锅炉和热交换器用焊接钢管
美国材料与试验协会_ASTM_的不锈钢标准_钢管_tube和pipe_1_

WU Qian- si ( China Metallurgical Information & Standardization Research Instutite, Beijing 100730, China)
由于牌号、钢管品种数量很多, 力学性能指标不 在此介绍。
( 2) 工艺试验 锅炉和热交换器管, 进行压扁和卷边试验, 奥氏 体钢焊接钢管还进行反弯试验。压扁和卷边试验是 从每批钢管中一根钢管的两端各取一个试样进行, 反 弯试验是从每 450m 钢管中取 一个试样进行。标准 还规定, 这种钢管应能经受成形操作, 即当钢管装入 锅炉或管板时, 应能经受扩压或卷边作业而不出现裂 缝或裂纹。过热器钢管在正常操作下, 应能经受制作 时必要的锻打、焊接和弯曲加工而不出现缺陷。
美国 ASTM 的不锈钢钢管标准分为两个系统, 即 不锈钢/ tube0标准和不锈钢/ pipe0标准, 共有标准 30 多个。/ Steel tube0 和/ Steel pipe0 译为 中文 都是/ 钢 管0, 所以这两种标准的中译本都是钢管标准。实际 上这两种钢管及其标准在内涵上是有区别的。本文 按 tube 标准和 pipe 标准两部分作简要介绍。
< 25 25~ 40 > 40~ < 50
允许偏差 + 0. 4 - 0. 8
? 0. 10 ? 0. 15 ? 0. 20
表 5- 2
公称外径
允许偏差
热精整无缝钢管
> 100~ 200
+ 0. 4 - 1. 2
冷拔无缝钢管和焊接钢管
50~ < 65
换热器用不锈钢管的参考规格

不锈钢换热管系列产品规格参考表:
不锈钢换热管的生产执行标准:
ASTM A249锅炉、过热器、换热器和制冷器用焊接奥氏体不锈钢钢管
GB/T24593-2009锅炉和热交换器用奥氏体不锈钢焊接钢管
GB/T12771-2008流体输送用不锈钢焊接钢管
HG/20537.2-92管壳式换热器用奥氏体不锈钢焊接钢管技术要求
不锈钢U型管的规格表:
不锈钢U形管可以用于干燥气体和收集低沸点液体。
在U形管中装入干燥剂,可以对通过气体进行干燥,另外,在U型管中装入白色的无水CuSO4粉末,可以对通过的气体进行检验是否有水的操作,无水硫酸铜不稳定,易吸水,而形成稳定的五水合硫酸CuSO4·5H2O,呈蓝色,通过颜色变化可以证明气体含有水蒸气,该反应迅速灵敏。
不锈钢蛇形管生产规格表:
Φ8-25*0.6-2.5不锈钢蛇形管冷凝器换热器用管,应用比较广泛。
不锈钢螺纹管生产规格:
纹管又称低肋管,主要是靠管外肋化(肋化系数为2-3)扩大传热面积,一般用于管内给热系数比管外给热系数大1倍以上的场合。
对于管外冷凝及沸腾,由于表面张力作用,有较好的强化作用。
用螺纹管与折流杆组合不仅可以消除换热管振动问题,而且比弓形折流板横向流换热器系数提高30%左右,管束的压降减少50%。
无锡NB/T47019锅炉、热交换器用管订货技术条件讲义-文档资料

2011.09.30
12
标准结构
3、主要结构 本系列标准根据我国锅炉和换热器行业的特点分为若干个部分,以《通则》部分规定锅炉和热交换 器管的通用要求。 本系列标准共分为以下8个部分: NB/T 47019.1-2001《锅炉热交换器用管订货技术条件 第1部分:通则》 NB/T 47019.2-2001 《锅炉热交换器用管订货技术条件 第2部分:规定室温性能的非合金和合金钢》 NB/T 47019.3-2001 《锅炉热交换器用管订货技术条件 第3部分:规定高温性能的非合金和合金钢》 NB/T 47019.4-2001《锅炉热交换器用管订货技术条件 第4部分:低温用低合金钢》 NB/T 47019.5-2001《锅炉热交换器用管订货技术条件 第5部分:不锈钢》
10
第三部分 标准结构
2011.09.30
11
标准结构
1、指导思想 经对ASME和EN等相关国外标准与GB进行的对比研究,并充分考虑锅炉和热交换器两个行业使用管子 的特点和要求,确定在结构上以EN10216作为形式参照,在内容上以EN 、ASME等相应标准作为技术参考 。以标准《通则》部分对应于ASME的通用要求,统辖标准的其它各个部分,以GB 5310、GB 3087等冶金 产品标准作为标准各部分的引用和参考标准。
所谓的Ⅰ、Ⅱ级换热器。 例如:(标准繁杂,内容(特别是尺寸公差)交叉重叠和相悖) 按用途:锅炉热交换器、流体输送;按材料:不锈钢、碳钢合金钢;制造方法:无缝管、焊接管
GB 13296 锅炉热交换器用不锈钢无缝钢管
GB/T 24593 锅炉和热交换器用奥氏体不锈钢焊接钢管 GB 5310 高压锅炉无缝钢管 GB 3087 中低压锅炉用无缝钢管
起草背景
因此,制订一个符合承压设备技术要求,适应承压设备安全监察法规标准体系、对锅炉和热交换 器的核心标准构成技术支撑、充分体现使用方的意见的统一、先进的采购标准,是当务之急的任务。 制订统一的锅炉热交换器用管订货技术条件,在规范中只规定采购产品的质量特性和接收准则,以 保证所需性能的实现。在锅炉热交换器建造标准中的材料篇章,将直接引用这个订货条件。无论进口还 是国产材料,用于锅炉热交换器建造时必须符合材料订货技术的要求。
无锡NB/T47019锅炉热交换器用管订货技术条件讲义-文档资料

(长特、久立)
(久立、武进) (成都、宝钢、衡阳) (鞍钢、成都)
GB/Txxxx
锅炉热交换器用碳钢焊接钢管
(番禺、建龙)
(长特、成都) (太钢、久立、武进) (鞍钢、成都、衡阳) (锦西、番禺、京华、金州) 6
GBT 14976 流体输送用不锈钢无缝钢管管 GBT 12771 流体输送用不锈钢焊接钢管 GBT 8163 输送流体用无缝钢管 GBT 3091 低压流体输送用焊接钢管 2019.09.30
所谓的Ⅰ、Ⅱ级换热器。 例如:(标准繁杂,内容(特别是尺寸公差)交叉重叠和相悖) 按用途:锅炉热交换器、流体输送;按材料:不锈钢、碳钢合金钢;制造方法:无缝管、焊接管
GB 13296 锅炉热交换器用不锈钢无缝钢管
GB/T 24593 锅炉和热交换器用奥氏体不锈钢焊接钢管 GB 5310 高压锅炉无缝钢管 GB 3087 中低压锅炉用无缝钢管
2019.09.30容器标准化技术委员会根据行业标准编制工作计划,于2019年8月在海南省三亚市组织 召开了“锅炉、热交换器用管订货技术条件”系列标准审定会。参加审定会的包括国标委、锅容标委、 钢管制造厂、锅炉厂、石化工程单位等领导和专家。会议期间与会人员就本系列行业标准送审稿进行了 认真详细的审核,对标准中的一些技术问题展开了深入的讨论,最终达成共识,对“锅炉、热交换器用 管订货技术条件”系列行业标准的结构、形式和技术内容给予了充分的肯定,最终一致同意按审定会意 见修改后的“锅炉、热交换器用管订货技术条件”系列行业标准向上级管理机构进行上报。
要求。另外,这些产品标准过于繁杂,有许多内容交叉重叠和相悖的地方。从安全管理角度来说,
也不符合承压设备的要求。 由于计划经济时代卖方市场的残余势力的影响,许多冶金产品标准还没有走到完全从使用性能角度 来制定真正意义上的贸易型标准的高度,使用性能数据欠缺,材料品种规格和质量无法满足用户需 求,迫使一些材料一定程度上还得依赖进口。 2019.09.30 4
不锈钢管英语

不锈钢焊管专业名称中英文对照(一)锅炉热交换器用不锈钢钢管:stainless steel tube for boiler,heat – exchanger 材质:grade外径:OD焊接方式:welding method包装方式:packing标准:standard壁厚:wt产品应用:application捆包木箱包装:bundle or wooden case规格:specification薄壁不锈钢水管:light gauge stainless steel water pipes食品卫生不锈钢管:stainless steel sanitary tubes开卷uncoiling活塞loop成型forming焊接welding内外焊缝整平outside inside weld bead rolling预矫正precalibration感应热处理:induction heat treating定径矫直sizing straightening涡流检测eddy current test喷码marking切断cutting水压检查hydrostatic test水下气压测试under water air pressure testX射线检查X ray inspection酸洗pickling最终检查final inspection发运shipping光亮退火bright annealing尺寸检测dimention examination表面质量surface examination液压试验hydrostatic test气压测试pneumatic test硬度测试harness test金相组织测试分析metallographic examination晶间腐蚀测试intergranular corrosion test机械性能测试mechanical property test拉伸试验tension test压扁试验flattering testASTM 标准下不锈钢焊管A249 关于奥氏体广泛用于热交换器,锅炉,过热器,冷凝器的焊管A269 一般用途用无缝和焊接的奥氏体不锈钢管制品标准A270 奥氏体铁素体无缝管卫生管A554 机械用焊管ASTM命名方法及扩充(以ASTM A249为例):其中在ASTM标准下,分别有以A.B.C为首字母A:ferrous material 亚铁含铁材料黑色金属材料B:non—ferrous materials 不含铁材料有色金属材料C: cementitious materials 胶结材料ASTM A249 在A248 出版之后发展,分配可以用数字,在A25.0出现之前没有实际意义。
压力容器常用规范及标准
压力容器常用的规范及标准一、规范1、GB150.1-GB150.4—2011《压力容器》2、GB151《管壳式换热器》3、JB/T4710《钢制塔式容器》4、JB/T4731《钢制卧式容器》5、JB/T4732-1995《钢制压力容器---分析设计标准(2005年确认)》6、JB/T4734《铝制焊接容器》7、JB/T4745《钛制焊接容器》8、JB/T4755《铜制压力容器》9、JB/T4756《镍及镍合金制压力容器》10.NB/T47002 《压力容器用爆炸焊接复合板》11.NB/T47011 《锆制压力容器》12.TSG R004 《固定式压力容器安全技术监察规程》二、标准材料1.GB/T228 金属材料室温拉伸试验方法2.GB/T229 金属材料夏比摆锤冲击试验方法3.GB/T699 优质碳素结构钢4.GB713-2008 锅炉和压力容器用钢板5.GB/T1220 不锈钢棒6.GB/T1221 耐热钢棒7.GB/T3077 合金结构钢8.GB3531 低温压力容器用低合金钢钢板9.GB/T4226 不锈钢冷加工钢棒10.GB/T4334 金属和合金的腐蚀不锈钢晶间腐蚀试验方法11.GB5310 高压锅炉用无缝钢管12.GB6479-2000 高压化肥设备用无缝钢管13.GB/T6803 铁素体钢的无塑性转变温度落锤试验方法14.GB/T7735 钢管涡流探伤检验方法15.GB/T8163 输送流体用无缝钢管16.GB9948 石油裂化用无缝钢管17.GB/T12771 流体输送用不锈钢焊接钢管18.GB13296 锅炉、热交换器用不锈钢无缝钢管19.GB/T14976 流体输送用不锈钢无缝钢管20.GB19189 压力容器用凋质高强度钢板21.GB/T 20878 不锈钢和耐热钢牌号及化学成分22.GB/T21832 奥氏体-铁素体型双相不锈钢焊接钢管23.GB/T21833 奥氏体-铁素体型双相不锈钢无缝钢管24.GB24511 承压设备用不锈钢钢板及钢带25.GB/T 24593 锅炉和热交换器用奥氏体不锈钢焊接钢管26.NB/T 47002.1 压力容器用爆炸焊接接复合板第1部分:不锈钢-钢复合板NB/T 47002.2 压力容器用爆炸焊接接复合板第2部分:镍-钢复合板NB/T 47002.3 压力容器用爆炸焊接接复合板第3部分:钛-钢复合板NB/T 47002.4 压力容器用爆炸焊接接复合板第1部分:铜-钢复合板27.NB/T 47008 承压设备用碳素钢和合金钢锻件28.NB/T 47009 低温承压设备用低合金钢锻件29.NB/T 47010 承压设备用不锈钢和耐热钢锻件通用件30.JB/T 4730.1 承压设备无损检测第1部分通用要求JB/T 4730.2 承压设备无损检测第2部分射线检测JB/T 4730.3 承压设备无损检测第3部分超声检测JB/T 4730.4 承压设备无损检测第4部分磁粉检测JB/T 4730.5 承压设备无损检测第5部分渗透检测JB/T 4730.6 承压设备无损检测第6部分涡流检测31.JB/T 4700 压力容器法兰与技术条件32.JB/T 4701 甲型平焊法兰(现为NB/T47021-2012)33.JB/T 4702 乙型平焊法兰(现为NB/T47022-2012)34.JB/T 4703 长颈对焊法兰(现为NB/T47023-2012)35.JB/T 4704 非金属软垫片(现为NB/T470242012)36.JB/T 4705 缠绕垫片(现为NB/T47025-2012)37.JB/T 4706 金属包垫片(现为NB/T47026-2012)38.JB/T 4707 等长双头螺柱(现为NB/T47027-2012)《压力容器法兰用紧固件》39.NB/T47014(JB/T4708) 承压设备焊接工艺评定40.NB/T47015(JB/T4709) 压力容器焊接规程41.JB/T 4711 压力容器涂敷与运输包装42.JB/T 4736 补强圈43.GB/T985.1 气焊、焊条电弧焊、气体保护焊和高能束焊的推荐坡口44.GB/T985.2 埋弧焊的推荐坡口45.GB/T 196 普通螺纹基本尺寸46.GB/T 197 普通螺纹公差47.GB/T232 金属材料弯曲试验方法48.GB/T1804 一般公差未注公差的线性和角度尺寸的公差49.GB/T21433 不锈钢压力容器腐蚀敏感性检验50.GB/T25198-2010 压力容器封头51.HG/T20592~20635-2009 钢制管法兰、垫片和紧固件52.JB/T4712.1-2007 容器支座第1部分鞍式支座JB/T4712.2-2007 容器支座第2部分腿式支座JB/T4712.3-2007 容器支座第3部分耳式支座JB/T4712.4-2007 容器支座第4部分支承式支座53.HG/T21574-2008 化工设备吊耳及工程技术要求54.HG/T21514~21535-2005 钢制人孔和手孔55.GB/T1527《铜及铜合金拉制管》56.GB/T8890《热交换器用铜合金管》57.GB/T6893《工业用铝及铝合金拉(轧)制管》58.GB/T3621-1994 钛及钛合金板材59.GB/T3624-1995 钛及钛合金管60.GB/T3625《换热器及冷凝器用钛及钛合金管》61.GB/T3880-1997 铝及铝合金轧制板材62.GB/T8165-1997 不锈钢复合钢板和钢带63.GB/T8547-1987 钛-钢复合板64.GB/T13149-1991 钛及钛合金复合钢板焊接技术条件65.GB/T13238-1991 铜-钢复合钢板66.GB16749-1997 压力容器波形膨胀节67.GB/T13306-1991 标牌。
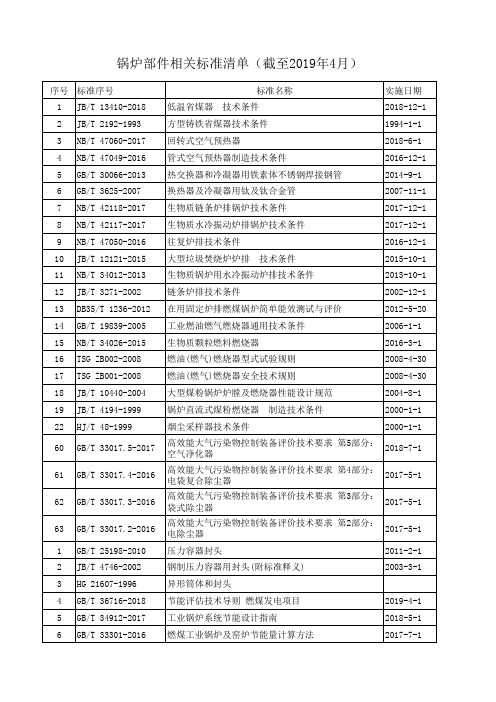
锅炉部件相关标准清单(截至2019年4月)
80 SY/T 5037-2018
普通流体输送管道用埋弧焊钢管
2019-3-1
81 SY/T 5038-2018
普通流体输送管道用直缝高频焊钢管
2019-3-1
82 SH/T 3405-2017
石油化工钢管尺寸系列
2017-10-1
83 YB/T 4370-2014
城镇燃气输送用不锈钢焊接钢管
注:国家强制性标准和推荐性标准可在《国家标准全文公开系统》网站上免费查阅 (网址:http://111.203.12.48/bzgk/gb/) 国家标准、行业标准可在《福建省标准信息服务平台》网站上免费查阅 (网址::8060/)
2010-5-1 2009-11-1 2018-3-1 2005-10-1 2018-9-1 2018-4-1 2017-11-1 2017-11-1 2017-9-1 2016-9-1 2016-11-1 2016-6-1 2016-6-1 2016-6-1 2015-4-1 2015-4-1 2014-9-1 2013-10-1 2013-5-1 2013-5-1 2013-3-1 2012-2-1 2011-6-1 2010-5-1 2010-4-1 2009-11-1 2009-11-1 2009-5-1 2009-5-1 2009-2-1 2008-11-1 2008-4-1 2007-2-1 2007-2-1 2013-3-1 2010-5-1
生物质水冷振动炉排锅炉技术条件
2017-12-1
往复炉排技术条件
2016-12-1
大型垃圾焚烧炉炉排 技术条件
2015-10-1
生物质锅炉用水冷振动炉排技术条件
2013-10-1
链条炉排技术条件
2002-12-1
无缝钢管分类及用途
无缝钢管分类及用途
无缝钢管是一种制作方式独特的钢管,其制作过程中无需焊接,因此具有较高的强度和耐压性能。
根据材质和用途的不同,无缝钢管可以分为多种类型,如下所述:
1. 结构用无缝钢管:主要用于建筑结构、桥梁、高层建筑等方面,其中包括一些常见的标准型号如10、20、35、45、16Mn 等。
2. 流体用无缝钢管:适用于输送各类流体介质,如石油、天然气、水和气体等。
根据不同的输送介质和工作温度,可以选择适合的材质和规格。
3. 石油套管:主要用于石油、天然气和水井中的钻井管道,可用于保护井眼和井壁,起到支撑和固定井壁的作用。
4. 低温用无缝钢管:用于低温环境下的输送介质,如液态氮、液态氧等。
材质一般为低温钢,具有较好的低温韧性和耐腐蚀性。
5. 高压锅炉用无缝钢管:适用于高温和高压环境下的锅炉和热交换器,如石油化工、电力、核工业等领域。
6. 结构不锈钢管:用于石油、化工、医药、食品、机械等行业的高温、高压和腐蚀环境下的输送介质。
总之,无缝钢管由于其制作工艺的独特性和优势,在各个领域
中都有广泛的应用。
具体使用时需要根据不同的要求选择合适的类型和规格。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
《锅炉和热交换器用焊接钢管》国家标准编制说明标准起草小组2010.07《锅炉和热交换器用焊接钢管》国家标准编制说明一、标准制定的目的、意义长期以来,由于焊接钢管的制造技术和质量水平较低,我国的锅炉热交换器的标准体系一般采用较保守的设计思想,锅炉、压力容器的的筒体、集箱、接管、热交换器等受压部件一般仅允许选用热轧或冷拨的无缝钢管,而不允许使用焊接钢管作为受压部件的材料。
大部分的发达国家已制定了《压力设备用焊接钢管》系列标准,对应用于锅炉和压力容器的受压部件的焊接钢管的制造工艺、质量检验和使用条件有了明确的规定,如:美国ASTM A 214/A 214M-1996日本JIS G 3461-88英国BS EN 10217-2002德国DIN EN 10217-2002等。
九十年代,我国广东、上海、辽宁、陕西等地企业先后从国外引进了多条先进的焊接钢管生产线,直缝焊接钢管的成形、焊接、无损检测和力学性能检验水平有非常大的提高,焊接钢管的生产工艺和产品质量已经达到了世界先进水平。
直缝焊接钢管与无缝钢管及钢板卷制筒体部件相比,具有较多优势,如:壁厚均匀、规格范围宽、工艺简单、性能优良、价格便宜等。
目前,GB12771-2008《流体输送用不锈钢焊接钢管》标准发布后,在设计压力≤6.4M Pa条件下,允许在压力容器或换热器用钢管中使用Φ10-425,厚度1.0-8.0的直缝不锈钢焊接钢管。
而冶金行业标准YB 4102-2000 《低中压锅炉用电焊钢管》发布至今已有10个年头,产品主要针对小口径(直径≤114mm)的电焊钢管,使应用范围受到限制。
本标准所指的直缝焊接钢管是指采用钢板或钢卷通过UOE、RBE、JCOE、ERW等冷成形技术和连续高频电阻焊或双面多丝埋弧焊和双面多丝熔化极气体保护焊工艺,焊缝质量检验采取连续的100%的涡流、超声波或工业电视射线检测,且经过水压试验合格的检验工艺。
经过外观检验、力学性检验和经水压爆破试验证明其产品性能完全可达到锅炉压力容器的质量要求。
本产品标准发布,推荐给《固定式压力容器安全技术监察规程》、GB 150《钢制压力容器》和《锅炉安全技术监察规程》等法规有条件引用,必将对我国锅炉压力容器制造行业提高生产率和降低生产成本方面引起质的飞越。
二、编制概况1、任务来源2010年4月全国钢标准化技术委员会(钢标委秘字〔2010〕15号)《关于《压力管道用焊接钢管》国家标准计划更改的通知》,批准同意番禺珠江钢管有限公司、唐山建龙实业有限公司等单位负责起草《锅炉热交换器用焊接钢管》国家标准。
2010年5月全国钢标准化技术委员会钢管分技术委员会(SAC/TC183/SC1(2010)02号)《关于转发国家标准项目计划更改的通知》,要求番禺珠江钢管有限公司尽快落实计划,确保按时完成制定任务,钢管分技术委员会将严格按照进度计划监督检查项目实施情况。
2、制定过程根据钢管分技术委员会的要求,番禺珠江钢管有限公司2010年6月组织成立了标准起草组,并进行了分工。
(1)2010年6月~7月,起草小组进行了技术论证和焊接钢管各项质量指标探讨,规定了制定计划、制定原则、标准框架、标准主要内容。
对影响焊接钢管的主要技术要求(化学成分、力学性能、尺寸、外形、重量、技术要求、试验方法、检验规则、包装运输、标识和质量证明书等)进行了论证和调研,确定了技术指标研究路线。
对调研的数据进行了统计分析,组织对焊接钢管GB/T 713、YB 4102、YB 4103、BS EN 10217-2002欧盟标准进行了对比分析,确定了本标准编制思路和大纲。
(2)2010年7月形成征求意见稿,3、制定原则制定《锅炉热交换器用焊接碳钢钢管》遵循以下原则:(1)规范性按GB/T 1.1-2009《标准化工作导则第1部分:标准的结构和编写规则》的要求进行制定。
(2)一致性尽量与现行有效的国家法律、法规、标准保持一致,根据锅炉热交换器的技术法规对于使用部件的技术要求,对锅炉热交换器用直缝焊接钢管的具体的质量检验指标和要求作出相应的规定。
(3)适用性在保证锅炉热交换器产品的使用安全性的前提下,促进科技进步,提高生产率和降低生产成本,根据钢管生产的机械化和自动化连续生产的特点,以及我国现状,制定与社会发展要求相适应的规定。
(4)可操作性充分考虑我国焊接钢管的生产现状和现有的分析条件、技术水平、可能达到的程度进行规定。
为发挥各钢管生产企业的特长,对具体的钢板(卷)加工、钢管成形工艺和焊接工艺不做具体规定,但按照锅炉热交换器产品对使用部件的具体要求,对钢管的质量检验项目和技术指标做了最低的规定,各制造企业可根据各自的生产能力和质量控制水平适当提高检验指标,不宜做统一的规定,只宜进行引导性的规范,以便使标准更具有可操作性。
(5)先进性参考国际标准和先进国家的标准,主要参考了EN 10217-1:2002《压力用焊接钢管交货技术条件第1部分:规定室温性能的非合金钢管》,在此标准的基础上,再结合钢管制造单位大量生产时采纳的,国家标准已先等效转化的GB/T 9711.1-1997(ISO 3183-1:1996)《石油天然气工业输送钢管交货技术条件第1部分:A级钢管》标准,并确保各项技术要求不低于GB 150《钢制压力容器》中对于锅炉压力容器的受压部件的技术要求。
4、本标准的章节——范围——规范性引用文件——订货内容——尺寸、外形和重量——技术要求——试验方法——检验规则——包装、标志和质量证明书5、标准起草单位及人员本标准起草单位:番禺珠江钢管有限公司、唐山建龙实业有限公司本标准主要起草人:王利树黎剑峰张志刚魏少军郭述娜张秀侠三、主要技术指标制定情况说明1、范围本标准是用于制造中低压锅炉及热交换器用直缝焊接钢管的产品标准,仅对钢管的订货内容、尺寸、外形、重量、技术要求、试验方法、检验规则、包装、标志和质量证明书作出规定。
锅炉热交换器的设计单位或订货人(锅炉热交换器的制造单位或安装改造单位)在选用标准的钢管时,还应考虑锅炉热交换器的使用条件对钢管产品的设计压力、设计温度、介质相容性、高温性能和耐蚀性等特性的要求。
本标准的钢管的材质指相关技术法规和设计标准允许在锅炉、热交换器使用的低碳钢,本标准适用于直缝高频电阻焊、直缝埋弧焊和熔化极气体保护等焊接工艺的钢管,不适用于螺旋焊接钢管,也不适用于不能实现连续生产的手工电弧焊工艺的钢管。
钢管的生产者应该取得质量技术监督局颁发的特种设备制造许可证。
2、规范性引用文件本标准制定参考的国内钢管标准有:YB4102-2000《低中压锅炉用电焊钢管》、YB4103-2000《热交换器用焊接钢管》。
国外类似的焊接钢管标准有:德国标准DIN EN 10217-2002、日本标准JIS G3461-88、美国标准ANSI/ASTM A 214-1996等。
3、订货内容订货内容应包括标准编号、产品名称、钢管的材料牌号、订购的数量(总重量或总长度)、尺寸规格(外径×壁厚,单位为毫米)、长度(单位为毫米)、制造工艺、交货状态及其它要求。
制造工艺:主要包括成形方法和焊接工艺,例如:钢板或钢卷通过UOE法、CFE排辊成形法、RBE辊弯成形法,JCOE成形法、C成形法、PFP逐步折弯成形法等冷成形技术和连续高频电阻焊或双面多丝埋弧焊和双面熔化极气体保护焊工艺等。
交货状态指交货产品的最终塑性变形或最终热处理的状态。
一般不经过热处理交货的称热轧或冷拔(轧)状态或制造状态;经过热处理交货的称热处理状态,或根据热处理的类别称正火(常化)、调质、固溶、退火状态。
订货时,交货状态需在合同中注明。
其它要求:指本标准技术要求以外的要求,供需双方可以根据钢管的使用条件提出其它技术要求。
如:热处理工艺、坡口加工、防腐层要求、高温力学性能(持久强度、蠕变温度、高温耐磨性)、耐蚀性试验、金相组织等。
4、尺寸、外形和重量4.1 外径和壁厚外径和壁厚采用GB/T 21835《焊接钢管尺寸及单位长度重量》标准规定的要求,供需双方也可协商选用标准以外的外径和壁厚。
为方便查阅和选用,此标准附录A列出了常用规格的钢管外径和尺寸。
4.2 外径和壁厚的允许偏差焊接钢管是卷制成形,具更均匀的壁厚和更好形状偏差(不圆度和弯曲度),表1是引用了EN 10217 标准,并结合钢管制造单位的质量水平制定的。
4.3 长度交货长度又称用户要求长度或合同长度。
标准中对交货长度有以下几种规定:通常长度(又称非定尺长度):凡长度在标准规定的长度范围内而且无固定长度要求的,均称为通常长度。
定尺长度:定尺长度应在通常长度范围内,是合同中要求的某一固定长度尺寸。
但实际操作中都切出绝对定尺长度是不大可能的,因此标准中对定尺长度规定了允许的正偏差值。
倍尺长度:按订货要求的固定尺寸切成整倍数的称为倍尺。
按倍尺长度交货时,所交金属材料的长度必须为需方在订货合同中指定的长度(叫单倍尺)的整数倍数(另加锯口)。
倍尺长度应在通常长度范围内,合同中应注明单倍尺长度及构成总长度的倍数(例如3 000mm×3,即3 000mm的3倍数,总长为9 000 mm)。
若标准中无倍尺长度偏差及切割余量规定时,应由供需双方协商并在合同中注明。
倍长尺度同定尺长度一样,会给生产企业带来成材率大幅度降低,因此生产企业提出加价是合理的,其加价幅度同定尺长度加价幅度基本相同。
表2是引用了EN 10217 标准,并结合钢管制造单位的质量水平制定的。
4.4 弯曲度每米弯曲度不大于3 mm,全长弯曲度为0.15%的规定引用了EN 10217规定。
4.5 不圆度不圆度是参照EN 10217-1:2002基本要求并结合生产情况确定的。
公式(1)来源于EN 10217-1:2002(E)之8.7.4.6。
4.6 端头外形引用了EN 10217规定。
4.7 交货重量实际重量交货时,其产品重量是按称重(过磅)重量交货;理论重量交货时,其产品重量是按钢材公称尺寸计算得出的重量。
其计算公式(2)来自GB21835。
单根钢管的重量允许偏差结合当前生产情况确定为重量的±10.0%。
5、技术要求5.1 钢的牌号和化学成分表3是引用GB 713-2008《锅炉和压力容器用钢板》标准、GB /T 699-1999《优质碳素结构钢》以及GB/T 1591-94《低合金高强度结构钢》对材料的要求。
5.1.2至5.1.3 是参考了GB700《碳素结构钢》标准。
经制造许可、技术鉴定或型式试验等程序,规定允许使用在锅炉和压力容器上的钢材均可用于焊接钢管。
5.2 制造工艺钢由氧气转炉或电炉冶炼,但脱氧工艺应为镇静钢。
5.3 交货状态钢管以焊态交货,经协议,也可以进行热处理。
5.4 力学性能5.4.1 钢板或钢卷在成型后其性能可能会发生变化,如强度升高,塑性和韧性降低,为保证钢管的使用性能,在制定本标准时,要求制成钢管后的性能至少具有钢板规定的最低性能要求,表4参考了GB 713、GB699和GB1591标准要求。