钛及钛合金牌号和化学成分汇总
钛及钛合金

钛及钛合金
3. (α+β)钛合金
(α+β)钛合金除含有铬、钼、钨等促使β相稳定的元素外,还含有 锡、铝等促使α相稳定的元素。在冷却到一定温度时,发生β→α相转变, 室温下为α+β两相组织。
(α+β)钛合金的强度、耐热性和塑性都比较好,并可以进行热处理 强化,应用范围较广。(α+β)钛合金的牌号有TC1、TC2、TC3、TC4、 TC6等。其中以TC4(钛铝钒合金)用途最广、经淬火(930 ℃加热)和 时效处理(540 ℃,2 h)后,其R m可达1 274 MPa、A>13%,并有 较高的蠕变抗力、低温韧性和良好的耐蚀性。TC4合金适于制造在400 ℃ 以下和低温下工作的零件,如火箭发动机外壳、火箭和导弹的液氢燃料容 器等。
钛及钛合金
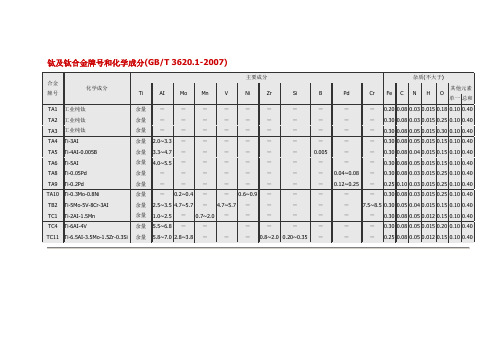
常用钛合金的牌号、力学性能和用途见表1-9。
钛及钛合金
钛及钛合金是20世纪50年代出现 的一种新型结构材料。由于钛的密度 小,强度高,耐高温,耐蚀,资源丰 富,现已成为航天、化工和国防工业 生产中广泛应用的材料。
一、 工业纯钛 1. 纯钛的性能
钛及钛合金
纯钛呈银白色,密度为4.508×103 kg/m3,熔点为1 677 ℃, 热膨胀系数小。纯钛塑性好,强度低,容易加工成形。结晶后有同 素异构转变,在加热到882 ℃时,由密排六方晶格的α-钛转变为体 心立方晶格的β-钛。钛与氧和氮的亲和力较大,非常容易与氧和氮 结合形成一层致密的氧化物和氮化物薄膜,其稳定性高于铝及不锈 钢的氧化膜,故在许多介质中钛的耐蚀性比不锈钢更优良,尤其是 抗海水腐蚀的能力非常突出。
2. β钛合金
钛及钛合金
β钛合金中主要加入铜、铬、钼、钨和铁等促使β相稳定 的元素,在正火或淬火时容易将高温β相保留到室温组织, 得到较稳定的β相组织。β钛合金具有良好的塑性,在540 ℃ 以下具有较高的强度,但其生产工艺复杂,合金密度大,故 在生产中用途不广。
GBT15073-94铸造钛及钛合金牌号和化学成分

4 . 6 化学成分需方复验分析时, 成分允许偏差应符合表 2的规定。 表2
元
At
素
规定化学成分范围, %
3. 3 - 6 . 8
一 I
3 . 1 铸造钦及钦合金牌号按 G B 8 0 6 3 的规定表示。
3 . 2 铸造钦及钦合金代号由Z T加A, B或C ( 分别表示 。 型. R 型和 a +R 型合金) 及顺序号组成, 顺序
号与同类型变形钦合金的表示方法相同。 3 . 3 铸造钦及钦合金的牌号与代号列于表 t o
国家技术监督局 1 9 9 4 一 0 5 一 0 9 批准
杂质其他元素
总和
附加说明: 本标准由中国航空工业总公司提出。
本标准由中国有色金属工业总公司标准计量所归口。 本标准由中国航空工业总公司第六二一研究所负责起草。参加单位有中国船舶工业总公司第七二 五研究所、 机械工业部沈阳铸造研究所和中国有色金属工业总公司宝鸡有色金属加工厂。 本标准主要起草人陆盘金、 范玉利、 张延生、 张俭、 王定华、 唐龙章。
② 对 杂 质含 量有 特 殊要 求 时 , 应经 供 需双 方协 商 后 在有 关 文件 中注 明 。
4 化学成分 4 . 1 铸造钦及钦合金化学成分应符合表 1的规定。 4 . 2 表 1中杂质的其他元素是指铸件生产过程中固有存在的微量元素, 一般包括 Al , V, S 0 . 2 0- 0. 2 5 Fe > 0. 2 5- 0. 4 0
+0 . 05 +0 . 08 + 0 . 1 5
>0 . 4 0 ^ - 0 . 5 0
Gs / ' r 1 5 0 7 3 一9 4 续表 2
元
Si
素
规 定化学成分范围I %
簇0 . 1 5 簇0 . 1 0 (0 . 0 5 簇0 . 0 1 5 簇0 . 2 0
钛及钛合金的分类
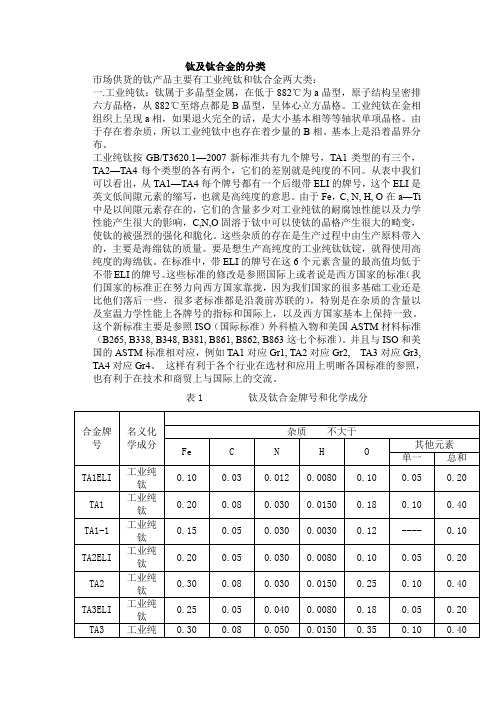
钛及钛合金的分类市场供货的钛产品主要有工业纯钛和钛合金两大类:一.工业纯钛:钛属于多晶型金属,在低于882℃为a晶型,原子结构呈密排六方晶格,从882℃至熔点都是B晶型,呈体心立方晶格。
工业纯钛在金相组织上呈现a相,如果退火完全的话,是大小基本相等等轴状单项晶格。
由于存在着杂质,所以工业纯钛中也存在着少量的B相。
基本上是沿着晶界分布。
工业纯钛按GB/T3620.1—2007新标准共有九个牌号,TA1类型的有三个,TA2—TA4每个类型的各有两个,它们的差别就是纯度的不同。
从表中我们可以看出,从TA1—TA4每个牌号都有一个后缀带ELI的牌号,这个ELI是英文低间隙元素的缩写,也就是高纯度的意思。
由于Fe,C, N, H, O在a—Ti 中是以间隙元素存在的,它们的含量多少对工业纯钛的耐腐蚀性能以及力学性能产生很大的影响,C,N,O固溶于钛中可以使钛的晶格产生很大的畸变,使钛的被强烈的强化和脆化。
这些杂质的存在是生产过程中由生产原料带入的,主要是海绵钛的质量。
要是想生产高纯度的工业纯钛钛锭,就得使用高纯度的海绵钛。
在标准中,带ELI的牌号在这6个元素含量的最高值均低于不带ELI的牌号。
这些标准的修改是参照国际上或者说是西方国家的标准(我们国家的标准正在努力向西方国家靠拢,因为我们国家的很多基础工业还是比他们落后一些,很多老标准都是沿袭前苏联的),特别是在杂质的含量以及室温力学性能上各牌号的指标和国际上,以及西方国家基本上保持一致。
这个新标准主要是参照ISO(国际标准)外科植入物和美国ASTM材料标准(B265, B338, B348, B381, B861, B862, B863这七个标准)。
并且与ISO和美国的ASTM标准相对应,例如TA1对应Gr1, TA2对应Gr2, TA3对应Gr3, TA4对应Gr4。
这样有利于各个行业在选材和应用上明晰各国标准的参照,也有利于在技术和商贸上与国际上的交流。
钛合金牌号、特性及其主要应用,中外牌号对照.
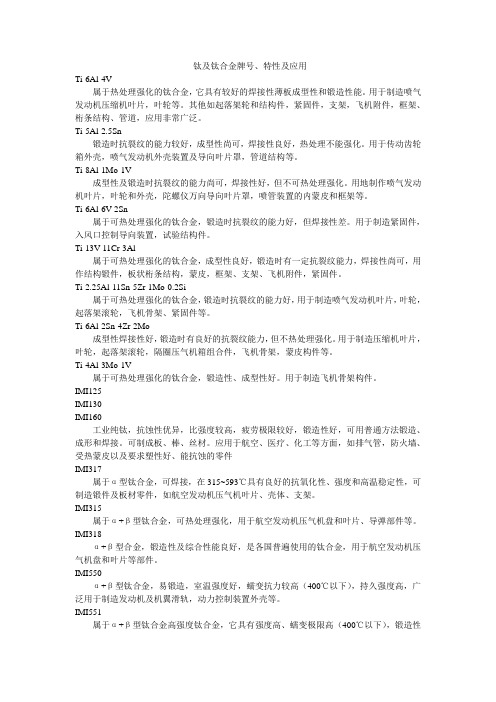
钛及钛合金牌号、特性及应用Ti-6Al-4V属于热处理强化的钛合金,它具有较好的焊接性薄板成型性和锻造性能。
用于制造喷气发动机压缩机叶片,叶轮等。
其他如起落架轮和结构件,紧固件,支架,飞机附件,框架、桁条结构、管道,应用非常广泛。
Ti-5Al-2.5Sn锻造时抗裂纹的能力较好,成型性尚可,焊接性良好,热处理不能强化。
用于传动齿轮箱外壳,喷气发动机外壳装置及导向叶片罩,管道结构等。
Ti-8Al-1Mo-1V成型性及锻造时抗裂纹的能力尚可,焊接性好,但不可热处理强化。
用地制作喷气发动机叶片,叶轮和外壳,陀螺仪万向导向叶片罩,喷管装置的内蒙皮和框架等。
Ti-6Al-6V-2Sn属于可热处理强化的钛合金,锻造时抗裂纹的能力好,但焊接性差。
用于制造紧固件,入风口控制导向装置,试验结构件。
Ti-13V-11Cr-3Al属于可热处理强化的钛合金,成型性良好,锻造时有一定抗裂纹能力,焊接性尚可,用作结构锻件,板状桁条结构,蒙皮,框架、支架、飞机附件,紧固件。
Ti-2.25Al-11Sn-5Zr-1Mo-0.2Si属于可热处理强化的钛合金,锻造时抗裂纹的能力好,用于制造喷气发动机叶片,叶轮,起落架滚轮,飞机骨架、紧固件等。
Ti-6Al-2Sn-4Zr-2Mo成型性焊接性好,锻造时有良好的抗裂纹能力,但不热处理强化。
用于制造压缩机叶片,叶轮,起落架滚轮,隔圈压气机箱组合件,飞机骨架,蒙皮构件等。
Ti-4Al-3Mo-1V属于可热处理强化的钛合金,锻造性、成型性好。
用于制造飞机骨架构件。
IMI125IMI130IMI160工业纯钛,抗蚀性优异,比强度较高,疲劳极限较好,锻造性好,可用普通方法锻造、成形和焊接。
可制成板、棒、丝材。
应用于航空、医疗、化工等方面,如排气管,防火墙、受热蒙皮以及要求塑性好、能抗蚀的零件IMI317属于α型钛合金,可焊接,在315~593℃具有良好的抗氧化性、强度和高温稳定性,可制造锻件及板材零件,如航空发动机压气机叶片、壳体、支架。
钛及钛合金牌号和化学成分汇总
(2009/11/30 15:05)《钛及钛合金牌号和化学成分》(引用地址:未提供)★阿里同摘目录:行业知识小浏览字体:大中《钛及钛合金牌号和化学成分》目前,金属钛生产的工业方法是可劳尔法,产品为海绵钛。
制取钛材传统的工艺是将海绵钛经熔铸成锭,再加工而成钛材。
按此,从采矿到制成钛材的工艺过程的主要步骤为:钛矿->采矿->选矿->太精矿->富集->富钛料->氯化->粗TiCI4->精制->纯TiCI4->镁还原->海绵钛->熔铸->钛锭->加工->钛材或钛部件上述步骤中如果采矿得到的是金红石,则不必经过富集,可以直接进行氯化制取粗TiCI4。
另外,熔铸作业应属冶金工艺,但有时也归入加工工艺。
上述工艺过程中的加工过程是指塑性加工和铸造而言。
塑性加工方法又包括锻造、挤压、轧制、拉伸等。
它可将钛锭加工成各种尺寸的饼材、环材、板材、管材、棒材、型材等制品,也可用铸造方法制成各种形状的零件、部件。
.钛和钛合金塑性加工具有变形抗力大;常温塑性差、屈服极限和强度极限比值咼、回弹大、对缺口敏感、变形过程易与模具粘结、加热时又易吸咐有害气体等特点,塑性加工较钢、铜困难。
故钛和钛合金的加工工艺必须考虑它们的这些特点钛采用塑性加工,加土尺寸不受限制,又能够大批量生产,但成材率低,加工过程中产生大量废屑残料。
钛材生产的原则流程如图1—1。
针对钛塑性加工的上述缺点,近年来发展了钛的粉末冶金工艺。
钛的粉末冶金流程与普通粉末冶金相同,只是烧结必须要在真空下进行。
它适用乎生产大批量、小尺寸的零件,特别适用于生产复杂的零部件。
这种方法几乎无须再经过加工处理,成材率高,既可充分利用钛废料作原料,又可以降低生产成本,但不能生产大尺寸的钛件。
钛的粉末冶金工艺流程为:钛粉(或钛合金粉)->筛分->混合->压制成形->烧结->辅助加工->钛制品。
钛材生产的原则流程钛材除了纯钛外,目前世界上已经生产出近30 种牌号的钛合金。
使用最广泛的钛合金是Ti-6AI-4V, Ti-5AI— 2.5Sn等医用钛标准(2008/05/29 23:54) 外科植入物用钛及钛合金加工材执行标准GB/T 13810—19971 范围本标准规定了外科植入物用钛及钛合金加工材的技术要求、试验方法、检验规则标志、包装、运输、储存。
国内外钛合金牌号对照[附化学成份和力学性能]
![国内外钛合金牌号对照[附化学成份和力学性能]](https://img.taocdn.com/s3/m/6087c54ff18583d04864590b.png)
钛及钛合金力学性能
抗拉强度σb MPa
室温力学性能, 不小于
屈服强度σ0.2 伸长率δ5 % 收缩率ψ % MPa
冲击值αk J/cm2
高温力学性能, 不小于
试验温度 ℃ 抗拉强度σb 持久强度σ100
MPa
MPa
343
275
25
50
--
441
373
20
40
--
539
461
15
35
--
686
--
15
--
-
---
TA3
工业纯钛 余量 -
--
-
---
TA4ELI 工业纯钛 余量 -
--
-
---
TA4
工业纯钛 余量 -
--
-
---
TC4ELI Ti-6Al-4VELI 余量 5.5~6.5 - -
TC4
Ti-6Al-4V
余量 5.5
~ -
-
6.75
TA9
Ti-0.2Pd
余量 -
--
3.5~4.4 - - -
--
-
--
--
-
--
--
-
--
--
-
--
--
-
--
- 0.12~0.25 -
--
- 0.12~0.26 -
--
--
-
--
--
0.6~0.9 - -
- - 0.1 0.03 0.012 - - 0.2 0.08 0.03 ≤0.08 - 0.15 0.05 0.03 - - 0.2 0.05 0.03 - - 0.3 0.08 0.03 - - 0.25 0.05 0.04 - - 0.3 0.08 0.05 - - 0.3 0.05 0.05 - - 0.5 0.08 0.05 - - 0.25 0.08 0.03 - - 0.3 0.08 0.05 - - 0.3 0.08 0.03 - - 0.2 0.08 0.03 - - 0.25 0.08 0.05 - - 0.3 0.08 0.03
钛的分类及成分
钛的分类及成分
钛是一种化学元素,其符号为Ti,原子序数为22。
钛的分类主要基于其晶体结构和添加的其他元素。
1. 纯钛:纯钛是指纯度在99%以上的钛,主要分为三类,即CP(纯钛)、TA(工业纯钛)和PT(纯钛)。
2. 钛合金:钛合金是在纯钛的基础上添加其他元素(如铝、钒、钼等)形成的,具有更高的强度和更好的耐腐蚀性。
钛合金主要分为α钛合金、β钛合金和α+β钛合金。
3. 钛铝钒合金:钛铝钒合金是一种常见的钛合金,主要由钛、铝、钒和其他元素(如铬、铁、镍等)组成。
4. 钛铜钒合金:钛铜钒合金是一种高强度、低密度的钛合金,主要由钛、铜、钒和其他元素(如铝、镍、铁等)组成。
5. 钛钒钼合金:钛钒钼合金是一种具有高强度和高热稳定性的钛合金,主要由钛、钒、钼和其他元素(如铝、镍、铁等)组成。
钛的成分主要为钛元素,但会根据需要添加其他元素。
例如,钛铝钒合金的主要成分是钛(Ti)和铝(Al),钒(V)的含量较少。
钛铜钒合金的主要成分是钛(Ti)和铜(Cu),钒(V)的含量较少。
而钛钒钼合金的主要成分
是钛(Ti)、钒(V)和钼(Mo)。
钛及钛合金牌号和化学成分
钛及钛合金牌号和化学成分(GB/T 3620.1-2007)其他国家钛及钛合金牌号美国USA 俄罗斯Russia 德国Germeny牌号:Grade1 牌号:BT1-00 DIN 3.7025 化学成分:1号纯钛化学成分:工业纯钛Grade 1 牌号:Grade2 牌号:BT1-0 DIN 3.7035 化学成分:2号纯钛化学成分:工业纯钛Grade 2 牌号:Grade3 牌号:0T4-0 DIN 3.7055 化学成分:3号纯钛化学成分:Ti-0.8A1-0.7Sn Grade 3 牌号:Grade4 牌号:0T4-1 DIN 3.7065 化学成分:4号纯钛化学成分:Ti-2A1-1.5MN Grade 4 牌号:Grade5 牌号:0T4 DIN 3.7225 化学成分:Ti-6A1-4V 化学成分:Ti-3A1-1.5Mn Grade 1Pd 牌号:Grade6 牌号:BT5 DIN 3.7235 化学成分:Ti-5A1-2.5V 化学成分:Ti-5A1 Grade 2Pd 牌号:Grade7 牌号:BT5-1 DIN 3.7255 化学成分:Ti-0.2pd 化学成分:Ti-5A1-2.5Sn Grade 3Pd 牌号:Grade9 牌号:BT6 DIN 3.7105 化学成分:Ti-3A1-2.5V 化学成分:Ti-6A1-4V Grade 12 牌号:Grade10 牌号:BT6c DIN 3.7145 化学成分:Ti-11.5Mo-4.5Sn-6Zr 化学成分:Ti-6A1-4V Ti-6AI-2Sn-4Zr-2Mo 牌号:Grade11 牌号:BT3-1 DIN 3.7155化学成分:Ti-0.2pd 化学成分:Ti-6A1-1.5Cr-2.5Mo-0.5Fe-0.3Si Ti-6AI-5Zr-0.5Mo牌号:Grade12 牌号:BT9 DIN 3.7165 化学成分:Ti-0.3Mo-0.75Ni 化学成分:Ti-6.5A1-3Mo-0.3Si Ti-6AI-4V 牌号:A-1 牌号:BT/4 DIN 3.7175 化学成分:Ti-5A1-2.5Sn 化学成分:Ti-5A1-3Mo-0.3Si Ti-6AI-6V-2Sn 牌号:A-3 牌号:BT16 DIN 3.7185 化学成分:Ti-6A1-2Nb-1Ta 化学成分:Ti-8A1-5Mo-5V Ti-4AI-4Mo-2Sn 牌号:A-4 牌号:BT18化学成分:Ti-8A1-1Mo-1V 化学成分:Ti-8A1-0.6Mo-11Zr-1Nb牌号:AB-1 牌号:BT19化学成分:Ti-6A1-4V 化学成分:Ti-6A1-5.5Mo-3.5-5.5Cr-1Zr。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
《钛及钛合金牌号和化学成分》(2009/11/30 15:05)(引用地址:未提供)目录:行业知识浏览字体:大中小《钛及钛合金牌号和化学成分》目前,金属钛生产的工业方法是可劳尔法,产品为海绵钛。
制取钛材传统的工艺是将海绵钛经熔铸成锭,再加工而成钛材。
按此,从采矿到制成钛材的工艺过程的主要步骤为:钛矿->采矿->选矿->太精矿->富集->富钛料->氯化->粗TiCl4->精制->纯TiCl4->镁还原->海绵钛->熔铸->钛锭->加工->钛材或钛部件上述步骤中如果采矿得到的是金红石,则不必经过富集,可以直接进行氯化制取粗TiCI4。
另外,熔铸作业应属冶金工艺,但有时也归入加工工艺。
上述工艺过程中的加工过程是指塑性加工和铸造而言。
塑性加工方法又包括锻造、挤压、轧制、拉伸等。
它可将钛锭加工成各种尺寸的饼材、环材、板材、管材、棒材、型材等制品,也可用铸造方法制成各种形状的零件、部件。
钛和钛合金塑性加工具有变形抗力大;常温塑性差、屈服极限和强度极限比值高、回弹大、对缺口敏感、变形过程易与模具粘结、加热时又易吸咐有害气体等特点,塑性加工较钢、铜困难。
故钛和钛合金的加工工艺必须考虑它们的这些特点。
钛采用塑性加工,加土尺寸不受限制,又能够大批量生产,但成材率低,加工过程中产生大量废屑残料。
钛材生产的原则流程如图1—1。
针对钛塑性加工的上述缺点,近年来发展了钛的粉末冶金工艺。
钛的粉末冶金流程与普通粉末冶金相同,只是烧结必须要在真空下进行。
它适用乎生产大批量、小尺寸的零件,特别适用于生产复杂的零部件。
这种方法几乎无须再经过加工处理,成材率高,既可充分利用钛废料作原料,又可以降低生产成本,但不能生产大尺寸的钛件。
钛的粉末冶金工艺流程为:钛粉(或钛合金粉)->筛分->混合->压制成形->烧结->辅助加工->钛制品。
钛材生产的原则流程钛材除了纯钛外,目前世界上已经生产出近30种牌号的钛合金。
使用最广泛的钛合金是Ti-6Al-4V,Ti-5Al—2.5Sn等医用钛标准(2008/05/29 23:54)外科植入物用钛及钛合金加工材执行标准GB/T 13810—19971 范围本标准规定了外科植入物用钛及钛合金加工材的技术要求、试验方法、检验规则标志、包装、运输、储存。
本标准适用于制造外科植入物用的钛及钛合金板材、棒材和丝材。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方面探讨使用下列标准最新版本的可能性。
GB 228—87 金属拉伸试验方法GB 232—88 金属弯曲试验方法GB 3623—83 钛及钛合金丝GB 5168—85 两相钛合金高、低倍组织检验方法GB 6394—86 金属平均晶粒度测定方法GB 6397—86 金属拉伸试验试样GB 8180—87 钛及钛合金加工产品的包装、标志、运输和储存GB/T 2965—1996 钛及钛合金棒材GB/T 3621—94 钛及钛合金板材GB/T 4698—1996 海绵钛、钛及钛合金化学分析方法3 合同内容本标准所列材料的定货合同应包括下列内容:3.1材料名称。
3.2材料牌号。
3.3材料状态。
3.4尺寸。
3.5重量。
3.6标准编号、年代号。
4 要求4.1产品分类产品的牌号、状态和规格应符合表1的规定。
表1 产品的牌号、状态、规格牌号品种状态规格,mmTA0、TA1、TA2、TA3TC4 板热轧(R),退火状态(M)厚4.1~10.0冷轧(Y),退火状态(M)厚0.8~4.0棒热加工(R),退火状态(M)直径8~7.5TA1 丝退火状态(M)直径0.6~64.2材料4.2.1用于制作板材,棒材和丝材的铸锭应采用真空自耗电弧炉熔炼,熔炼次数不得少于两次.4.2.2自耗电极禁止采用钨极氩弧焊接.4.3化学成分产品的化学成分应符合表2的规定。
表2 产品的化学成分牌号化学成分,%TA1 Ti基Al—V—Fe0.15 O0.15 C0.10 N0.03 H0.010 单个0.1 总和0.4TA1 基——0.25 0.20 0.10 0.03 0.010 0.1 0.4TA2 基——0.30 0.25 0.10 0.05 0.010 0.1 0.4TA3 基——0.40 0.30 0.10 0.05 0.010 0.1 0.4TA4 基 5.5~6.76 3.5~4.5 0.30 0.20 0.08 0.05 0.01 0 0.1 0.4注:1 其他元素一般包括:Al、Sn、Mo、Cr、Mn、Zr、Ni、Cu、Si、Y(该牌号中含有的合金元素应除去)。
2 产品出厂时不检验其他元素,用户要求并在合同中注明时方可检验。
4.4尺寸及允许偏差棒材、板材和丝材的尺寸及其允许偏差应分别符合GB/T 2965、GB/T 3621和GB3623的规定。
4.5力学性能和工艺性能4.5.1产品的力学性能和工艺性能应在经热处理后的试样坯上测试。
试样推荐的热处理制度如表3所示。
供方可对热处理制度进行适当的调整。
表3 推荐的热处理制度牌号推荐的热处理制度棒板TA0 650℃~700℃,保温1h,空冷500℃~650℃,保温,0.5h~1h,空冷TA1 650℃~700℃,保温1h,空冷550℃~650℃,保温,0.5h~1h,空冷TA2 650℃~700℃,保温1h,空冷550℃~650℃,保温,0.5h~1h,空冷TA3 650℃~700℃,保温1h,空冷550℃~650℃,保温,0.5h~1h,空冷TC4 700℃~800℃,保温l~2h,空冷700℃~880℃,保温,0.5h~2h,空冷4.5.2 板材的室温力学性能和工艺性能应符合表4的规定。
(略)4.5.3 棒材的室温力学性能应符合表5的规定。
表5 棒材的室温力学性能牌号规格mm 抗拉强度﹠bMPa 规定残余伸长应力﹠r0.2MPa 伸长率﹠5% 断面收缩率φ不小于TA0 8~75 280 170 24 30TA1 8~75 370 250 20 30TA2 8~75 440 320 18 30TA3 8~75 540 410 15 25TC4 8~50 895 825 10 25>50~75 895 825 10 204.5.4丝材的力学性能报实测数据。
4.6金相组织4.6.1棒材的横向低倍上,不允许有裂纹、气孔、金属或非金属夹杂物及其他肉眼可见的缺陷。
4.6.2纯钛产品的横向平均晶粒度不低GB 6394中的5级。
4.6.3 TC4钛合金产品的横向显微组织按附录A《TC4的钛合金金相组织分类评级图》评定,其组织类型应符合A1—A9。
4.7表面质量4.7.1板材、棒材和丝材表面质量的一般要求分别按GB/T 3621、GB/T 2965和GB 3623中的有关规定执行。
需方对表面质量有特殊要求时,应经供需双方协商,并在合同中注明。
5 试验方法5.1化学成分仲裁分析方法产品的化学成分仲裁分析方法按GB 4698的规定执行。
5.2尺寸的测量方法产品的尺寸应使用相应精度的量具进行测量。
5.3室温拉伸试验按GB 228中的规定进行,试样尺寸按如下规定。
a)厚度不大于4mm的板材,其拉伸试样应符合GB 6397中的P1或P2的规定;厚度大于4mm的板材,其拉伸试样应符合GB 6397中的R7或R8的规定。
b)棒、丝材的拉伸试样应符合GB 6397中的R7、R8、R17一种的规定。
5.3.1弯曲试验按GB 232的规定进行。
采用15mm宽的试样,弯曲直径为板材的名义厚度的3倍。
5.4金相组织检验金相组织检验参照GB 5168的规定方法进行。
5.5表面质量的检查产品的表面质量用肉眼进行检查。
6检验规则6.1检查和验收6.1.1产品应由供方技术监督部门检验,保证产品质量符合本标准规定,并填写质量证明书。
6.1.2需方对收到的产品应按本标准的规定进行检验,如检验结果与本标准规定不符时,应在收到产品之日起三个月内向供方提出,由供需双方协商解决。
6.2组批产品应成批提交检验。
每批应由同一牌号、熔炼炉号、制造方法、状态、规格和热处理炉次的产品组成。
6.3检验项目每批产品均进行化学成分、尺寸、力学性能、工艺性能(板材)、金相组织及表面质量的检验。
6.4取样位置和取样数量6.4.1化学成分由供方在每批成品上任取一个试样进行氢含量的分析,其他成分以原铸锭的分析结果报出。
需方在成品上任取试样分析化学成分。
6.4.2力学性能和工艺性能试验,每批板材任取两张,每张按测试项目各取一个横向试样,每批棒丝材任取两根,每根按测试项目各取一个纵向试样。
6.4.3金相组织判定的取样,每批产品任取一个横向试样,试样应经退火热处理。
6.4.4产品应逐件进行尺寸测量和表面质量的检验。
6.5重复试验在化学成分、力学性能和工艺性能的检验中,如有一个试样的试验结果不合格,应从该批产品上取双倍试样进行该不合格项目的重复试验,若重复试验的结果仍有一个试样不合格则整批报废或逐个检验,合格者重新组批验收。
7 标志、包装、运输、储存7.1产品标志在已检验的产品上应打上(贴标签或挂标牌)如下标记:a) 牌号、规格;b) 供应状态;c) 熔炼炉号;d) 批号。
7.2包装、包装标志、运输、储存产品的包装、包装标志、运输和储存应符合GB 8180的规定。
7.3质量证明书每批产品应有质量证明书,注明:a) 供方名称、地址;b) 产品名称;c) 牌号、状态和规格;d) 熔炼炉号、批号;e) 产品净重、件数;f) 各项分析检验的结果及技术监督部门的印记;g) 本标准编号、年代号;h) 包装日期。