美国NANOVEA公司的三维非接触式表面形貌仪
表面三维形貌非接触测量的现状

表面三维形貌非接触测量的现状近年来,随着三维数字化技术的突飞猛进,非接触式三维形貌测量也逐渐成为了研究的热点。
其不仅可以提高测量效率、增强测量准确性,还能够充分保护被测物体的表面完整性,避免硬接触带来的破坏。
因此,在生产制造、医疗、文化保护等领域都得到了广泛应用。
目前,非接触式三维形貌测量技术已经有了多种方法,例如:光学测量、激光扫描和结构光测量等。
其中,激光扫描技术是最常用的一种方法。
它的原理是利用激光束在被测物体表面进行扫描,通过收集反射光或散射光进行三维形貌的测量。
这种方法可以在几毫秒内完成对物体表面的扫描,其测量精度达到了数十微米,同时也具备了高速、高效、高精度等优点。
另外,结构光测量也是一种常用的表面三维形貌非接触测量技术。
它的原理是投射光源这一结构图案到被测物体表面,在投射的过程中通过对图案失真的分析,对被测物体表面的形貌进行测量。
与激光扫描技术相比,结构光测量虽然精度相对较低,但其适用于测量范围广泛,包括具有透明、反射等特性的物体。
除此之外,非接触式三维形貌测量技术还应用了光电子器件,如数字相机、CCD相机等,收集物体表面反射的光信号,并通过图像处理技术分析出物体表面的三维形貌。
这种方法不仅可以在较低成本的情况下实现三维形貌测量,而且还可以在人体和生物组织等非金属物体上进行测量。
总的来说,目前表面三维形貌非接触测量技术在多个领域都得到了广泛应用。
在以后的研究中,我们需要通过实验进一步改进技术,提高测量精度和速度,以便更好地适应不同领域的应用需求。
此外,非接触式三维形貌测量技术在制造业中的应用也是非常广泛的。
例如,在零部件加工过程中,这种技术可以非常精确地测量零件的形状和几何参数,从而保证零件的精度和质量。
在金属材料表面的质量检测中,非接触式三维形貌测量技术可以检测表面缺陷,例如凹陷或凸起,从而防止产品的失效或受损。
在文化遗产保护领域,非接触式三维形貌测量技术也发挥了重要作用。
利用这种技术,专家可以对文物进行精确的三维形貌测量,并利用测量结果进行数字化保护和虚拟展示。
ViSIA皮肤检测仪

ViSIA皮肤检测仪---------------------------------------VISIA皮肤检测仪相信不少人听说过或做过VISIA皮肤检测,但是能正确解读VISIA大神的却不多,某些美容机构声称拥有VISIA,但对其检测结果的解释漏洞百出甚至胡编乱造,这些机构或者使用的是山寨“魔镜”、或者操作人员是既没有皮肤专科背景又未接受系统培训的美导、“美容咨询师”(提醒患者检测前请认清设备VISIA、认清所谓“医生”的资质!)。
为此,有必要给大家做做VISIA科普。
VISIA是美国Canfield公司的一个拳头产品,也是唯一能对皮肤的生理学、病理学特征进行定量分析的仪器(国内山寨的也不少,至于检测效果如何相信大家心里有数),VISIA的神奇之处在于它能通过超高清(1200万像素)的摄像头,白光、紫外光、偏振光成像,不仅能将暴露在皮肤表面的问题一扫无遗,还能将脸部深层部位的潜在问题直观地反映出来,如斑点、毛孔、皱纹、卟啉、色斑、光老化情况、皮肤饱满度、皮下血管和色素性病变等,VISIA“大神”只需一遍遍扫描分析,你的“肌密”就能一一破解!做VISIA皮肤检测之前会有一些小细节需要注意,比如尽量素颜,带妆的或涂了防晒的需先做皮肤清洁,因为皮肤附带的粉体、灰尘很容易盖住真实的皮肤,诱导VISIA误判(VISIA 再智能也只是台仪器而已)。
皮肤状态里头还有“刚化妆”的选项,如果不方便卸妆,操作人员选择相应的皮肤状态,确保合理的检测评分。
检测前要求输入个人信息,如姓名年龄等,很多人不明白为什么非要精准到出生年月日,这是因为美国佬在推出这个系统时,内置庞大的数据库,将同种族、同龄、同肤型的人群进行比对,VISIA检测结果当中的百分比也就是根据这个进行对比的,所以,在VISIA面前,要诚实不隐瞒真实年龄。
接下来,根据操作人员的提示,将下巴和额头放在校准器里,闭眼不动,拍摄左、中、右三个角度,整个拍摄过程轻松完成!VISIA系统检测结果解读1、斑点利用标准白光拍摄,指的是肉眼可见、皮肤表面的斑点或表皮其它色素沉淀,如晒斑、雀斑,痘痘、痘印、痣也会被归纳在内,所有这些问题都会被一个个圈起来,圈圈越多,表皮呈现的色素问题越多!生活中各种化妆品,包括美白产品针对的就是它们。
三维表面形貌仪(ST400

ST400三维表面形貌仪(美国NANOVEA
产品介绍:
ST400型三维表面形貌仪是一款多功能的三维形貌仪,采用国际领先的白光共聚焦技术,可实现对材料表面从纳米到毫米量级的粗糙度测试,具有测量精度高,速度快,重复性好的优点,该仪器可用于测量大尺寸样品,并具有多种选项,包含360°旋转工作台,原子力显微镜模块,光学显微镜,特征区域定位等多种功能模块。
·应用范围广
·适合大样品的测试
·测量范围:150mm×150mm
·360O旋转工作台
·带彩色摄像机(测量前可自动识别特征区域)
1355/ 2027/ 062 云
产品特性:
1,采用白光共聚焦色差技术,可获得纳米级的分辨率
2,测量具有非破坏性,测量速度快,精确度高
3,测量范围广,可测透明、金属材料,半透明、高漫反射,低反射率、抛光、粗糙材料(金属、玻璃、木头、合成材料、光学材料、塑料、涂层、涂料、漆、纸、皮肤、头发、牙齿…);
4,尤其适合测量高坡度高曲折度的材料表面
5,不受样品反射率的影响
6,不受环境光的影响
7,测量简单,样品无需特殊处理
8,Z方向,测量范围大:为27mm
主要技术参数:
1,扫描范围:150mm×150mm(最大可选600mm*600mm)
2,扫描步长:0.1μm
3,扫描速度:20mm/s
4, Z方向测量范围:27mm
4, Z方向测量分辨率:2nm
产品应用:
MEMS、半导体材料、太阳能电池、医疗工程、制药、生物材料,光学元件、陶瓷和先进材料的研发。
10.1三维非接触式形貌测量方法简介

工程振动测试技术非接触式测量方法是目前发展较快的一种方法,在以下几种情况下,需要采用非接触式测量方法:01 对附加质量比较敏感,传感器的质量对测量结果影响大,如各种轻薄结构;02 直接接触会对试件产生损毁,如各种文物等;03 在恶劣条件下不能接触,如高温高压的试件;04 接触会改变整个系统,如液体表面等。
三维非接触式形貌测量1.电磁学2.声学3.光学根据测量原理的不同,可分为三类,是各学科的相互交叉和相互渗透的结果。
光学方法可依照光源扫描方法的不同分为点扫描、线扫描和全场扫描。
从被测物的运动状态出发,可分为动态测量和静态测量等。
三维非接触式形貌测量1.电磁学2.声学3.光学根据测量原理的不同,可分为三类,是各学科的相互交叉和相互渗透的结果。
光学方法可依照光源扫描方法的不同分为点扫描、线扫描和全场扫描。
从被测物的运动状态出发,可分为动态测量和静态测量等。
3.光学主动式光学三维测量相位测量轮廓法空间相位检测法调制度测量轮廓法飞行时间法主动三角法莫尔云纹法傅立叶变换轮廓法主动式光学三维测量相位测量轮廓法空间相位检测法调制度测量轮廓法飞行时间法主动三角法莫尔云纹法傅立叶变换轮廓法阴影云纹法将一平行光栅置于物体表面,并用一束与光栅表面法线夹角为γ的光线照射,设观测方向与光栅表面法线夹角为φ,如图所示。
在远处观测,从P点入射的光线(假想P点为光栅透光量最大点),由物体表面反射,为观测者所接受,则形成亮点,一系列这样的亮点形成了亮条纹。
它们必然满足以下的几何关系:在远处观测,从P点入射的光线(假想P 点为光栅透光量最大点),由物体表面反射,为观测者所接受,则形成亮点,一系列这样的亮点形成了亮条纹。
它们必然满足以下的几何关系:ϕγtan tan +=na w 式中w 即为物体上的p’点的高度该方法测量精度较低,同时由于制作大面积的光栅很困难,所以阴影云纹法只适用于小范围的测量。
投影云纹法将一光栅投射到物体表面,用摄像机记录下由于物体表面不平而引起变形的栅线,再与未变形的栅线叠加,产生几何干涉云纹条纹图,分析云纹图就可以得到物体表面的等高线分布图。
美国zeta泽塔公司三维立体显微镜轮廓仪资料

0.5x 100mm x 100mm XY 驱动范围 30mm 纵向驱动范围 1024x768像素, 1/3英寸 CCD
计算机控制系统
CPU: 内存: 硬盘: 显示器:
英特尔® 酷睿2 双核处理器 3GB 320GB 22英寸宽屏 LCD(1680x1050像素)
LED PSS 尺寸 & 间距
太阳能栅线轮廓
载物台选择
Zeta 20 标准机座:
12英寸 × 9英寸。面板上 1英寸间距 1/4-20 螺纹的 小孔阵列可用来安装不同的 载物台
旋转式载物台:
360度旋转范围, 用于样品定向。
手动载物台:
100mm x 100mm XY驱动范围,多用途。 。
倾斜式载物台:
+/- 60度倾斜角调 整范围
提高检测效率的选项
大视场三维成像;高纵横比深 槽的测量;透明样品内多层结 构的探测。
Precision Polishing
钻石抛光垫等极粗糙表面的 成像和测量
系统技术参数
光学参数
Z轴分辨率 数值孔经(NA) XY轴分辨率 1 视场 2 视场 Z轴测量精确度 Z轴测量重复性
5x 5.90 0.15 2.20 1920x1440 5029x3771 3 ±2.5% 10x 1.50 0.30 1.10 960x720 2514x1886
3
数码相机 耦合镜
20x 0.50 0.45 0.75 480x360 1257x943 50x 0.10 0.80 0.42 192x144 503x377 100x 0.07 0.90 0.40 96x72 251x189
Z 轴驱动 核心光学组件
优于1.5% (1σ/平均值 )
XY 载物台
NanoFocus三维表面形貌轮廓测量仪(共聚焦显微镜)运用于汽车材料检测、气缸内壁检测、钢板表面涂层检测
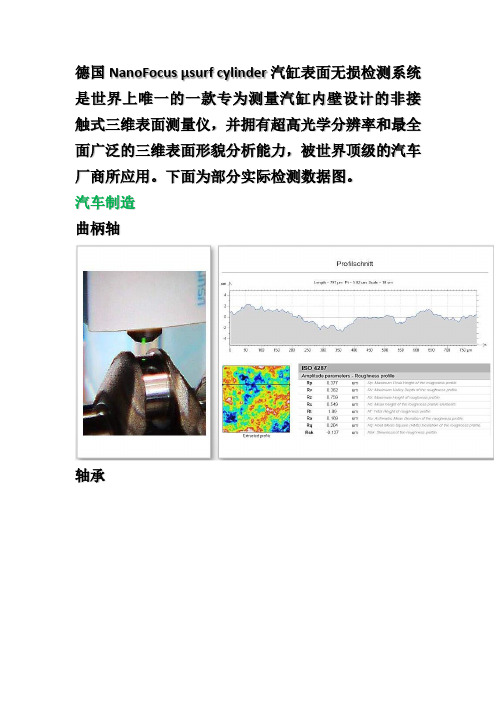
德国NanoFocus µsurf cylinder汽缸表面无损检测系统是世界上唯一的一款专为测量汽缸内壁设计的非接触式三维表面测量仪,并拥有超高光学分辨率和最全面广泛的三维表面形貌分析能力,被世界顶级的汽车厂商所应用。
下面为部分实际检测数据图。
汽车制造
曲柄轴
轴承
薄钢板
汽车外观检测
巴斯夫(BASF)作为NanoFocus合作用户,其研发的车身涂料检测,NanoFocus为其高品质产品带来简便
快捷且无任何破坏性的。
汽车制造未加工的和镀层的钢板
NanoFocus mobile(便携式三维形貌轮廓测量),基于其轻巧结构,方便携带至工厂、车间、实验室等几
乎任何地方检测,且受到周围环境影响微乎其微。
发动机气缸缸壁分析
国内应用厂商目前有上海大众,成都一汽,美捷特,中科院等汽车研究、应用方向众多客户。
缸壁磨损
德国NanoFocus 三维轮廓形貌测量仪(共聚焦显微镜)表面无损检测系统是世界上唯一的一款专为测量汽缸内壁设计的非接触式三维表面测量仪,并拥有超高光学分辨率和最全面广泛的三维表面形貌分析能力,被世界顶级的汽车厂商所应用。
美国NANOVEA公司的三维非接触式表面形貌仪资料

四、产品技术优势
1.采用国际最前端的白光轴向色像差技术,可获得最小2nm的分辨率
2.测量具有非破坏性,测量速度快,精确度高
3.测量范围广,可测透明、金属材料,半透明、高漫反射,低反射率、抛光、粗糙材料(金属、玻璃、木头、合成材料、光学材料、塑料、涂层、涂料、漆、纸、皮肤、头发、牙齿…;
6、具有精确定位功能,可以从已经扫描的区域中重新精确扫描任意特定区域。
6.2专业3D
分析软件功能:
1、创建2D,3D图像;
2、自动得到样品的线粗糙度参数(Ra,Rp,Rv,Rz,Rc,Rt,Rq,Rsk,Rku),面粗糙度(Sa,Sp,Sq,Sv,Sz,Ssk,Sku),平整度,波纹度等参数;
3、自动校准功能,例如粗糙度,一般情况下对于曲面样品,首先展平,然后自动给出粗糙度的参数;
六、测试软件:
NANOVEA软件包含两个软件:NANOVEA 3D数据采集软件与专业的3D分析软件。
6.1 3D
数据采集软件功能:
1、可采集每一个测量点的XYZ三维坐标;
2、线扫描与面扫描两种模式可供选择;
3、可设置测量范围、测量步长、扫描速度等参数;
4、实时显示测量所需时间;
5、实时显示样品的2D图像与3D图像
·超高的扫描速度(可达1m/s,数据采集频率可达
31KHz,最高可达
324KHz)
·能保证超高平整度和稳定性(花岗石平台)
三、测量原理简介:
Nanovea公司的三维非接触式表面形貌测量仪采用的是国际最前端的白光轴向色差技术技术实现先进的高分辨率的三维图像扫描与表面形貌测量。
纳米三坐标测量仪(轮廓仪、形貌仪)
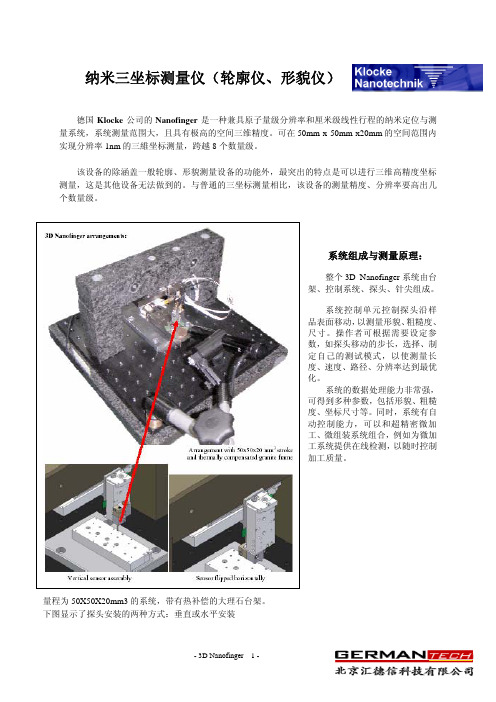
球形探头测量样品孔径及结果
- 3D Nanofinger 4 -
z 用户可以根据需要灵活设置测量方法,可以进行大面积精确测量,也可以先进行大面积低精测
量,然后对特定感兴趣的区域进行高精测量,以节省时间。 z 整个过程非接触的,间距可以保持在可以设定为几个纳米。适合各种固态样品测量,对材料性
质没有特别要求和限制。 z 布局灵活,根据用户测试要求组成合适的系统。平台可以任意组合,探头也以改变安装方向。
- 3D Nanofinger 5 -
下图显示的是用 3D Nanofinger 测量一条已标定为 90°的 V 型槽。
经测量两条线形成的夹角为: f1(x)= -1.00499*X + 3595842.866803 f2(x)= 0.994323*X + 4632506.155209 测量角度为:90.022°
Ra
6,010 nm
5,882 nm
-128 nm
Rz
23,700 nm
23,218 nm
-482 nm
5.在狭窄的结构中进行扫描测量
以下测量的是玻璃光导上的 V 型沟槽。下图为整个 V 型沟槽阵列的总览。
- 3D Nanofinger 7 -
单个 V 型沟槽的扫描图像
该沟槽 3D 形貌图
目前还没有其他一种测量方法可以测量这种深沟槽结构。以下为其他两种光学方法的测量结果。
针尖:
3D NanoFinger 的针尖架可装不同微探针。针尖的种类多样,从尖锐的线针尖(针尖尖端半径可 达 50nm 的)到球型头各异,用户可根据检测目的和应用范围不同进行选择。
通常细线状针尖可以深入到大深宽比微结构的内部,以纳米精度测量表面的粗糙度、轮廓、尺 寸甚至整个区域的 3D 图像。而具有确定直径的球头主要用来测量样品的尺寸。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
美国NANOVEA公司的三维非接触式表面形貌仪一、 产品简介美国NANOVEA公司是一家全球公认的在微纳米尺度上的光学表面轮廓测量技术的领导者,生产的三维非接触式表面形貌仪是目前国际上用在科学研究和工业领域最先进表面轮廓测量设备,采用目前国际最前端的白光轴向色差原理(性能优于白光干涉轮廓仪与激光干涉轮廓仪)对样品表面进行快速、重复性高、高分辨率的三维表面形貌、关键尺寸测量、磨损面积、磨损体积、粗糙度等参数的测量。
二、产品分类该公司的三维非接触式表面形貌仪主要有4款:JR25、PS50、ST400与HS1000(区别见技术参数):JR25便携式三维表面轮廓仪:野外操作或不可拆卸部件的理想选择·便携式表面形貌仪·结构紧凑,性价比高·替代探针式轮廓仪和干涉式轮廓仪·应用范围广·测量范围:25mm×25mmPS50表面轮廓仪:科研单位与资金不足企业的最佳选择·性价比高·结构紧凑·替代探针式轮廓仪和干涉式轮廓仪·应用范围广·测量范围:50mm×50mmST400表面轮廓仪:·应用范围广·适合大样品的测试·测量范围:150mm×150mm·360O旋转工作台·带彩色摄像机(测量前可自动识别特征区域)HS1000表面轮廓仪:·适用于高速超快自动测量场合·超高的扫描速度(可达1m/s,数据采集频率可达31KHz,最高可达324KHz)·能保证超高平整度和稳定性(花岗石平台)三、测量原理简介:Nanovea 公司的三维非接触式表面形貌测量仪采用的是国际最前端的白光轴向色差技术技术实现先进的高分辨率的三维图像扫描与表面形貌测量。
•利用白光点光源,光线经过透镜后产生色差,不同波长的光分开后入射到被测样品上。
• 位于白光光源的对称位置上的超灵敏探测器系统用来接收经被测样品漫反射后的光。
•根据准共聚焦原理,探测器系统只能接收到被测物体上单点反射回来的特定波长的光,从而得到这个点距离透镜的垂直距离。
• 这个点为点光源与传感器所在的直线的中垂线与样品的交点。
•再通过点扫描的方式以S路径获得物体的三维表面形貌特征。
•最后将采集的数据交给专业的三维处理软件进行各种表面参数的分析。
•软件能够自动获取用户关心的表面形貌参数。
四、 产品技术优势1.采用国际最前端的白光轴向色像差技术,可获得最小2nm的分辨率2.测量具有非破坏性,测量速度快,精确度高3.测量范围广,可测透明、金属材料,半透明、高漫反射,低反射率、抛光、粗糙材料(金属、玻璃、木头、合成材料、光学材料、塑料、涂层、涂料、漆、纸、皮肤、头发、牙齿…);4.适合测量高坡度高曲折度的材料表面(最高坡度为86o,接近垂直)5.不受样品反射率的影响6.不受环境光的影响7.测量简单,样品无需特殊处理8.Z方向最大测量范围为24mm9、测量速度快,最高可达1m/s10、测量样品的范围大,可一次600mm*600mm范围内样品的表面形貌五、仪器功能:三维表面形貌测试系统主要用于自动测量样品的二维、三维表面形貌、表面粗糙度、关键尺寸(包括高度、孔洞深度、长度等)、关键部位的面积和体积等表面参数。
六、测试软件:NANOVEA软件包含两个软件:NANOVEA 3D数据采集软件与专业的3D分析软件。
6.1 3D数据采集软件功能:1、可采集每一个测量点的XYZ三维坐标;2、线扫描与面扫描两种模式可供选择;3、可设置测量范围、测量步长、扫描速度等参数;4、实时显示测量所需时间;5、实时显示样品的2D图像与3D图像6、具有精确定位功能,可以从已经扫描的区域中重新精确扫描任意特定区域。
6.2 专业3D分析软件功能:1、创建2D,3D图像;2、自动得到样品的线粗糙度参数(Ra,Rp,Rv,Rz,Rc,Rt,Rq,Rsk,Rku),面粗糙度(Sa,Sp,Sq,Sv,Sz,Ssk,Sku),平整度,波纹度等参数;3、自动校准功能,例如粗糙度,一般情况下对于曲面样品,首先展平,然后自动给出粗糙度的参数;4、关键尺寸分析:磨损的深度,空洞的半径,磨损面积,磨损体积等参数;5、利用计算机远程控制;6、具有光谱、分形与自相关功能;7、多种格式的图像与数据输出。
七、 技术参数1. 工作台技术参数:ST400 PS50 JR25 HS1000150mm50mm 25 x 25mm 400 x 600mm60mm 30mm 30mm 50mm0.1μm 0.1μm 0.1um 0.005um20mm/s10mm/s7mm/s 1m/s 备注:其中ST400光学轮廓仪的工作台可进行扩展,扩展后,该仪器的XY 方向的测量范围为200mm*200mm,300mm*300mm,400mm*400mm,500mm*500mm,600mm*600mm等。
2.光学测量探头技术参数:Z垂直测量范围:最大达24mm,最小为2nm(由选择的光学探头确定)3.原子力显微镜测量模块:由于三维接触式表面形貌仪的横向分辨率最小只能达1µm,如果要想得到横方向在1µm以内的三维表面形貌就必须加上原子力显微镜AFM模块,NANOVEA公司开发了ST400三维表面形貌仪上加载原子力显微镜的整套系统,这样,就解决了三维表面形貌仪横向分辨率低的缺点,加载AFM模块的三维表面形貌仪ST400具有了目前世界上最强大的三维表面形貌测量功能,可以解决从纳米级到微米量级的高精度三维表面形貌探测,AFM具体指标如下:/// X方向的扫描范围:110µm;/// Y方向的扫描范围:110µm;/// Z方向的扫描范围:22µm;/// XY方向的扫描分辨率:0.15nm/// XY方向的扫描分辨率:0.027nm八、产品应用随着微纳米技术与精密加工技术的发展,对物体的表面参数的测量越来越重要,传统的光学显微镜技术与扫描电镜技术已经不能满足工业开发对样品进行大范围、高精度、高速度、定量测量的需要,三维非接触式表面形貌仪由于其独特的性能,可以解决这些传统技术对三维表面形貌测量限制,越来越多的行业开始使用三维非接触式表面形貌仪来进行产品的质量控制与研发,三维表面形貌仪已经成为研究材料表面特性不可缺少的工具之一。
目前主要的应用方向有:九,测试实例:1、水泥表面形貌测试:水泥经过酸化腐蚀后在样品的表面形貌三维表面形貌图粗糙度测试结果2、砂纸表面形貌测试:砂纸的二维形貌图与面粗糙度测试结果砂纸的三维表面形貌3.钢球样品:对钢球进行摩擦磨损后,表面有一个磨损的孔洞。
钢球磨损的二维表面图像,不同的颜色代表不同的高度钢球磨损的三维表面图像,不同的颜色代表不同的高度4.沟槽沟道测试:5.金属腐蚀样品:样品经过腐蚀后,表面高低不平金属腐蚀的三维表面形貌腐蚀深度的测试结果选定曲线的等高线图选定曲线的线粗糙度测试结果十、公司简介(1)美国NANOVEA公司美国NANOVEA公司是一家全球公认的三维表面形貌测试技术的领导者,生产的三维表面形貌仪测试系统是目前国际上用在科学研究和工业领域最先进设备之一,该公司在光学设计、精密机械和科学软件算法方面,拥有长期不断发展的专利技术,由于这些专门技术的应用,NANOVEA为生产和质量控制的研究和发展提供精密准确的全方位解决方案。
NANOVEA公司原是美国Micro Photonics集团旗下的子公司,2004年开始正式成立NANOVEA品牌,NANOVEA在三维表面形貌测试方面已有17年的专业经验,客户遍及世界各地,其中包含许多世界知名企业,公司的理念是“Today’s standard for tomorrow’s materials”。
NANOVEA 的专业技术人员能快速和高效的响应世界各地的用户要求,作为一个顶尖的制造和供应商,NANOVEA优先考虑的用户需求。
(2)环球(香港)科技有限公司环球(香港)科技有限公司是一家著名的高科技仪器、设备供应商,始终致力于为国内各行业的用户提供实验室仪器和工业设备的服务。
公司创建于1991年,总部设在香港。
历经十多年的发展与壮大,公司成为众多世界知名仪器制造商在中国大陆和香港地区的独家代理,在石油化工、材料测试、生命科学、制药、食品、激光和磨料磨具等多种领域拥有大量客户。
与其它仪器和设备的供应商相比,产品的多样化加上环球科技专业的销售和技术服务,奠定了我们在业界坚实的领导地位。
我们在中国已拥有北京、上海、广州和成都四个办事处,如此广泛的市场覆盖面使得我们能够迅速获得市场的信息,对客户的需求做出及时的反应。
我们在香港的总部设有物流管理中心,为所有客户提高进口和交货的效率。
公司目前拥有员工近200多位,其中技术服务人员占公司总人数的40%。
为用户提供完善的服务一贯是环球(香港)科技有限公司的宗旨,迄今为止,没有任何用户对环球(香港)科技有限公司的售后服务提出质疑。
十一、全球部分知名客户:• Applied Materials• Benet Labs• Conoco Phillips• Deloro Satellite Inc.• General Motors – Fuel Cell• Goodrich Corp.• Greatbach• Hydro-Quebec• Intel Corp• Johnstech International• Kester• Kocaeli University• Lawrence Livermore National Labs• Lilliputian• Los Alamos National Labs• NASA - Jet Propulsion Lab• Rensselaer Polytechnic Institute• Rohm & Haas• Saint Gobain• Southern Illinois University• Spectrolab• Sub-One Technology• Textron• Timken• Sabana University, Turkey• Universidad Federal de Minas • Gerais• University of Arizona• University of California San Diego • University of Hawaii• University of Laval• 长城润滑油• 西北工业大学• Gore(深圳)• 西安交通大学• 中石油大连润滑油研发中心• 中国航空航天材料研究所• 第四军医大学• 中国电子科技集团• 中石化工程院• 西北核物理研究所• 中国石化石油化工科学研究院 • 上海中微半导体• 苹果(中国)•天津大学•渤海大学•南京化工职业技术学院。