等。