冷连轧带钢跑偏原因分析
冷轧硅钢连退机组带钢跑偏分析与处理措施

冷轧硅钢连退机组带钢跑偏分析与处理措施一、引言冷轧硅钢带钢生产线是钢铁行业中重要的生产线之一,而带钢跑偏是生产中常见的问题之一。
本文将对冷轧硅钢连退机组带钢跑偏进行分析,并提出相应的处理措施,以期对相关企业的生产提供一定的参考价值。
二、带钢跑偏的原因分析1. 设备问题:设备的故障或不良状态是带钢跑偏的主要原因之一。
辊道设计不合理、辊道磨损严重、辊道轴承故障等都可能导致带钢跑偏。
2. 材料问题:带钢的材料本身存在问题,如表面不光滑、厚薄不一等,都可能导致带钢在生产过程中出现跑偏的情况。
3. 操作问题:操作不当也是带钢跑偏的一个重要原因。
料卷的放置不平整、牵引力调整不当、张力控制不到位等操作问题都可能导致带钢跑偏。
4. 其他因素:除了以上三个方面外,还有一些其他因素可能导致带钢跑偏,如环境因素、工艺参数等。
三、带钢跑偏的处理措施1. 设备维护:定期对设备进行维护保养,及时更换磨损严重的辊道,修复辊道轴承故障等,确保设备处于良好的工作状态。
2. 材料检查:对带钢材料进行检查,确保表面光滑,厚薄均匀,避免因材料问题导致带钢跑偏。
3. 操作规范:对操作人员进行规范的培训,确保他们掌握正确的操作方法,提高操作技能,避免因操作不当导致带钢跑偏。
4. 环境监控:对生产环境进行监控,确保温度、湿度等环境因素符合要求,避免环境因素对带钢生产造成干扰。
5. 工艺参数调整:对相关的工艺参数进行调整,根据实际情况合理调整牵引力、张力控制等参数,确保带钢在生产过程中不会出现跑偏的情况。
四、结语带钢的跑偏是冷轧硅钢生产中的常见问题,需要对设备、材料、操作等多个方面进行综合分析,并采取相应的处理措施。
只有这样,才能够保证带钢的质量和生产效率,提高企业的生产效益。
希望本文对相关企业的生产有所帮助,提高他们对带钢跑偏问题的识别和处理能力。
带钢跑偏现象分析和控制
带钢跑偏现象分析和控制彭军(冷轧厂)摘要:对带钢受到各种因素的影响而出现跑偏的情况进行讨论,并针对酸轧机组在生产过程中出现的带钢跑偏问题进行分析、解决。
冷轧板厂酸洗连轧机组通过人口段的焊机将前后两卷带钢连接起来,使得生产线的带钢可以连续运行,但是从人口的开卷机到出口的卷取机,全长约有1000多米,途中要经过各种设备,很容易发生带钢跑偏现象。
尽管在生产线上共设有8套CPC纠偏装置,可以自动对带钢进行纠偏,但在实际运行中发现,活套内的带钢常常跑偏严重,无法通过纠偏装置进行纠正,迫使生产线不得不降低速度,甚至停机,严重影响了生产产量、产品质量和设备安全,为此需要对带钢的跑偏现象进行分析,并采取有效的方法予以控制。
1 带钢跑偏的原因带钢在运行中自行偏离生产线的中心,向辊子的一边移动,称为“带钢跑偏”。
带钢在输送辊上运行,只要带钢和辊子表面有接触,并在一定的磨擦阻力界限内,那么带钢上各点就会和辊子的中心线成直角行走。
假设带钢板形良好,断面厚薄均匀,则作用在带钢上的张力分布均匀,同时各辊子保持平行,并与带钢运行方向保持垂直,那么,带钢在辊子上运行就不会跑偏,即带钢时刻运行在生产线的中心上。
但在实际的生产过程中,会有各种各样的因素影响带钢的正常运行轨迹,因此使带钢产生跑偏现象。
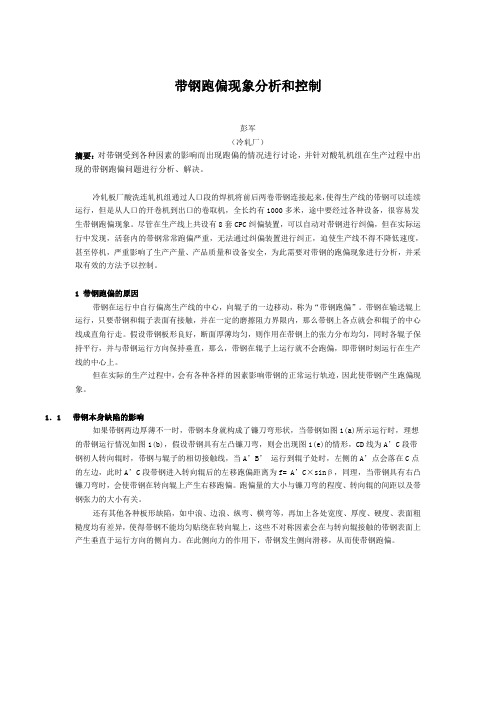
1.1带钢本身缺陷的影响如果带钢两边厚薄不一时,带钢本身就构成了镰刀弯形状,当带钢如图1(a)所示运行时,理想的带钢运行情况如图1(b),假设带钢具有左凸镰刀弯,则会出现图1(e)的情形,CD线为A’C段带钢初人转向辊时,带钢与辊子的相切接触线,当A’B’运行到辊子处时,左侧的A’点会落在C点的左边,此时A’C段带钢进入转向辊后的左移跑偏距离为f= A’C×sinβ,同理,当带钢具有右凸镰刀弯时,会使带钢在转向辊上产生右移跑偏。
跑偏量的大小与镰刀弯的程度、转向辊的间距以及带钢张力的大小有关。
还有其他各种板形缺陷,如中浪、边浪、纵弯、横弯等,再加上各处宽度、厚度、硬度、表面粗糙度均有差异,使得带钢不能均匀贴绕在转向辊上,这些不对称因素会在与转向辊接触的带钢表面上产生垂直于运行方向的侧向力。
冷轧cpc系统带钢跑偏的处理

冷轧CPC系统带钢跑偏的处理是一个复杂的问题,需要综合考虑多种因素,包括设备状态、工艺参数、操作方法等。
以下是对此问题的1500字回答:一、跑偏原因1. 设备状态:轧机调整不良,导致带钢在轧制过程中无法保持稳定的位置;导板或纠偏装置调整不当,无法正确控制带钢走向;纠偏装置机械故障,如传动机构、调节螺母等出现磨损或变形。
2. 工艺参数:轧制力、压下量、轧制速度等参数设置不合理,可能导致带钢在轧制过程中产生偏移。
3. 操作方法:操作人员调整设备或工艺参数的方法不正确,或者操作过程中出现失误,都可能导致带钢跑偏。
4. 环境因素:环境温度、湿度、气压等变化,可能影响纠偏装置的工作精度,从而导致带钢跑偏。
二、处理方法1. 检查设备状态:定期对轧机进行调整,确保带钢在轧制过程中能够保持稳定的位置;定期检查导板和纠偏装置,确保其调整正确且工作正常。
2. 调整工艺参数:根据生产需求和带钢质量要求,合理调整轧制力和其它工艺参数,确保带钢在轧制过程中能够保持正确的形状和位置。
3. 优化操作方法:操作人员应定期参加培训,提高自身的专业技能和操作水平;在操作过程中,应严格按照操作规程进行,避免因个人失误导致带钢跑偏。
4. 预防性维护:定期对纠偏装置进行维护保养,确保其工作精度和工作效率;对于磨损严重的部件应及时更换,避免因机械故障导致带钢跑偏。
5. 反馈与调整:如果发现带钢跑偏,应及时采取措施进行纠正。
可以通过调整轧制力、压下量、纠偏装置的参数等方式进行纠正。
同时,应收集跑偏的数据,分析跑偏的原因,并采取相应的措施进行预防和纠正。
6. 设备更新换代:随着技术的发展,一些新的设备和技术可能能够更有效地解决带钢跑偏的问题。
可以考虑引进新的设备和技术,以提高生产效率和产品质量。
7. 监控与管理:可以通过信息化手段,建立生产过程的监控和管理系统,实时监测生产过程中的各种参数和状态,及时发现和解决生产过程中的问题。
同时,应加强生产管理,提高操作人员的责任心和专业技能,确保生产过程的稳定和产品质量的一致性。
冷轧机组带钢跑偏断带原因浅析

及其差值 , 从而误导操作 进行错误 的调整操作 。
s pn n di n g me a s ur e s . Ke y wo r ds : de v i a t i on ; br o k e n 1 ) e l l ; de v i ( - P a c t ' I l l ・ a ( v:r o l 1
,
r aw
ma l e r i a l q u a l i t y s t a t u s t o s t a r l ,f i n < 1( ) t i t t h e l f md a me n t a l r e a s o n s l b , ・ b r e a k i n g s h - i p b e h d v i a t i 【 l n a n ( 1 1 r mu l a t e( - ( 1 I T e —
( X i u j i a n g B a y i h ' o n&S t e e l S t o c k C o … I t d )
Ab s t r a c t :T h e ma i n c h a r a c l e r i s t i t s o f c o l d r o l l e d s t r i p i s t h e h i g h t e n s i o n r n l l i n g . wh e n f a l l i n g , n n i t e q u i p me n tp r e ( ・ i s i n n
2 0 1 3年第 2期
新 疆 钢 铁
总 l 2 6期
冷轧 机组带钢跑偏 断带 原 因浅析
冷轧热镀锌带钢炉内跑偏因素分析及控制

冷轧热镀锌带钢炉内跑偏因素分析及控制摘要:带钢炉内跑偏不但会对产品质量和生产产量造成影响,还可能会因带钢刮蹭炉墙衬板而造成严重的停车事故。
文中对带钢炉内跑偏的主要影响因素进行了分析,并提出了带钢炉内跑偏的主要控制措施,旨在为冷轧生产实践提供参考依据。
关键词:热镀锌;带钢;炉内跑偏;因素1前言在冷轧连续退火及连续热镀锌生产线中,带钢跑偏是日常生产中常见的故障,其中带钢在炉内发生跑偏后常会造成不良后果,严重时会引发炉内断带事故,并造成停车。
带钢发生跑偏后,为防止停车,生产线不得不降速运行,而速度不稳定会导致退火温度波动,从而影响产品质量。
跑偏严重时,纠偏框架达到极限位置,触发停车,或为防止刮蹭炉墙主动停车,停车直接影响产量。
跑偏严重、纠偏装置未能及时反应或纠偏能力不足时,带钢会刮蹭炉墙衬板,导致断带。
2带钢炉内跑偏的主要影响因素在冷轧热镀锌生产过程中,引发带钢在退火炉内跑偏的因素有很多,并且通常多为多种因素综合影响。
因此,在对带钢跑偏原因进行分析时要对实际生产情况进行综合考虑,并对每一种可能因素进行校验、分析。
2.1炉体安装精度的影响炉体在设计、制造及安装时,应充分考虑热膨胀对炉体精度的影响,并提前预留合适的热膨胀量。
在炉子的实际安装过程中,安装及校验均是在冷态下进行的,当炉子温度升至工作温度时,预留的热膨胀量使得炉体的位置精度符合热态下的设计精度要求。
但若热膨胀预留量不合理,就会使得热态下炉体精度不够,炉内辊子的水平度及相对于生产线中心线的垂直度降低,最终便会导致带钢在炉内发生跑偏现象。
2.2来料板形质量的影响冷轧板原料板形质量较低是造成带钢炉内跑偏的主要因素之一,但并不是所有的板形质量缺陷均会导致跑偏。
不对称的板形质量缺陷(如单侧边浪、单侧1/4浪等)均会引起带钢炉内跑偏,而中浪、两侧对称边浪、两侧1/4浪等对称质量缺陷不会引起带钢跑偏。
此外,不对称的两侧边浪及两侧1/4浪同样会引起带钢跑偏。
2.3带钢温度的影响为了对带钢进行有效纠偏,炉内辊子通常带有一定凸度,在带钢张力的作用下,利用带钢在运行过程中的“爬坡”原理,使带钢保持在辊子中心线位置,从而实现纠偏。
1420冷轧机组带钢在1号轧机处“跑偏”分析及控制

1420冷轧机组带钢在1号轧机处“跑偏”分析及控制[摘要]针对带钢在1420冷联轧机组轧制过程中,受到各种因素影响而出现的在1号轧机处频繁跑偏断带的现象进行研究和分析,并介绍了相应的预防和控制措施。
[关键词]跑偏;张力;转矩; HGC;ATC1 前言八钢冷轧厂冷联轧机组采用5机架连轧工艺,1-4号轧机采用4辊轧机,5号轧机采用6辊轧CVC轧机,在机架间配置有张力辊用于检测机架间带钢的张力。
冷轧机组入口侧采用双锥头胀缩式开卷机,在开卷机和1号轧机之间依次配置有入口转向辊和夹送辊。
出口侧采用的是出口转向辊、悬臂式卷取机。
在线主要检测仪表配置,在1号轧机前后各安装1个激光测速仪和1个X-RAY 测厚仪,在5号轧机后安装1个X-RAY测厚仪。
在实际轧制过程中带钢在1号轧机处频繁跑偏严重影响冷轧机组的正常生产,降低机组的生产率和成材率,也造成轧辊的损伤。
因此分析研究及控制1号轧机处带钢跑偏的现象具有重要的意义。
冷轧机组工艺布置如图1 所示:2 带钢跑偏现象分析带钢在穿带过程、升速过程、正常轧制过程、甩尾过程中均可能发生跑偏现象,跑偏的位置在开卷机至卷取机之间均有可能发生跑偏的现象,跑偏的方向朝传动侧和操作侧方向都有可能。
针对1420冷轧机组主要发生在1号轧机处跑偏断带。
导致跑偏的因素很多,综合来说主要有3方面的因素:电气自动化控制问题、设备问题,工艺操作问题。
3 跑偏原因分析和控制3.1 开卷机和1号轧机之间的张力设置对带钢跑偏的影响由于开卷机和1号轧机之间带钢运行过程中处于一个不水平的位置,根据不同厚度和宽度规格的带钢及开卷机的额定功率和过载性能设置足够大的张力能够有效的减少带钢在1号轧机处的跑偏现象和跑偏量。
在设置张力时开卷机与1号轧机之间的总张力需小于酸洗机组出口卷取机的总张力,以避免带钢之间发生相对摩擦影响带钢表面质量。
开卷机与1号轧机的张力控制模式采用速度环饱和,设置转矩限幅的控制模式,实际张力无传感器检测,采用开卷机电机输出转矩计算。
冷轧活套带钢跑偏原因分析及改进措施

冷轧活套带钢跑偏原因分析及改进措施摘要:在实际作业时连续机组的工作效率较高,导致冷轧活套经常会出现带钢跑偏的情况,这不仅会影响其生产的效率,也会对企业未来发展带来一定的影响。
因此相关工作人员必须要找出其出现带钢跑偏的原因,进行合理的分析以及判断,从而有效地解决所存在的问题,保障在工作时冷轧活套能够正常的运转,保证生产的效率以及质量。
关键词:冷轧活套;带钢;跑偏;原因分析;改进措施引言:现如今科学技术水平正在不断的发展,在生产线生产的过程中为了能够使相应的机组能够更好地达到高速化以及连续化等方面的要求,一般都会在连续生产线所运用到的机组上设置活套,并且活套在实际生产过程中能够使其速度以及精准度得到合理的把控,从而使得所生产的板材产量有所提高、质量有所保障。
但是在实际生产的过程中其冷轧活套常常会出现带钢跑偏的问题,这对于整个生产线来说也是具有一定影响的,那么为了减少其影响相关单位必须要重视这一问题,并对其产生的原因进行合理的分析,从而找出其存在的问题加以改进。
一、生产时冷轧活套带钢跑偏的原因(一)生产时轨道与活套车出现偏差在实际生产的过程中一般来说其基准主要是活套车轨道,那么活套车轨道在工作时便不能出现任何的偏差,标准情况下其两侧的轨道水平、相对的标高等没有误差的情况出现,对其三点进行设定时相关人员可以在2m测量长度内进行选择,同时还需要保证其水平轨道的表面是较为光滑的,如果在其表面存在凹陷等便不能够达到标准,并且在其轨道相连接处其缝隙以及两侧轨道平行度偏差不能超过2mm,同时相应的标高也需要达到其标准。
但是相关人员在对轨道进行建设时,并没有按照其标准进行从而使得其技术要求最终无法达到相应的标准,那么便会使其在实际运行时极可能出现轨道磨损变形[1],固定螺旋出现松动等方面的情况,导致其在实际生产过程中出现跑偏的问题。
(二)辊系出现磨损情况以及安装出现问题在实际工作中所运用到的辊系由几个方面构成,首先便是活套转向辊及张力辊是一样的,转向辊辊体镀层为镀铬材质要求镀层表面粗糙度保持在3-4,张力辊辊体镀层为碳化钨,要求镀层表面粗糙度保持在4-6。
冷轧带钢酸洗过程中带钢跑偏原因分析探讨
冷轧带钢酸洗过程中带钢跑偏原因分析探讨摘要:在带钢酸洗生产线上,由于各种原因的影响,会造成冷轧带钢酸洗过程中带钢跑偏的现象,这一现象的产生不仅会影响带钢的质量,也对整条生产设备造成严重的损坏,影响生产产线的安全性。
本文主要分析了冷轧薄板酸洗过程中带钢跑偏问题产生的具体原因,并针对酸轧机组在生产过程中出现的带钢跑偏问题进行分析、解决。
通过采取相应的解决措施,有效控制了因原料镰刀弯而导致的跑偏、断带事故的发生。
关键词:冷轧薄板酸洗;镰刀弯;跑偏;纠正冷轧板厂酸洗连轧机组通过人口段的焊机将前后两卷带钢连接起来,使得生产线的带钢可以连续运行,但是从人口的开卷机到出口的卷取机,全长约有1000多米,途中要经过各种设备,因此由于受生产线较长、辊子的制造及安装误差、辊面及轴承的磨损、轴承座的松动及带钢原材料质量等因素的影响,运行中的带钢往往会因受到横向扰动而偏离轧制中心线,从而影响最终产品的质量,甚至损坏机组设备,对机组的稳定运行带来严重影响。
为了保证机组的稳定运行及获得边部整齐的带卷,对带钢的跑偏进行研究和控制显得越来越重要。
1冷轧薄板酸洗的重要性从热轧厂运送来的热轧带钢卷,在高温下轧制和卷取,在带钢表面下形成氧化铁,可以非常结实地覆盖在带钢表面,覆盖带钢表面缺陷,影响制成的成品质量。
钢板在冷轧之前必须将钢板表面的氧化物除去。
硫酸或盐酸通常用于酸洗。
该反应产物亚铁盐与酸溶于水,易于清洗,盐酸酸洗几乎不腐蚀生产带基体,不易发生过酸洗和氢脆等现象,减少酸洗造成的损害。
铁基体损失较少,通过计算可以看出要小于使用硫酸酸洗的效果。
使用盐酸进行酸洗得到的废酸,完全可以回收再生成新酸,提高了酸的利用率。
2冷轧带钢跑偏的原因在轧制过程中带钢跑偏一般在穿带或甩尾时发生,造成带钢跑偏的原因主要有几个方面:(1)由于来料的原因,来料板形不好,有严重的边浪,使带钢边缘控制装置不能准确及进行有效调节,造成第一道次带钢跑偏,采取措施是:轧制速度不要太高,操作者留心观察,及时进行双摆调节,发现问题及时停车。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
谢韦尔钢铁公司计划大幅度提高油气用管产量
由于市场对大口径油气管的需求大幅度增加 ,俄罗斯谢韦尔钢铁公司计划将其 Izhorsky 钢管厂的产量增加 1 倍 。 2007 年 Izhorsky 钢管厂钢管产量近 30 万 t ,谢韦尔钢铁公司计划 2008 年将产量提升至约 60 万 t ,接近该厂的最大产能 。新增产量
·55 ·
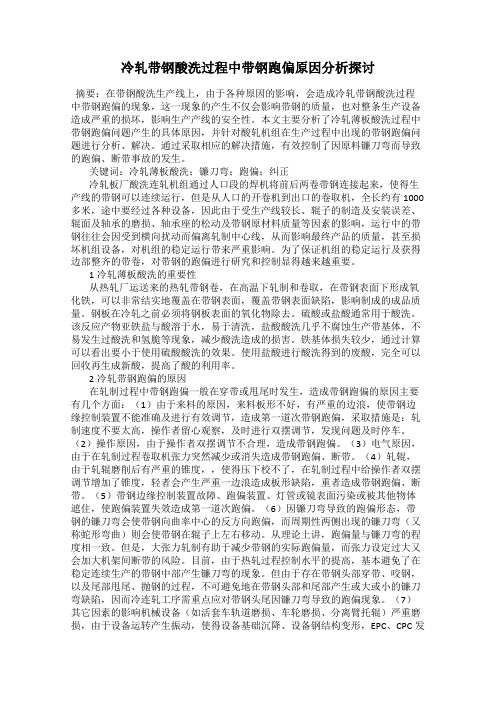
图 2 纠偏控制系统 1 - 支点 ;2 - 辊架 ;3 - 轴承座 ;4 - 带钢 ;5 - 光栅 ; 6 - 纠偏辊 ;7 - 伺服缸 ;8 - 伺服阀 ;9 - 溢流阀 ;
10 - 过滤器 ;11 - 油箱 ;12 - 泵 ;13 - 电控系统
在轴线方向上很不均匀 。 来自带钢的影响因素 :一是带钢断面不均匀 ,
2 纠偏原理及系统组成
带钢纠偏分为两部分 :光电头寻边或寻中 (放 大器 1) 、带钢边缘或中心自动对齐 (放大器 2) ,见 图 1。 纠偏控制系统分机械式 、气液伺服式 、光电液 式 3 种 ,邯钢冷轧厂镀锌线采用光电液结构的纠 偏装置 ,由可绕中心支点转动的纠偏辊本体 、泵站 和伺服阀 、电控系统 、光栅式位置传感器等组成 , 如图 2 所示[2 ,3 ] 。
带钢横向厚度不均匀 ,呈镰刀弯 ;二是带钢规格薄 且宽 。
来自张力的影响因素 :一是带钢的张力控制 波动大 ,不稳定 ;二是卷取前夹送辊的两边压力不 同 ;三是皮带助卷器的皮带张力不合适 。 31 2 纠偏液压控制系统引起的跑偏 31 21 1 系统零点偏移
纠偏控制系统的零点偏移主要有 : (1) 光电头零点偏移 。在自动开始的一瞬间 , 由于光电头的中心位置没有与带钢边缘重合 ,放 大器 2 会输出一个电压信号到伺服阀 ,卷取机动 作 ,直至系统认为带钢边缘在光电头中心位置 ,继 而产生卷心不齐 。 (2) 伺服阀零位偏移 。在寻边过程中已经确 保了光电头的中心位置和带钢边缘重合 ,但由于 伺服阀 2 存在零位偏移 ,卷取机开始移动 ,直至放 大器 2 给出一个对应的相反电压信号 ,继而产生 卷心不齐 。 31 21 2 伺服阀阀芯堵塞
WAN G Hai2feng , YAN G Zhong2lin , HUAN G Yu ,L IU Wen2dong ( Handan Iron & Steel Group Co1 ,Lt d1 , Handan 056015 ,China)
Abstract : The steering t heory and steering system st ruct ure were int roduced1 The causes of cold rolled st rip running2off were analyzed ,and t he corresponding measures were p ut forward1 Key words :cold rolled st rip ;running2off ; steering system ;measurement
4 结语
由于行车在吊卷时夹钳会夹坏钢卷溢出的边 部 ,翻钢机在翻卷时会撞坏溢出边 ,罩式炉装炉或 出炉时钢卷边部溢出部分会因重叠而产生粘连 。 因而 ,控制带钢卷取跑偏可提高产品的实物质量 , 大大提高产品的成材率 。
参考文献 :
[ 1 ]刘忠诚 ,王永亮 ,安俊博 ,等. 冷轧带钢连续退火炉炉内自动纠 偏系统探析[J ] . 轧钢 ,2007 ,24 (1) :42 - 44.
针对卷取中的跑偏 ,可采取以下处理措施 : (1) 调整夹送辊辊缝和两侧压力 ,以解决卷取 溢出边的问题 。 (2) 合理控制卷取对中的投入方式 ,以解决卷 取溢出边的问题 。 (3) 提高卷取对中能力对溢出边控制效果明显。 (4) 调整运输皮带和卷取助卷皮带的松紧度 , 以解决卷取溢出边的问题 。 (5)定期调整伺服阀零位 ,可有效控制卷心不齐。 (6) 定期找正出口转向夹送辊 、穿带台转向 辊 、助卷器皮带辊和压辊 ,可有效控制内圈和外圈 的溢出边问题 。
中 ,大部分为油气管 ,也有少部分用作水管 。 Izhorsky 钢管厂主要是为新建项目提供管线 ,同时也为俄罗斯的公共基础提供更换用管 。其产品直径为 Φ610~Φ1420mm ,管壁厚
40mm ,最大长度为 181 3m 。Izhorsky 钢管厂的原料来自附近的 Mill - 5000 厂 。 陆 岩摘自《Metal Bulletin》2008 ,( 25) :18
摘 要 :介绍了带钢纠偏的原理和纠偏系统的组成 ,分析了带钢发生跑偏的原因 ,提出了相应的处理措施 。 关键词 :冷轧带钢 ;跑偏 ;纠偏系统 ;措施 中图分类号 : T G3351 55 文献标识码 :B 文章编号 :1003 - 9996 (2008) 03 - 0054 - 02
Cause Analysis of Cold Rolled Strip Running2off
图 1 纠偏原理
3 带钢跑偏原因分析及控制措施
31 1 运送辊 、带钢和张力引起的跑偏 带钢在运送辊道上运行 ,如果运送辊之间相
互平行 ,带钢与辊子之间的接触在摩擦阻力界限 之内 ,且带钢平直 ,断面均匀 ,那么辊子作用在带 钢上的张力分布均匀 ,带钢就不会跑偏 。但实际 的运行系统不会如此理想 ,运送辊 、带钢 、张力中 只要有一个因素产生偏差 ,带钢就会产生跑偏 。
1 概述
随着带钢冷连轧工艺设备的改进 ,机组速度 日益提高 ,带钢规格趋向又薄又宽 ,带钢活套的存 储量越来越长 ,从而对带钢连续生产中的跑偏控 制提出了更高的要求[1] 。邯郸钢铁集团有限公司 冷轧厂镀锌线有 2 个活套 ,每个活套存储带钢长 400m ,共可存储带钢 800m ,带钢的厚度为 01 25~ 21 00mm ,宽度为 900~1550mm ,运行速度最高达 200m/ min 。为防止带钢跑偏 ,从开卷机到卷取机 设置了 7 个纠偏辊组 ,保证带钢始终运行在机组 的中心线上 。
运送辊的影响因素 :一是运送辊的几何形状 在加工中或运行后呈锥形 ;二是运送辊与运送辊 在安装时轴线不平行 ;三是运送辊表面的粗糙度
收稿日期 :2007 - 12 - 13 作者简介 :王海峰 (1972 - ) ,男 (汉族) ,河北人 ,堵塞时 ,液压缸手动和 自动均无动作或动作不正常 ,无法根据指令实现 纠偏功能 。堵塞的原因可能是液压油液劣化或者 是液压缸磨损后产生的小颗粒堵塞回油口 。加强 对油液系统的检验和在定修时对伺服系统机械零 位调整时进行检查 ,可防止类似事故的发生 。
另外 ,影响卷取跑偏的因素还有电气控制的 卷取机速度是否与机组速度匹配 、卷取机前的夹 送辊辊缝是否均匀 、皮带助卷器的皮带松紧度是 否合适 、运输皮带是否跑偏等 。 31 3 卷取跑偏的处理措施
· 54 · S
轧 钢
TEEL ROLL IN
G
20J0u8n1年2060月8 ·第Vo2l152卷5
·第 3 No1
期 3
·革新与交流 ·
冷连轧带钢跑偏原因分析
王海峰 ,杨忠林 ,黄 宇 ,刘文栋
(邯郸钢铁集团有限公司冷轧厂 ,河北 邯郸 056015)